
Valorization of Cork and High-Density Polyethylene and Polypropylene Wastes in Cork–Plastic Composites: Their Morphology, Mechanical Performance, and Fire Properties


 , ,
, , 
Abstract
1. Introduction
2. Materials and Methods
2.1. Preparation of Composites
2.2. Characterization of Composites
2.2.1. Morphology Study
2.2.2. Mechanical Properties
2.2.3. Thermal Decomposition
2.2.4. Fire Behavior
3. Results and Discussion
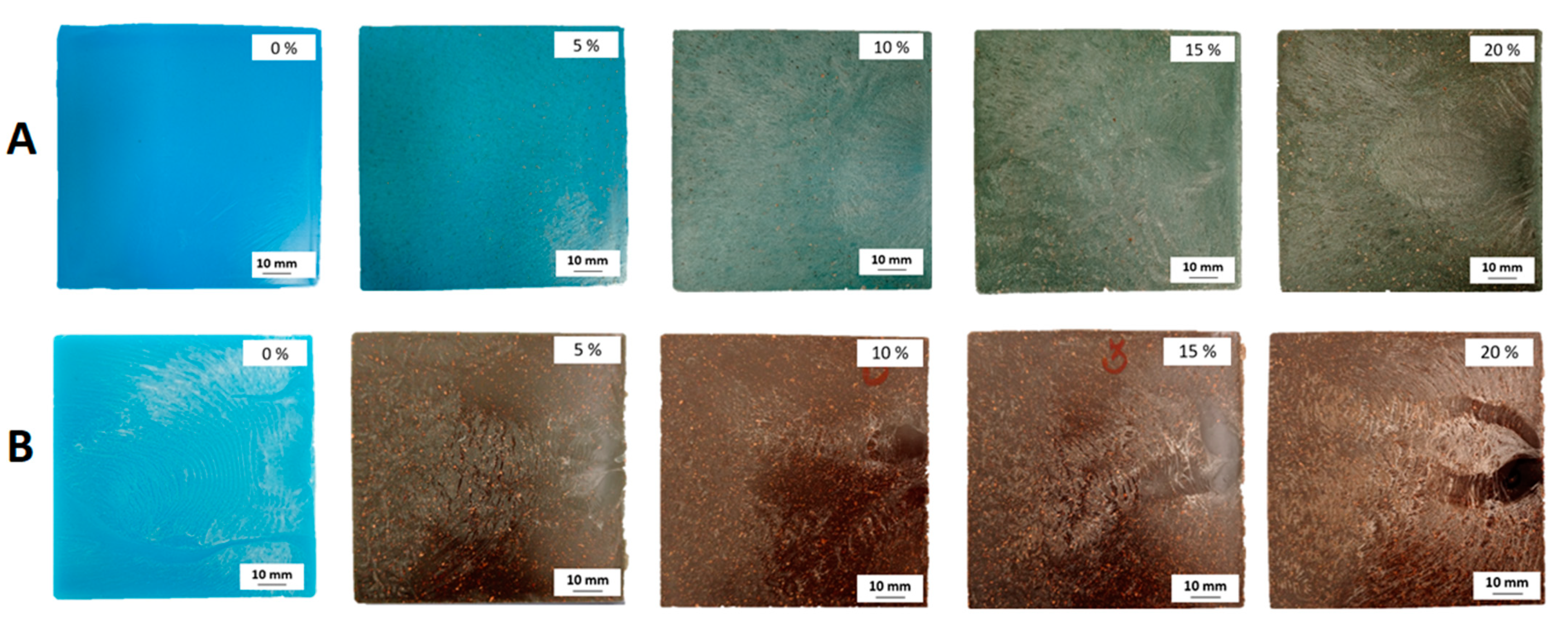
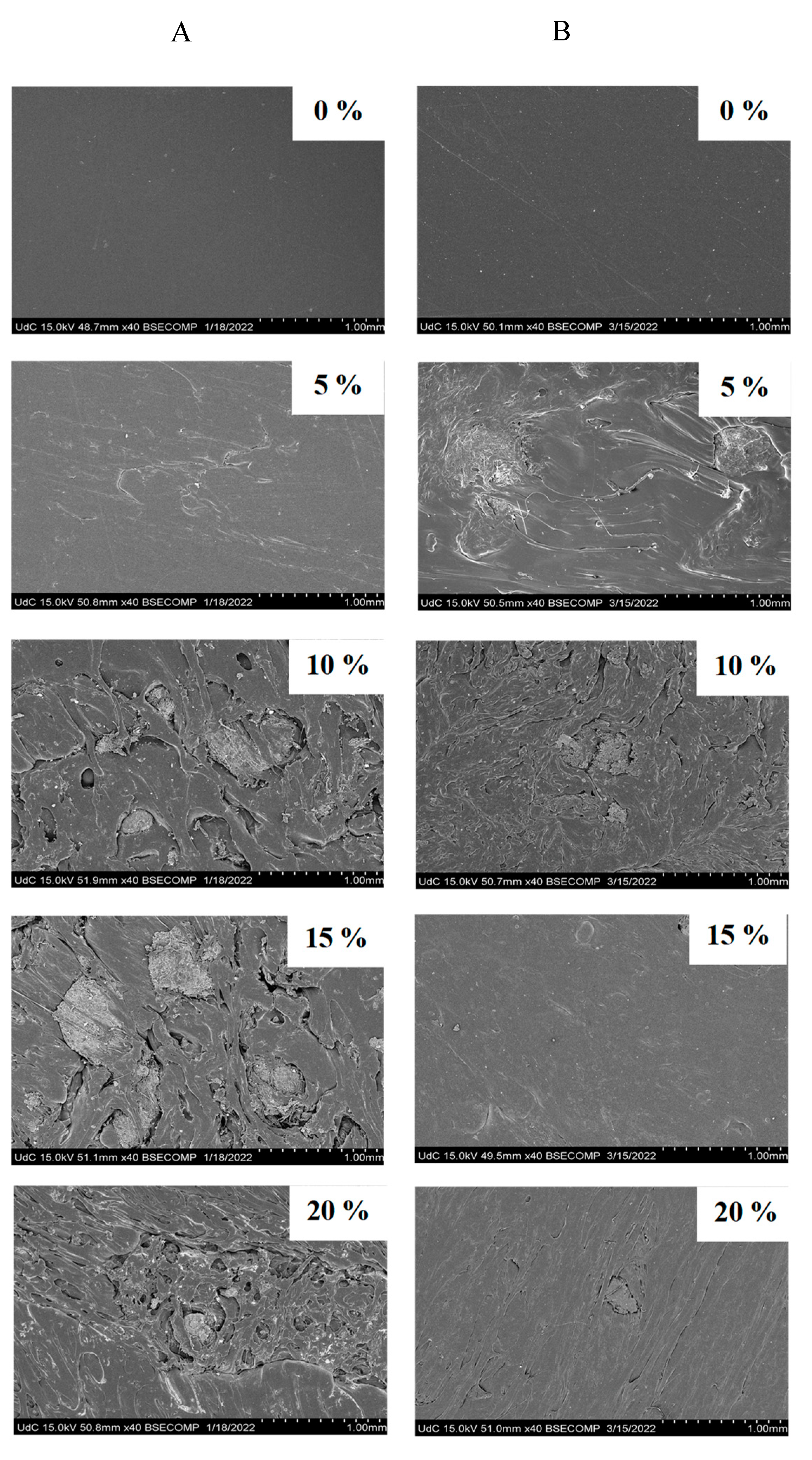
3.1. Morphology
3.2. Mechanical Properties
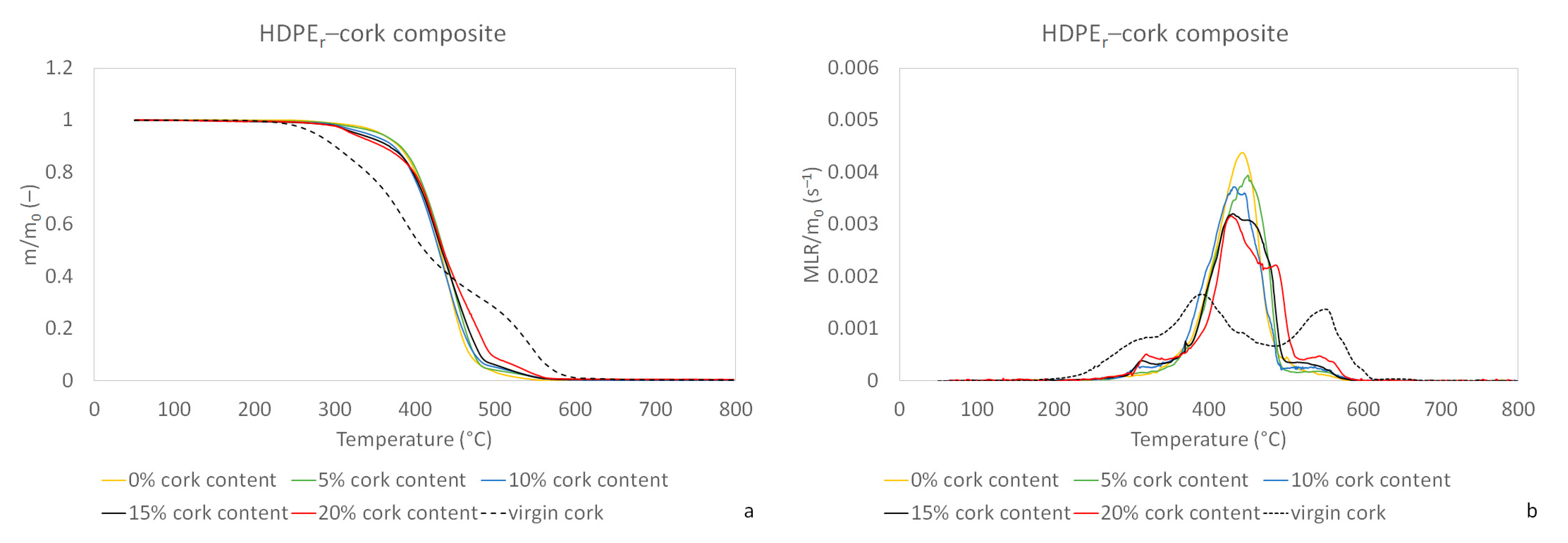
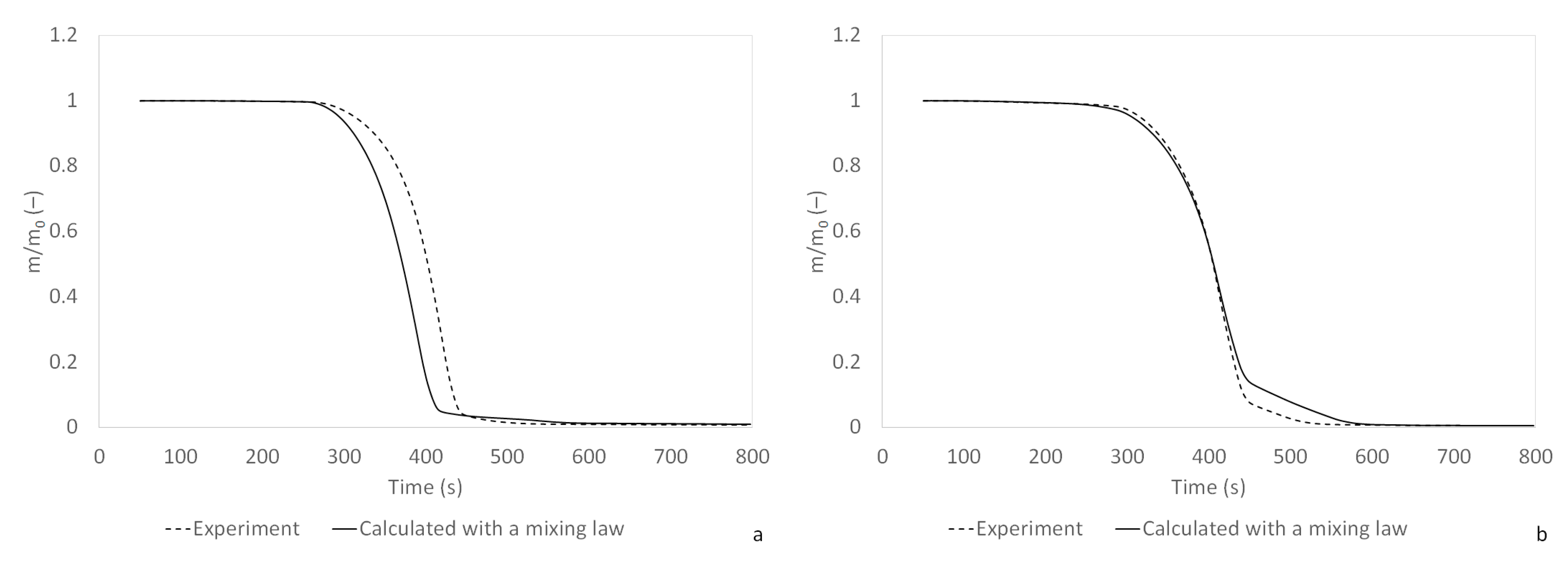
3.3. Thermal Decomposition
3.4. Fire Behavior
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Penca, J. European Plastics Strategy: What Promise for Global Marine Litter? Mar. Policy 2018, 97, 197–201. [Google Scholar] [CrossRef]
- Evode, N.; Qamar, S.A.; Bilal, M.; Barceló, D.; Iqbal, H.M.N. Plastic Waste and Its Management Strategies for Environmental Sustainability. Case Stud. Chem. Environ. Eng. 2021, 4, 100142. [Google Scholar] [CrossRef]
- Castro-Amoedo, R.; Granacher, J.; Kantor, I.; Dahmen, A.; Barbosa-Povoa, A.; Maréchal, F. On the Role of System Integration in Plastic Waste Management. Resour. Conserv. Recycl. 2024, 201, 107295. [Google Scholar] [CrossRef]
- Petlitckaia, S.; Barboni, T.; Santoni, P.-A. Valorization of Plastic and Cork Wastes in the Production of New Composite Materials. In Proceedings of the 8th World Congress on Civil, Structural, and Environmental Engineering (CSEE’23), Lisbon, Portugal, 29–31 March 2023. [Google Scholar]
- Baillie, C.; Matovic, D.; Thamae, T.; Vaja, S. Waste-Based Composites—Poverty Reducing Solutions to Environmental Problems. Resour. Conserv. Recycl. 2011, 55, 973–978. [Google Scholar] [CrossRef]
- de Araújo Veloso, M.C.R.; Scatolino, M.V.; Gonçalves, M.M.B.P.; Valle, M.L.A.; de Paula Protásio, T.; Mendes, L.M.; Junior, J.B.G. Sustainable Valorization of Recycled Low-Density Polyethylene and Cocoa Biomass for Composite Production. Environ. Sci. Pollut. Res. 2021, 28, 32810–32822. [Google Scholar] [CrossRef]
- Kazemi Najafi, S. Use of Recycled Plastics in Wood Plastic Composites—A Review. Waste Manag. 2013, 33, 1898–1905. [Google Scholar] [CrossRef]
- OECD Global Plastics Outlook; OECD: Paris, France, 2022; ISBN 9789264654945.
- Seier, M.; Archodoulaki, V.-M.; Koch, T. The Morphology and Properties of Recycled Plastics Made from Multi-Layered Packages and the Consequences for the Circular Economy. Resour. Conserv. Recycl. 2024, 202, 107388. [Google Scholar] [CrossRef]
- DeWeese, A. New Uses for Old Plastics. World Wastes 1998, 41, 46–50. [Google Scholar]
- Ashok, A.; Rejeesh, C.R.; Renjith, R. Biodegradable Polymers for Sustainable Packaging Applications: A Review. Int. J. Bionics Biomater. 2016, 2, 1–11. [Google Scholar]
- Anto, T.; Rejeesh, C.R. Synthesis and Characterization of Recycled HDPE Polymer Composite Reinforced with Nano-Alumina Particles. Mater. Today Proc. 2023, 72, 3177–3182. [Google Scholar] [CrossRef]
- Teuber, L.; Osburg, V.-S.; Toporowski, W.; Militz, H.; Krause, A. Wood Polymer Composites and Their Contribution to Cascading Utilisation. J. Clean. Prod. 2016, 110, 9–15. [Google Scholar] [CrossRef]
- Jubinville, D.; Esmizadeh, E.; Tzoganakis, C.; Mekonnen, T. Thermo-Mechanical Recycling of Polypropylene for the Facile and Scalable Fabrication of Highly Loaded Wood Plastic Composites. Compos. B Eng. 2021, 219, 108873. [Google Scholar] [CrossRef]
- Sommerhuber, P.F.; Wenker, J.L.; Rüter, S.; Krause, A. Life Cycle Assessment of Wood-Plastic Composites: Analysing Alternative Materials and Identifying an Environmental Sound End-of-Life Option. Resour. Conserv. Recycl. 2017, 117, 235–248. [Google Scholar] [CrossRef]
- Zimmermann, M.V.G.; Zattera, A.J. Recycling and Reuse of Waste from Electricity Distribution Networks as Reinforcement Agents in Polymeric Composites. Waste Manag. 2013, 33, 1667–1674. [Google Scholar] [CrossRef]
- Valente, M.; Sarasini, F.; Marra, F.; Tirillò, J.; Pulci, G. Hybrid Recycled Glass Fiber/Wood Flour Thermoplastic Composites: Manufacturing and Mechanical Characterization. Compos. Part A Appl. Sci. Manuf. 2011, 42, 649–657. [Google Scholar] [CrossRef]
- Sommerhuber, P.F.; Welling, J.; Krause, A. Substitution Potentials of Recycled HDPE and Wood Particles from Post-Consumer Packaging Waste in Wood–Plastic Composites. Waste Manag. 2015, 46, 76–85. [Google Scholar] [CrossRef]
- Winandy, J.E.; Starck, N.M.; Clemons, C.M. Considerations in Recycling of Wood-Plastic Composites. In Proceedings of the 5th Global Wood and Natural Fibre Composites Symposium, Kassel, Germany, 27–28 April 2004. [Google Scholar]
- Fernandes, E.M.; Correlo, V.M.; Mano, J.F.; Reis, R.L. Polypropylene-Based Cork–Polymer Composites: Processing Parameters and Properties. Compos. B Eng. 2014, 66, 210–223. [Google Scholar] [CrossRef]
- Fernandes, E.M.; Correlo, V.M.; Mano, J.F.; Reis, R.L. Cork–Polymer Biocomposites: Mechanical, Structural and Thermal Properties. Mater. Des. 2015, 82, 282–289. [Google Scholar] [CrossRef]
- Stanaszek-Tomal, E. Recycling of Wood-Polymer Composites in Relation to Substrates and Finished Products. IOP Conf. Ser. Mater. Sci. Eng. 2020, 960, 022053. [Google Scholar] [CrossRef]
- Silva, S.P.; Sabino, M.A.; Fernandes, E.M.; Correlo, V.M.; Boesel, L.F.; Reis, R.L. Cork: Properties, Capabilities and Applications. Int. Mater. Rev. 2005, 50, 345–365. [Google Scholar] [CrossRef]
- Rives, J.; Fernandez-Rodriguez, I.; Gabarrell, X.; Rieradevall, J. Environmental Analysis of Cork Granulate Production in Catalonia–Northern Spain. Resour. Conserv. Recycl. 2012, 58, 132–142. [Google Scholar] [CrossRef]
- Pereira, H. Chemical Composition and Variability of Cork from Quercus suber L. Wood Sci. Technol. 1988, 22, 211–218. [Google Scholar] [CrossRef]
- Pereira, H. Studies on the Chemical Composition of Virgin and Reproduction Cork of Quercus suber L. In Anais do Instituto Superior de Agronomia; Instituto Superior de Agronomia: Lisbon, Portugal, 1982; Volume 40, pp. 17–25. [Google Scholar]
- Leite, C.; Oliveira, V.; Miranda, I.; Pereira, H. Cork Oak and Climate Change: Disentangling Drought Effects on Cork Chemical Composition. Sci. Rep. 2020, 10, 7800. [Google Scholar] [CrossRef]
- Filomena Bento, M.; Aurea Cunha, M.; Moutinho, A.M.C.; Pereira, H.; Fortes, M.A. A Mass Spectrometry Study of Thermal Dissociation of Cork. Int. J. Mass Spectrom. Ion Process. 1992, 112, 191–204. [Google Scholar] [CrossRef]
- Pereira, H.; Tomé, M. Non-Wood Products, Cork Oak. In Encyclopedia of Forest Sciences; Burley, J., Evans, J., Youngquist, J.A., Eds.; Elsevier Academic Press: Amsterdam, The Netherlands, 2004; pp. 613–621. [Google Scholar]
- Gibson, L.J. Biomechanics of Cellular Solids. J. Biomech. 2005, 38, 377–399. [Google Scholar] [CrossRef]
- Gibson, L.J. Cellular Solids. MRS Bull. 2003, 28, 270–274. [Google Scholar] [CrossRef]
- Gibson, L.J.; Easterling, K.E.; Ashby, M.F. The Structure and Mechanics of Cork. Proc. R. Soc. Lond. A Math. Phys. Sci. 1981, 377, 99–117. [Google Scholar] [CrossRef]
- Fernandes, E.M.; Correlo, V.M.; Chagas, J.A.M.; Mano, J.F.; Reis, R.L. Cork Based Composites Using Polyolefin’s as Matrix: Morphology and Mechanical Performance. Compos. Sci. Technol. 2010, 70, 2310–2318. [Google Scholar] [CrossRef]
- Vilela, C.; Sousa, A.F.; Freire, C.S.R.; Silvestre, A.J.D.; Pascoal Neto, C. Novel Sustainable Composites Prepared from Cork Residues and Biopolymers. Biomass Bioenergy 2013, 55, 148–155. [Google Scholar] [CrossRef]
- Fernandes, E.M.; Correlo, V.M.; Chagas, J.A.M.; Mano, J.F.; Reis, R.L. Properties of New Cork–Polymer Composites: Advantages and Drawbacks as Compared with Commercially Available Fibreboard Materials. Compos. Struct. 2011, 93, 3120–3129. [Google Scholar] [CrossRef]
- Magalhães da Silva, S.P.; Lima, P.S.; Oliveira, J.M. Rheological Behaviour of Cork-Polymer Composites for Injection Moulding. Compos. B Eng. 2016, 90, 172–178. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Szostak, M.; Barczewski, M.; Łuczak, P. Cork-Wood Hybrid Filler System for Polypropylene and Poly(Lactic Acid) Based Injection Molded Composites. Structure Evaluation and Mechanical Performance. Compos. B Eng. 2019, 163, 655–668. [Google Scholar] [CrossRef]
- Dairi, B.; Bellili, N.; Hamour, N.; Boulassel, A.; Djidjelli, H.; Boukerrou, A.; Bendib, R. Cork Waste Valorization as Reinforcement in High-Density Polyethylene Matrix. Mater. Today Proc. 2022, 53, 117–122. [Google Scholar] [CrossRef]
- Vasconcelos, G.C.M.S.D.; Carvalho, L.H.D.; Barbosa, R.; Idalino, R.D.C.D.L.; Alves, T.S. Effects of Weathering on Mechanical and Morphological Properties Cork Filled Green Polyethylene Eco-Composites. Polímeros 2020, 30, e2020011. [Google Scholar] [CrossRef]
- ISO 5660-1:2015; Reaction-to-Fire Tests–Heat Release, Smoke Production and Mass Loss Rate–Part 1: Heat Release Rate (Cone Calorimeter Method) and Smoke Production Rate (Dynamic Measurement). ISO: Geneva, Switzerland, 2015.
- ISO 527-1:2012; Plastics—Determination of Tensile Properties. ISO: Geneva, Switzerland, 2012.
- Rosa, M.E.; Fortes, M.A. Thermogravimetric Analysis of Cork. J. Mater. Sci. Lett. 1988, 7, 1064–1065. [Google Scholar] [CrossRef]
- Rosa, M.E.; Fortes, M.A. Temperature-Induced Alterations of the Structure and Mechanical Properties of Cork. Mater. Sci. Eng. 1988, 100, 69–78. [Google Scholar] [CrossRef]
- Şen, A.; Van den Bulcke, J.; Defoirdt, N.; Van Acker, J.; Pereira, H. Thermal Behaviour of Cork and Cork Components. Thermochim. Acta 2014, 582, 94–100. [Google Scholar] [CrossRef]
- Pereira, H. Cork: Biology Production and Uses; Elsevier: Amsterdam, The Netherlands, 2007; ISBN 9780444529671. [Google Scholar]
- Şen, A.; Marques, A.V.; Gominho, J.; Pereira, H. Study of Thermochemical Treatments of Cork in the 150–400 °C Range Using Colour Analysis and FTIR Spectroscopy. Ind. Crops Prod. 2012, 38, 132–138. [Google Scholar] [CrossRef]
- Gulitah, V.; Liew, K.C. Morpho-Mechanical Properties of Wood Fiber Plastic Composite (WFPC) Based on Three Different Recycled Plastic Codes. Int. J. Biobased Plast. 2019, 1, 22–30. [Google Scholar] [CrossRef]
- Espert, A.; Vilaplana, F.; Karlsson, S. Comparison of Water Absorption in Natural Cellulosic Fibres from Wood and One-Year Crops in Polypropylene Composites and Its Influence on Their Mechanical Properties. Compos. Part A Appl. Sci. Manuf. 2004, 35, 1267–1276. [Google Scholar] [CrossRef]
- Pereira, H. The Thermochemical Degradation of Cork. Wood Sci. Technol. 1992, 26, 259–269. [Google Scholar] [CrossRef]
- Şen, U.; Pereira, H. Pyrolysis Behavior of Alternative Cork Species. J. Therm. Anal. Calorim. 2022, 147, 4017–4025. [Google Scholar] [CrossRef]
- Briceno, J.; Lemos, M.A.; Lemos, F. Kinetic Analysis of the Degradation of HDPE+PP Polymer Mixtures. Int. J. Chem. Kinet. 2021, 53, 660–674. [Google Scholar] [CrossRef]
- Westerhout, R.W.J.; Waanders, J.; Kuipers, J.A.M.; van Swaaij, W.P.M. Kinetics of the Low-Temperature Pyrolysis of Polyethene, Polypropene, and Polystyrene Modeling, Experimental Determination, and Comparison with Literature Models and Data. Ind. Eng. Chem. Res. 1997, 36, 1955–1964. [Google Scholar] [CrossRef]
- Kim, H.T.; Oh, S.C. Kinetics of Thermal Degradation of Waste Polypropylene and High-Density Polyethylene. J. Ind. Eng. Chem. 2005, 11, 648–656. [Google Scholar]
- Gianelli, W.; Ferrara, G.; Camino, G.; Pellegatti, G.; Rosenthal, J.; Trombini, R.C. Effect of Matrix Features on Polypropylene Layered Silicate Nanocomposites. Polymer 2005, 46, 7037–7046. [Google Scholar] [CrossRef]
- Wu, S.; Song, X.; Lei, Y.; Zhu, M. Characterizations and Properties of Torrefied Quercus Variabilis Cork. Wood Res. 2018, 63, 947–957. [Google Scholar]
- Chattopadhyay, J.; Pathak, T.S.; Srivastava, R.; Singh, A.C. Catalytic Co-Pyrolysis of Paper Biomass and Plastic Mixtures (HDPE (High Density Polyethylene), PP (Polypropylene) and PET (Polyethylene Terephthalate)) and Product Analysis. Energy 2016, 103, 513–521. [Google Scholar] [CrossRef]
- Petrovič, A.; Čolnik, M.; Prša, A.; Fan, Y.V.; Škerget, M.; Knez, Z.; Klemeš, J.K.; Čuček, L. Comparative Analysis of Virgin and Recycled Thermoplastic Polymer Based on Thermochemical Characteristics. Chem. Eng. Trans. 2022, 94, 1321–1326. [Google Scholar] [CrossRef]
- Pietrelli, L.; Poeta, G.; Battisti, C.; Sighicelli, M. Characterization of Plastic Beach Debris Finalized to Its Removal: A Proposal for a Recycling Scheme. Environ. Sci. Pollut. Res. 2017, 24, 16536–16542. [Google Scholar] [CrossRef]
- Al-Salem, S.M.; Lettieri, P.; Baeyens, J. Recycling and Recovery Routes of Plastic Solid Waste (PSW): A Review. Waste Manag. 2009, 29, 2625–2643. [Google Scholar] [CrossRef]
- Scudamore, M.J.; Briggs, P.J.; Prager, F.H. Cone Calorimetry—A Review of Tests Carried out on Plastics for the Association of Plastic Manufacturers in Europe. Fire Mater. 1991, 15, 65–84. [Google Scholar] [CrossRef]
- Hernandez, N.; Sonnier, R.; Giraud, S. Influence of Grammage on Heat Release Rate of Polypropylene Fabrics. J. Fire Sci. 2018, 36, 30–46. [Google Scholar] [CrossRef]
- Patel, R.J.; Wang, Q. Prediction of Properties and Modeling Fire Behavior of Polyethylene Using Cone Calorimeter. J. Loss Prev. Process Ind. 2016, 41, 411–418. [Google Scholar] [CrossRef]
- Schartel, B.; Hull, T.R. Development of Fire-retarded Materials—Interpretation of Cone Calorimeter Data. Fire Mater. 2007, 31, 327–354. [Google Scholar] [CrossRef]
- Babrauskas, V. Effective Heat of Combustion for Flaming Combustion of Conifers. Can. J. For. Res. 2006, 36, 659–663. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composites | Cork Content (wt%) | Maximal Tensile Strength (MPa) | ||
|---|---|---|---|---|
| Laboratory Conditions | Water, 20 °C, 24 h | Oven, 60 °C, 24 h | ||
| PP–Cork | 0 | 30.3 (±0.1) | 30.1 (±0.2) | 30.3 (±0.1) |
| 5 | 27.4 (±0.1) | 27.2 (±0.4) | 27.6 (±0.2) | |
| 10 | 23.5 (±0.3) | 23.8 (±0.4) | 23.5 (±0.5) | |
| 15 | 21.2 (±0.1) | 21.0 (±0.2) | 20.7 (±0.2) | |
| 20 | 19.0 (±0.2) | 18.8 (±0.3) | 18.9 (±0.1) | |
| HDPE–Cork | 0 | 18.9 (±0.3) | 18.5 (±0.4) | 19.7 (±0.2) |
| 5 | 18.7 (±0.1) | 19.1 (±0.1) | 18.7 (±0.1) | |
| 10 | 17.8 (±0.1) | 18.1 (±0.3) | 18.0 (±0.2) | |
| 15 | 17.9 (±0.2) | 17.9 (±0.3) | 17.8 (±0.2) | |
| 20 | 17.9 (±0.2) | 17.8 (±0.3) | 17.7 (±0.1) | |
| Composites | Cork Content (wt%) | Peak of MLR Divided | Temperature of the Peak of MLR (°C) |
|---|---|---|---|
| by the Initial Mass (10−3 s−1) | |||
| PPr–Cork | 0 | 4.45 (±0.02) | 391 (±6) |
| 5 | 4.46 (±0.11) | 392 (±2) | |
| 10 | 4.82 (±0.03) | 408 (±1) | |
| 15 | 4.45 (±0.05) | 409 (±1) | |
| 20 | 4.31 (±0.10) | 410 (±3) | |
| HDPEr–Cork | 0 | 4.38 (±0.13) | 443 (±3) |
| 5 | 3.95 (±0.21) | 450 (±8) | |
| 10 | 3.72 (±0.55) | 434 (±1) | |
| 15 | 3.21 (±0.16) | 431 (±6) | |
| 20 | 3.16 (±0.19) | 429 (±4) |
| Composites | Cork Content (wt%) | High Heating Value | Time to | Mean MLRPUA (g·s−1·m−2) | Peak of HRR (kW·m−2) | THR (MJ·kg−1) | Heff |
|---|---|---|---|---|---|---|---|
| (kJ·g−1) | Ignition (s) | (kJ·g−1) | |||||
| PPr–Cork | 0 | 47.7 (±0.4) | 72 (±17) | 9.3 (±0.2) | 436 (±22) | 40.7 (±0.9) | 42.3 (±1.2) |
| 5 | 46.6 (±0.0) | 32 (±6) | 10.1 (±1.2) | 470 (±50) | 39.4 (±0.7) | 40.2 (±0.4) | |
| 10 | 45.1 (±0.1) | 31 (±1) | 10.0 (±1.3) | 447 (±64) | 37.3 (±0.8) | 38.1 (±0.4) | |
| 15 | 43.9 (±0.1) | 31 (±3) | 10.1 (±1.2) | 470 (±23) | 37.0 (±0.6) | 37.5 (±0.4) | |
| 20 | 43.2 (±0.2) | 34 (±6) | 9.6 (±1.3) | 420 (±61) | 35.7 (±1.1) | 37.3 (±0.9) | |
| HDPEr–Cork | 0 | 47.5 (±0.2) | 87 (±19) | 13.7 (±0.0) | 559 (±25) | 38.4 (±0.9) | 41.5 (±0.7) |
| 5 | 47.0 (±0.2) | 52 (±8) | 11.7 (±1.8) | 527 (±61) | 38.9 (±1.4) | 40.9 (±0.2) | |
| 10 | 45.9 (±0.2) | 46 (±9) | 9.9 (±0.8) | 488 (±24) | 38.6 (±0.1) | 40.1 (±0.2) | |
| 15 | 45.4 (±0.2) | 38 (±11) | 9.8 (±1.6) | 446 (±55) | 39.0 (±0.7) | 39.3 (±1.1) | |
| 20 | 43.4 (±0.5) | 32 (±5) | 9.7 (±0.6) | 409 (±31) | 38.7 (±1.1) | 38.2 (±0.7) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Petlitckaia, S.; Tihay-Felicelli, V.; Ferry, L.; Buonomo, S.; Luciani, C.; Quilichini, Y.; Santoni, P.-A.; Pereira, E.; Barboni, T. Valorization of Cork and High-Density Polyethylene and Polypropylene Wastes in Cork–Plastic Composites: Their Morphology, Mechanical Performance, and Fire Properties. J. Compos. Sci. 2024, 8, 195. https://doi.org/10.3390/jcs8060195
Petlitckaia S, Tihay-Felicelli V, Ferry L, Buonomo S, Luciani C, Quilichini Y, Santoni P-A, Pereira E, Barboni T. Valorization of Cork and High-Density Polyethylene and Polypropylene Wastes in Cork–Plastic Composites: Their Morphology, Mechanical Performance, and Fire Properties. Journal of Composites Science. 2024; 8(6):195. https://doi.org/10.3390/jcs8060195
Chicago/Turabian StylePetlitckaia, Svetlana, Virginie Tihay-Felicelli, Laurent Ferry, Sylvain Buonomo, Camille Luciani, Yann Quilichini, Paul-Antoine Santoni, Elisabeth Pereira, and Toussaint Barboni. 2024. "Valorization of Cork and High-Density Polyethylene and Polypropylene Wastes in Cork–Plastic Composites: Their Morphology, Mechanical Performance, and Fire Properties" Journal of Composites Science 8, no. 6: 195. https://doi.org/10.3390/jcs8060195
APA StylePetlitckaia, S., Tihay-Felicelli, V., Ferry, L., Buonomo, S., Luciani, C., Quilichini, Y., Santoni, P.-A., Pereira, E., & Barboni, T. (2024). Valorization of Cork and High-Density Polyethylene and Polypropylene Wastes in Cork–Plastic Composites: Their Morphology, Mechanical Performance, and Fire Properties. Journal of Composites Science, 8(6), 195. https://doi.org/10.3390/jcs8060195