
Influence of Cu Addition on the Wear Behavior of a Eutectic Al–12.6Si Alloy Developed by the Spray Forming Method

 ,
,  ,
, 

Abstract
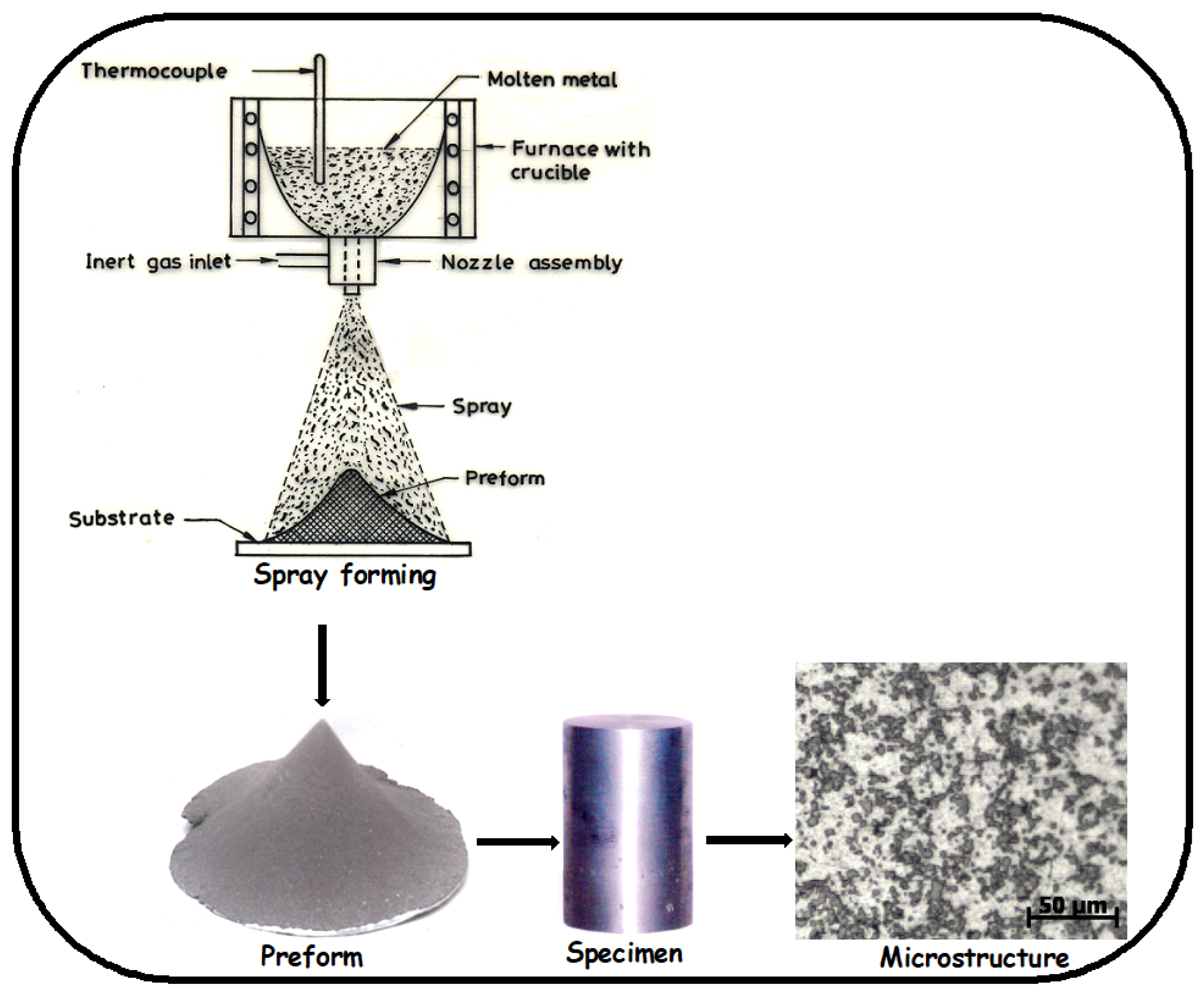
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Porosity Measurement
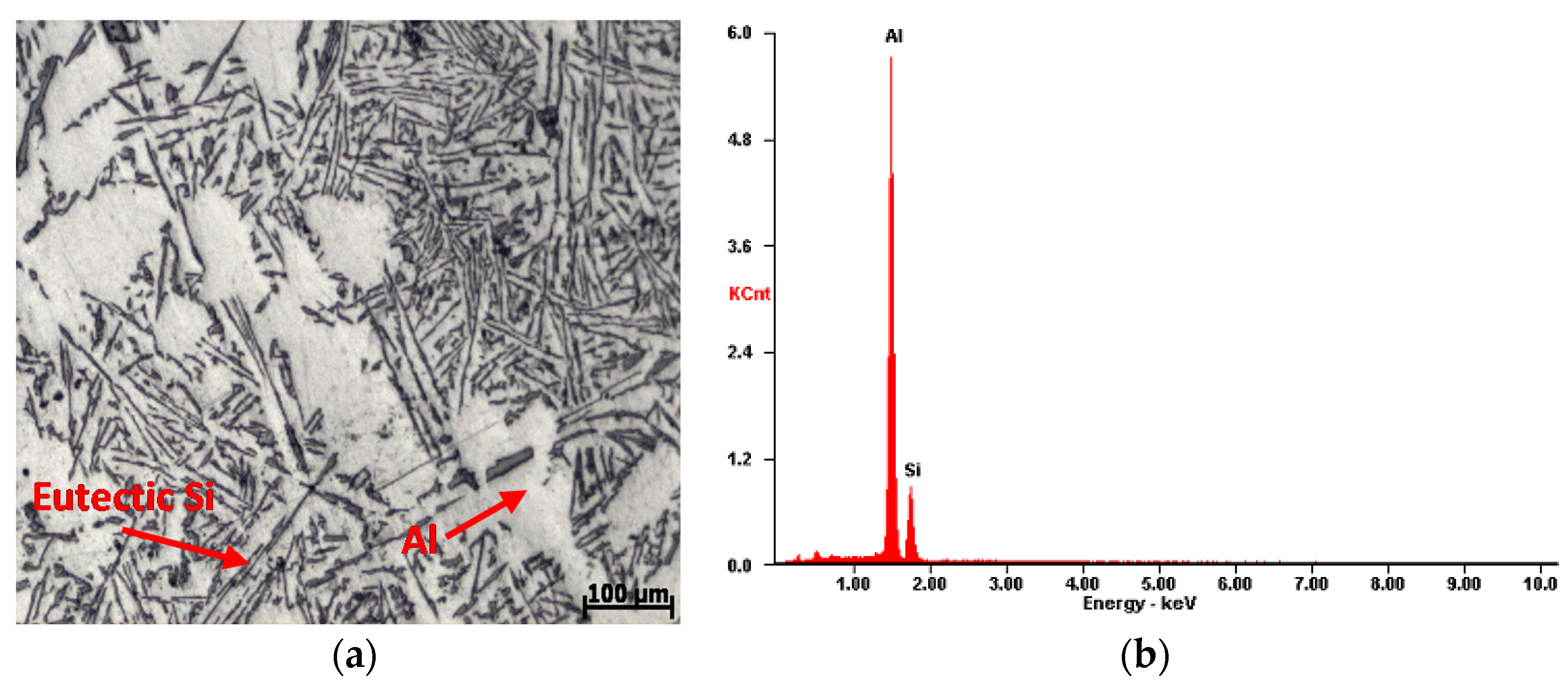
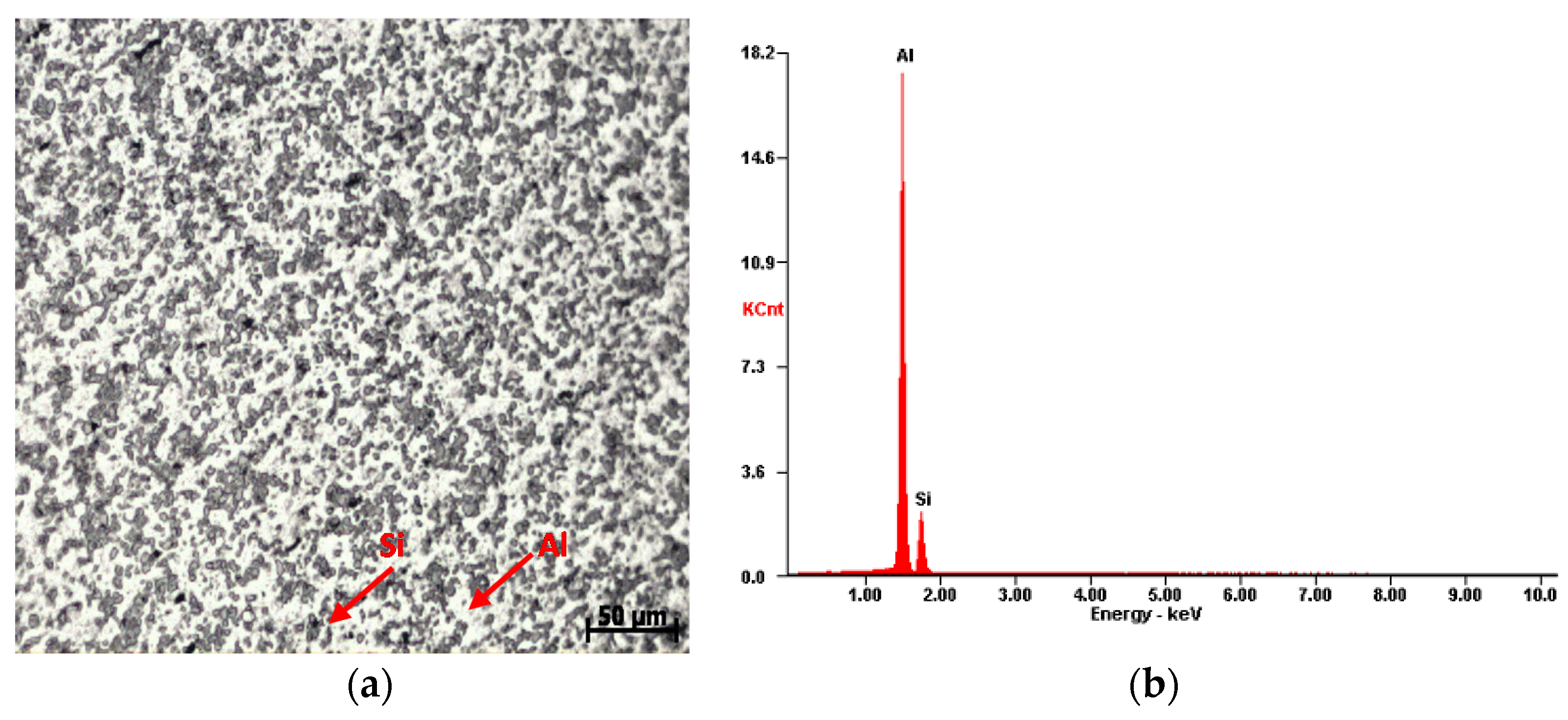
3.2. Microstructural Features of AC and SF Alloys
3.3. Hardness
3.4. Wear Characteristics of AC and SF Alloys
3.4.1. Variation of Wear Rate with Load at Constant Sliding Velocity
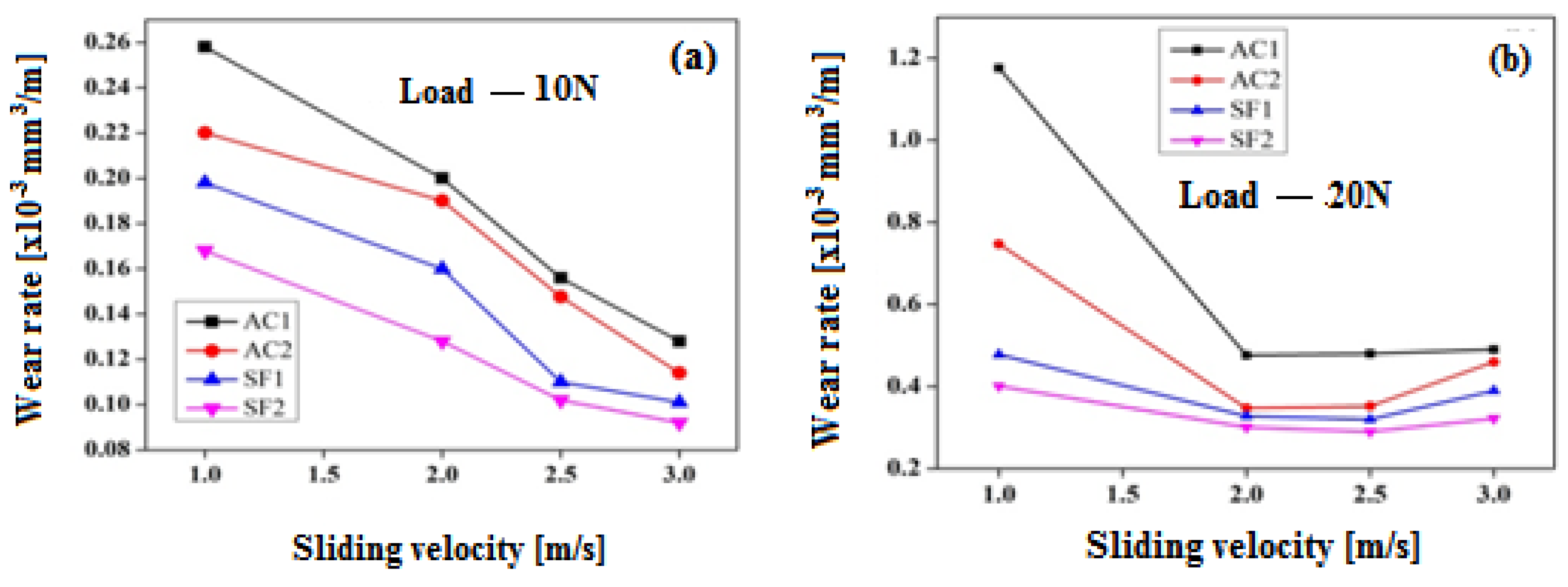
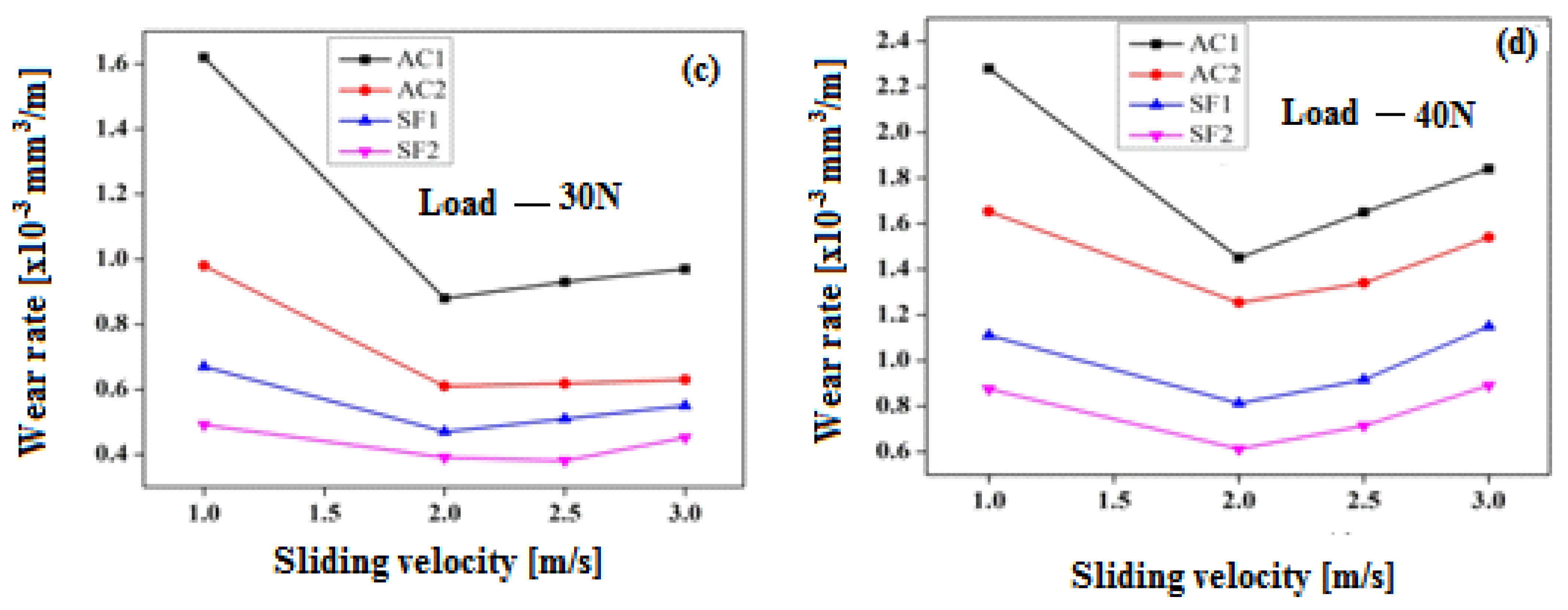
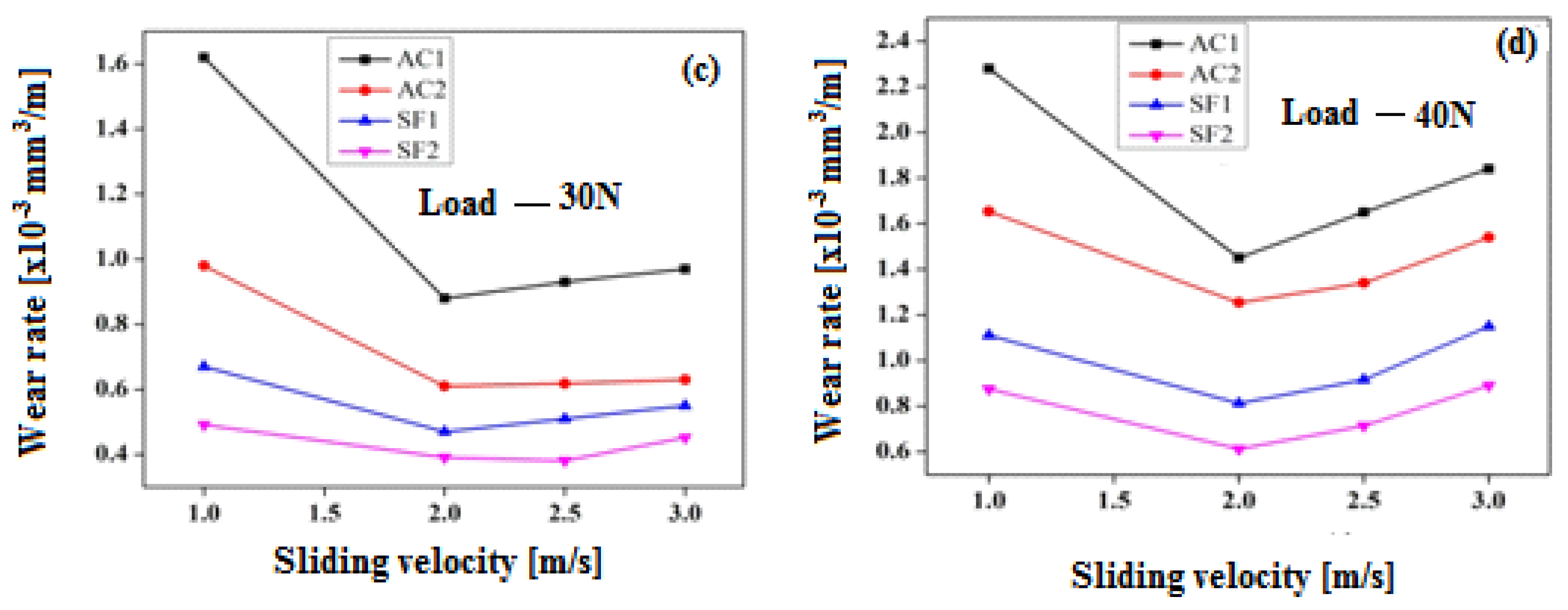
3.4.2. Variation of Wear Rate with Sliding Velocity at a Constant Applied Load
3.4.3. Variation of Friction Coefficient with Load at Constant Sliding Velocity
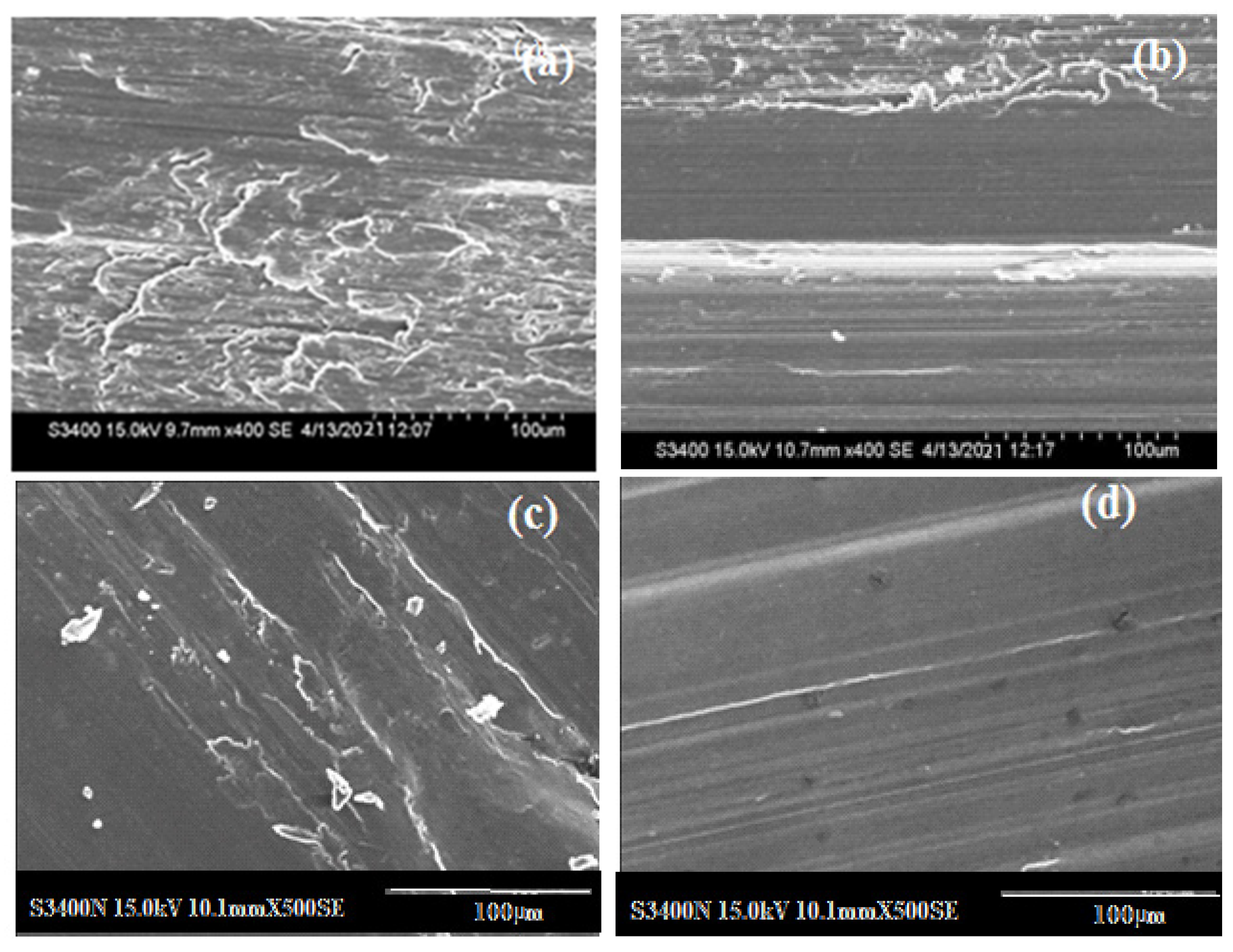
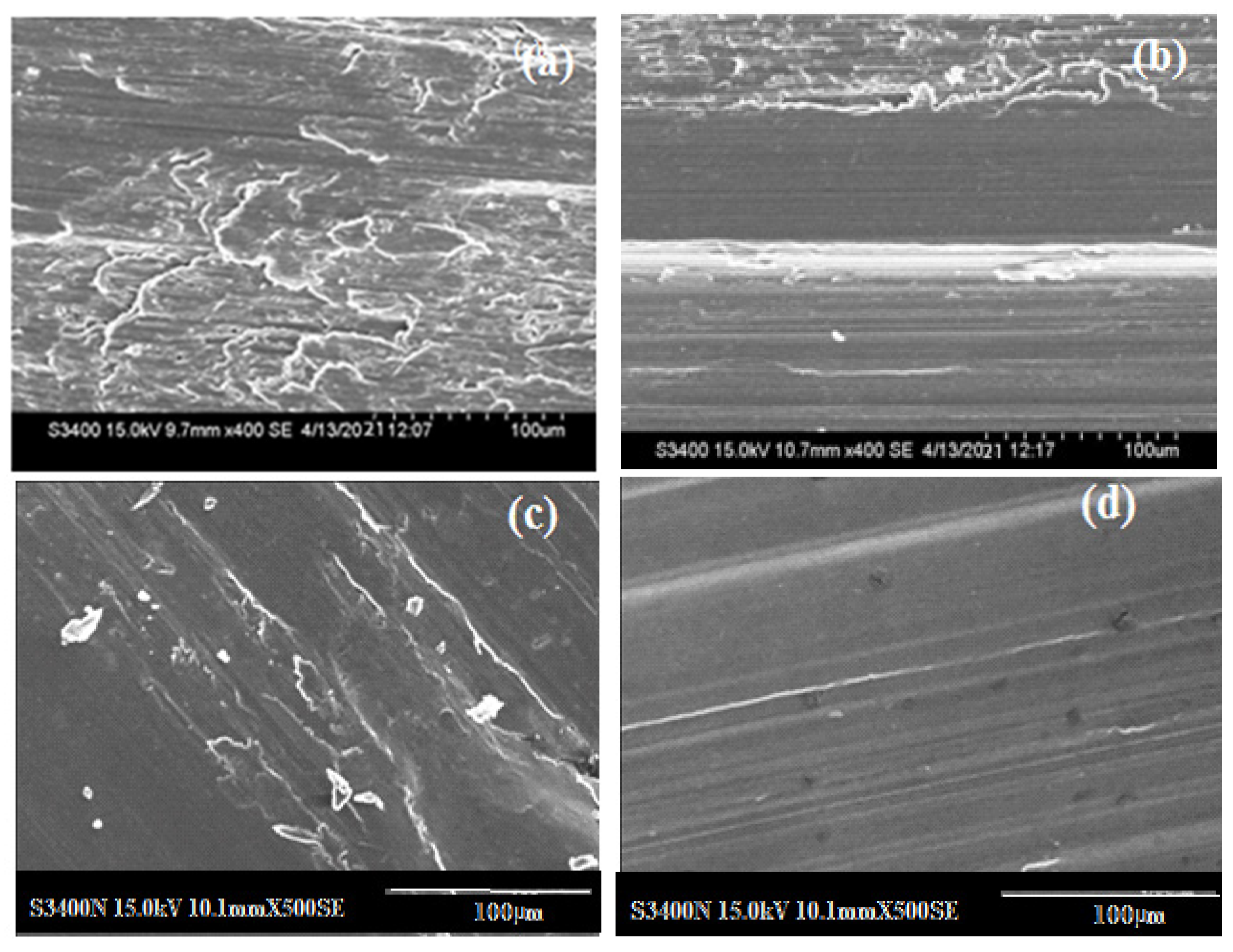
3.5. Topographical Features of Worn Surfaces
4. Conclusions
- The microstructure of the SF1 alloy consists of eutectic Si particles ranging from 3 to 7 µm, which are uniformly distributed in the Al-matrix. The SF2 alloy exhibited a uniform distribution of eutectic Si, Al2Cu, and Al-Si-Cu intermetallic phases in the equiaxed Al-matrix.
- The micro hardness of the SF2 alloy has been improved by 8, 34, and 41% compared to that of the SF1, AC2, and AC1 alloys, respectively.
- The SF2 alloy exhibits superior wear resistance to that of the SF1 and AC alloys under varying load and sliding velocity conditions. This improvement was attributed to the fine and uniform distribution of the Si and intermetallic phases and to the increased solid solubility. Specifically, at a 40 N load and a 1 ms−1 sliding velocity, the wear resistance of the SF2 alloy is 23, 47, and 62% higher than that of the SF1, AC2, and AC1 alloys, respectively. Similarly, when sliding at 3 ms−1, the wear resistance of the SF2 alloy is 21, 42and 52% higher than that of the SF1, AC2, and AC1 alloys, respectively.
- The primary wear mechanism for the AC alloys under dry sliding conditions involved abrasion and adhesion, and for the SF alloys, it involved oxidation and abrasion. An increased load resulted in more wear due to the increased depth of penetration. However, at 40 N, for all sliding velocities, the AC alloys exhibited considerably higher wear loss throughout the sliding distance compared to that observed for the SF alloys. This was attributed to the softening of the wear pin at the high load, which accelerated both abrasive and adhesive wear at a 3.0 ms−1 sliding velocity.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
References
- Awotunde, M.A.; Adegbenjo, A.O.; Obadele, B.A.; Okoro, M.; Shongwe, B.M.; Olubambi, P.A. Influence of sintering methods on the mechanical properties of aluminium nano composites reinforced with carbonaceous compounds: A review. J. Mater. Res. Technol. 2019, 8, 2432. [Google Scholar] [CrossRef]
- Md Ali, A.; Omar, M.Z.; Hashim, H.; Salleh, M.S.; Mohamed, I.F. Recent development in graphene-reinforced aluminium matrix composite: A review. Rev. Adv. Mater. Sci. 2021, 60, 801. [Google Scholar] [CrossRef]
- Abbasipour, B.; Niroumand, B.; Vaghefi, S.M.M.; Abedi, M. Tribological behavior of A356− CNT nanocomposites fabricated by various casting techniques. Trans. Nonferr. Metal. Soc. 2019, 29, 1993–2004. [Google Scholar] [CrossRef]
- Zhuo, X.; Zhang, Q.; Liu, H.; Hu, Z.; Zhang, P.; Jiang, J.; Ma, A.; Wu, Y. Enhanced tensile strength and ductility of an Al-6Si-3Cu alloy processed by room temperature rolling. J. Alloys Compd. 2022, 899, 163321. [Google Scholar] [CrossRef]
- Wu, Y.; Liu, C.; Liao, H.; Jiang, J.; Ma, A. Joint effect of micro-sized Si particles and nano-sized dispersoids on the flow behavior and dynamic recrystallization of near-eutectic Al–Si based alloys during hot compression. J. Alloys Compd. 2021, 856, 158072. [Google Scholar] [CrossRef]
- Liu, S.; Zhang, X.; Peng, H.L.; Han, X.; Yang, H.Y.; Li, T.T.; Zhu, L.; Zhang, S.; Qiu, F.; Bai, Z.H.; et al. In situ nanocrystals manipulate solidification behavior and microstructures of hypereutectic Al–Si alloys by Zr-based amorphous alloys. J. Mater. Res. Technol. 2020, 9, 4644. [Google Scholar] [CrossRef]
- Rahman, A.A.; Salleh, M.S.; Othman, I.S.; Yahaya, S.H.; Al-Zubaidi, S.S.; Zulkifli, K. Investigation of mechanical & wear characteristics of t6 heat treated thixoformed aluminium alloy composite. J. Adv. Manuf. Technol. 2020, 14, 1. [Google Scholar]
- Lantmann, R.V.; Mariante, A.M.S.; Pinheiro, T.V.; da Costa, E.M.; dos Santos, C.A. Microstructure, Hardness, and Linear Reciprocating Sliding Wear Response of Directionally Solidified Al–(2.5, 3.5, 4.5)Cu–(0.25, 0.50)Cr Alloys. Metals 2023, 13, 1178. [Google Scholar] [CrossRef]
- Mostafa, A.; Alshabatat, N. Microstructural, Mechanical and Wear Properties of Al–1.3%Si Alloy as Compared to Hypo/Hyper–Eutectic Compositions in Al–Si Alloy System. Crystals 2022, 12, 719. [Google Scholar] [CrossRef]
- Nama, H.A.H.A.; Esen, İ.; Ahlatcı, H.; Karakurt, V. Effect of Aging Heat Treatment on Wear Behavior and Microstructure Characterization of Newly Developed Al7075+Ti Alloys. Materials 2023, 16, 4413. [Google Scholar] [CrossRef]
- Kumar, P.; Wani, M.F. Friction and Wear Behaviour of hypereutectic Al-Si Alloy/Steel Tribopair under Dry and Lubricated Conditions. J. Tribologi. 2017, 15, 21. [Google Scholar]
- Jain, S.; Patel, M.; Kumar, V.; Samal, S. Effect of Si on phase equilibria, mechanical properties and tribological behaviour of Al-Cu alloy. Silicon 2023, 15, 1807–1820. [Google Scholar] [CrossRef]
- Alshmri, F.; Atkinson, H.V.; Hainsworth, S.V.; Haidon, C. Dry sliding wear of aluminium-high silicon hypereutectic alloys. Wear 2014, 313. [Google Scholar] [CrossRef]
- de Souza Baptista, L.A.; Paradelaa, K.G.; Ferreira, I. Amauri Garcia and Alexandre Furtado Ferreira. Mater. Res. Technol. 2019, 8, 1515. [Google Scholar] [CrossRef]
- Zheng, Y.; Xiao, W.; Ge, S.; Zhao, W.; Hanada, S.; Ma, C. Effects of Cu content and Cu/Mg ratio on the microstructure and mechanical properties of Al–Si–Cu–Mg alloys. J. Alloys Compd. 2019, 649, 291. [Google Scholar] [CrossRef]
- Timelli, G.; Fabrizi, A.; Vezzù, S.; De Mori, A. Design of Wear-Resistant Diecast AlSi9Cu3(Fe) Alloys for High-Temperature Components. Metals 2020, 10, 55. [Google Scholar] [CrossRef]
- Zeren, M.; Karakulak, E.; Gümüş, S. Influence of Cu addition on microstructure and hardness of near-eutectic Al-Si-xCu-alloys. Transactions 2011, 21, 1698–1702. [Google Scholar] [CrossRef]
- Alavandi, M.R.; Haider, J.; Goudar, D.M. Investigation of the influence of Ni and Cu additions on the wear behavior of spray formed Al-15Si alloy at elevated temperature. Silicon 2023, 15, 5963–5980. [Google Scholar] [CrossRef]
- Chen, W.C.; Wu, C.T.; Bor, H.Y.; Lee, S.L. Effects of Cu Content on Thermal Stability and Wear Behavior of Al-12.5 Si-1.0 Mg Alloy. J. Mater. Eng. Perform. 2013, 22, 3854. [Google Scholar] [CrossRef]
- Tash, M.M.; Mahmoud, E.R.I. Development of in-Situ Al-Si/CuAl2 Metal Matrix Composites: Microstructure, Hardness, and Wear Behavior. Materials 2016, 9, 442. [Google Scholar] [CrossRef] [PubMed]
- Shetty, R.; Gurupur, P.R.; Hindi, J.; Hegde, A.; Naik, N.; Ali, M.S.S.; Patil, I.S.; Nayak, M. Processing, Mechanical Characterization, and Electric Discharge Machining of Stir Cast and Spray Forming-Based Al-Si Alloy Reinforced with ZrO2 Particulate Composites. J. Compos. Sci. 2022, 6, 323. [Google Scholar] [CrossRef]
- Lee, E.; Mishra, B. Effect of solidification cooling rate on mechanical properties and microstructure of Al-Si-Mn-Mg alloy. Mater. Trans. 2017, 58, 1624–1627. [Google Scholar] [CrossRef]
- Patrick, S.G. Solidification in Spray Forming. Metallurg. Mater. Trans. A 2017, 38, 1520–1529. [Google Scholar] [CrossRef]
- Goudar, D.M.; Raju, K.; Srivastava, V.C.; Rudrakshi, G.B. Effect of copper and iron on the wear properties of spray formed Al–28Si alloy. Mater. Des. 2013, 51, 383. [Google Scholar] [CrossRef]
- Raju, K. Effect of Processing Techniques on the Microstructure & Wear Characteristics of Al-Si Alloys. Ph. D. Thesis, IIT(BHU), Varanasi, India, 2009. [Google Scholar]
- Li, H.; Cao, F.; Guo, S.; Jia, Y.; Zhang, D.; Liu, Z.; Wang, P.; Scudino, S.; Sun, J. Effects of Mg and Cu on microstructures and properties of spray-deposited Al-Zn-Mg-Cu alloys. J. Alloys Compd. 2017, 719, 89. [Google Scholar] [CrossRef]
- Cai, W.D.; Lavernia, W.J. Low pressure spray forming of 2024 aluminium alloy. Mat. Sci. Eng. A 1997, 8, 226–228. [Google Scholar]
- Lavernia, E.J.; Grant, N.J.; Ando, T. Rapidly Solidified Materials; Lee, P.W., Carbonara, R.S., Ohio, Eds.; American Society for Metals: Metals Park, OH, USA, 1986; p. 29. ISBN 978-0871702241. [Google Scholar]
- Gwidon, W.S. Wear—Materials, Mechanisms and Practice; John Wiley & Sons Ltd.: Chichester, UK, 2006; ISBN 978-0-470-01628-2 (HB). [Google Scholar]
- Lin, L.; Zhao, Y.; Hua, C.; Schlarb, A.K. Effects of the velocity sequences on the friction and wear performance of PEEK-based materials. Tribol. Lett. 2021, 69, 68. [Google Scholar] [CrossRef]
- Greenwood, J.A. Metal transfer and wearFront. Mech. Eng. 2020, 6, 62. [Google Scholar] [CrossRef]
- Bidmeshki, C.; Abouei, V.; Saghafian, H.; Shabestari, S.G.; Noghani, M.T. Effect of Mn addition on Fe-rich intermetallics morphology and dry sliding wear investigation of hypereutectic Al-17.5% Si alloys. J. Mater. Res. Technol. 2016, 5, 250. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Si | Fe | Mn | Mg | Cu | Al |
|---|---|---|---|---|---|---|
| Al-12.6Si (AC1) | 12.6 | 0. 3 | 0.06 | 0.24 | 0.04 | Bal. |
| Al-12.6Si-2Cu (AC2) | 12.6 | 0. 4 | 0.02 | 0.14 | 2.06 | Bal. |
| Variable | Value |
|---|---|
| Melt superheat | 150 °C |
| Melt rate | 2.8 kg/min |
| Gas pressure | 0.55 MPa |
| Diameter of nozzle | 4.0 mm |
| Deposition distance | 400 mm |
| Details | SF1 Alloy | SF2 Alloy |
|---|---|---|
| Theoretical density (g/cm3) | 2.65 | 2.65 |
| Density before hot pressing (g/cm3) | 2.17 | 2.33 |
| Density after hot pressing (g/cm3) | 2.46 | 2.64 |
| Porosity before hot pressing (%) | 18 | 16 |
| Porosity after hot pressing (%) | 7 | 5 |
| EDX Spots | Phase | Al-K | Fe-K | Si-K | Cu-K |
|---|---|---|---|---|---|
| Spot 1 | Q-Al74Si9Cu10 | 66 | 1 | 8 | 25 |
| Spot 2 | θ-Al2Cu | 67 | 0.0 | 2 | 31 |
| Spot 3 | α-Al | 99 | 0.2 | 0.8 | 0 |
| Spot 4 | Si | 1 | 0.0 | 99 | 0 |
| EDX Spots | Phase | Al-K | Si-K | Fe-K | Cu-K |
|---|---|---|---|---|---|
| Spot 1—Si | Al48Si51 | 47 | 50 | 1 | 2 |
| Spot 2—Q-phase | Al93Si6Cu1.9 | 90 | 7 | 1 | 5 |
| Spot 3—α(Al) | Al92Si1 | 93 | 5 | 1 | 1 |
| Alloy | Hardness (VHN) |
|---|---|
| AC1 | 43 ± 4.1 |
| AC2 | 48 ± 3.2 |
| SF1 | 67 ± 5.1 |
| SF2 | 73 ± 4.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Goudar, D.M.; Haider, J.; Raju, K.; Kurahatti, R.V.; Pinto, D.G. Influence of Cu Addition on the Wear Behavior of a Eutectic Al–12.6Si Alloy Developed by the Spray Forming Method. J. Compos. Sci. 2024, 8, 88. https://doi.org/10.3390/jcs8030088
Goudar DM, Haider J, Raju K, Kurahatti RV, Pinto DG. Influence of Cu Addition on the Wear Behavior of a Eutectic Al–12.6Si Alloy Developed by the Spray Forming Method. Journal of Composites Science. 2024; 8(3):88. https://doi.org/10.3390/jcs8030088
Chicago/Turabian StyleGoudar, Dayanand M., Julfikar Haider, K. Raju, Rajashekar V. Kurahatti, and Deesy G. Pinto. 2024. "Influence of Cu Addition on the Wear Behavior of a Eutectic Al–12.6Si Alloy Developed by the Spray Forming Method" Journal of Composites Science 8, no. 3: 88. https://doi.org/10.3390/jcs8030088
APA StyleGoudar, D. M., Haider, J., Raju, K., Kurahatti, R. V., & Pinto, D. G. (2024). Influence of Cu Addition on the Wear Behavior of a Eutectic Al–12.6Si Alloy Developed by the Spray Forming Method. Journal of Composites Science, 8(3), 88. https://doi.org/10.3390/jcs8030088