
Effect of Surface Coating and Plasma Treatment on Mechanical Properties of Wood Plastic Composites


Abstract
1. Introduction
2. Materials and Methods
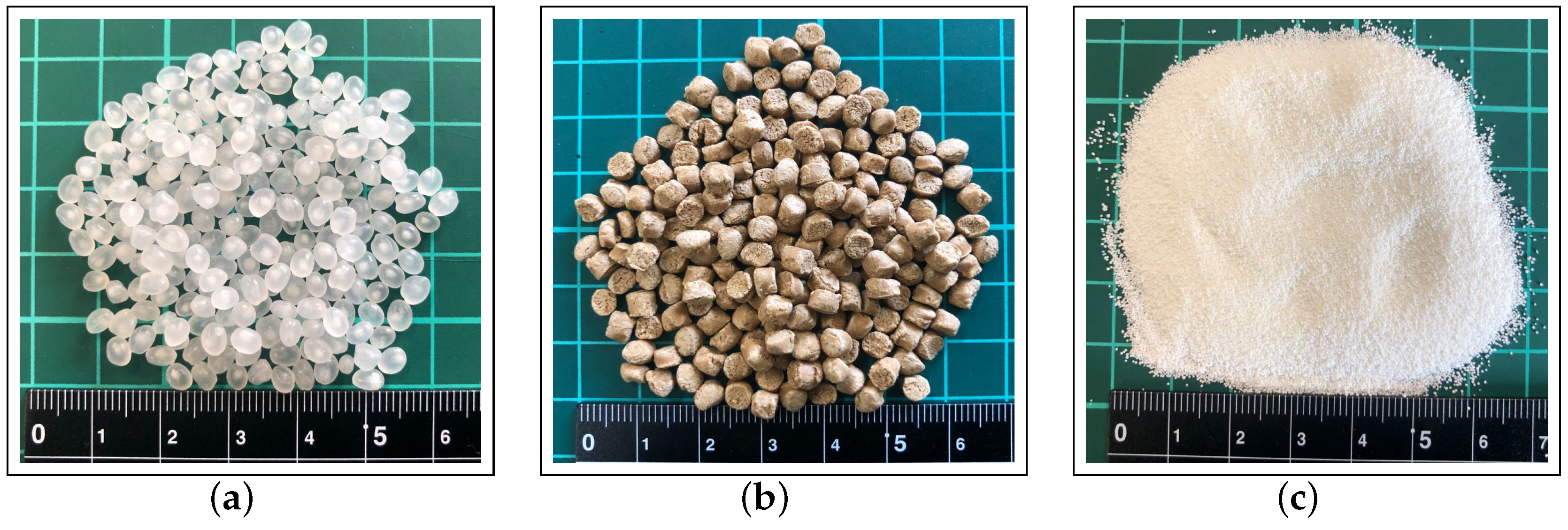
2.1. Raw Materials
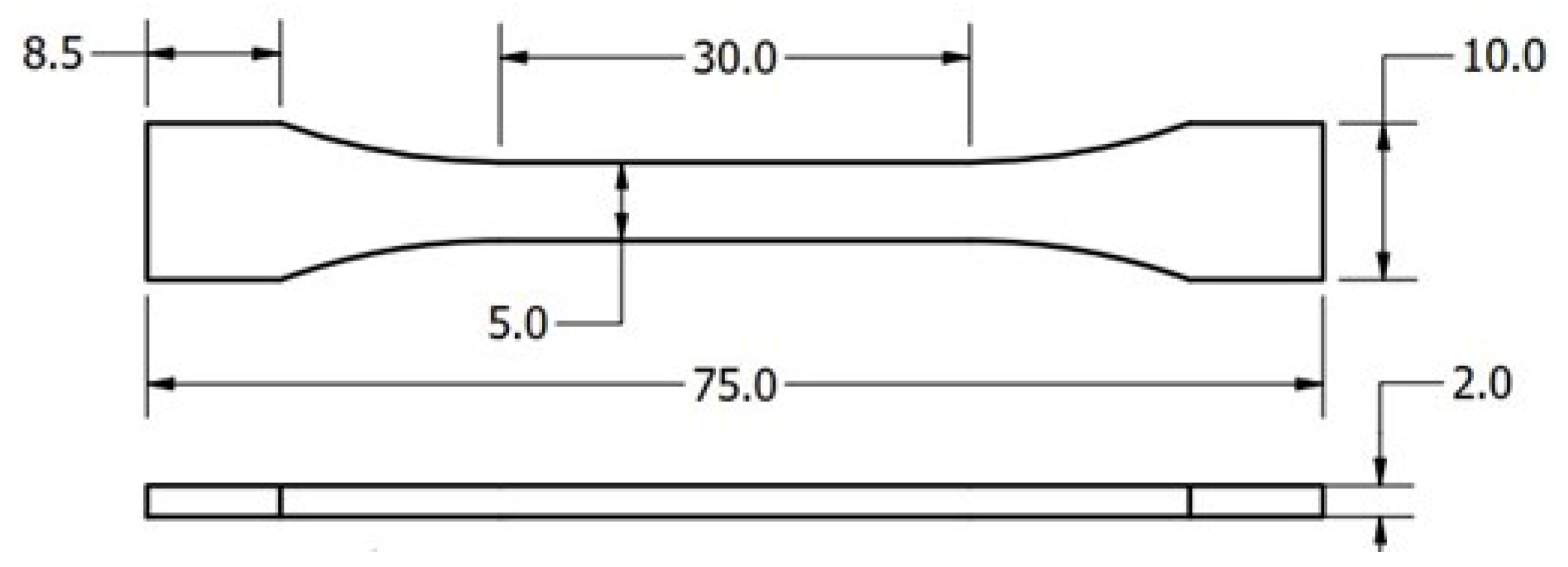
2.2. Specimen Preparation
2.3. Preparation of CNF Suspension in Acrylic Paint
2.4. Plasma Treatment and Surface Coating
2.5. Specimen Nomenclature
2.6. SEM Observation and Surface Roughness Measurement
2.7. Tensile Test
3. Results & Discussion
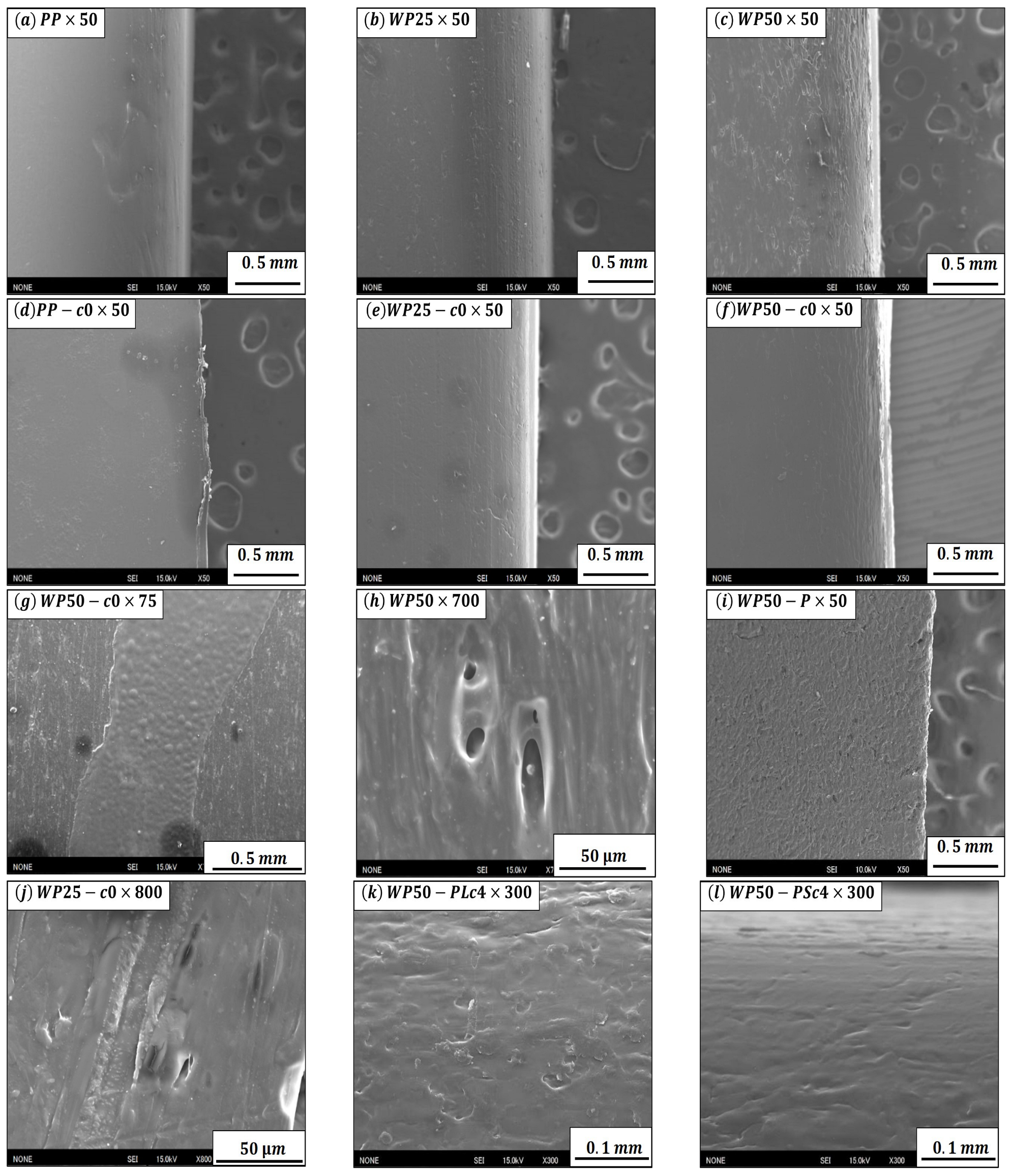
3.1. Surface Observation Results
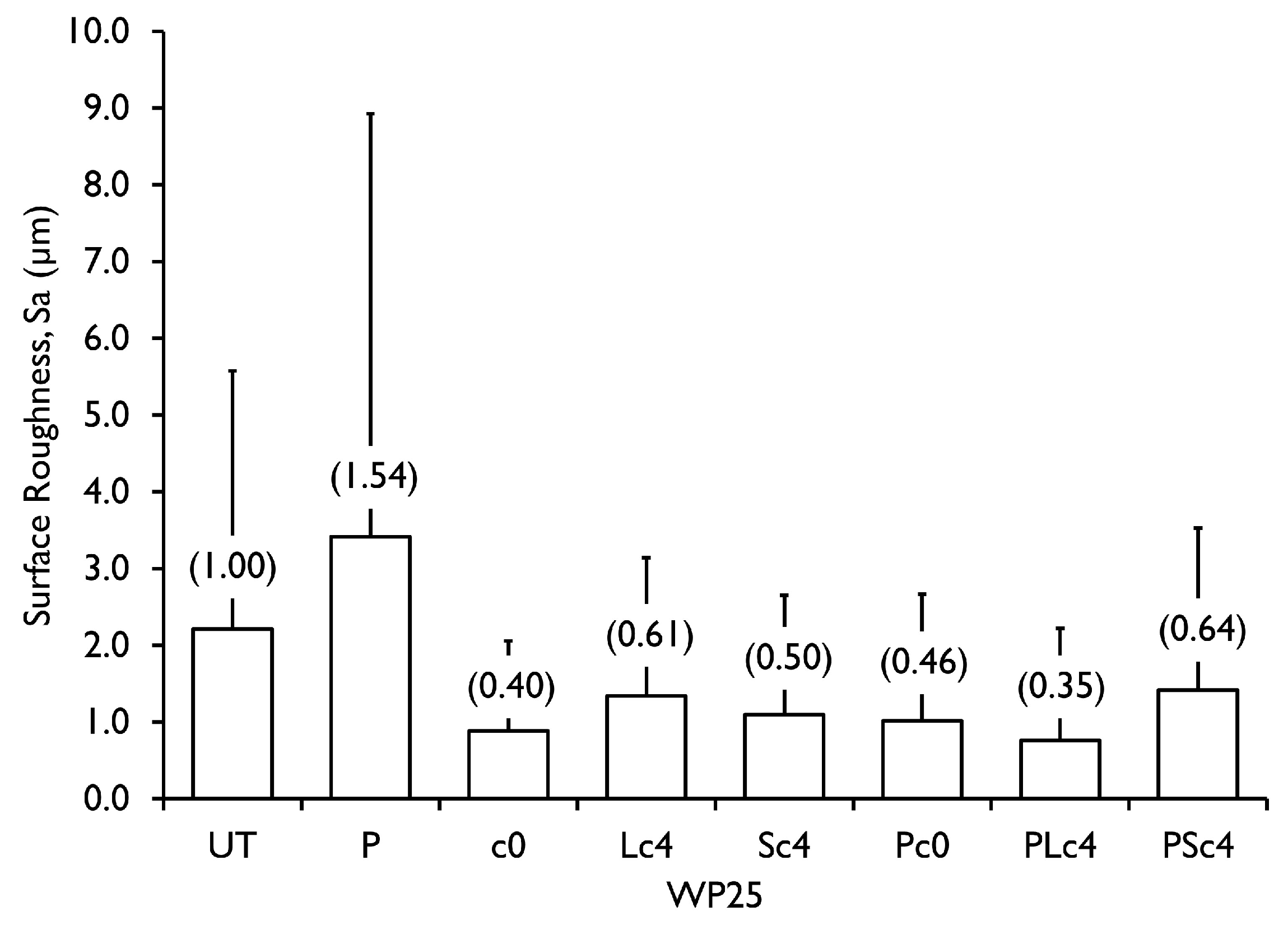
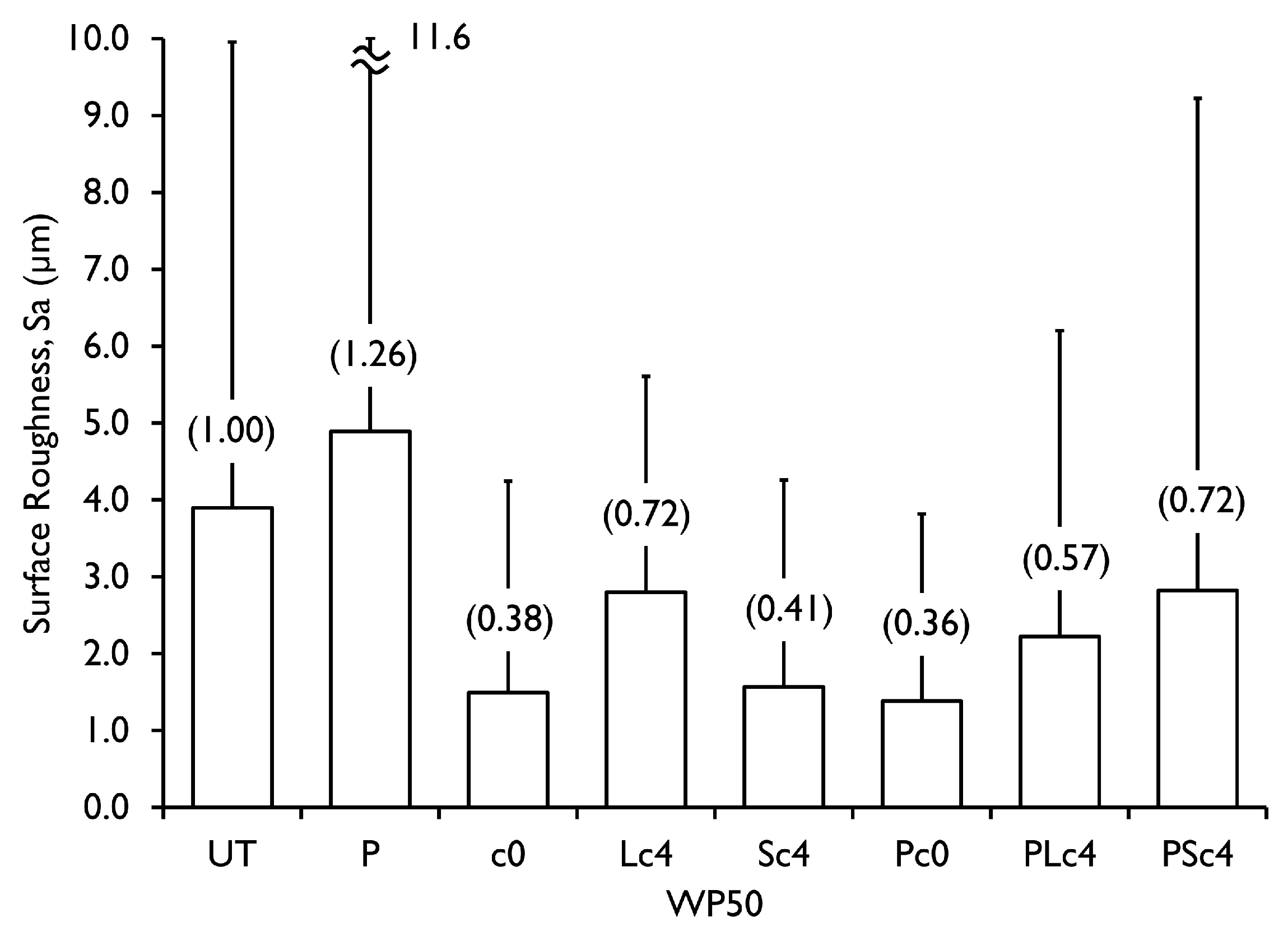
3.2. Surface Roughness Measurement Results
3.3. Tensile Test Results
3.3.1. Tensile Test Results of Neat PP
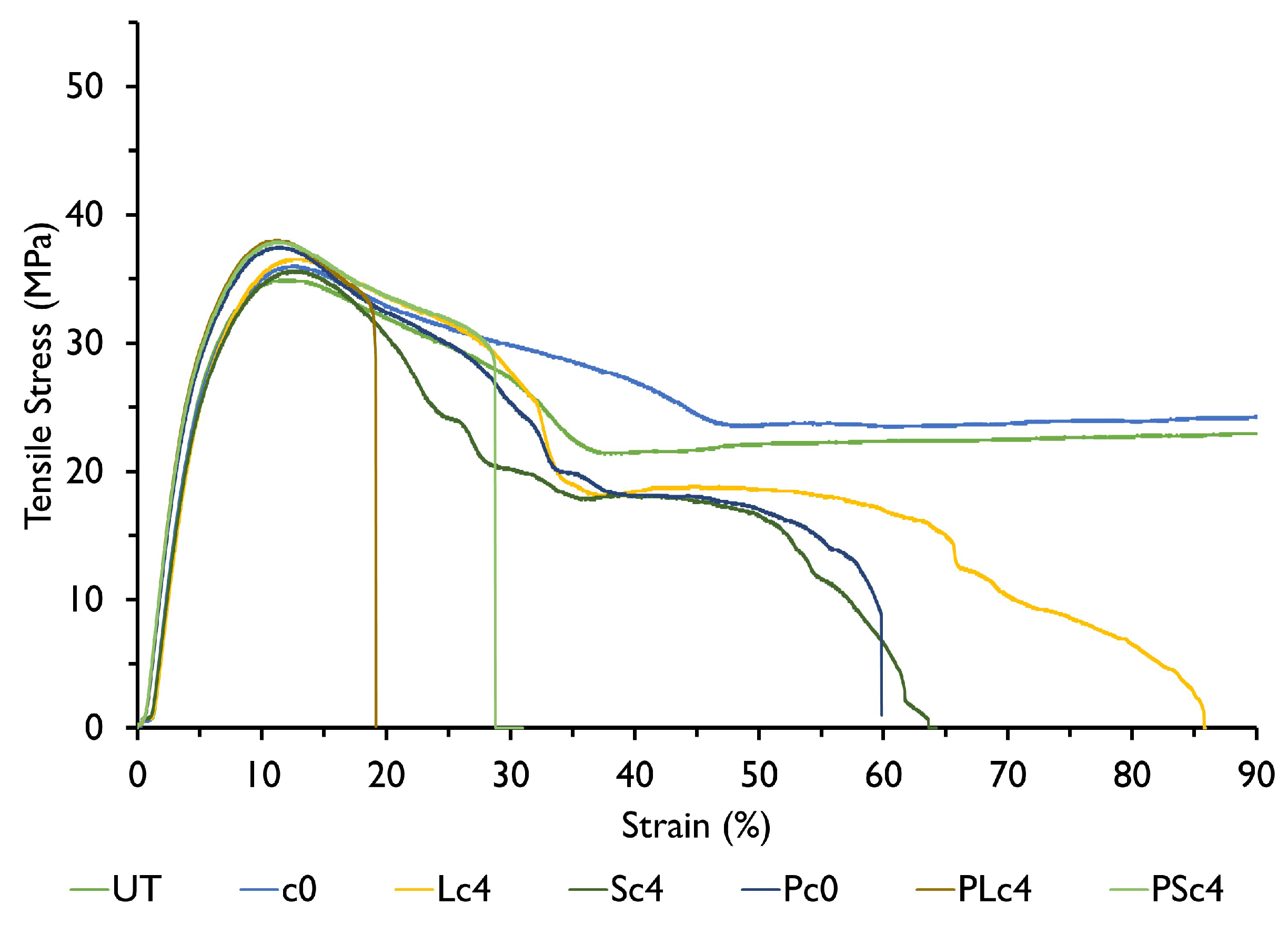
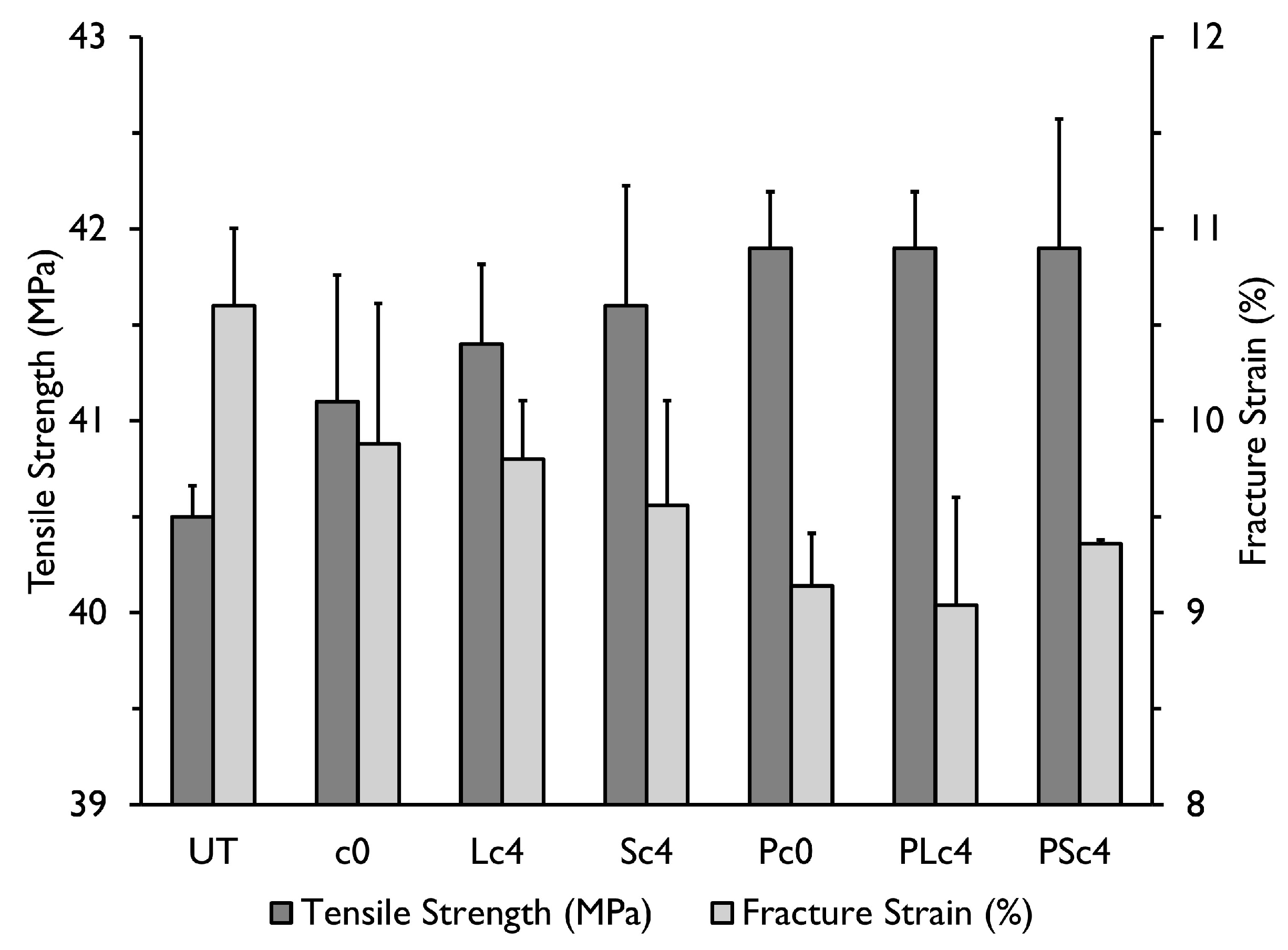
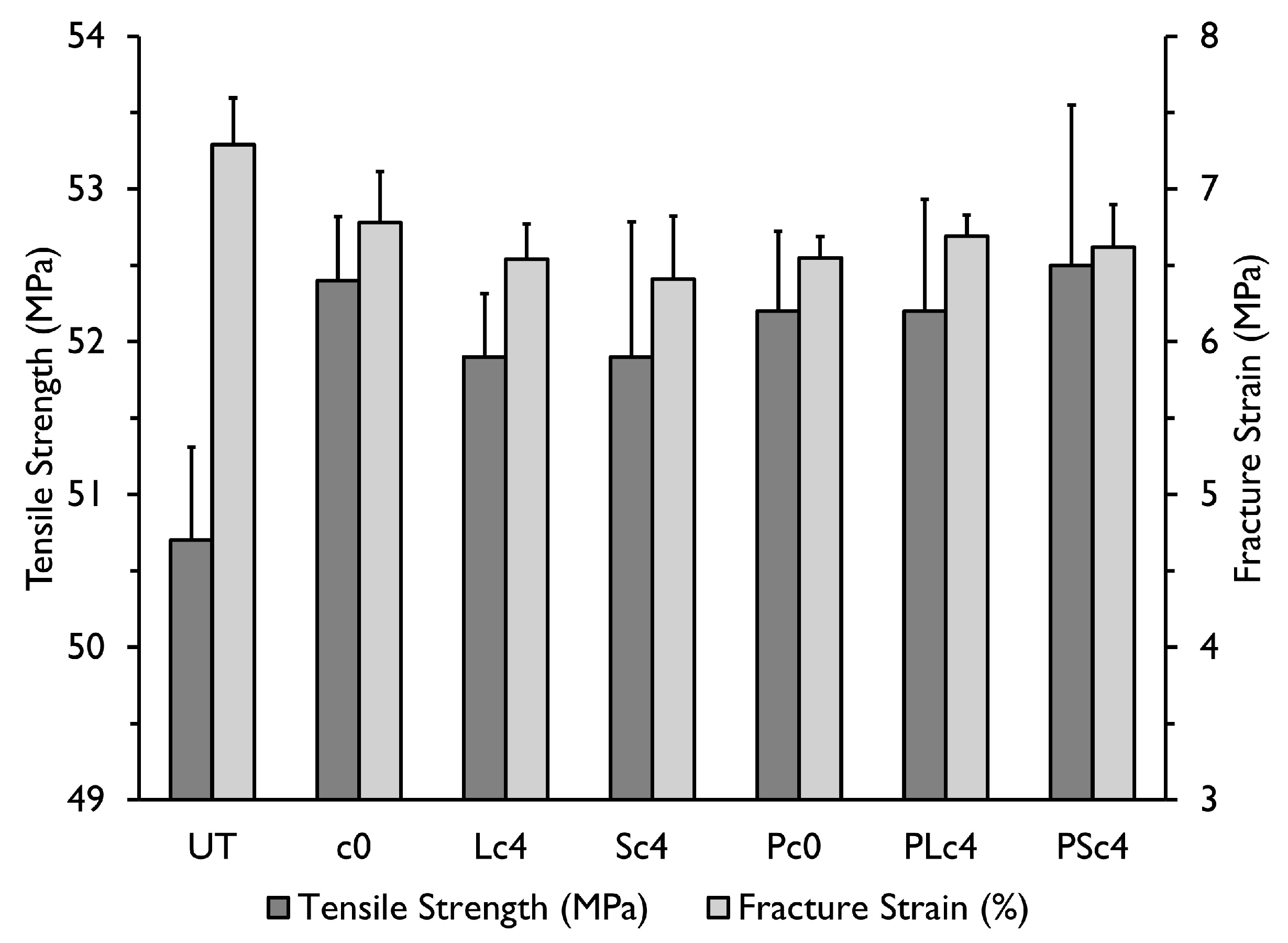
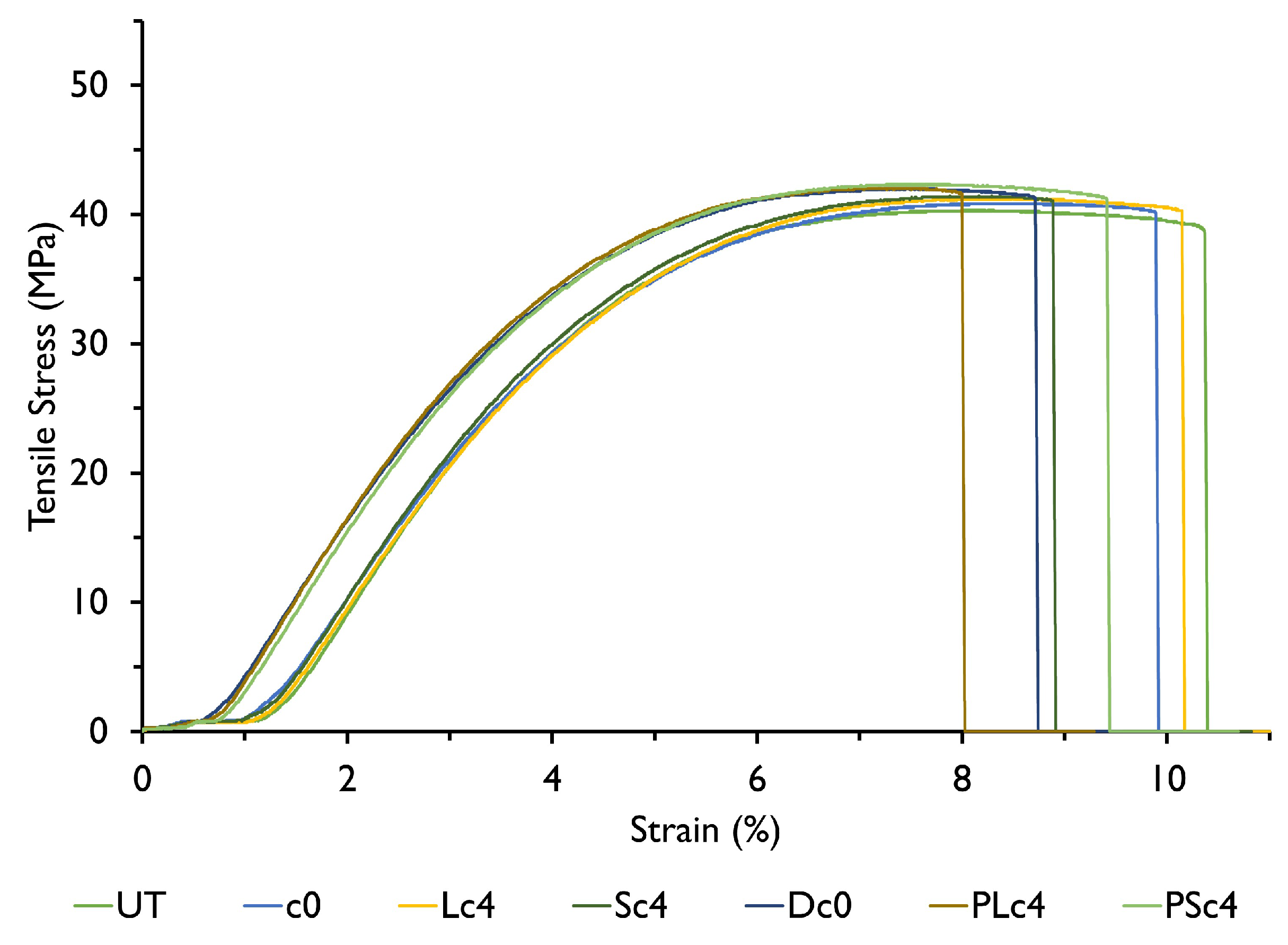
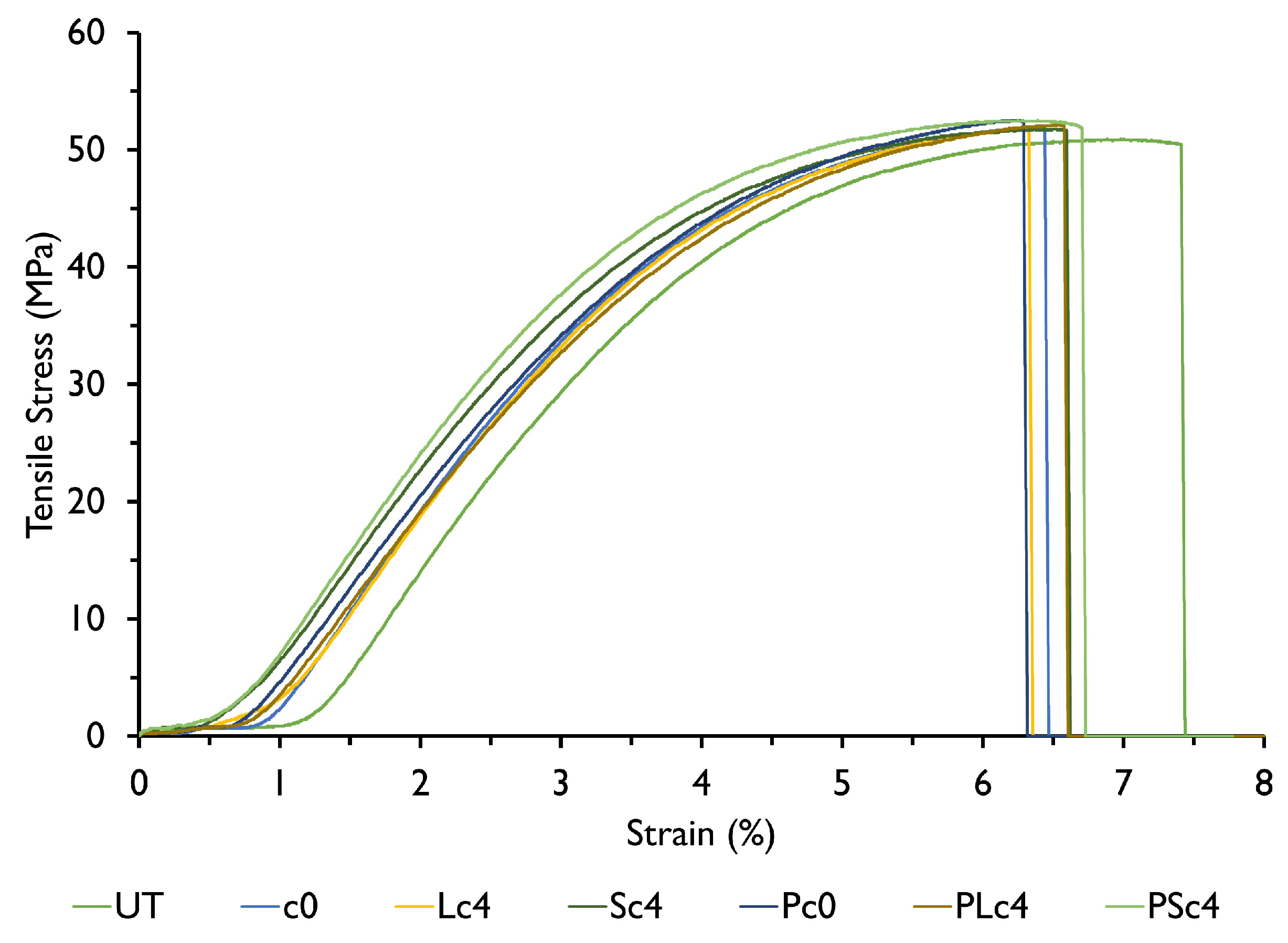
3.3.2. Tensile Test Results of WP25 and WP50 Specimens
3.4. Effect of Coating Film Thickness on Tensile Strength
3.5. Comparison of Tensile Strength Variation with the Type of CNF Coating
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| CFRPs | Carbon Fiber Reinforced Plastics |
| GFRPs | Glass Fiber Reinforced Plastics |
| FRPs | Fiber Reinforced Plastics |
| SEM | Scanning Electron Microscope |
| WPCs | Wood Plastic Composites |
| CNF | Cellulose Nanofiber |
| MAPP | Maleic Anhydride Grafted Polypropylene |
| WF | Wood Flour |
| WP | Wood-Polypropylene Composite |
| MA | Maleic Anhydride |
| PET | Polyethylene Terephthalate |
| PE | Polyethylene |
| PP | Polypropylene |
References
- Ondiek, W.O.; Ngetha, H.; Keraita, J.N.; Byiringiro, J.B. Investigating the effect of fiber concentration and fiber size on mechanical properties of rice husk fiber reinforced polyester composites. Int. J. Compos. Mater. 2018, 8, 105–115. [Google Scholar]
- Rangappa, S.M.; Siengchin, S.; Parameswaranpillai, J.; Jawaid, M.; Ozbakkaloglu, T. Lignocellulosic fiber reinforced composites: Progress, performance, properties, applications, and future perspectives. Polym. Compos. 2022, 43, 645–691. [Google Scholar] [CrossRef]
- Prashanth, S.; Subbaya, K.; Nithin, K.; Sachhidananda, S. Fiber reinforced composites-a review. J. Mater. Sci. Eng. 2017, 6, 2–6. [Google Scholar]
- Elanchezhian, C.; Ramnath, B.V.; Ramakrishnan, G.; Rajendrakumar, M.; Naveenkumar, V.; Saravanakumar, M. Review on mechanical properties of natural fiber composites. Mater. Today Proc. 2018, 5, 1785–1790. [Google Scholar] [CrossRef]
- Asyraf, M.; Rafidah, M.; Azrina, A.; Razman, M. Dynamic mechanical behaviour of kenaf cellulosic fibre biocomposites: A comprehensive review on chemical treatments. Cellulose 2021, 28, 2675–2695. [Google Scholar] [CrossRef]
- Xu, B.; Wei, M.Y.; Wu, X.Y.; Lei, J.G.; Zhou, Z.W.; Fu, L.Y.; Zhu, L.K. An Injecting Molding Method for Forming the HFRP/PA6 Composite Parts. Polymers 2022, 14, 5085. [Google Scholar] [CrossRef]
- Sayam, A.; Rahman, A.M.; Rahman, M.S.; Smriti, S.A.; Ahmed, F.; Rabbi, M.F.; Hossain, M.; Faruque, M.O. A review on carbon fiber-reinforced hierarchical composites: Mechanical performance, manufacturing process, structural applications and allied challenges. Carbon Lett. 2022, 32, 1173–1205. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Barczewski, M.; Szostak, M. Injection molding of highly filled polypropylene-based biocomposites. Buckwheat husk and wood flour filler: A comparison of agricultural and wood industry waste utilization. Polymers 2019, 11, 1881. [Google Scholar] [CrossRef]
- Haque, M.M.U.; Goda, K.; Ogoe, S.; Sunaga, Y. Fatigue analysis and fatigue reliability of polypropylene/wood flour composites. Adv. Ind. Eng. Polym. Res. 2019, 2, 136–142. [Google Scholar] [CrossRef]
- Dauletbek, A.; Li, H.; Xiong, Z.; Lorenzo, R. A review of mechanical behavior of structural laminated bamboo lumber. Sustain. Struct. 2021, 1, 000004. [Google Scholar] [CrossRef]
- Ashik, K.; Sharma, R.S. A review on mechanical properties of natural fiber reinforced hybrid polymer composites. J. Miner. Mater. Charact. Eng. 2015, 3, 420. [Google Scholar] [CrossRef]
- Jariwala, H.; Jain, P. A review on mechanical behavior of natural fiber reinforced polymer composites and its applications. J. Reinf. Plast. Compos. 2019, 38, 441–453. [Google Scholar] [CrossRef]
- Hua, L.S.; Chen, L.W.; Geng, B.J.; Kristak, L.; Antov, P.; Pędzik, M.; Rogoziński, T.; Taghiyari, H.R.; Lubis, M.A.R.; Fatriasari, W.; et al. Particleboard from agricultural biomass and recycled wood waste: A review. J. Mater. Res. Technol. 2022, 20, 4630–4658. [Google Scholar]
- Jian, B.; Mohrmann, S.; Li, H.; Li, Y.; Ashraf, M.; Zhou, J.; Zheng, X. A Review on Flexural Properties of Wood-Plastic Composites. Polymers 2022, 14, 3942. [Google Scholar] [CrossRef]
- Lamba, P.; Kaur, D.P.; Raj, S.; Sorout, J. Recycling/reuse of plastic waste as construction material for sustainable development: A review. Environ. Sci. Pollut. Res. 2022, 29, 86156–86179. [Google Scholar] [CrossRef]
- Nordin, M.; Makino, Y.; Goda, K.; Ito, H. Fatigue fracture properties of wood plastic composites. Sen-Gakkaishi 2015, 71, 339–344. [Google Scholar]
- Pokhrel, G.; Gardner, D.J.; Han, Y. Properties of wood–plastic composites manufactured from two different wood feedstocks: Wood flour and wood pellets. Polymers 2021, 13, 2769. [Google Scholar] [CrossRef]
- Friedrich, D. Change in key mechanical properties from postprocess hot pressing of commercial wood-plastic composites with different fibre contents. Polym. Bull. 2023, 80, 4263–4288. [Google Scholar] [CrossRef]
- Friedrich, D. Additive manufacturing of post-process thermoformed wood-plastic composite cladding. Autom. Constr. 2022, 139, 104322. [Google Scholar] [CrossRef]
- Carter, N.; Grant, I.; Dewey, M.; Bourque, M.; Neivandt, D.J. Production and Characterization of Cellulose Nanofiber Slurries and Sheets for Biomedical Applications. Front. Nanotechnol. 2021, 3, 86. [Google Scholar] [CrossRef]
- Wang, L.; Okada, K.; Hikima, Y.; Ohshima, M.; Sekiguchi, T.; Yano, H. Effect of cellulose nanofiber (CNF) surface treatment on cellular structures and mechanical properties of polypropylene/CNF nanocomposite foams via core-back foam injection molding. Polymers 2019, 11, 249. [Google Scholar] [CrossRef] [PubMed]
- Jung, B.N.; Jung, H.W.; Kang, D.; Kim, G.H.; Shim, J.K. Synergistic effect of cellulose nanofiber and nanoclay as distributed phase in a polypropylene based nanocomposite system. Polymers 2020, 12, 2399. [Google Scholar] [CrossRef]
- Sharma, A.; Thakur, M.; Bhattacharya, M.; Mandal, T.; Goswami, S. Commercial application of cellulose nano-composites—A review. Biotechnol. Rep. 2019, 21, e00316. [Google Scholar] [CrossRef] [PubMed]
- Nelson, K.; Retsina, T.; Iakovlev, M.; van Heiningen, A.; Deng, Y.; Shatkin, J.A.; Mulyadi, A. American process: Production of low cost nanocellulose for renewable, advanced materials applications. In Materials Research for Manufacturing: An Industrial Perspective of Turning Materials into New Products; Springer: Berlin/Heidelberg, Germany, 2016; pp. 267–302. [Google Scholar]
- Wu, B.; Wang, S.; Tang, J.; Lin, N. Nanocellulose in high-value applications for reported trial and commercial products. In Advanced Functional Materials from Nanopolysaccharides; Springer: Berlin/Heidelberg, Germany, 2019; pp. 389–409. [Google Scholar]
- Behera, A.; Behera, A. Nanomaterials. In Advanced Materials: An Introduction to Modern Materials Science; Springer: Berlin/Heidelberg, Germany, 2022; pp. 77–125. [Google Scholar]
- Eichhorn, S.; Baillie, C.; Zafeiropoulos, N.; Mwaikambo, L.; Ansell, M.; Dufresne, A.A.; Entwistle, K.; Herrera-Franco, P.; Escamilla, G.; Groom, L.; et al. Current international research into cellulosic fibres and composites. J. Mater. Sci. 2001, 36, 2107–2131. [Google Scholar] [CrossRef]
- Vidales-Herrera, J.; López, I. Nanomaterials in coatings: An industrial point of view. In Handbook of Nanomaterials for Manufacturing Applications; Elsevier: Amsterdam, The Netherlands, 2020; pp. 51–77. [Google Scholar]
- Hämäläinen, K.; Kärki, T. Effects of atmospheric plasma treatment on the surface properties of wood-plastic composites. In Proceedings of the Advanced Materials Research. Trans. Tech. Publ. 2013, 718, 176–185. [Google Scholar]
- Yáñez-Pacios, A.J.; Martín-Martínez, J.M. Comparative adhesion, ageing resistance, and surface properties of wood plastic composite treated with low pressure plasma and atmospheric pressure plasma jet. Polymers 2018, 10, 643. [Google Scholar] [CrossRef]
- Yuji, N. Surface modification technology: Current situation and future development. Appl. Phys. 2013, 82, 376–384. [Google Scholar]
- Friedrich, J.; Wigant, L.; Unger, W.; Lippitz, A.; Wittrich, H. Corona, spark and combined UV and ozone modification of polymer films WeBP23. Surf. Coat. Technol. 1998, 98, 879–885. [Google Scholar] [CrossRef]
- Yáñez-Pacios, A.J.; Martín-Martínez, J.M. Surface modification and improved adhesion of wood-plastic composites (WPCs) made with different polymers by treatment with atmospheric pressure rotating plasma jet. Int. J. Adhes. Adhes. 2017, 77, 204–213. [Google Scholar] [CrossRef]
- Scarselli, G.; Quan, D.; Murphy, N.; Deegan, B.; Dowling, D.; Ivankovic, A. Adhesion improvement of thermoplastics-based composites by atmospheric plasma and UV treatments. Appl. Compos. Mater. 2021, 28, 71–89. [Google Scholar] [CrossRef]
- Nordin, M.; Sakamoto, K.; Azhari, H.; Goda, K.; Okamoto, M.; Ito, H.; Endo, T. Tensile and impact properties of pulverized oil palm fiber reinforced polypropylene composites: A comparison study with wood fiber reinforced polypropylene composites. J. Mech. Eng. Sci. 2018, 12, 4191–4202. [Google Scholar] [CrossRef]
- Isogai, A. Structural characterization and modifications of surface-oxidized cellulose nanofiber. J. Jpn. Pet. Inst. 2015, 58, 365–375. [Google Scholar] [CrossRef]
- Fujisawa, S.; Saito, T.; Kimura, S.; Iwata, T.; Isogai, A. Surface engineering of ultrafine cellulose nanofibrils toward polymer nanocomposite materials. Biomacromolecules 2013, 14, 1541–1546. [Google Scholar] [CrossRef]
- Yáñez-Pacios, A.J.; Martín-Martínez, J.M. Surface modification and adhesion of wood-plastic composite (WPC) treated with UV/ozone. Compos. Interfaces 2018, 25, 127–149. [Google Scholar] [CrossRef]
- Wolkenhauer, A.; Avramidis, G.; Hauswald, E.; Militz, H.; Viöl, W. Plasma treatment of wood–plastic composites to enhance their adhesion properties. J. Adhes. Sci. Technol. 2008, 22, 2025–2037. [Google Scholar] [CrossRef]
- Hünnekens, B.; Avramidis, G.; Ohms, G.; Krause, A.; Viöl, W.; Militz, H. Impact of plasma treatment under atmospheric pressure on surface chemistry and surface morphology of extruded and injection-molded wood-polymer composites (WPC). Appl. Surf. Sci. 2018, 441, 564–574. [Google Scholar] [CrossRef]
- Mortazavi, M.; Nosonovsky, M. A model for diffusion-driven hydrophobic recovery in plasma treated polymers. Appl. Surf. Sci. 2012, 258, 6876–6883. [Google Scholar] [CrossRef]
- Bormashenko, E.; Chaniel, G.; Grynyov, R. Towards understanding hydrophobic recovery of plasma treated polymers: Storing in high polarity liquids suppresses hydrophobic recovery. Appl. Surf. Sci. 2013, 273, 549–553. [Google Scholar] [CrossRef]
- Demirkir, C.; Aydin, I.; Colak, S.; Ozturk, H. Effects of plasma surface treatment on bending strength and modulus of elasticity of beech and poplar plywood. Maderas. Cienc. Tecnol. 2017, 19, 195–202. [Google Scholar] [CrossRef]
- Wolkenhauer, A.; Avramidis, G.; Hauswald, E.; Militz, H.; Viöl, W. Sanding vs. plasma treatment of aged wood: A comparison with respect to surface energy. Int. J. Adhes. Adhes. 2009, 29, 18–22. [Google Scholar] [CrossRef]
- Seki, Y.; Sever, K.; Sarikanat, M.; Güleç, H.A.; Tavman, I.H. The influence of oxygen plasma treatment of jute fibers on mechanical properties of jute fiber reinforced thermoplastic composites. In Proceedings of the 5th International Advanced Technologies Symposium (IATS’09), Karabuk, Turkey, 13–15 May 2009; Volume 13. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| WF | PP | MAPP |
|---|---|---|
| 68.1 wt% | 29.2 wt% | 2.7 wt% |
| Specimen Type | Type of Treatment | (MPa) |
|---|---|---|
| Neat PP | c0 | 155 |
| Lc4 | 144 | |
| Sc4 | 163 | |
| Pc0 | 286 | |
| PLc4 | 308 | |
| PSc4 | 218 | |
| WP25 | c0 | 206 |
| Lc4 | 173 | |
| Sc4 | 394 | |
| Pc0 | 290 | |
| PLc4 | 185 | |
| PSc4 | 207 | |
| WP50 | c0 | 395 |
| Lc4 | 241 | |
| Sc4 | 213 | |
| Pc0 | 233 | |
| PLc4 | 184 | |
| PSc4 | 252 |
| Fiber Weight Fraction (wt%) | Tensile Strength of 0% CNF (MPa) | Tensile Strength of 4% CNF (MPa) |
|---|---|---|
| 0 | 35.7 | 35.8 |
| 25 | 41.1 | 41.5 |
| 50 | 52.4 | 51.9 |
| Fiber Weight Fraction (wt%) | Tensile Strength of 0% CNF (MPa) | Tensile Strength of 4% CNF (MPa) |
|---|---|---|
| 0 | 37.1 | 37.2 |
| 25 | 41.9 | 42.0 |
| 50 | 52.2 | 52.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ondiek, W.; Kondo, M.; Adachi, M.; Macadre, A.; Goda, K. Effect of Surface Coating and Plasma Treatment on Mechanical Properties of Wood Plastic Composites. J. Compos. Sci. 2023, 7, 296. https://doi.org/10.3390/jcs7070296
Ondiek W, Kondo M, Adachi M, Macadre A, Goda K. Effect of Surface Coating and Plasma Treatment on Mechanical Properties of Wood Plastic Composites. Journal of Composites Science. 2023; 7(7):296. https://doi.org/10.3390/jcs7070296
Chicago/Turabian StyleOndiek, Wycliffe, Masahiro Kondo, Maki Adachi, Arnaud Macadre, and Koichi Goda. 2023. "Effect of Surface Coating and Plasma Treatment on Mechanical Properties of Wood Plastic Composites" Journal of Composites Science 7, no. 7: 296. https://doi.org/10.3390/jcs7070296
APA StyleOndiek, W., Kondo, M., Adachi, M., Macadre, A., & Goda, K. (2023). Effect of Surface Coating and Plasma Treatment on Mechanical Properties of Wood Plastic Composites. Journal of Composites Science, 7(7), 296. https://doi.org/10.3390/jcs7070296