
Multiscale Characterisation of Staple Carbon Fibre-Reinforced Polymers
 , , ,
, , , 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Specimen Manufacturing
2.3. Multiscale Characterisation Approach
2.3.1. Three-Dimensional Fibre Reconstruction
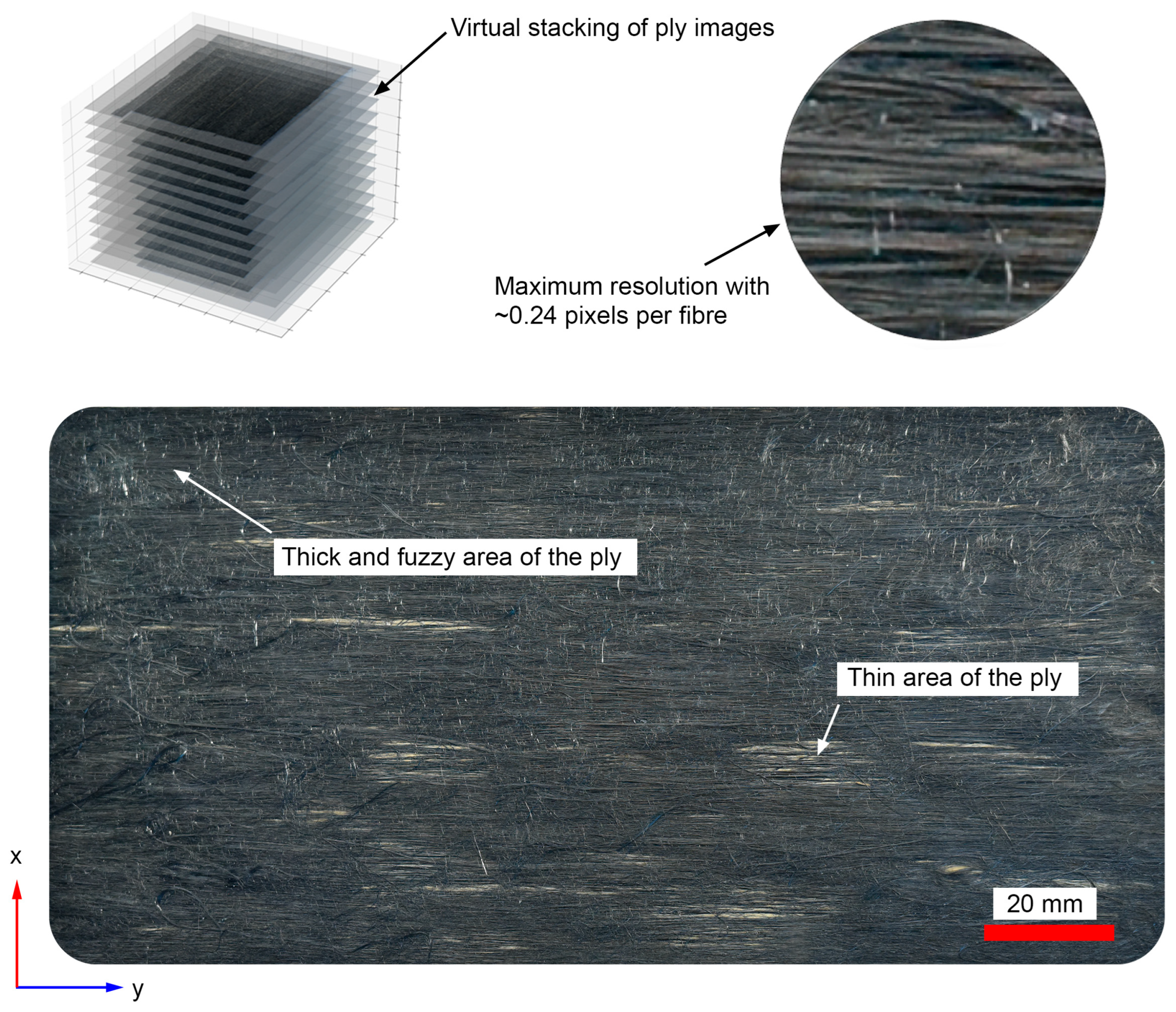
2.3.2. Two-Dimensional Mesoscopic Method
2.3.3. Mechanical Testing
3. Results and Discussion
3.1. Characterisation of the Microstructural Architecture
3.2. Evaluation and Comparison of Mechanical Properties
4. Conclusions
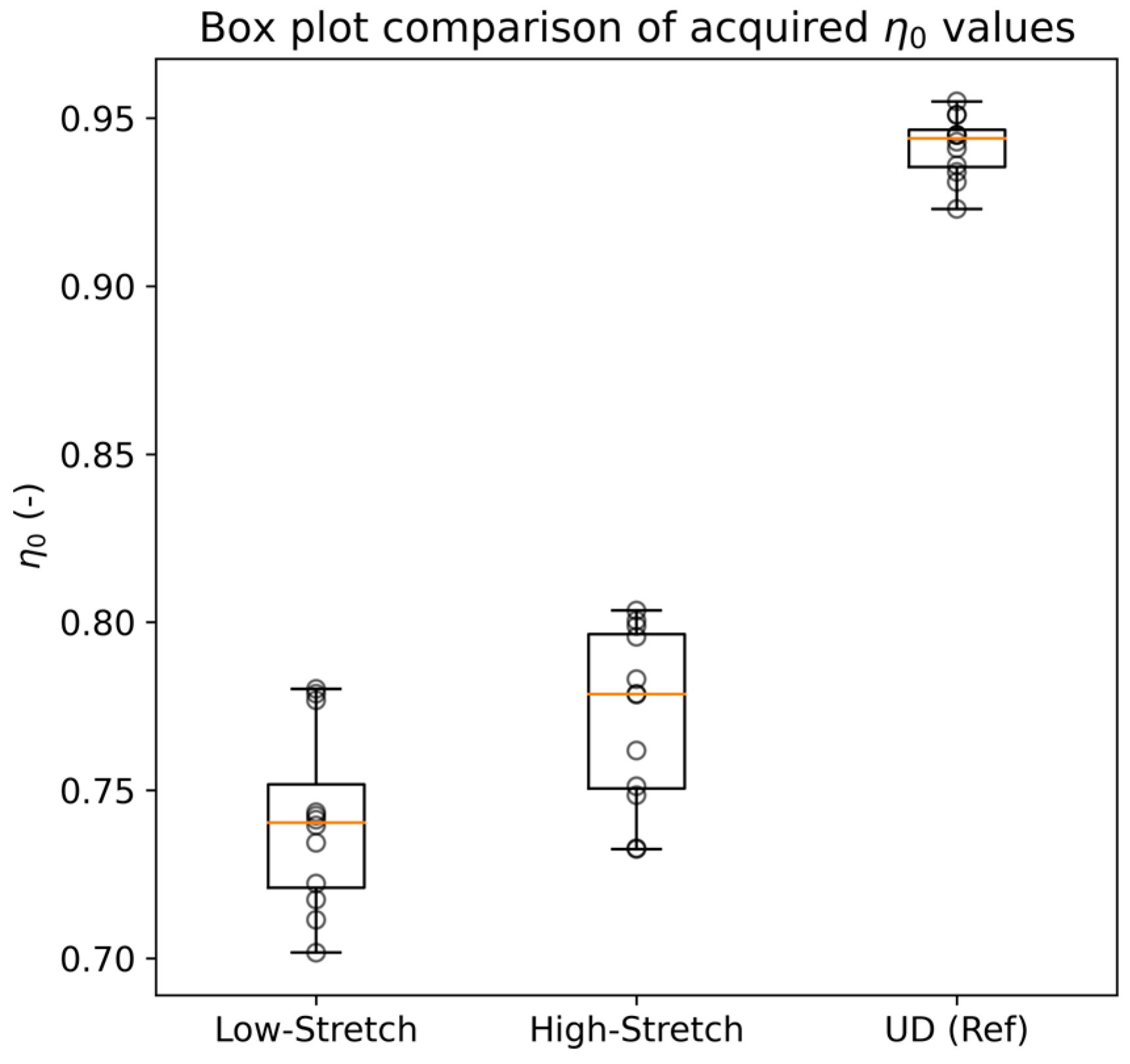
- The results of measuring the alignment coefficient using the 2D mesoscopic method on the ply surface are, on average, 15% lower, making this method more conservative compared to the detailed CT analysis.
- The investigation revealed that most fibres that are not correctly aligned appear at the ply surface/boundaries. Thus, 2D mesoscopic analysis can be utilised to identify critical fuzzy tape areas.
- Our mechanical results indicate the influence of the alignment process. Highly aligned tapes are 5.8% stiffer and have 10.6% higher strength compared to tapes with a low fibre alignment. Moreover, an increase in alignment leads to a decrease in standard deviation.
- The increase of 5.8% in stiffness almost correlates with an increase of 5.1% in alignment factor (2D mesoscopic method). The strength correlates with a factor of 2.1. However, further tests with different alignment degrees are recommended to obtain additional data points.
- The derived microstructural properties of differential tortuosity, fibre volume fraction, and fibre orientation distribution correlate with defects arising from the alignment process, such as resin rich areas or high fibre volume fraction areas with increased fuzziness.
- The usage of a homogenised for the staple fibre architecture overestimated the mechanical performance by >20% as defects were not taken into account, e.g., porosity and resin rich areas with a low fibre volume fraction.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pickering, S.J.; Liu, Z.; Turner, T.A.; Wong, K.H. Applications for carbon fibre recovered from composites. IOP Conf. Ser. Mater. Sci. Eng. 2016, 139, 012005. [Google Scholar] [CrossRef]
- Sloan, J. Composites Recycling Becomes a Necessity. Available online: https://www.compositesworld.com/articles/composites-recycling-becomes-a-necessity (accessed on 3 March 2023).
- Feraboli, P.; Kawakami, H.; Wade, B.; Gasco, F.; DeOto, L.; Masini, A. Recyclability and reutilization of carbon fiber fabric/epoxy composites. J. Compos. Mater. 2011, 46, 1459–1473. [Google Scholar] [CrossRef]
- Kim, K.W.; Lee, H.M.; An, J.H.; Chung, D.C.; An, K.H.; Kim, B.J. Recycling and characterization of carbon fibers from carbon fiber reinforced epoxy matrix composites by a novel super-heated-steam method. J. Environ. Manag. 2017, 203, 872–879. [Google Scholar] [CrossRef] [PubMed]
- Karuppannan Gopalraj, S.; Kärki, T. A review on the recycling of waste carbon fibre/glass fibre-reinforced composites: Fibre recovery, properties and life-cycle analysis. SN Appl. Sci. 2020, 2, 433. [Google Scholar] [CrossRef]
- Kim, Y.N.; Kim, Y.O.; Kim, S.Y.; Park, M.; Yang, B.; Kim, J.; Jung, Y.C. Application of supercritical water for green recycling of epoxy-based carbon fiber reinforced plastic. Compos. Sci. Technol. 2019, 173, 66–72. [Google Scholar] [CrossRef]
- Rybicka, J.; Tiwari, A.; Leeke, G.A. Technology readiness level assessment of composites recycling technologies. J. Clean. Prod. 2016, 112, 1001–1012. [Google Scholar] [CrossRef]
- Krauklis, A.E.; Karl, C.W.; Gagani, A.I.; Jørgensen, J.K. Composite material recycling technology—State-of-the-art and sustainable development for the 2020s. J. Compos. Sci. 2021, 5, 28. [Google Scholar] [CrossRef]
- Zhang, J.; Chevali, V.S.; Wang, H.; Wang, C.H. Current status of carbon fibre and carbon fibre composites recycling. Compos. Part B Eng. 2020, 193, 108053. [Google Scholar] [CrossRef]
- Li, Y.F.; Li, J.Y.; Ramanathan, G.K.; Chang, S.M.; Shen, M.Y.; Tsai, Y.K.; Huang, C.H. An experimental study on mechanical behaviors of carbon fiber and microwave-assisted pyrolysis recycled carbon fiber-reinforced concrete. Sustainability 2021, 13, 6829. [Google Scholar] [CrossRef]
- Longana, M.L.; Ong, N.; Yu, H.N.; Potter, K.D. Multiple closed loop recycling of carbon fibre composites with the HiPerDiF (High Performance Discontinuous Fibre) method. Compos. Struct. 2016, 153, 271–277. [Google Scholar] [CrossRef]
- Tapper, R.J.; Longana, M.L.; Norton, A.; Potter, K.D.; Hamerton, I. An evaluation of life cycle assessment and its application to the closed-loop recycling of carbon fibre reinforced polymers. Compos. Part B Eng. 2020, 184, 107665. [Google Scholar] [CrossRef]
- Pimenta, S.; Pinho, S.T. Recycling carbon fibre reinforced polymers for structural applications: Technology review and market outlook. Waste Manag. 2011, 31, 378–392. [Google Scholar] [CrossRef]
- Baz, S.; Ausheyks, L.; Reichert, O.; Dinkelmann, A.; Finckh, H.; Hehl, J.; Poeppel, A.; Gresser, G.T. Recycling of long carbon fibers, Part I: Development of a high aligned RCF-sliver for a binder tape manufacturing process. In Proceedings of the ECCM 2018—18th European Conference on Composite Materials, Athens, Greece, 24–28 June 2018. [Google Scholar]
- Goergen, C.; Baz, S.; Mitschang, P.; Gresser, G.T.; Heitmann, U. Plastically deformable thanks to staple fibers. Kunststoffe Int. 2016, 5, 25–28. [Google Scholar]
- Goergen, C.; Baz, S.; Reichert, O.; Mitschang, P.; Gresser, G.T. Organic sheets with deep-drawing ability made of recycled carbon fibers. Z. Kunststofftechnik/J. Plast. Technol. 2019, 1, 54–94. [Google Scholar] [CrossRef]
- Hasan, M.M.B.; Nitsche, S.; Abdkader, A.; Cherif, C. Carbon fibre reinforced thermoplastic composites developed from innovative hybrid yarn structures consisting of staple carbon fibres and polyamide 6 fibres. Compos. Sci. Technol. 2018, 167, 379–387. [Google Scholar] [CrossRef]
- Hasan, M.M.B.; Hengstermann, M.; Dilo, R.; Abdkader, A.; Cherif, C. Investigations on the manufacturing and mechanical properties of spun yarns made from staple cf for thermoset composites. Autex Res. J. 2017, 17, 395–404. [Google Scholar] [CrossRef]
- Yu, H.; Potter, K.D.; Wisnom, M.R. A novel manufacturing method for aligned discontinuous fibre composites (High Performance-Discontinuous Fibre method). Compos. Part A Appl. Sci. Manuf. 2014, 65, 175–185. [Google Scholar] [CrossRef]
- Heider, D.; Tierney, J.; Deitzel, J.; Kubota, M.; Thiravong, J.; Gargitter, V.; Burris, W.; Morris, J.; Shevchenko, N.; Yarlagadda, S.; et al. Closed loop recycling of CFRP into highly aligned high performance short fiber composites using the tuff process. In Proceedings of the International SAMPE Technical Conference, Charlotte, NC, USA, 20–23 May 2019. [Google Scholar]
- Yarlagadda, S.; Deitzel, J.; Heider, D.; Tierney, J.; Gillespie, J.W. Tailorable Universal Feedstock for Forming (TUFF): Overview and performance. In Proceedings of the International SAMPE Technical Conference, Charlotte, NC, USA, 20–23 May 2019. [Google Scholar]
- Heider, D.; Tierney, J.; Henchir, M.A.; Gargitter, V.; Yarlagadda, S.; Gillespie, J.W.; Sun, J.; Sietins, J.M.; Knorr, D. Microstructural evaluation of aligned, short fiber Tuff material. In Proceedings of the International SAMPE Technical Conference, Charlotte, NC, USA, 20–23 May 2019. [Google Scholar]
- Walker, L. Development of Prepreg and Processing Technologies for recycled Carbon Fibre Based Textiles. Master’s Thesis, FHNW University of Applied Sciences and Arts Northwestern Switzerland, Windisch, Switzerland, 2021. [Google Scholar]
- Khurshid, M.F.; Gereke, T.; Hasan, M.M.B.; Abdkader, A.; Cherif, C. Theoretical modeling of tensile properties of thermoplastic composites developed from novel unidirectional recycled carbon fiber tape structure. J. Thermoplast. Compos. Mater. 2023. [Google Scholar] [CrossRef]
- Xiao, B.; Zaima, T.; Shindo, K.; Kohira, T.; Morisawa, J.; Wan, Y.; Yin, G.; Ohsawa, I.; Takahashi, J. Characterization and elastic property modeling of discontinuous carbon fiber reinforced thermoplastics prepared by a carding and stretching system using treated carbon fibers. Compos. Part A Appl. Sci. Manuf. 2019, 126, 105598. [Google Scholar] [CrossRef]
- Manis, F.; Stegschuster, G.; Wölling, J.; Schlichter, S. Influences on textile and mechanical properties of recycled carbon fiber nonwovens produced by carding. J. Compos. Sci. 2021, 5, 209. [Google Scholar] [CrossRef]
- Khurshid, M.F.; Abdkader, A.; Cherif, C. Processing of waste carbon and polyamide fibres for high-performance thermoplastic composites: Influence of carding parameters on fibre orientation, fibre length and sliver cohesion force. J. Text. Inst. 2020, 111, 1277–1287. [Google Scholar] [CrossRef]
- Hu, N.; Fish, J.; McAuliffe, C. An adaptive stochastic inverse solver for multiscale characterization of composite materials. Int. J. Numer. Methods Eng. 2017, 109, 1679–1700. [Google Scholar] [CrossRef]
- Zobeiry, N.; Forghani, A.; Li, C.; Gordnian, K.; Thorpe, R.; Vaziri, R.; Fernlund, G.; Poursartip, A. Multiscale characterization and representation of composite materials during processing. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2016, 374, 20150278. [Google Scholar] [CrossRef] [PubMed]
- Laurencin, T.; Dumont, P.J.J.; Orgéas, L.; Corre, S.L.; Martoïa, F.; Rolland du Roscoat, S.; Laure, P. 3D real time and in situ observation of the fibre orientation during the plane strain flow of concentrated fibre suspensions. J. Nonnewton. Fluid Mech. 2023, 312, 104978. [Google Scholar] [CrossRef]
- Belliveau, R.; Léger, É.; Landry, B.; LaPlante, G. Measuring fibre orientation and predicting elastic properties of discontinuous long fibre thermoplastic composites. J. Compos. Mater. 2021, 55, 321–330. [Google Scholar] [CrossRef]
- Sebaey, T.A.; Catalanotti, G.; O’Dowd, N.P. A microscale integrated approach to measure and model fibre misalignment in fibre-reinforced composites. Compos. Sci. Technol. 2019, 183, 107793. [Google Scholar] [CrossRef]
- Salaberger, D.; Kannappan, K.A.; Kastner, J.; Reussner, J.; Auinger, T. Evaluation of computed tomography data from fibre reinforced polymers to determine fibre length distribution. Int. Polym. Process. 2011, 26, 283–291. [Google Scholar] [CrossRef]
- Melenka, G.W.; Gholami, A. Fiber identification of braided composites using micro-computed tomography. Compos. Commun. 2021, 27, 100813. [Google Scholar] [CrossRef]
- Maksimcuka, J.; Obata, A.; Sampson, W.W.; Blanc, R.; Gao, C.; Withers, P.J.; Tsigkou, O.; Kasuga, T.; Lee, P.D.; Poologasundarampillai, G. X-ray tomographic imaging of tensile deformation modes of electrospun biodegradable polyester fibers. Front. Mater. 2017, 4, 43. [Google Scholar] [CrossRef]
- Diaz, A.; Guizar-Sicairos, M.; Poeppel, A.; Menzel, A.; Bunk, O. Characterization of carbon fibers using X-ray phase nanotomography. Carbon 2014, 67, 98–103. [Google Scholar] [CrossRef][Green Version]
- Gomarasca, S.; Peeters, D.M.J.; Atli-Veltin, B.; Dransfeld, C. Characterising microstructural organisation in unidirectional composites. Compos. Sci. Technol. 2021, 215, 109030. [Google Scholar] [CrossRef]
- Katuin, N.; Peeters, D.M.J.; Dransfeld, C.A. Method for the microstructural characterisation of unidirectional composite tapes. J. Compos. Sci. 2021, 5, 275. [Google Scholar] [CrossRef]
- Nikishkov, Y.; Seon, G.; Makeev, A. Structural analysis of composites with porosity defects based on X-ray computed tomography. J. Compos. Mater. 2014, 48, 2131–2144. [Google Scholar] [CrossRef]
- Nikishkov, Y.; Airoldi, L.; Makeev, A. Measurement of voids in composites by X-ray Computed Tomography. Compos. Sci. Technol. 2013, 89, 89–97. [Google Scholar] [CrossRef]
- Sharp, N.D.; Goodsell, J.E.; Favaloro, A.J. Measuring fiber orientation of elliptical fibers from optical microscopy. J. Compos. Sci. 2019, 3, 23. [Google Scholar] [CrossRef]
- Sharma, B.N.; Naragani, D.; Nguyen, B.N.; Tucker, C.L.; Sangid, M.D. Uncertainty quantification of fiber orientation distribution measurements for long-fiber-reinforced thermoplastic composites. J. Compos. Mater. 2018, 52, 1781–1797. [Google Scholar] [CrossRef]
- Yamanaka, A.; Terada, M.; Ichiki, M.; Kimoto, Y.; Shiraki, K.; Nagata, M.; Shimamoto, D.; Hotta, Y. Evaluation of fiber orientation by x-ray diffraction on carbon fiber reinforced polyamide 6. J. Fiber Sci. Technol. 2020, 76, 199–207. [Google Scholar] [CrossRef]
- Dilonardo, E.; Nacucchi, M.; De Pascalis, F.; Zarrelli, M.; Giannini, C. High resolution X-ray computed tomography: A versatile non-destructive tool to characterize CFRP-based aircraft composite elements. Compos. Sci. Technol. 2020, 192, 108093. [Google Scholar] [CrossRef]
- Dilonardo, E.; Nacucchi, M.; De Pascalis, F.; Zarrelli, M.; Giannini, C. Inspection of Carbon Fibre Reinforced Polymers: 3D identification and quantification of components by X-ray CT. Appl. Compos. Mater. 2022, 29, 497–513. [Google Scholar] [CrossRef]
- Galvez-Hernandez, P.; Kratz, J. The effect of convolutional neural network architectures on phase segmentation of composite material X-ray micrographs. J. Compos. Mater. 2023, 57, 2899–2918. [Google Scholar] [CrossRef]
- Frącz, W.; Janowski, G.; Pruchniak, M.; Wałek, Ł. The use of computed tomography in the study of microstructure of molded pieces made of poly(3-hydroxybutyric-co-3-hydroxyvaleric acid) (phbv) biocomposites with natural fiber. Polymers 2021, 13, 2942. [Google Scholar] [CrossRef]
- Yang, X.; Ju, B.F.; Kersemans, M. Assessment of the 3D ply-by-ply fiber structure in impacted CFRP by means of planar Ultrasound Computed Tomography (pU-CT). Compos. Struct. 2022, 279, 114745. [Google Scholar] [CrossRef]
- Pelivanov, I.; Ambroziński, Ł.; Khomenko, A.; Koricho, E.G.; Cloud, G.L.; Haq, M.; O’Donnell, M. High resolution imaging of impacted CFRP composites with a fiber-optic laser-ultrasound scanner. Photoacoustics 2016, 4, 55–64. [Google Scholar] [CrossRef]
- Katunin, A.; Dragan, K.; Dziendzikowski, M. Damage identification in aircraft composite structures: A case study using various non-destructive testing techniques. Compos. Struct. 2015, 127, 1–9. [Google Scholar] [CrossRef]
- Li, C.; Pain, D.; Wilcox, P.D.; Drinkwater, B.W. Imaging composite material using ultrasonic arrays. NDT E Int. 2013, 53, 8–17. [Google Scholar] [CrossRef]
- Dong, L.; Hang, H.; Park, J.G.; Mio, W.; Liang, R. Detecting Carbon Nanotube Orientation with Topological Analysis of Scanning Electron Micrographs. Nanomaterials 2022, 12, 1251. [Google Scholar] [CrossRef] [PubMed]
- Tanaka, M.; Young, R.J. Review Polarised Raman spectroscopy for the study of molecular orientation distributions in polymers. J. Mater. Sci. 2006, 41, 963–991. [Google Scholar] [CrossRef]
- Alavi, S.H.; Ruiz, V.; Krasieva, T.; Botvinick, E.L.; Kheradvar, A. Characterizing the collagen fiber orientation in pericardial leaflets under mechanical loading conditions. Ann. Biomed. Eng. 2013, 41, 547–561. [Google Scholar] [CrossRef] [PubMed]
- Kirupanantham, G. Characterisation of Discontinuous Carbon Fibre Preforms for Automotive Applications. Ph.D. Thesis, University of Nottingham, Nottingham, UK, 2013. [Google Scholar]
- Cox, H.L. The elasticity and strength of paper and other fibrous materials. Br. J. Appl. Phys. 1952, 3, 72–79. [Google Scholar] [CrossRef]
- Scikit Image Processing in Python. Available online: https://scikit-image.org/docs/stable/api/skimage.feature.html#skimage.feature.structure_tensor (accessed on 10 March 2023).
- Avizo 3D Manual. Available online: https://www.thermofisher.com/ch/en/home/electron-microscopy/products/software-em-3d-vis/avizo-software.html (accessed on 28 July 2023).
- Mallick, S.; Sadekar, K. Camera Calibration Using OpenCV. Available online: https://learnopencv.com/camera-calibration-using-opencv/ (accessed on 10 March 2023).
- Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. Available online: https://www.astm.org/d3039_d3039m-08.html (accessed on 17 April 2023).
- Such, M.; Ward, C.; Potter, K. Aligned Discontinuous Fibre Composites: A Short History. J. Multifunct. Compos. 2014, 2, 155–168. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Project, Year | Matrix | Fibre | Average Fibre Length (mm) | Fibre Alignment | Fibre Alignment Factor, | Calculation Method of Alignment | Fibre Volume Fraction (%) | Young’s Modulus in the Main Fibre Direction E11+ (GPa) | Strength in the Main Fibre Direction R11+ (MPa) |
|---|---|---|---|---|---|---|---|---|---|
| HiPerDiF 2013 [19] | Epoxy | Carbon | 3 | ±3° (67%) | ~0.91 | 2D (in-plane microscope images) | 55 | 115 | 1509 |
| TuFF 2019 [20] | Elium | Carbon IM7 | 3 | - | - | - | 30 | 72 | 765 |
| TuFF 2019 [21] | PEI | Carbon IM7 | 3 | ±5° (95%) | ~0.98 | - | 63 | 173 | 2668 |
| TuFF 2019 [22] | PEI | Carbon IM7 | 3–7 | ±5° (94%)/±5° (87%) | ~0.98/~0.91 | 3D CT/2D (out-of-plane microscope images) | 63 | 173 | 2668 |
| L.Walker, FHNW 2021 [23] | Epoxy | Carbon T700 | 50 | ±10° (61%) | 0.85 | 53 | 99 | 1203 | |
| Khurshid et al., 2023 [24] | PA6 | Carbon (Teijin) | 38 | - | 0.93 | 2D (out-of-plane microscope images) | 45 | 85 | 1350 |
| Name | Mixing Ratio (w%) | Mixing Temperature (°C) |
|---|---|---|
| EPIKOTE™ Resin 05545 | 100 | 80 |
| EPIKURE™ Curing Agent 778 | 16 | 25 |
| EPIKURE™ Catalyst 120 | 3 | 25 |
| Parameter | HR Scans (1 μm/voxel) | UHR Scans (0.4 μm/voxel) |
|---|---|---|
| Cylinder length (nm) | 60 | 60 |
| Angular sampling | 5 | 5 |
| Mask cylinder radius (μm) | 4 | 8.5 |
| Outer cylinder radius (μm) | 3.5 | 8 |
| Inner cylinder radius (μm) | 0 | 0 |
| Minimum seed correlation | 70 | 70 |
| Minimum continuation | 60 | 45 |
| Direction coefficient | 0.4 | 0.4 |
| Minimum distance (μm) | 7 | 16 |
| Minimum length (μm) | 60 | 60 |
| Angle (deg) | 37 | 37 |
| Minimum step size (%) | 10 | 10 |
| Alignment Process | 3D Fibre Reconstruction (MPa) | 2D Mesoscopic Method (MPa) | Mechanical Testing (MPa) |
|---|---|---|---|
| Low-stretch configuration | 117,300–119,405 | 92,340–97,400 | 70,155 |
| High-stretch configuration | 120,100–123,450 | 97,400–102,460 | 74,285 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zweifel, L.; Kupski, J.; Dransfeld, C.; Caglar, B.; Baz, S.; Cessario, D.; Gresser, G.T.; Brauner, C. Multiscale Characterisation of Staple Carbon Fibre-Reinforced Polymers. J. Compos. Sci. 2023, 7, 465. https://doi.org/10.3390/jcs7110465
Zweifel L, Kupski J, Dransfeld C, Caglar B, Baz S, Cessario D, Gresser GT, Brauner C. Multiscale Characterisation of Staple Carbon Fibre-Reinforced Polymers. Journal of Composites Science. 2023; 7(11):465. https://doi.org/10.3390/jcs7110465
Chicago/Turabian StyleZweifel, Lucian, Julian Kupski, Clemens Dransfeld, Baris Caglar, Stephan Baz, Damian Cessario, Götz T. Gresser, and Christian Brauner. 2023. "Multiscale Characterisation of Staple Carbon Fibre-Reinforced Polymers" Journal of Composites Science 7, no. 11: 465. https://doi.org/10.3390/jcs7110465
APA StyleZweifel, L., Kupski, J., Dransfeld, C., Caglar, B., Baz, S., Cessario, D., Gresser, G. T., & Brauner, C. (2023). Multiscale Characterisation of Staple Carbon Fibre-Reinforced Polymers. Journal of Composites Science, 7(11), 465. https://doi.org/10.3390/jcs7110465