
The Casting and Hot Forging of Low-Carbon Copper-Bearing Steel and Its Substructural Characterization

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Microstructural Characterization
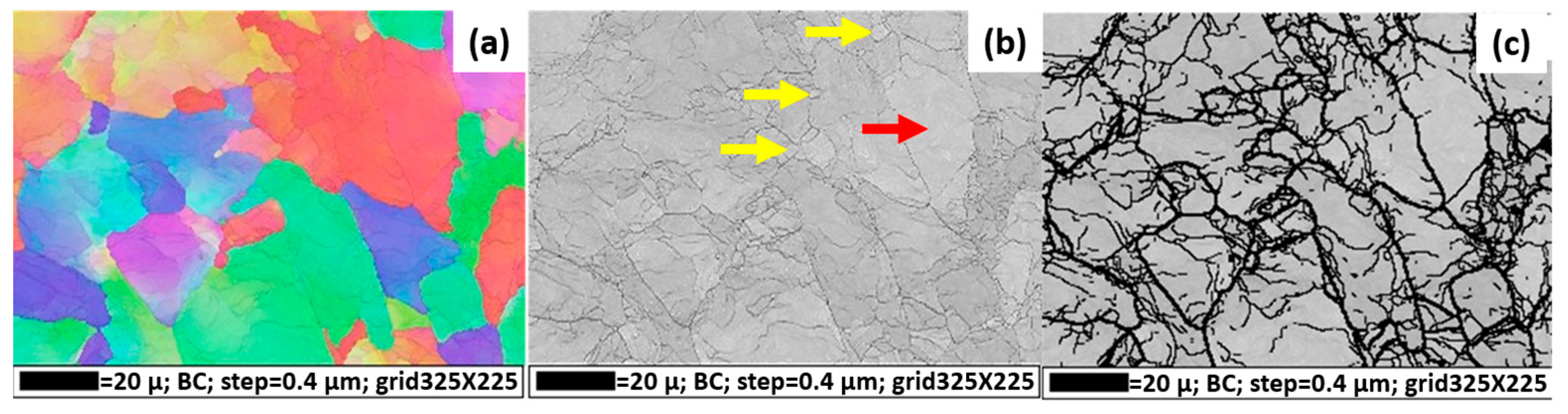
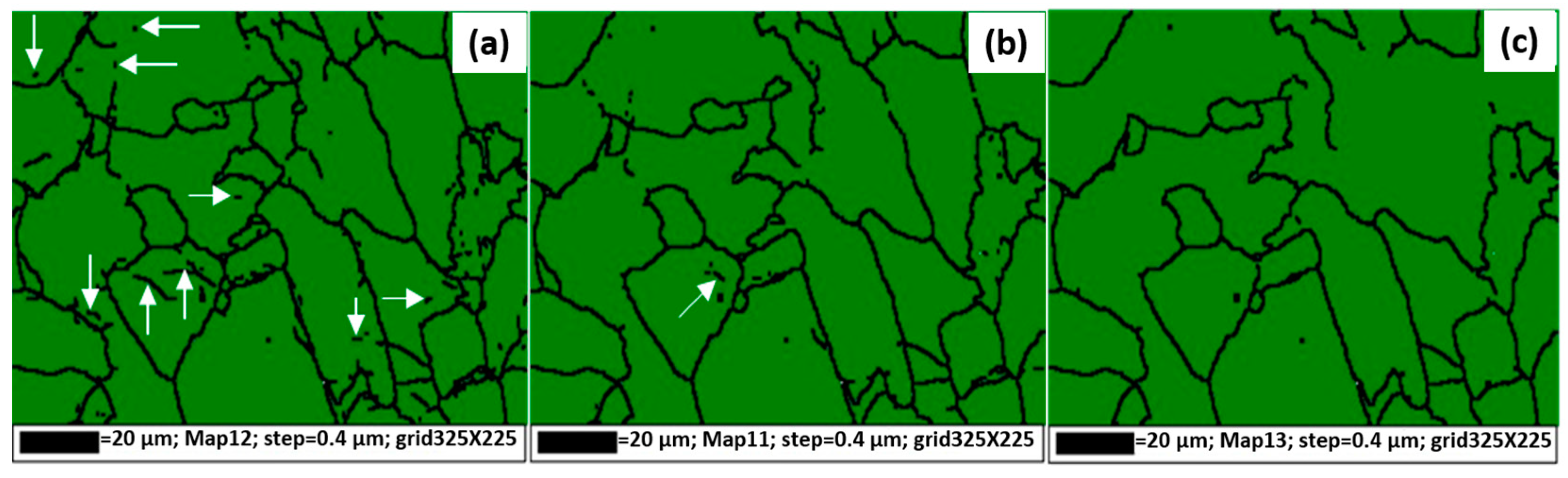
3.2. EBSD Characterization
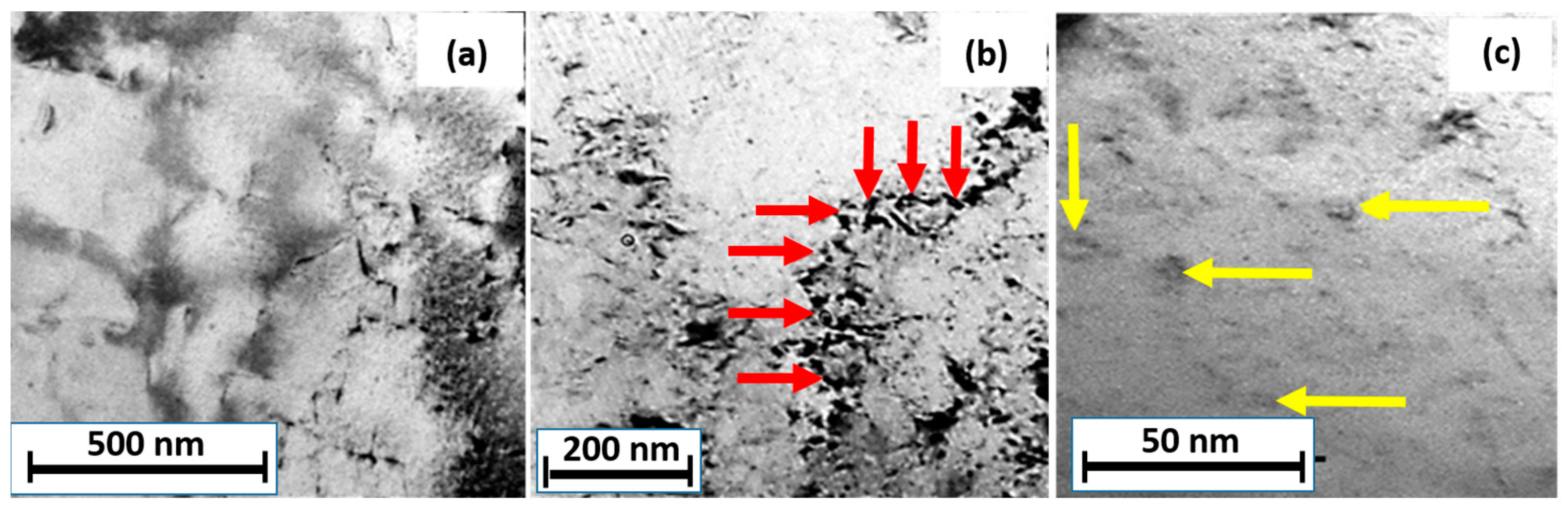
3.3. TEM Characterization
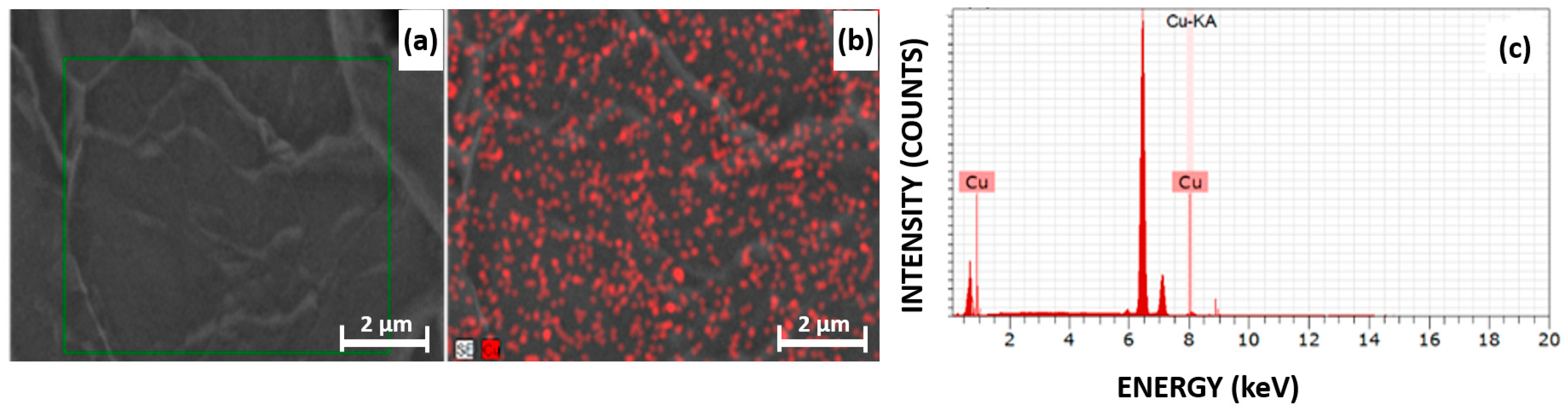
3.4. EDXA Characterization
3.5. Hardness and Mean Subgrain Size
4. Discussion
5. Conclusions
- Recrystallization envisages equiaxed grain formation in hot forging; hence, strain-free grains were observed in the strained matrix (elongated grains). The lower distribution of recrystallized grains indicated that the driving force for recrystallization was not abundant enough to generate a fully recrystallized microstructure.
- The substructure/subgrain was observed in the vicinity of grain boundaries. It is suggested that the straining during hot forging generated these substructures/subgrains. The grain boundaries, being the high-energy-density sites, acted as the pinning points. Most of these dislocations/subgrain/substructure accumulated near the vicinity of the grain boundaries; however, some also accumulated inside the grains.
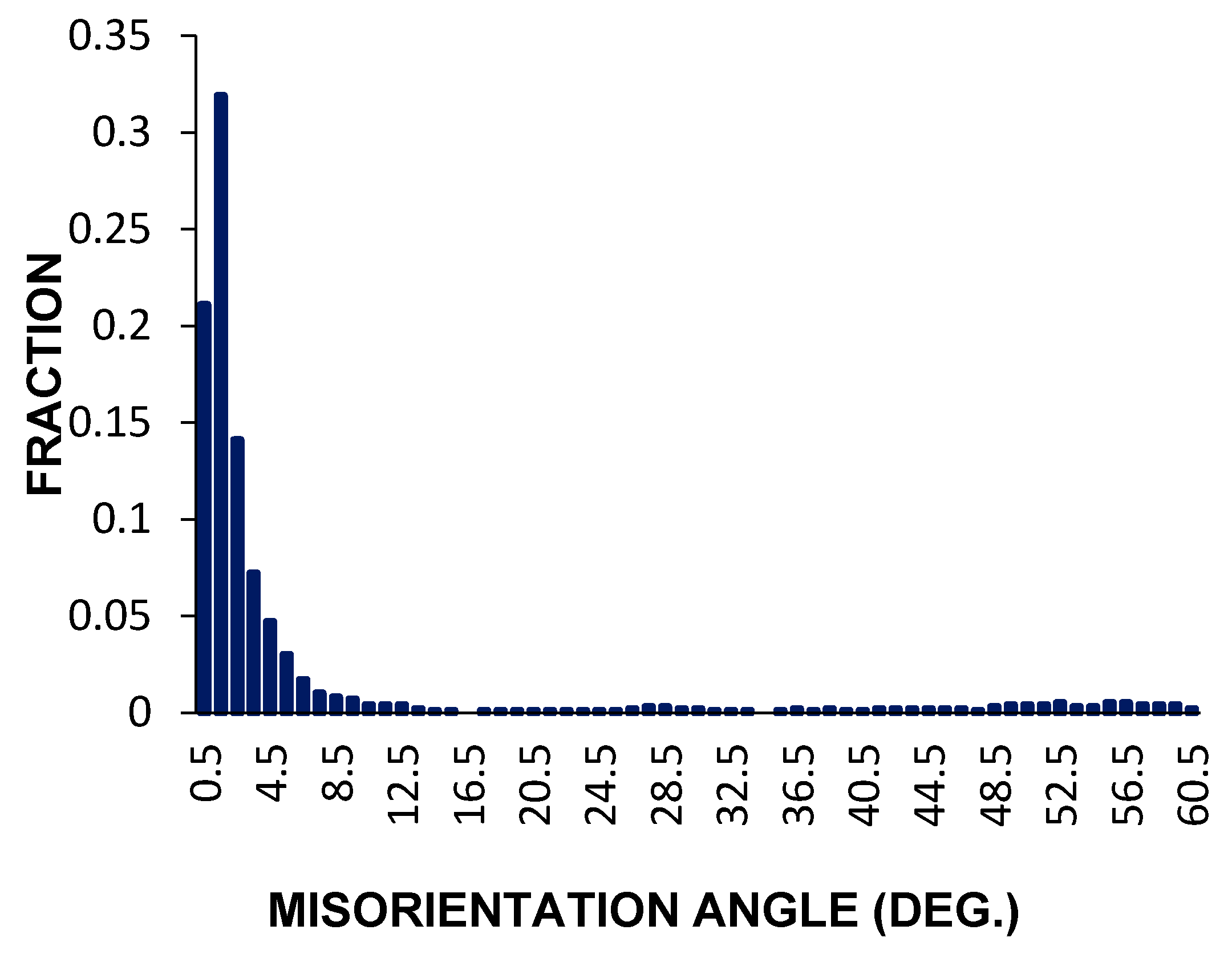
- The fractional distribution of the misorientation angle between 15° and 60° confirmed the formation of grain boundaries (with a misorientation angle greater than 15°) and dislocations/subgrain/substructures (with a misorientation angle less than 15°). The fraction of MAD was higher between the angles 0.5° and 6.5°, which envisaged the fractions of dislocations/subgrain/substructures. The fractional value decreased later.
- The microhardness of 210.8 Hv and mean subgrain size of 1.61 µm were observed for the hot-forged sample at a temperature of 1050 °C. It is suggested that this higher microhardness was due to the limited recrystallized grains and accumulation of dislocations/subgrain/substructures.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kottana, N.K.; Vishwanatha, H.M.; Sengupta, S.; Saxena, K.; Behera, A.; Ghosh, S. Investigation on Synergetic Effect of Non-Contact Ultrasonic Casting and Mushy State Rolling on Microstructure and Hardness of Al–Si–Al2O3 Nanocomposites. Int. J. Interact. Des. Manuf. 2022. [Google Scholar] [CrossRef]
- Priyadarshini, M.; Behera, A.; Biswas, C.K. Effect of Sub-Zero Temperatures on Wear Resistance of AISI P20 Tool Steel. J. Brazilian Soc. Mech. Sci. Eng. 2020, 42, 212. [Google Scholar] [CrossRef]
- Vijayan, V.; Ravichandran, G.; Rao, M.; Karinka, S. Failure Analysis of the High Nitrogen Austenitic Stainless-Steel Boiler Tank Weldments. J. Fail. Anal. Prev. 2021, 21, 976–982. [Google Scholar] [CrossRef]
- Vijayan, V.; Murugan, S.P.; Ji, C.; Son, S.-G.; Park, Y.-D. Factors Affecting Shrinkage Voids in Advanced High Strength Steel (AHSS) Resistance Spot Welds. J. Mech. Sci. Technol. 2021, 35, 5137–5142. [Google Scholar] [CrossRef]
- Swain, B.; Patnaik, A.; Bhuyan, S.K.; Barik, K.N.; Sethi, S.K.; Samal, S.; Mishra, S.C.; Behera, A. Solid Particle Erosion Wear on Plasma Sprayed Mild Steel and Copper Surface. Mater. Today Proc. 2018, 5, 20403–20412. [Google Scholar] [CrossRef]
- Bhatt, N.H.; Chouhan, D.; Pati, A.R.; Varshney, P.; Das, L.; Kumar, A.; Munshi, B.; Behera, A.; Mohapatra, S.S. Role of Water Temperature in Case of High Mass Flux Spray Cooling of a Hot AISI 304 Steel Plate at Different Initial Surface Temperatures. Exp. Heat Transf. 2017, 30, 369–392. [Google Scholar] [CrossRef]
- Priyadarshini, M.; Biswas, C.K.; Behera, A. Machining of Sub-Cooled Low Carbon Tool Steel by Wire-EDM. Mater. Manuf. Process. 2019, 34, 1316–1325. [Google Scholar] [CrossRef]
- Römisch, D.; Kraus, M.; Merklein, M. Experimental Study on Joining by Forming of HCT590X + Z and EN-AW 6014 Sheets Using Cold Extruded Pin Structures. J. Manuf. Mater. Process. 2021, 5, 25. [Google Scholar] [CrossRef]
- Bauer, A.; Härtel, S.; Awiszus, B. Manufacturing of Metallic Bipolar Plate Channels by Rolling. J. Manuf. Mater. Process. 2019, 3, 48. [Google Scholar] [CrossRef]
- Muñoz, J.A.; Dolgach, E.; Tartalini, V.; Risso, P.; Avalos, M.; Bolmaro, R.; Cabrera, J.M. Microstructural Heterogeneity and Mechanical Properties of a Welded Joint of an Austenitic Stainless Steel. Metals 2023, 13, 245. [Google Scholar] [CrossRef]
- Pereira, R.; Peixinho, N.; Carneiro, V.; Soares, D.; Cortez, S.; Costa, S.L.; Blanco, V. An Experimental and Numerical Study on Aluminum Alloy Tailor Heat Treated Blanks. J. Manuf. Mater. Process. 2023, 7, 16. [Google Scholar] [CrossRef]
- Shin, B.; Kim, K.; Yi, S.; Choi, S.; Hyun, S. Microstructure and Mechanical Properties of Cast and Hot-Rolled Medium-Carbon Steels under Isothermal Heat-Treatment Conditions. Metals 2021, 11, 1950. [Google Scholar] [CrossRef]
- Taylan, A.; Gracious, N.; Gangshu, S. (Eds.) Cold and Hot Forging: Fundamentals and Applications, 1st ed.; ASM International: Materials Park, OH, USA, 2005; ISBN 978-0-87170-805-2. [Google Scholar]
- Saikat Kumar, D.; Srikanth, S.; Bhakat, A.K.; Atul, S.; Jha, B.K. Copper Bearing Steels from SAIL and Its Application. Int. J. Metall. Eng. 2016, 5, 1–8. [Google Scholar] [CrossRef]
- Gong, B.; Duan, X.W.; Liu, J.S.; Liu, J.J. A Physically Based Constitutive Model of As-Forged 34CrNiMo6 Steel and Processing Maps for Hot Working. Vacuum 2018, 155, 345–357. [Google Scholar] [CrossRef]
- Virtanen, E.; Van Tyne, C.J.; Levy, B.S.; Brada, G. The Tempering Parameter for Evaluating Softening of Hot and Warm Forging Die Steels. J. Mater. Process. Technol. 2013, 213, 1364–1369. [Google Scholar] [CrossRef]
- Łukaszek-Sołek, A.; Krawczyk, J.; Śleboda, T.; Grelowski, J. Optimization of the Hot Forging Parameters for 4340 Steel by Processing Maps. J. Mater. Res. Technol. 2019, 8, 3281–3290. [Google Scholar] [CrossRef]
- Felder, E.; Montagu, J.L. Friction and Wear during the Hot Forging of Steels. Tribol. Int. 1980, 13, 61–68. [Google Scholar] [CrossRef]
- Jang, Y.-S.; Ko, D.-C.; Kim, B.-M. Application of the Finite Element Method to Predict Microstructure Evolution in the Hot Forging of Steel. J. Mater. Process. Technol. 2000, 101, 85–94. [Google Scholar] [CrossRef]
- Huang, W.; Zhong, H.; Lei, L.; Fang, G. Microstructure and Mechanical Properties of Multi-Pass Forged and Annealed 42CrMo Steel. Mater. Sci. Eng. A 2022, 831, 142191. [Google Scholar] [CrossRef]
- Irani, M.; Taheri, A.K. Effect of Forging Temperature on Homogeneity of Microstructure and Hardness of Precision Forged Steel Spur Gear. Mater. Chem. Phys. 2008, 112, 1099–1105. [Google Scholar] [CrossRef]
- GÜndÜz, S.; Çapar, A. Influence of Forging and Cooling Rate on Microstructure and Properties of Medium Carbon Microalloy Forging Steel. J. Mater. Sci. 2006, 41, 561–564. [Google Scholar] [CrossRef]
- Wang, Z.; Hui, W.; Chen, Z.; Zhang, Y.; Zhao, X. Effect of Vanadium on Microstructure and Mechanical Properties of Bainitic Forging Steel. Mater. Sci. Eng. A 2020, 771, 138653. [Google Scholar] [CrossRef]
- Matlock, D.K.; Krauss, G.; Speer, J.G. Microstructures and Properties of Direct-Cooled Microalloy Forging Steels. J. Mater. Process. Technol. 2001, 117, 324–328. [Google Scholar] [CrossRef]
- Kumar, P.; Hodgson, P.; Beladi, H.; Chowdhury, A.R.; Makhatha, M.E.; Dutt, A.K. Restoration Mechanism and Sub-Structural Characteristics of Duplex Stainless Steel with an Initial Equiaxed Austenite Morphology during Post-Deformation Annealing. Key Eng. Mater. 2021, 882, 64–73. [Google Scholar] [CrossRef]
- Kumar, P.; Hodgson, P.; Beladi, H.; Makhatha, M.E.; Dutt, A.K. EBSD Investigation to Study the Restoration Mechanism and Substructural Characteristics of 23Cr–6Ni–3Mo Duplex Stainless Steel During Post-Deformation Annealing. Trans. Indian Inst. Met. 2020, 73, 1421–1431. [Google Scholar] [CrossRef]
- Yeşiltepe, S.; Şeşen, M.K. High-Temperature Oxidation Kinetics of Cu Bearing Carbon Steel. SN Appl. Sci. 2020, 2, 643. [Google Scholar] [CrossRef]
- Xin, W.; Liang, Y.; Zhang, J.; Meng, Q.; Peng, J.; Deng, Y.; Jiang, Y. Detrimental Effect of Arsenic on Hot Ductility of Copper-Bearing Steel. J. Iron Steel Res. Int. 2023. [Google Scholar] [CrossRef]
- LI, D.; MIN, Y.; WU, X. Calculation of Austenite Formation Kinetics of Copper-Bearing Steel During Continuous Heating. J. Iron Steel Res. Int. 2010, 17, 62–66. [Google Scholar] [CrossRef]
- Li, N.; Yan, L.; Wang, S.; Wang, C.; Zhang, H.; Ai, F.; Jiang, Z. Corrosion Behavior of Copper Bearing Steels and the Derived In-Situ Coating. Metals 2021, 11, 1462. [Google Scholar] [CrossRef]
- Arai, S.; Iwashita, R.; Shimizu, M.; Inoue, J.; Horita, M.; Nagaoka, T.; Itabashi, M. Fabrication of Roughened Electrodeposited Copper Coating on Steel for Dissimilar Joining of Steel and Thermoplastic Resin. Metals 2021, 11, 591. [Google Scholar] [CrossRef]
- Makhatha, M.E. Effect of Titanium Addition on Sub-Structural Characteristics of Low Carbon Copper Bearing Steel in Hot Rolling. AIMS Mater. Sci. 2022, 9, 604–616. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Cu | Mn | Si | P | S | Fe |
|---|---|---|---|---|---|---|---|
| Wt. (%) | 0.05 | 1.52 | 1.45 | 0.12 | 0.01 | 0.01 | balance |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kumar, P.; Makhatha, M.E.; Hiremath, S.; H. M., V. The Casting and Hot Forging of Low-Carbon Copper-Bearing Steel and Its Substructural Characterization. J. Compos. Sci. 2023, 7, 414. https://doi.org/10.3390/jcs7100414
Kumar P, Makhatha ME, Hiremath S, H. M. V. The Casting and Hot Forging of Low-Carbon Copper-Bearing Steel and Its Substructural Characterization. Journal of Composites Science. 2023; 7(10):414. https://doi.org/10.3390/jcs7100414
Chicago/Turabian StyleKumar, Pawan, Mamookho Elizabeth Makhatha, Shivashankarayya Hiremath, and Vishwanatha H. M. 2023. "The Casting and Hot Forging of Low-Carbon Copper-Bearing Steel and Its Substructural Characterization" Journal of Composites Science 7, no. 10: 414. https://doi.org/10.3390/jcs7100414
APA StyleKumar, P., Makhatha, M. E., Hiremath, S., & H. M., V. (2023). The Casting and Hot Forging of Low-Carbon Copper-Bearing Steel and Its Substructural Characterization. Journal of Composites Science, 7(10), 414. https://doi.org/10.3390/jcs7100414