1. Introduction
Wood has been used throughout human history and pre-history for dwellings and other uses [
1,
2,
3]. The relatively high strength-to-weight ratio [
3,
4], high stiffness [
3], ease of access, and ease of workability [
4] have all aided in it becoming a desirable building material.
However, wood rotting has been a continual issue in humid environments. In fact, very early humans had multiple ways of preventing wood from rotting, with some examples being ancient Egyptians using natural oils to preserve wood and ancient Greeks elevating wood from contacting the ground by placing lumber on supporting stones [
5]. Preservation methods have improved over time to the present day and include the use of creosote, non-polar petrochemicals, and water-borne arsenicals, such as chromated copper arsenate (CCA) [
6].
CCA-treated wood has been found to have detrimental effects on the environment due to leaching, primarily of arsenic contained within the treatment chemicals [
7]. Treated lumber disposal is also a common issue in the treated wood industry. For example, in ref. [
8], it is indicated that New Zealand has no effective means for the safe disposal of CCA-treated wood. This is likely an issue in many countries that do not have existing infrastructure and systems in place to dispose of CCA-treated wood. Significant efforts have been applied toward determination of life cycle assessments for lumber treatment alternatives from a health perspective [
9,
10]. However, CCA treatment is not the only method of treating wood against fungal and insect degradation; other treatments are possible, but these commonly contain copper-bearing chemicals, which can be damaging to aquatic environments [
11].
Treated lumber, while superior to untreated lumber in exterior applications with exposure to weather, moisture, insects, fungus, etc., typically lasts for far fewer years than many other materials used for structures. For example, wood and even plastic decks typically last 10 years [
12]. Saxe et al. [
13] provides an excellent summary regarding the longevity of treated lumber in real-world applications. Saxe et al. concludes that Cooper [
14] indicates the following: researchers determined that CCA-treated wood has a 50-year service life, which caused Saxe et al. to assume that a 25-year service life was appropriate. However, in ref. [
15], it is asserted that when 527 decks were replaced based on years of service, it was determined that the average age of disposal in the Southeastern United States was only 9 years, with a standard deviation of 5 years. Ref. [
16] surveyed 580 contractors in the Southeastern United States, and it was found that decks were demolished after 13 years, on average. Saxe et al. [
13] suggests that an average deck life of 10 years is an appropriate assumption when discussing a deck constructed from CCA-treated wood.
However, by using a low-cost rubber concrete with steel reinforcement, the unique properties of wood may be approximated such that the concrete can be installed using fasteners designed for use in wood, which is a concept postulated and tested in this research. This may allow for a concrete that functions as a drop-in replacement for wood but with superior longevity in wet environments. For example, properly designed reinforced concrete structures can have a service life of 50 years and, if using corrosion-resistant steel, up to 100 years, even in harsh environments [
17].
Rubber tires and their proper end-of-life use have been an ongoing global issue; this is often referred to as a crisis due in large part to the non-degradability of tires [
18]. The large quantities of tires produced globally cause environmental hazards [
19]. The current primary disposal methods for waste rubber are combustion as fuel, burying of the rubber in landfills, and regenerating the rubber to be reused as tires [
20]. The addition of recycled rubber from tires to concrete mixes is a widely researched topic [
21]. While rubber is known to weaken concrete due to lack of cohesion between the rubber and concrete, it can still exhibit mechanical strength comparable to more typical concretes at up to 20% rubber substitution for aggregate [
22]. More recent articles, such as ref. [
23], indicate that the strength of a rubber concrete mix can be improved through the addition of silica fume and fly ash replacing cement.
Recycled rubber tires have also found use as ground tire rubber applied to asphalts. This use of ground tire rubber may prove to be superior in certain climates, such as the wet and cold climates of Michigan [
24,
25,
26].
The technology proposed in this paper suggests that two problems can be solved simultaneously regarding environmental issues; that is, an effective use of waste tires can be provided resulting in a structural element that can function as a replacement for treated lumber. This could address the global tire recycling problem and the release of arsenic and other chemicals from treated wood. Therefore, while most technologies focus on fixing a single environmental issue, this technology has the potential to address two issues simultaneously.
The terminology of a “nailable” concrete has been proposed before. For example, ref. [
27] presents a patent for nailable concrete. Such concretes, however, functioned through the use of materials different from those proposed here. Ref. [
27] indicates that a combination of exfoliated mica and vitrified clay work to provide concrete with nailability. Additionally, there exists a magazine article (ref. [
28]) that indicates that nailability can be attained by the inclusion of sawdust into a concrete mix. Other mentions of “nailing” concrete can be found in refs. [
29,
30,
31,
32], which refer clearly to the use of rubber concrete for architectural applications, a notable distinction from what is proposed here.
The concept presented here is that a concrete can have both reduced nail insertion force and increased nail withdrawal, or pullout, strength through the inclusion of rubber into the concrete mix. While other nailable concretes do exist in earlier research, the use of a common, low-cost rubber is not previously known to have been possible as prior examples use mica, talc, or wood pulp.
To test these properties, the research presented here focuses on verifying that the strength of the developed concrete mix, which includes a high infill of crumb rubber, can be provided in such a way that it meets strength requirements that are comparable to wood. As wood construction commonly involves the use of mechanical fasteners, it is appropriate to test the most commonly used mechanical fasteners by physically inserting these fasteners into the concrete samples and withdrawing them, measuring the force required to withdraw the mechanical fastener.
2. Design Intention
This paper focuses on a unique concrete mix. The design intention for this mix is a material that can be produced at a low cost and comparable strength to wood-type materials while providing increased longevity and the same or similar fastening techniques. We feel this is necessary, as it provides a substantial advantage over alternative materials. There is a gap in materials that properly fill the niche of
Low cost compared to other wood alternatives.
Fast and known installation methods (similar to wood construction).
Increased longevity compared to wood.
Use of recycled infill to reduce carbon footprint of the material.
Material that is more resilient to ignition from fire compared to wood.
Material that readily accepts paint with minimal preparation.
Material that poses less environmental risk than treated wood.
Therefore, while the material itself may not have an obvious use case when compared to reinforced concretes, the material does have a use case when used as an alternative for treated lumber.
To clarify, by treated lumber we mean the regularly available material. Within the United States of America, there are various grades of treated lumber, with standards controlled by the American Wood Protection Association (AWPA), which typically feature chemicals applied to the wood to reduce damage due to fungal, insect, and other sources.
2.1. Design Methodology
While there are multiple potential reasons for the inclusion of rubber into a concrete, it was our goal to increase the friction of fasteners driven into the concrete while maintaining a lower driving force. As the addition of rubber to concrete often decreases the strength of the concrete mix, rubber is known to have a high frictional coefficient value when comparing the static friction of material.
For example, one potential equation for nail withdrawal (typically referred to as pullout within the concrete industry) strength in wood can be expressed as (see ref. [
33])
where
μ is the frictional coefficient,
D is the diameter of the nail,
L is the fastener length within the material,
σc‖ is the compressive strength parallel to the grain,
σc⊥ is the compressive strength perpendicular to the grain, and
F is the withdrawal strength.
For a concrete mix, we can assume that the compressive strength parallel and perpendicular to the grain is similar. This equation suggests that there is a direct relationship between the frictional coefficient between the steel of the nail and the wood that is directly proportional to the withdrawal (pullout) strength of the material.
Additionally, as mentioned in the introduction section, there is commonly a direct relationship between the percentage of included rubber and the reduction in strength of a concrete. While not directly proportional, it can be suggested that this increase in rubber content decreases compressive strength. This is key to developing a concrete mix that can have nails driven into it using minimal force.
The attempt to increase this frictional value resulted, in our study, in rubber concrete mixtures. The ideal situation is to decrease the force required to drive a nail while increasing the force required to remove the nail. Rubber concrete mixtures can be produced that fit these requirements, allowing the rubber concrete emulation of the properties of wood that allow its installment with quickly applied mechanical fasteners.
2.2. Practical Applications
The primary practical applications for the nailable rubber concrete typically involve end use in applications where the material can be used most effectively. Here are the key improvements this material provides from an application perspective:
Applications where exposure to water is possible.
Applications where exposure to biological damage (fungal, insect, etc.) is possible.
This would produce the following primary applications:
Exterior wood applications, such as decks, fences, walls, open structures, agricultural structures, etc.
Interior wood applications where exposure to water is possible, such as bathrooms, kitchens, and bottom or toe boards in stud wall construction methods.
It should be noted that, as this concrete has the potential for a workability similar to wood, the potential end uses can be considered to be nearly as ubiquitous as those of wood.
3. Materials and Methods
For the materials and methods section, we review the concrete mixture we are detailing in this study, the methods of manufacturing the samples (including the reinforcement), the apparatuses used for testing the bending moment and the pullout or withdrawal strength, and the ways in which we tested the nail insertion strength.
3.1. Concrete Mixture
This paper uses the concrete mix shown in
Table 1. This is a single mix that was found, qualitatively, to function as intended. Superior mixes that increase or decrease certain properties are likely to exist that can be developed for specific applications. Therefore, it is expected that this research will lead to many other improved concrete mixes that utilize the inclusion of rubber to allow for nail withdrawal strength similar to that of wood.
The water-to-cement ratio was maintained at 30% on a mass ratio basis. This resulted in a clay-like texture. The sand used was Sakrete Multi-Purpose sand, a coarse construction sand, with 1% passing a 45 micron sieve and a soluble silica content of 1.8+/−0.3% [
34]. Portland cement that was used was ordinary, type I/II Portland cement manufactured by Sakrete. The properties of this cement can be found in ASTM C150. Plasticizers and superplasticizers were not applied to the concrete mixes in this study.
By reviewing the mix shown in
Table 1, it was found that this concrete contains high portions of Portland cement by mass. However, the volumetric ratios are much higher for the crumb rubber. To show this,
Figure 1 below is provided. As the density of rubber is much lower than that of the other components, the resulting mixture volumetrically contains more crumb rubber than may be assumed.
The concrete mixtures tested contained no rock. Rock was excluded from the mixture as a coarse aggregate may interrupt the proper driving of fasteners in the material, causing the fastener to strike a large, hard component such as stone.
The crumb rubber used was recycled crumb rubber with a 5–10 mesh size. The rubber was soaked in water for at least 24 h prior to mixing into the concrete.
Due to the small sample size, concrete was mixed by hand in a small bucket until homogeneous. We mixed larger samples using a standard, drum-type concrete mixer, but those samples are not presented here.
3.2. Reinforced Concrete Sample Manufacturing
Samples were created and tested against a wood beam of the same exterior dimensions. The beams created for these tests had the following properties:
Beam width: 38.1 mm (1.50 inch),
Beam depth: 41.3 mm (1.63 inch),
Concrete cover: 3.2 mm (0.13 inch).
Reinforcement was spaced according to the necessary cover and beam dimensions. As such, and due to the relatively small size of the samples, smaller reinforcement had a larger effective spacing when measured between the centerlines of longitudinal reinforcement.
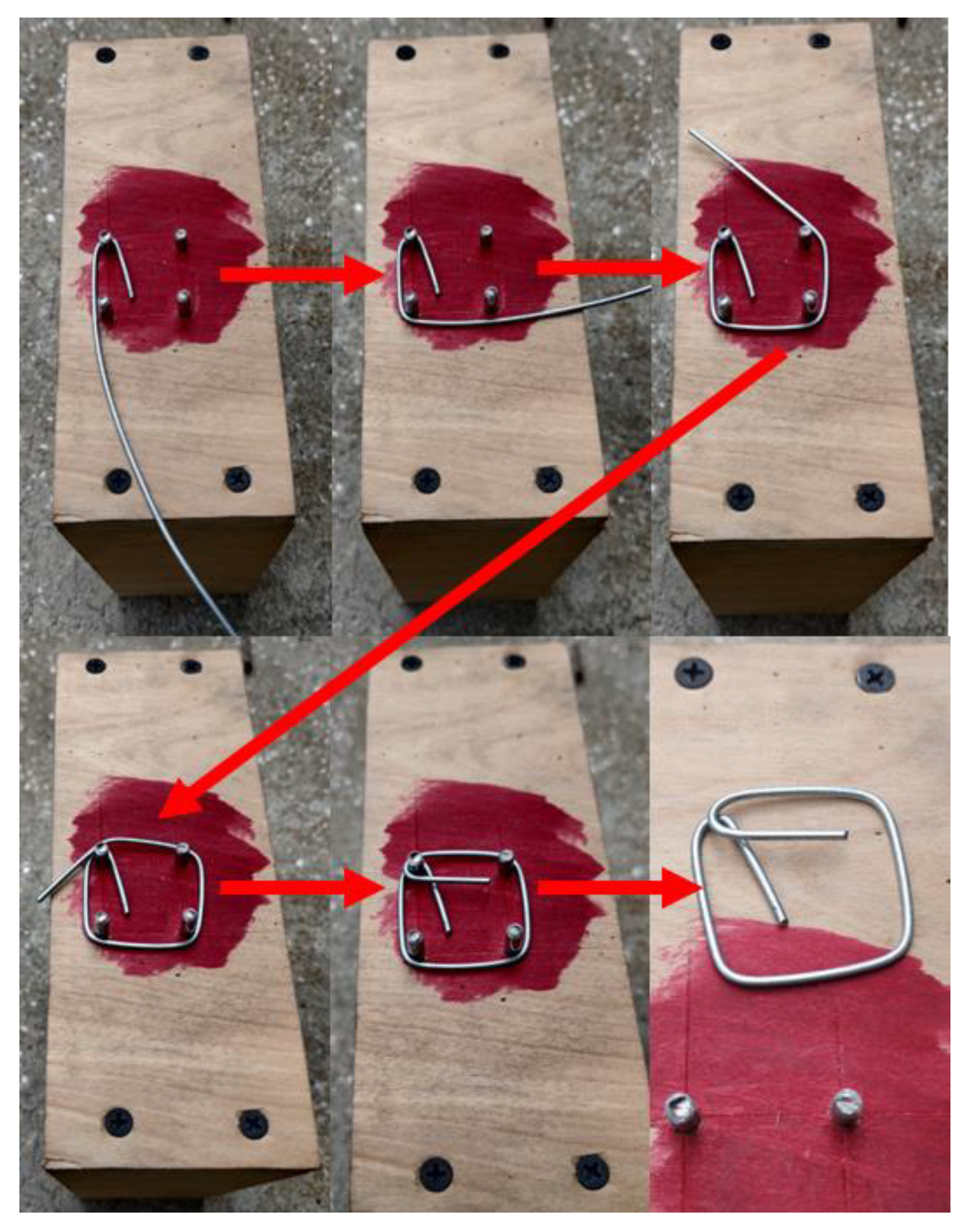
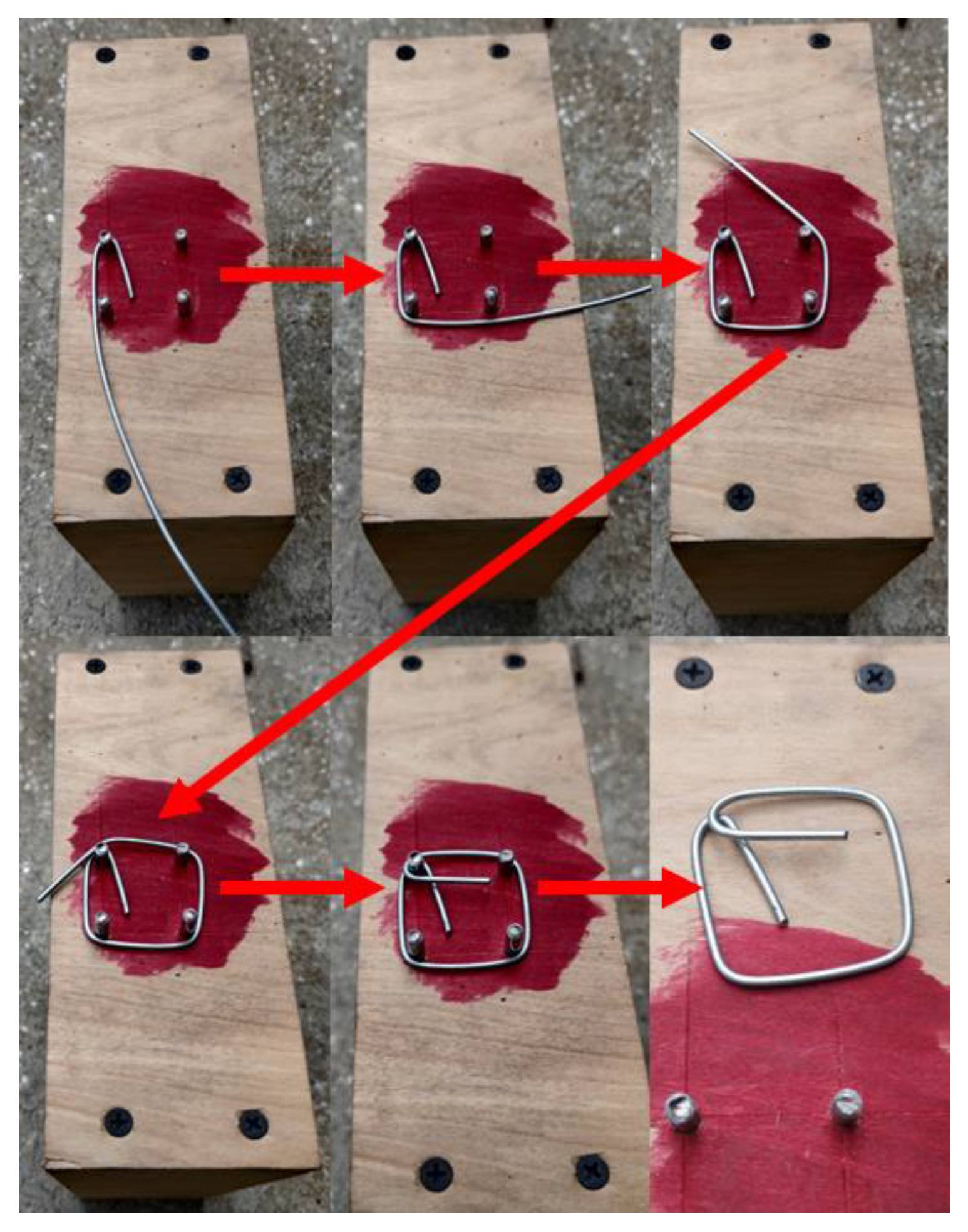
Different attempts were made to provide shear reinforcement for the concrete samples. Due to the small size of the samples, the method that was found to work most correctly was the use of small ties that were individually bent by hand and slid into place using a manufacturing jig. An example of the bending method is shown in
Figure 2.
The shear reinforcement wire used was 2.0 mm (0.08 inches) in diameter and composed of low-carbon 1006–1008 steel with annealed heat treatment and a yield strength of 483 MPa (70,000 psi).
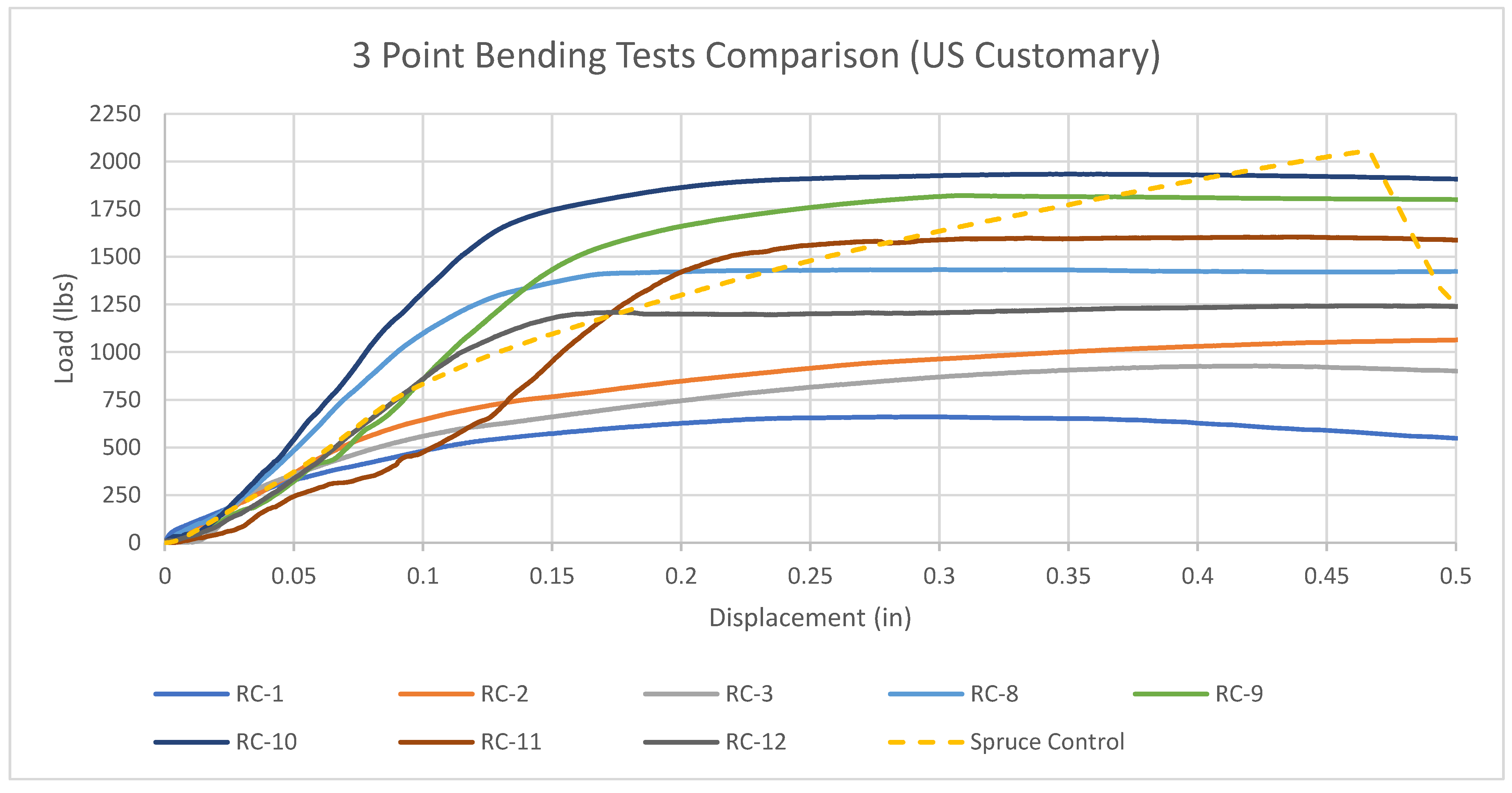
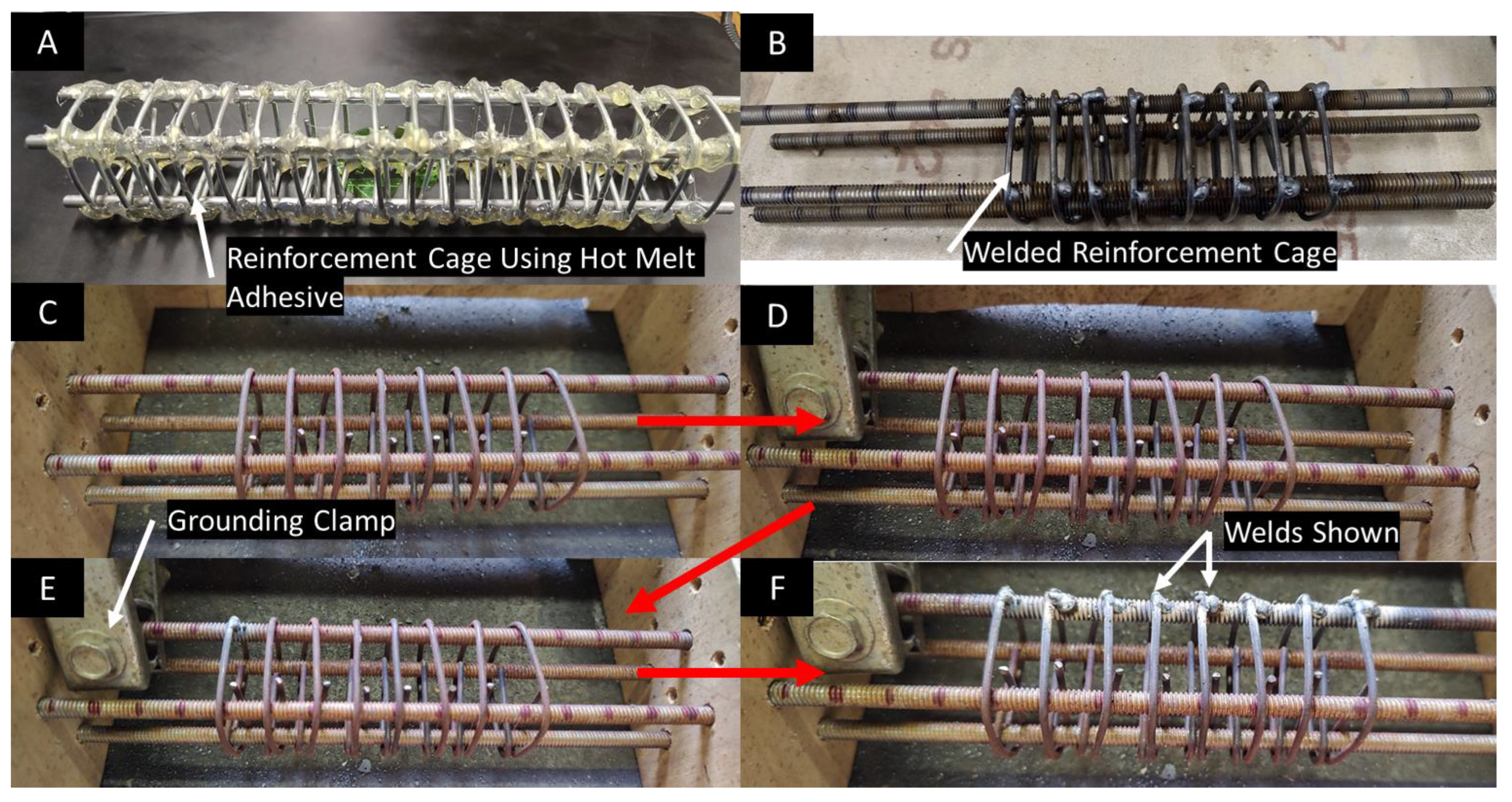
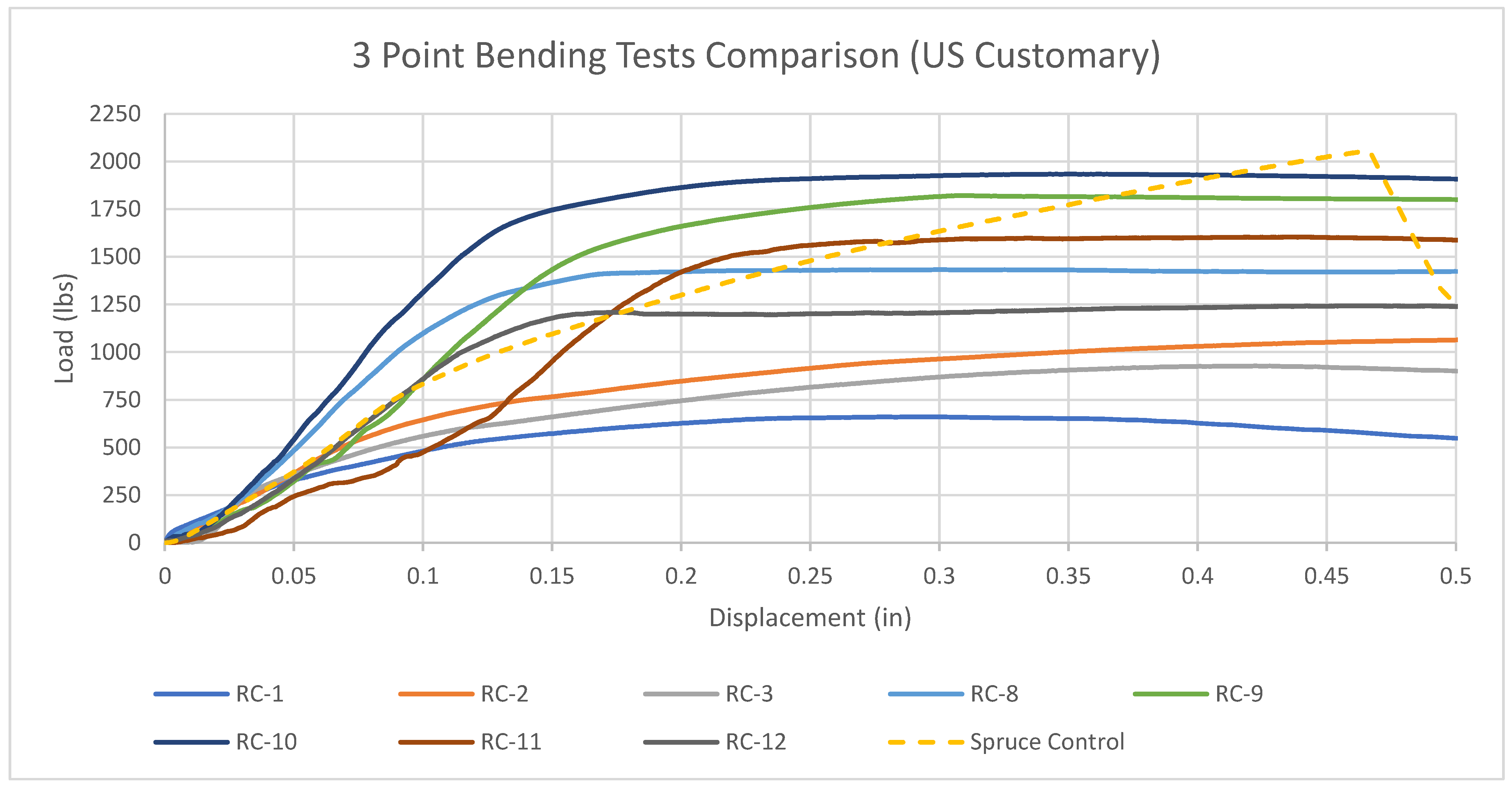
Several different reinforcement types and attachment methods were attempted. In some configurations, off-the-shelf hot melt adhesive (HMA) was used as an alternative to welding the wire reinforcement. Due to the small size of the reinforcement, some more common methods did not work. HMA was attempted due to the assumed low load conditions as the beams were intended to be low cost. As described later, welding of the shear reinforcement proved to be significantly superior from a bending moment strength perspective.
A cage connected using HMA is shown in
Figure 3A, while a welded cage is shown in
Figure 3B. Note that the process shown in
Figure 3C–F must be repeated four times before the wire cage can be removed. After removal, the remaining shear reinforcement was installed and welded in the same way. The jig is necessary to guarantee alignment during the initial welding. A MIG welder was used to create the welded cages. The MIG welder used was an HYL MIG180Y welder. The welding wire was E71T-11, 0.030″ (0.76 mm) Gasless Flux Cored MIG Wire.
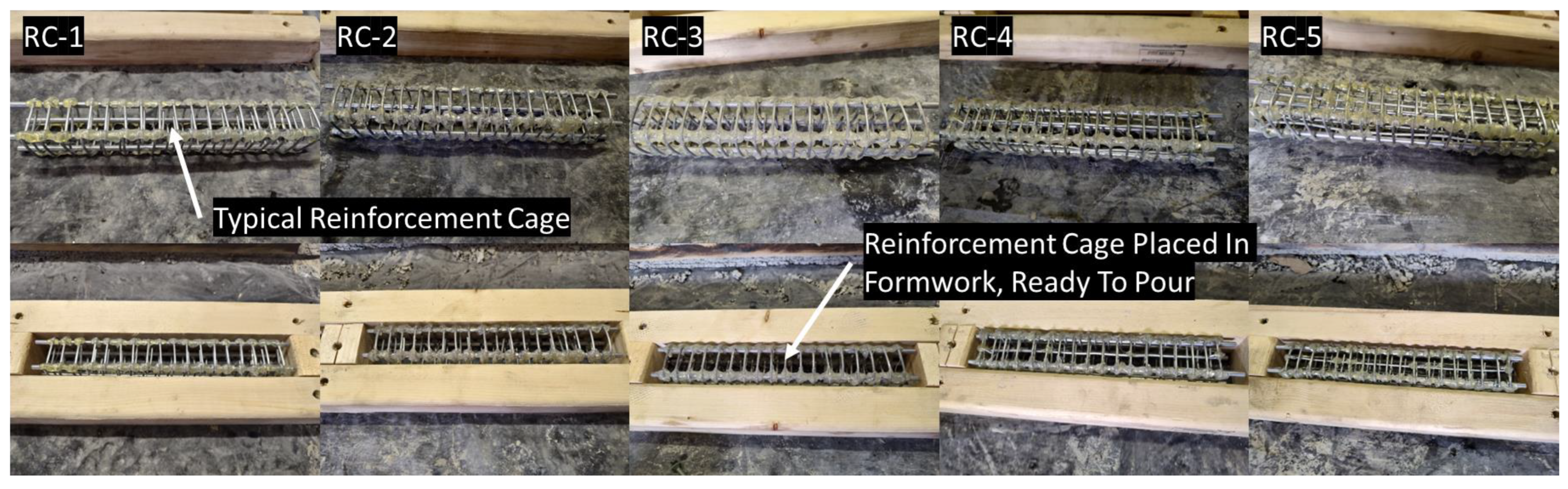
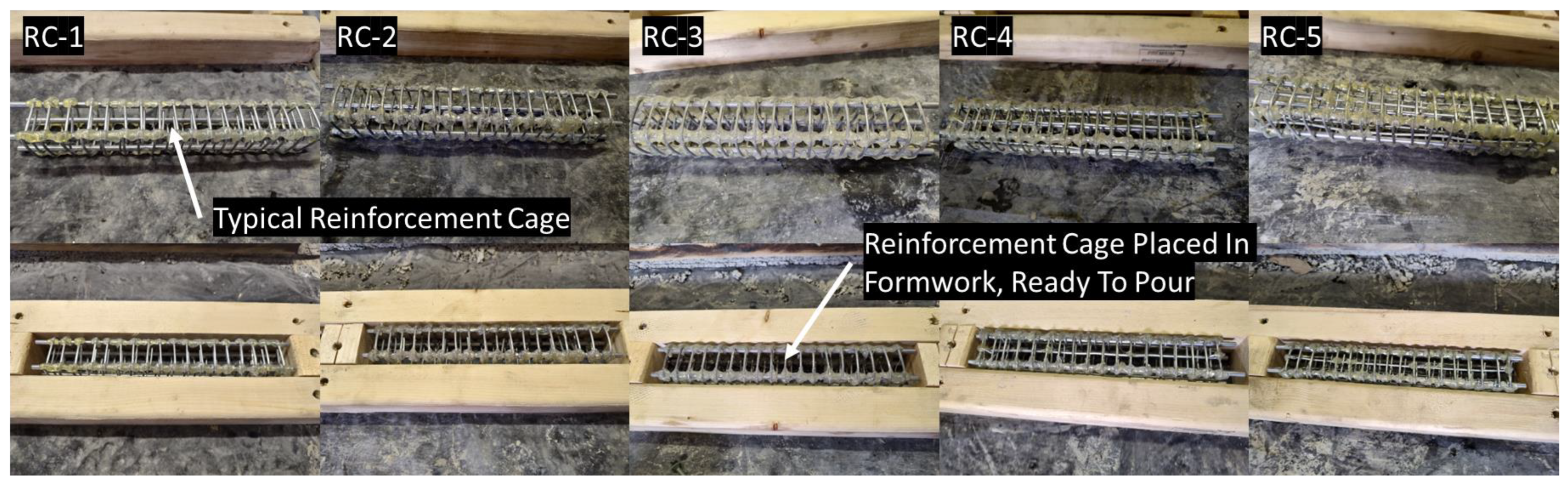
Beams are denoted as RC (nailable rubber concrete). Beams RC-1 through RC-5 are shown before casting in
Figure 4 below. These beams were attached using HMA.
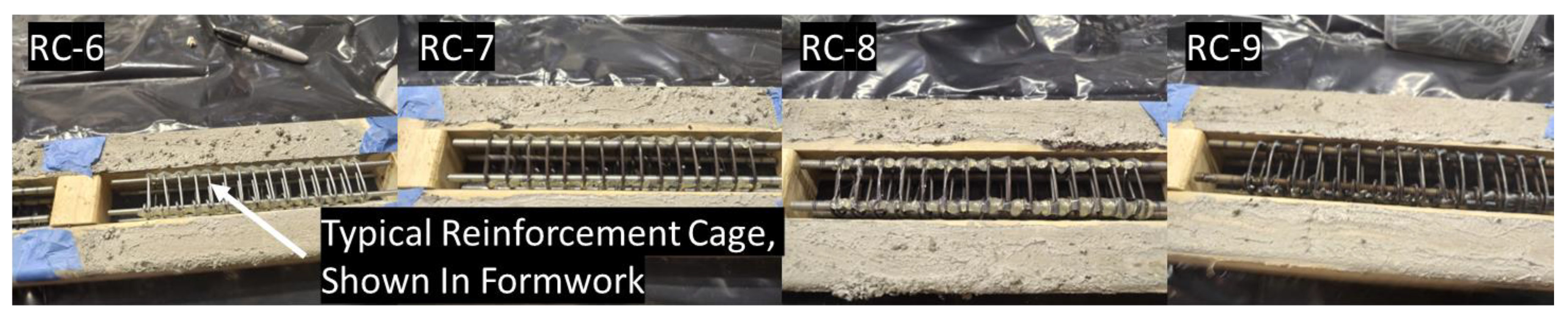
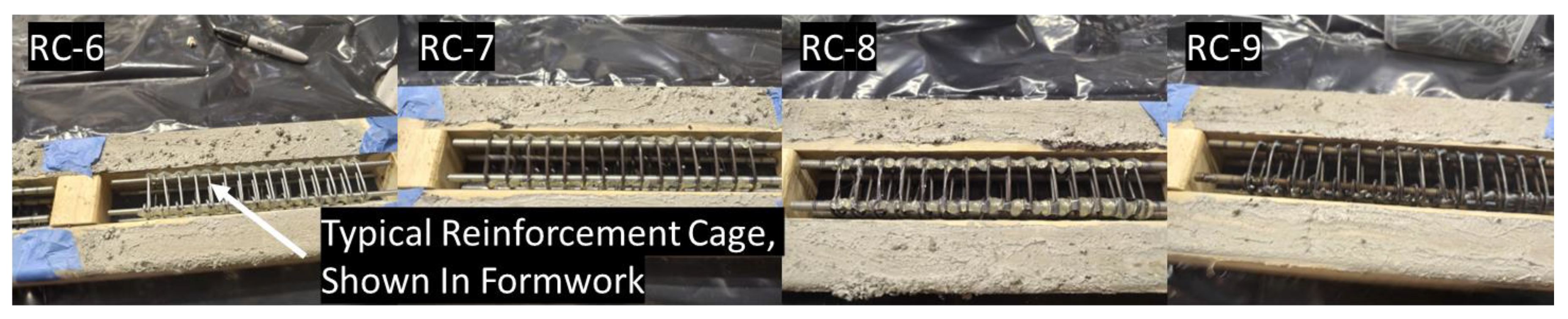
Figure 5 shows beams RC-6 through RC-9.
The repeated process is shown in
Figure 5, but this includes the beam with welded reinforcement, RC-9.
Due to the sample beams having many configurations,
Table 2 shows the testing conditions of each beam.
3.3. Apparatuses
An MTS 858 Universal Testing Machine was used for all tests. The different components utilized while operating the machine are indicated in
Table 3 below. This table includes model numbers and information regarding each component.
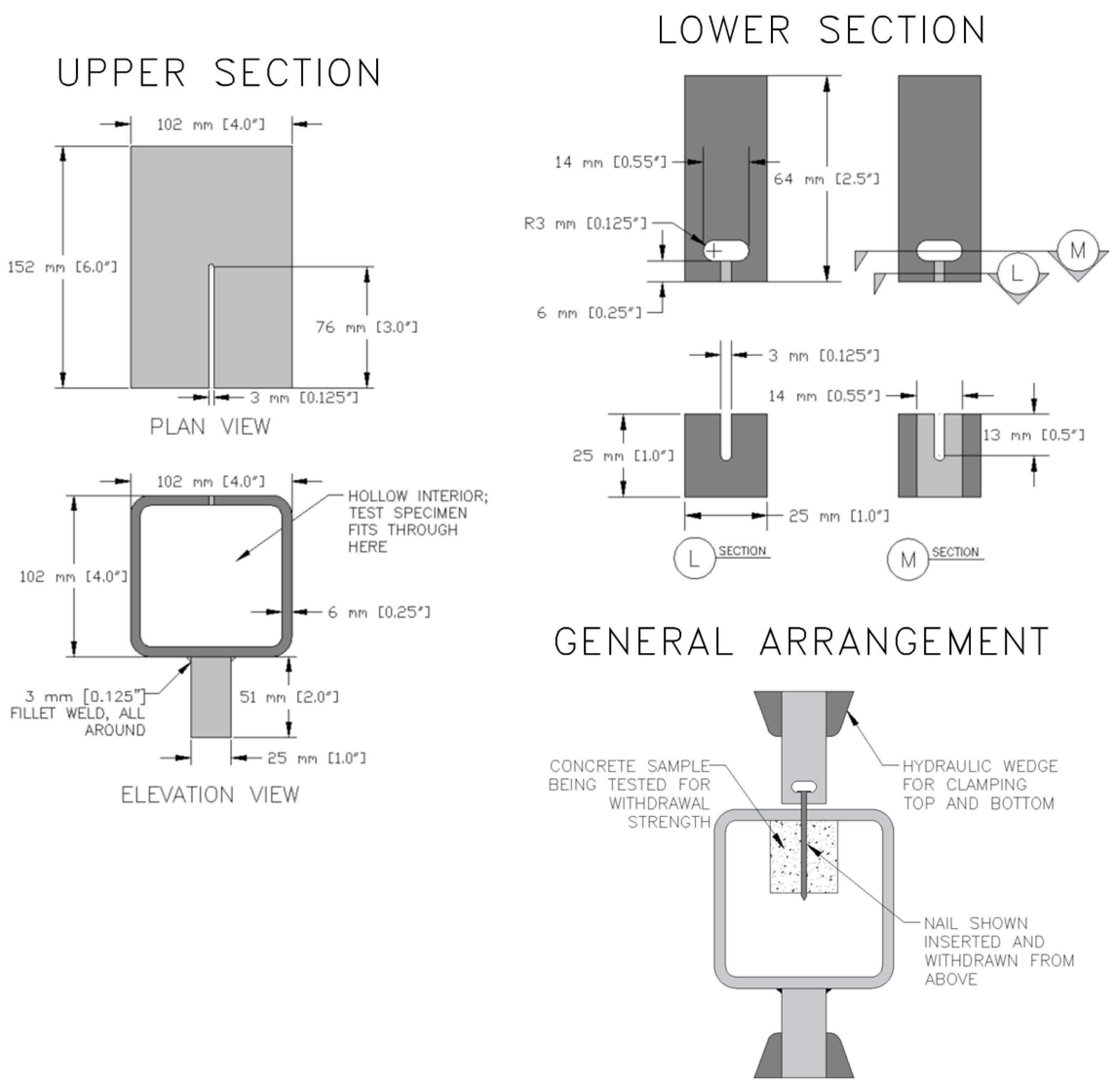
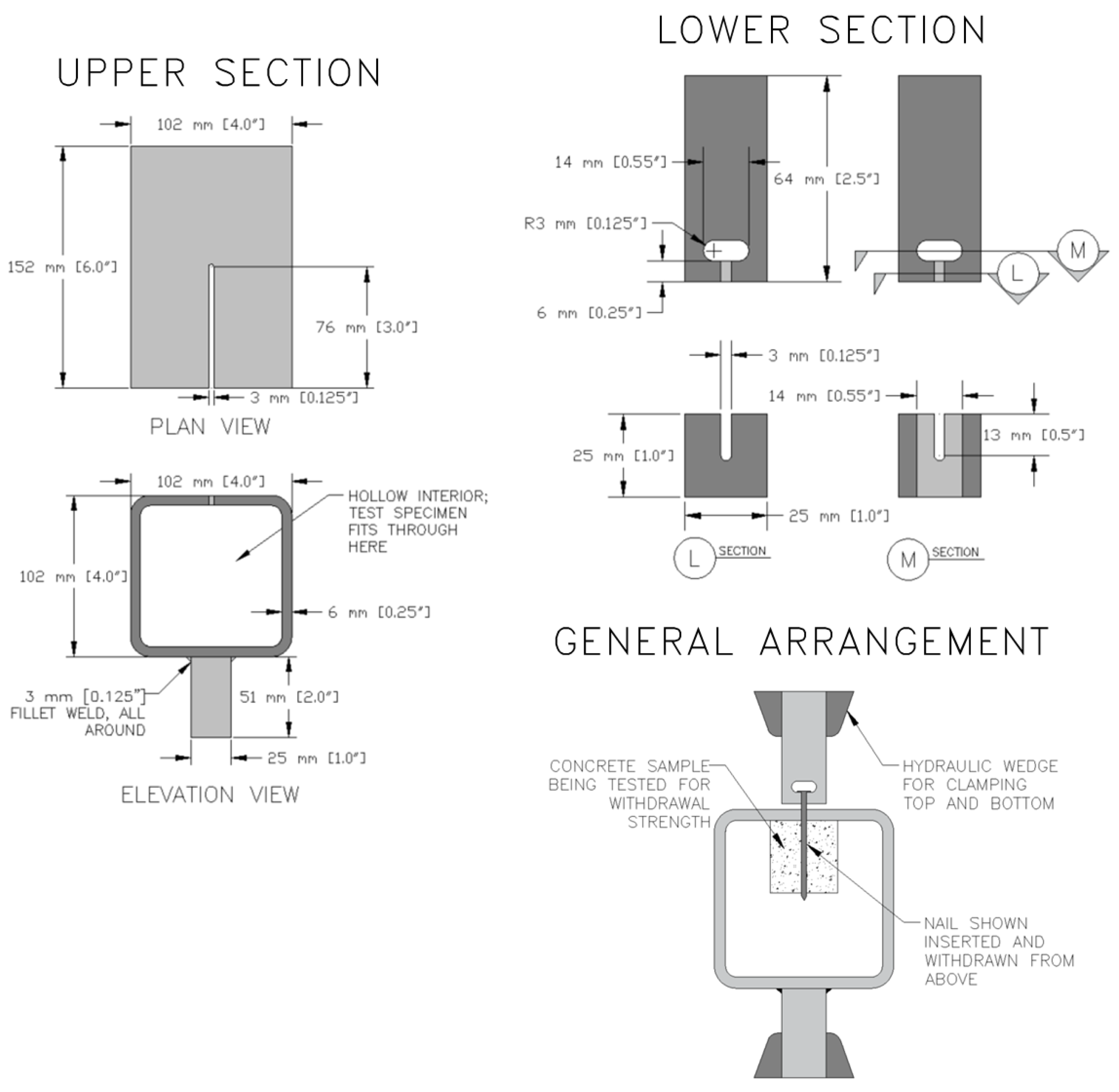
Due to the lack of accessibility to a nail withdrawal testing system, a testing apparatus had to be constructed for the pullout or withdrawal tests. Note that this apparatus is representative of devices typically used for conducting nail withdrawal tests according to ASTM D1037.
Figure 6 shows detailed drawings on how the nail withdrawal apparatus was constructed.
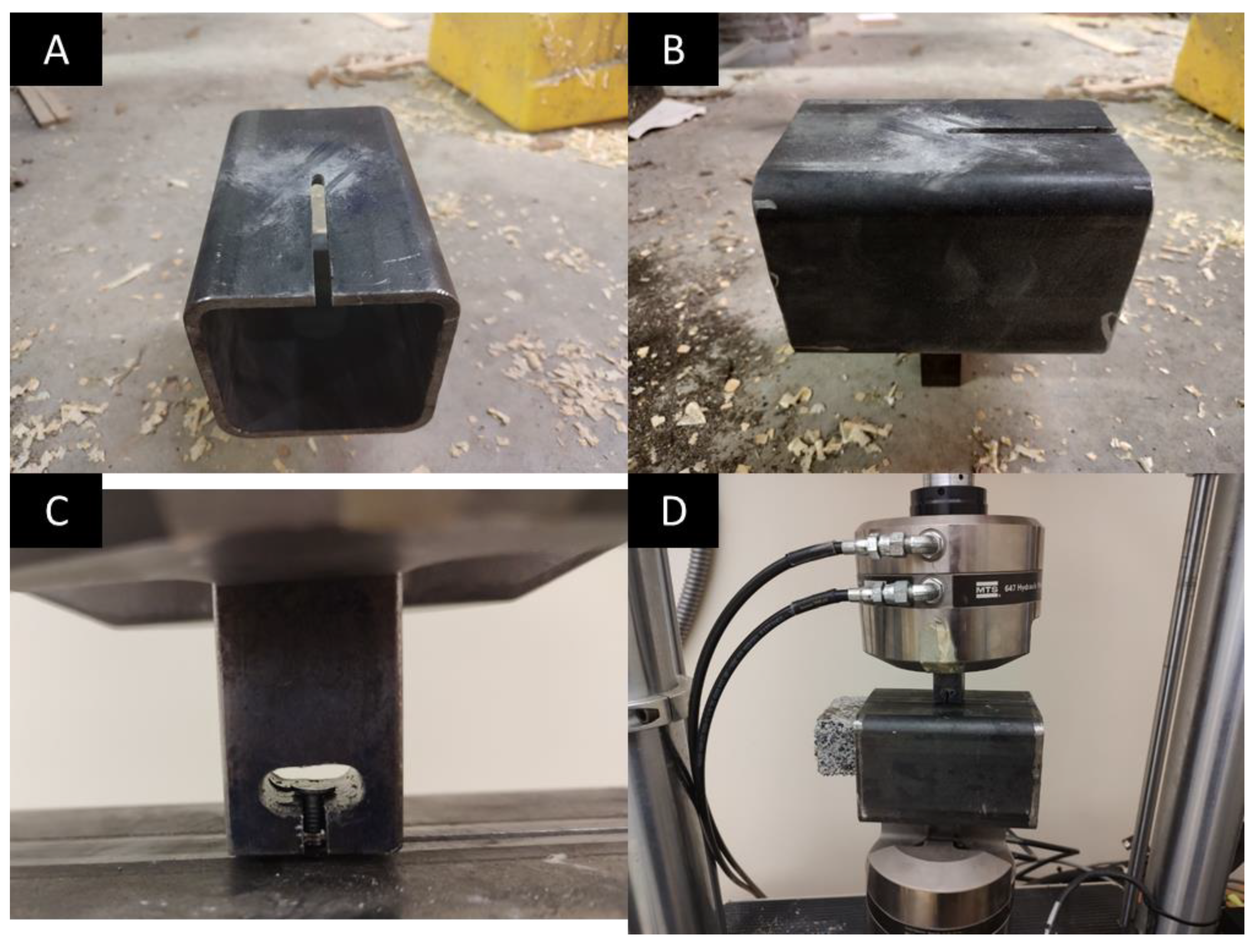
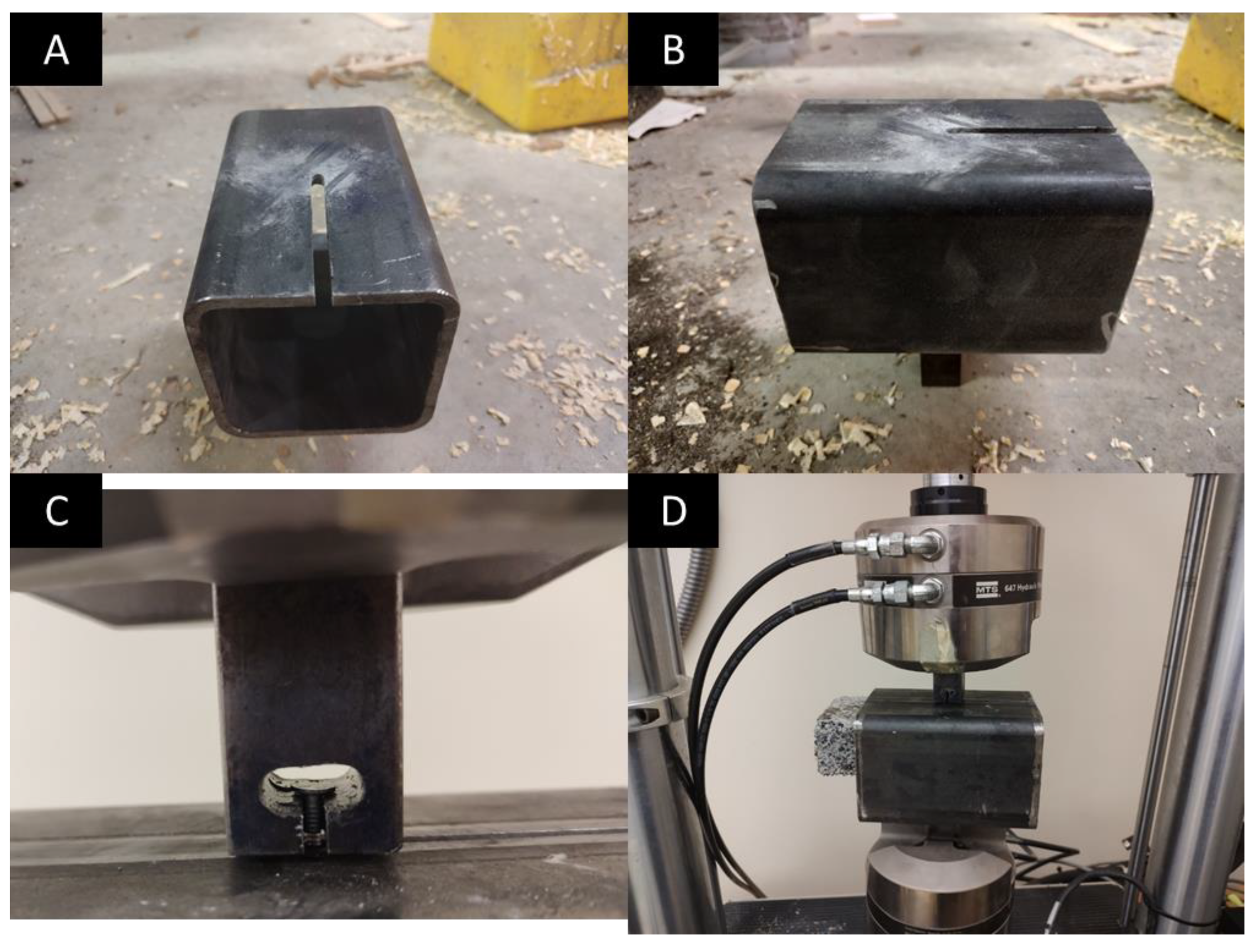
Figure 7A,B show the lower section of the withdrawal device. To simplify construction, a section of hollow, square, structural steel was purchased. The section shape was 102 mm × 102 mm × 6.3 mm (4 inches × 4 inches exterior dimensions with a 0.25-inch thickness). A 3 mm (0.125 inch) slot was milled into the shape, halfway through. A sample was placed inside the device with a nail protruding. The head was slipped into the device as shown in
Figure 7C so that the MTS 858 could withdraw the fastener, as shown in
Figure 7D.
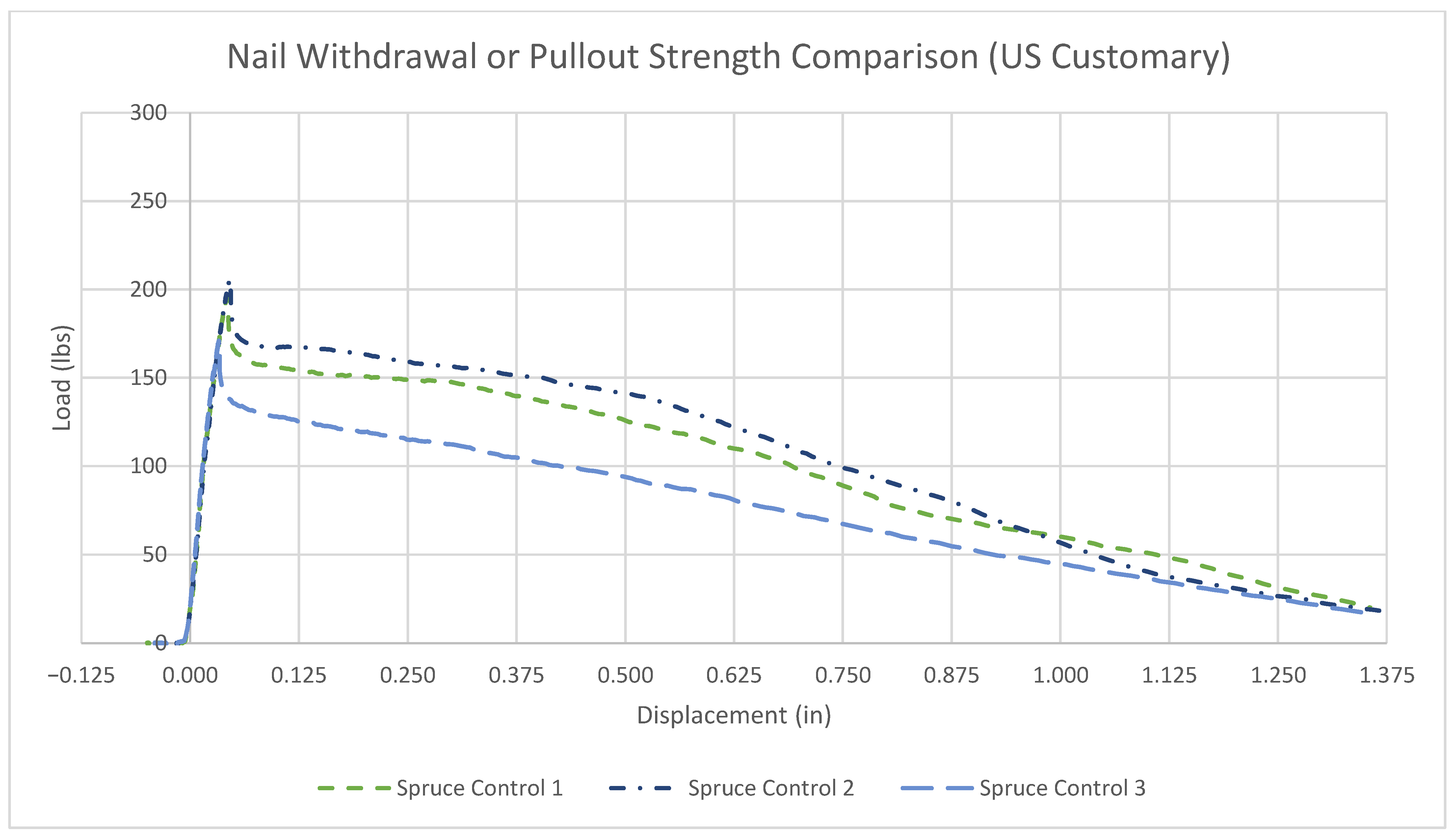
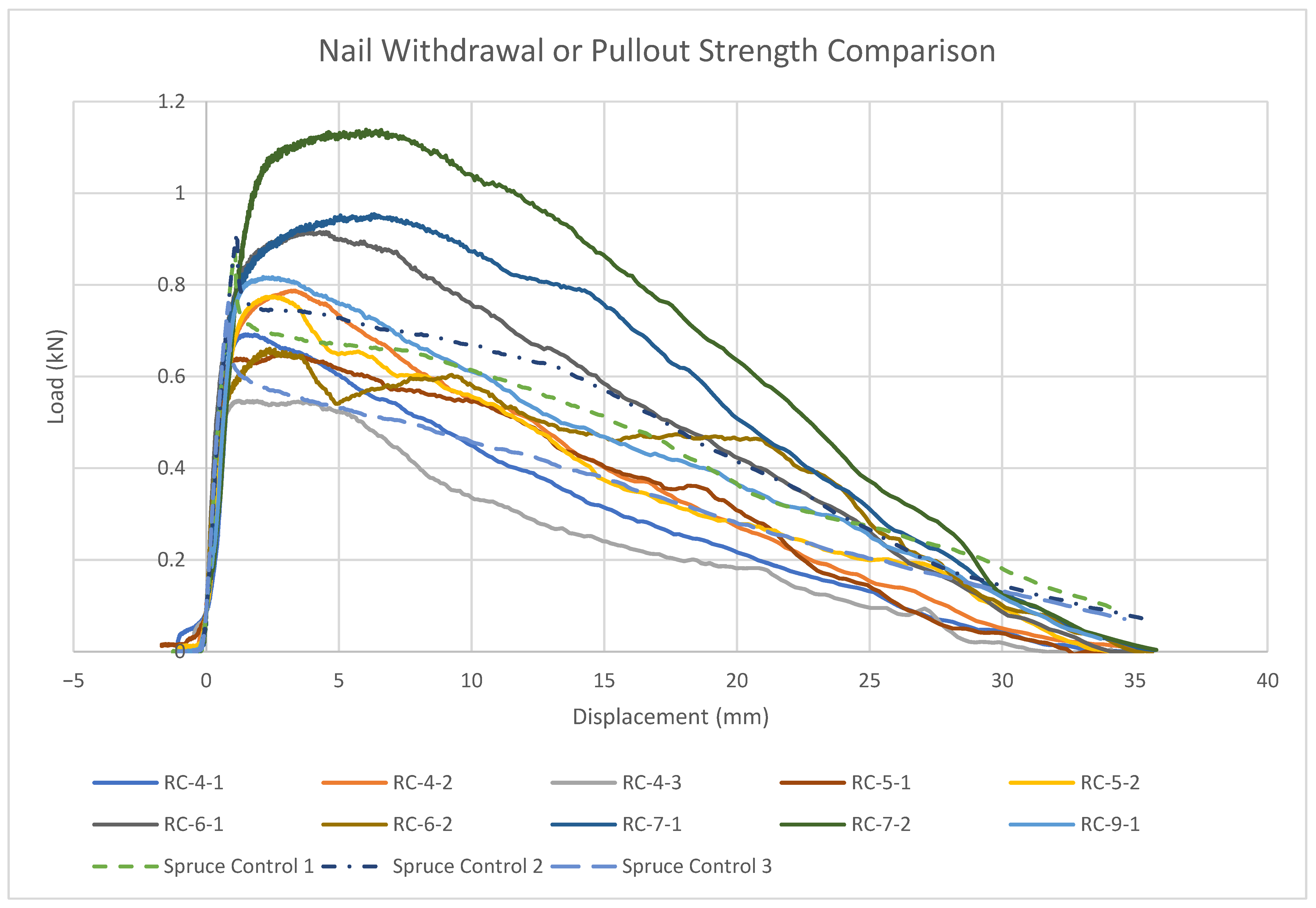
3.4. Pullout or Withdrawal Strength Methods
The nail withdrawal tests were conducted in a method similar to the testing method outlined by ASTM D1037. Due to the presence of available samples with dimensions smaller than the requirements of ASTM D1037, the dimensional requirements could not be met. However, the testing method was representative in that the nails included a standoff and tests were conducted on similarly sized samples of both concrete and wood.
The terminology used in this paper needs to be clarified regarding pullout or withdrawal strength. Throughout this paper, we refer to both terms. This stems from a difference in terminology used in the reinforced concrete and lumber industries. What we are specifically referring to is the ability of a material to resist the extraction of a fastener applied to said material. Within the reinforced concrete industry, the term used is often “pullout” strength, but within the lumber industry, the term used is “withdrawal” strength.
Because the material we are studying bridges a gap between the two industries, we use both terms as this research may be relevant to both groups.
While many fasteners can be used with wood, we tested smooth shank fasteners as these are the most commonly used type of nail. Many building codes allow for the use of smooth shank fasteners in most applications involving structural lumber.
The specific smooth shank fasteners tested were Metabo HPT 2–3/8″ × 0.113″ (60.3 mm length × 2.9 mm diameter) Plastic Strip, Full Round Head, Bright, Non-Coated, Smooth Shank.
The nails were driven using a Metabo Cordless Strip Nailer, though other fastener systems can be used, including pneumatic systems or a hammer. To drive the nail consistently to the same depth, the Metabo Cordless Strip Nailer was set to its minimum driving depth and a 12 mm thick strip of wood was held against the sample to produce the necessary minimum protrusion of approximately 20 mm.
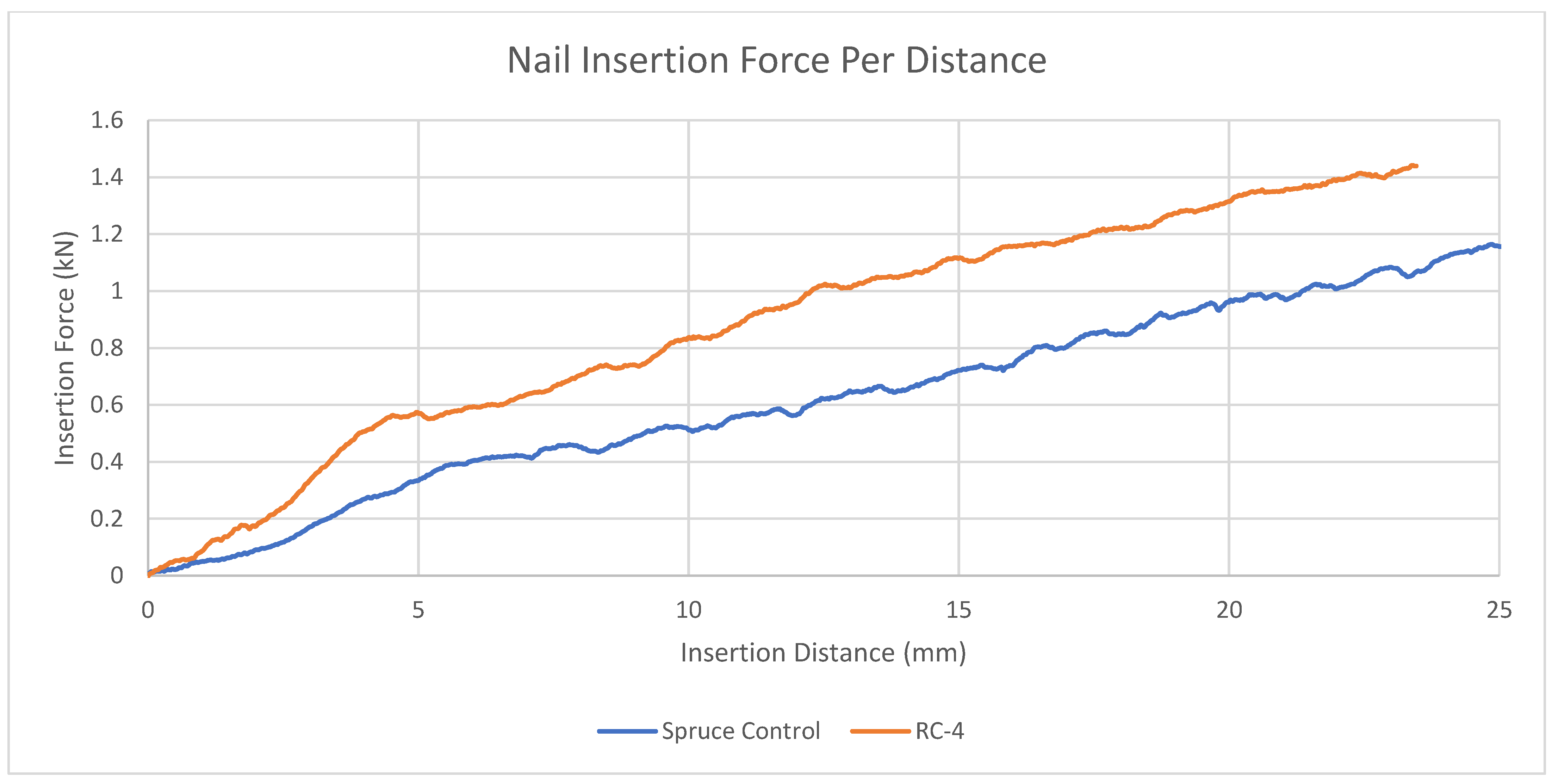
3.5. Nail Insertion Force Tests
Another concern is whether nails can be inserted into a material. This is a key feature of the nailable concrete concept; despite being composed of concrete, the material can be hammered by hand.
To test this concept, MTS 858 was again set up using the nail withdrawal fixture. A disk magnet was attached to the slot to discourage slipping of the nail. The device was run in compression mode to cause the nail to be inserted into the material instead of being withdrawn. The test setup can be seen in
Figure 8 below.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}