

Effect of Compatibilizer and Organoclay Reinforcement on Morphology and Properties of Styrene Copolymer Blends


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Nanocomposites
2.2.1. Extrusion Molding
2.2.2. Injection Molding
2.3. Characterization
2.3.1. Melt Flow Index (MFI)
2.3.2. X-ray Diffractometer (XRD)
2.3.3. Thermogravimetric Analysis (TGA)
2.3.4. Dynamic Mechanical Analysis (DMA)
2.3.5. Differential Scanning Calorimetry (DSC)
2.3.6. Tensile Test
3. Results and Discussion
3.1. Melt Flow Index (MFI)
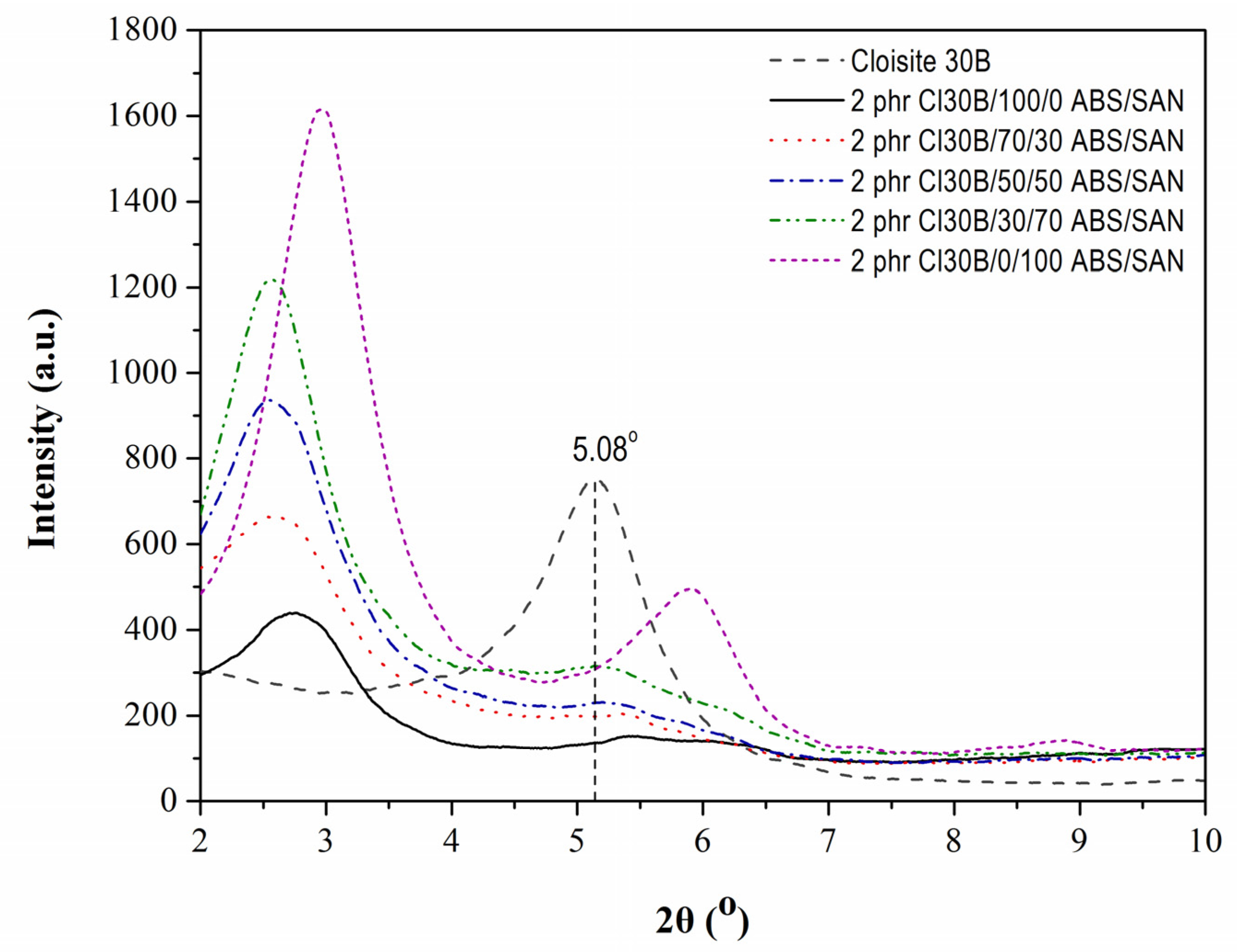
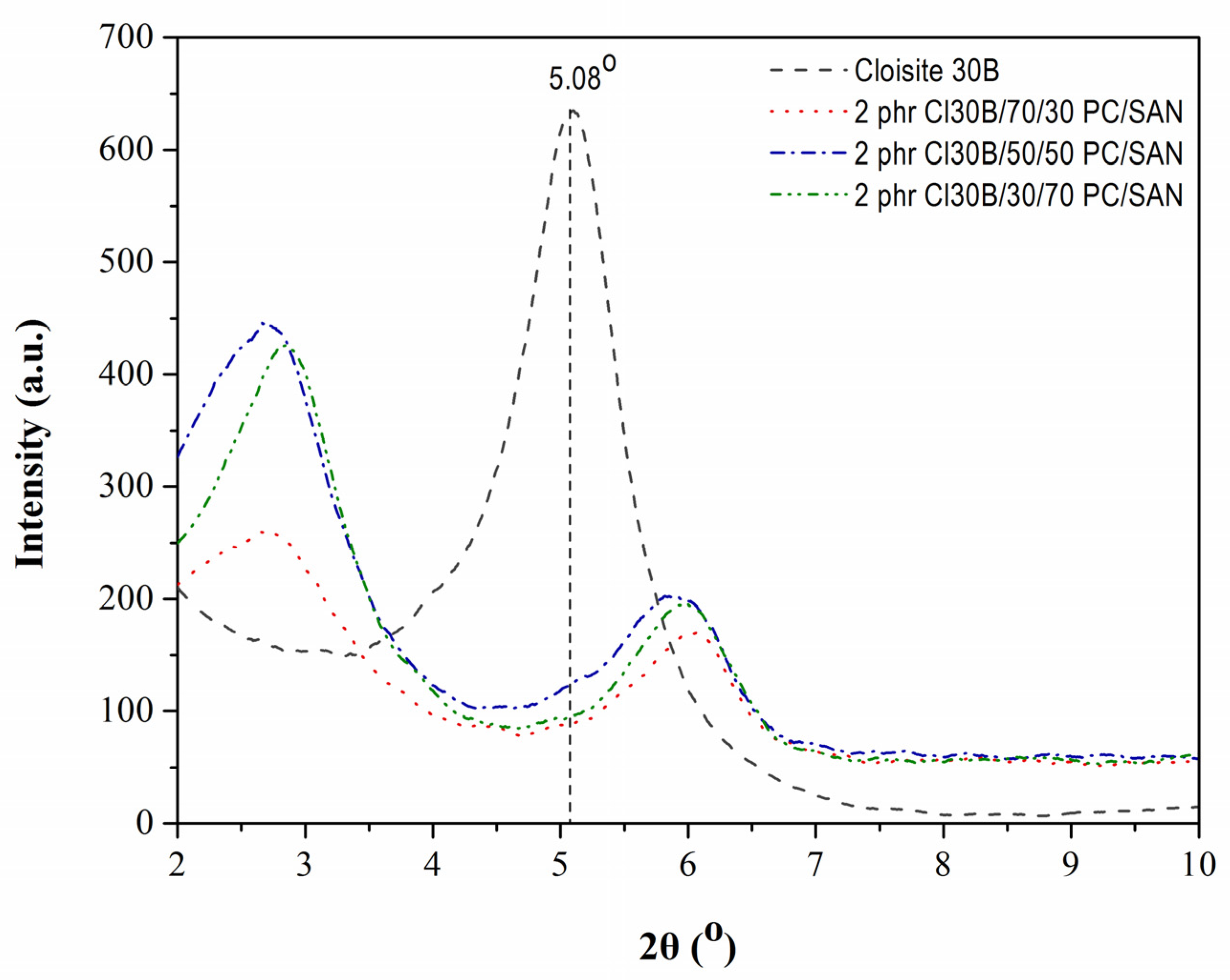
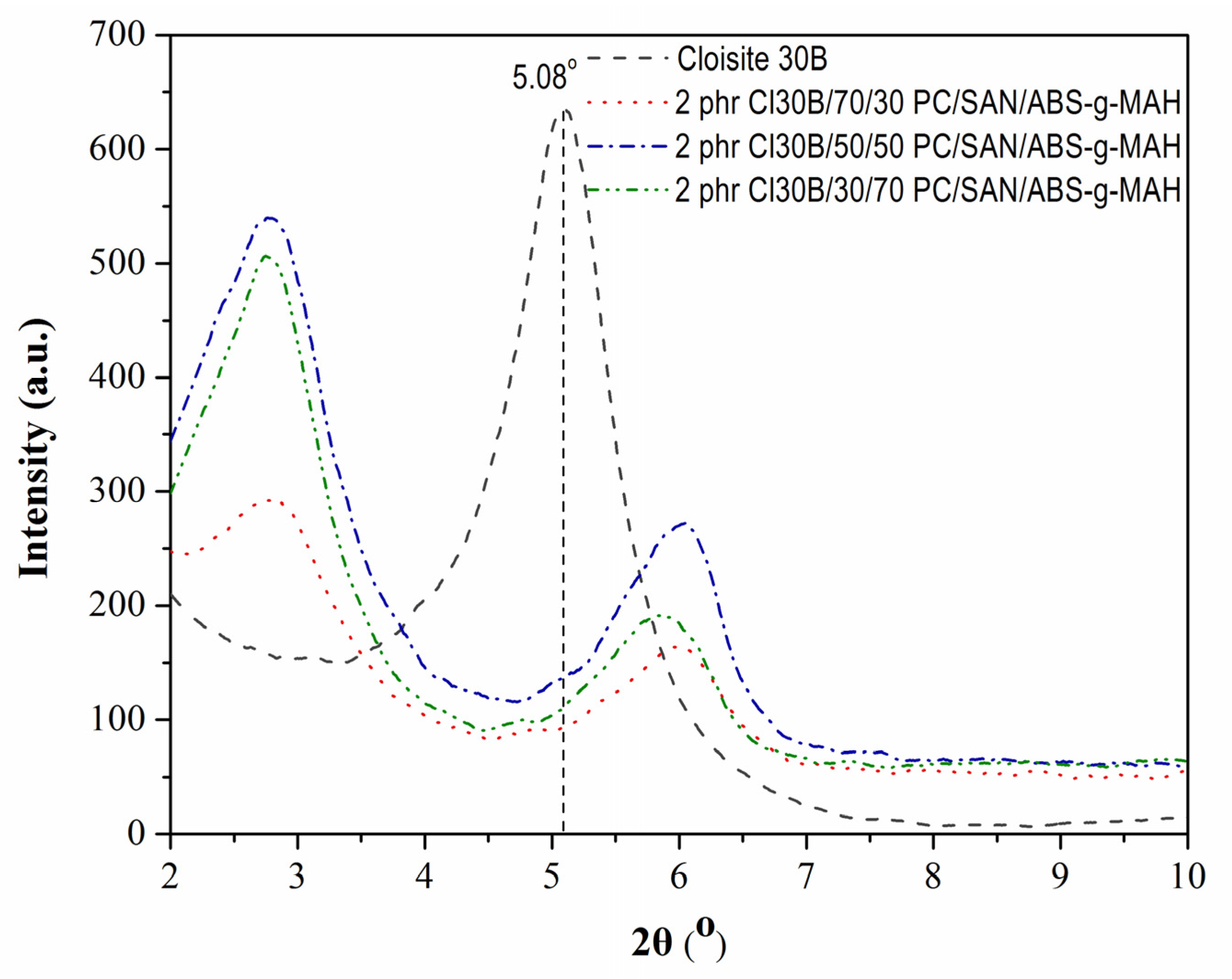
3.2. X-ray Diffraction (XRD)
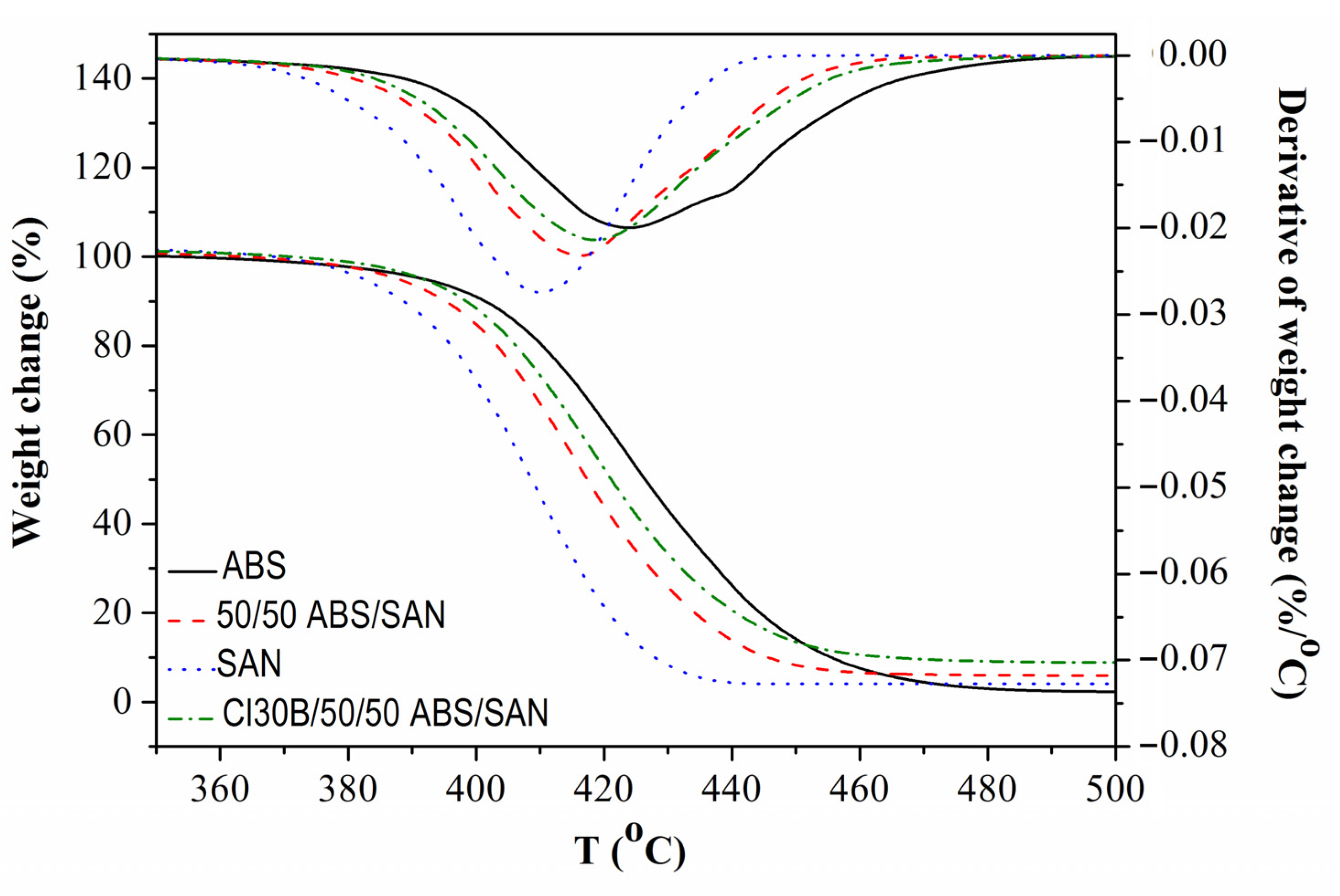
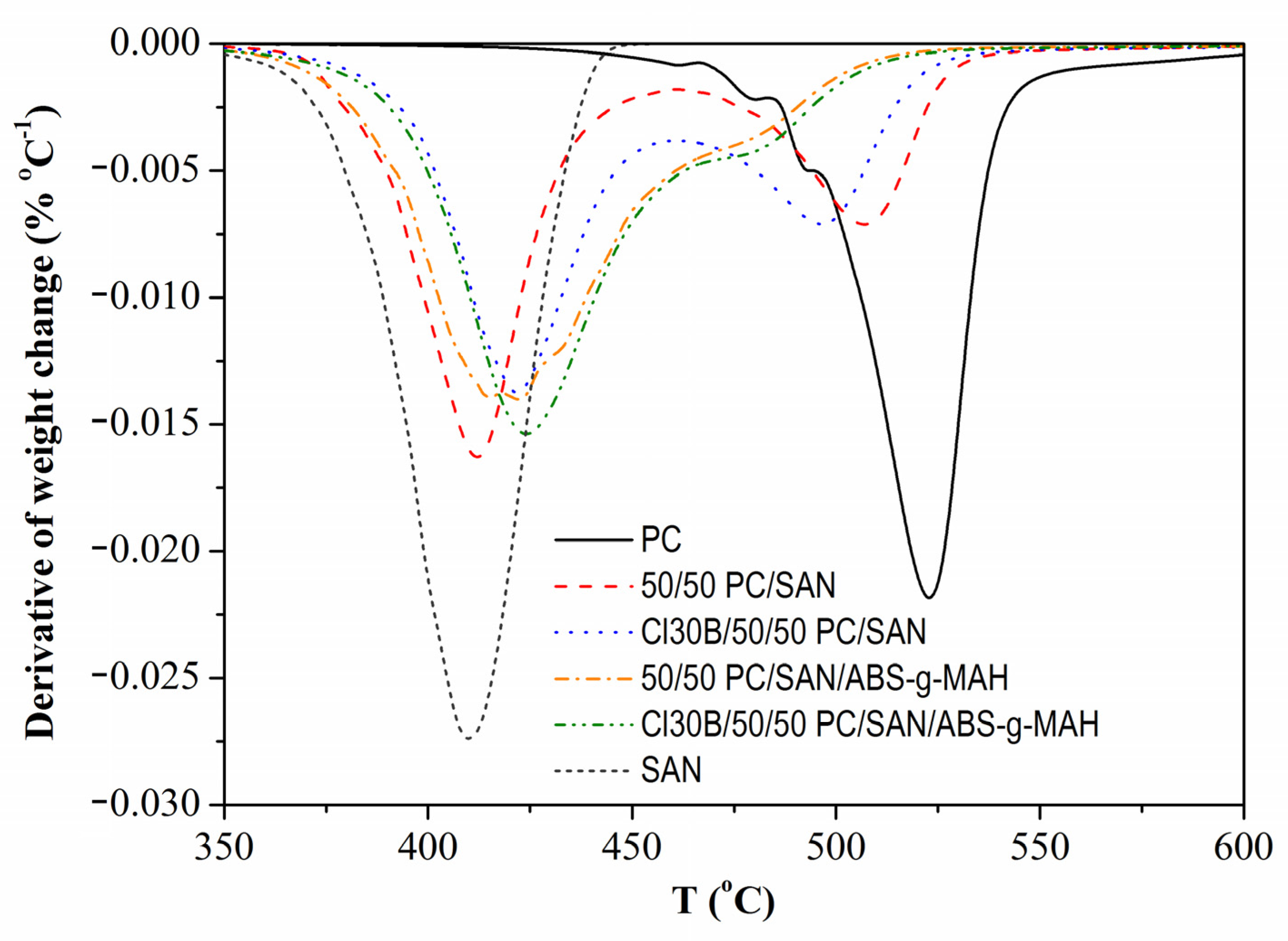
3.3. Thermogravimetric Analysis (TGA)
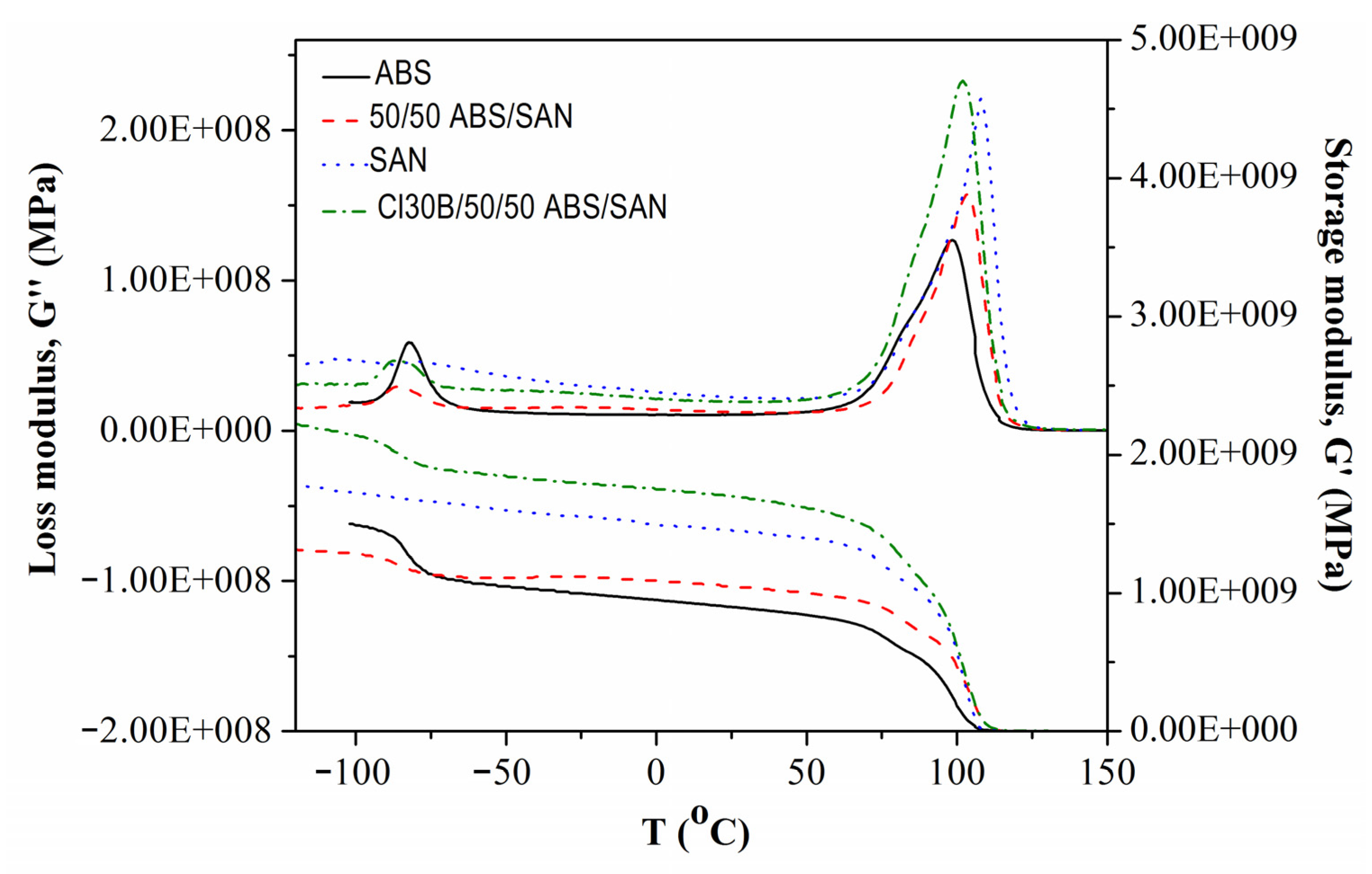
3.4. Dynamic Mechanical Analysis (DMA)
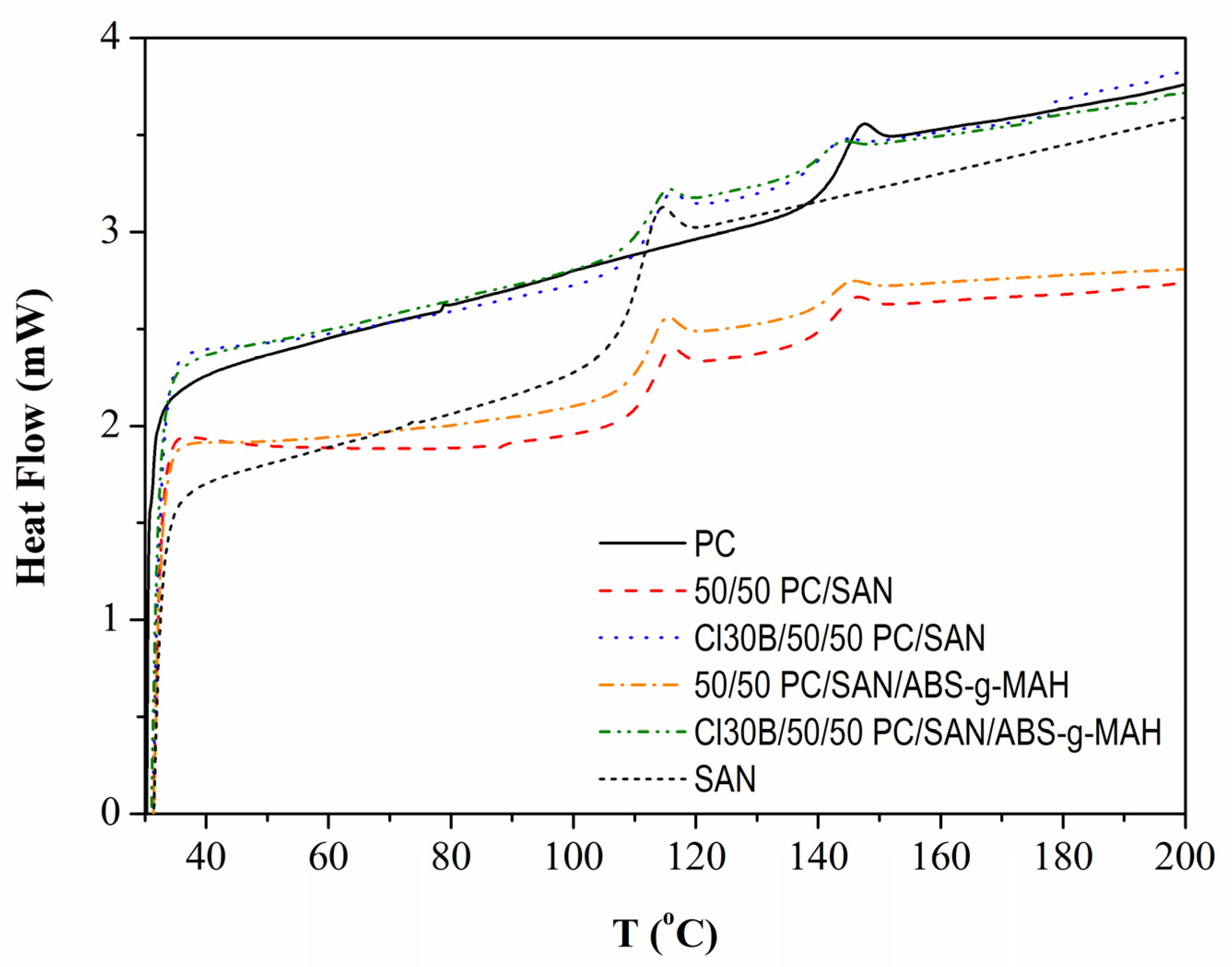
3.5. Differential Scanning Calorimetry (DSC)
3.6. Tensile Properties
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yin, N.; Zhang, Y.; Zhang, Y.; Zhang, X.; Zhou, W. Preparation and properties of PC/SAN alloy modified with styrene-ethylene-butylene-styrene block copolymer. J. Appl. Polym. Sci. 2007, 106, 637–643. [Google Scholar] [CrossRef]
- Yamakawa, R.S.; Correa, C.A.; Hage Jr., E. Influence of acrylonitrile-butadiene-styrene (ABS) morphology and poly(styrene-co-acrylonitrile) (SAN) content on fracture behavior of ABS/SAN blends. J. Appl. Polym. Sci. 2004, 92, 2606–2611. [Google Scholar] [CrossRef]
- Cândido, L.; Kindlein, W.; Demori, R.; Carli, L.; Mauler, R.; Oliveira, R. The recycling cycle of materials as a design project tool. J. Clean. Prod. 2011, 19, 1438–1445. [Google Scholar] [CrossRef]
- Nigam, I.; Nigam, D.; Marthur, G.N. Effect of Rubber Content of ABS on Properties of PC/ABS Blends. I. Rheological, Mechanical, and Thermal Properties. Polym. Plast. Technol. Eng. 2005, 44, 815–832. [Google Scholar] [CrossRef]
- Statler, D.; Stajduhar, E.; Gupta, R. Flame retardancy of polycarbonate upon repeated recycling. J. Fire Sci. 2008, 26, 331–350. [Google Scholar] [CrossRef]
- Sokol, R.; Nedbal, J.; Fähnrich, J.; Ilavský, M.; Kolańk, J. Effect of interphase interactions on the dielectric behaviour of polycarbonate/poly(styrene-co-acrylonitrile) blends. Polym. Bull. 2000, 44, 555–562. [Google Scholar] [CrossRef]
- Huang, J.C.; Hung, C.P. Melt Viscosities and Mechanical Properties of PC/SAN Blends. Int. J. Polym. Mater. 2000, 46, 683–694. [Google Scholar] [CrossRef]
- Watkins, V.H.; Hobbs, S.Y. Determination of interfacial tensions between BPA polycarbonate and styrene-acrylonitrile copolymers from capillary thread instability measurements. Polymer 1993, 34, 3955–3959. [Google Scholar] [CrossRef]
- Hanafy, G.M.; Madbouly, S.A.; Ougizawa, T.; Inoue, T. Effects of AN-contents and shear flow on the miscibility of PC/SAN blends. Polymer 2004, 45, 6879–6887. [Google Scholar] [CrossRef]
- Hanafy, G.M.; Madbouly, S.A.; Ougizawa, T.; Inoue, T. Effect of shear history on the morphology and coarsening behaviour of polycarbonate/poly(styrene-co-acrylonitrile) blend. Polymer 2005, 46, 705–712. [Google Scholar] [CrossRef]
- Takahashi, H.; Matsuoka, T.; Ohta, T.; Fukumori, K.; Kurauchi, T.; Kamigaito, O. Enhanced Compatibility of SAN and PC in Their Blends Exposed to Extremely High Shear Field. J. Appl. Polym. Sci. 1988, 36, 821–1831. [Google Scholar] [CrossRef]
- McLaughlin, K.W. The Influence of Microstructure on the Dynamic Mechanical Behavior of Polycarbonate/Poly(Styrene-Co-Acrylonitrile) Blends. Polym. Eng. Sci. 1989, 29, 1560–1568. [Google Scholar] [CrossRef]
- Lin, D.; Cheng, H.; Zou, F.; Ning, W.; Han, C.C. Morphology evolution of a bisphenol A polycarbonate/poly(styrene-co-acrylonitrile) blend under shear and after shear cessation. Polymer 2012, 53, 1298–1305. [Google Scholar] [CrossRef]
- Wildes, G.; Keskkula, H.; Paul, D.R. Morphology of PC/SAN Blends: Effect of Reactive Compatibilization, SAN Concentration, Processing, and Viscosity Ratio. J. Polym. Sci. Part B Polym. Phys. 1999, 37, 71–82. [Google Scholar] [CrossRef]
- Wildes, G.; Keskkula, H.; Paul, D.R. Fracture characterization of PC/ABS blends: Effect of reactive compatibilization, ABS type and rubber concentration. Polymer 1999, 40, 5609–5621. [Google Scholar] [CrossRef]
- Utracki, L.A. Clay-Containing Polymeric Nanocomposites; Rapra Technology Limited: Crewe, UK, 2004; Volume 1. [Google Scholar]
- Lin, D.; Boschetti-de-Fierrro, A.; Alexandre, M.; Abetz, C.; Böttcher, H.; Abetz, V.; Urbanczyk, L.; Jérôme, C.; Han, C.C. Morphology and mechanical properties of bisphenol A polycarbonate/poly(styrene-co-acrylonitrile) blends based clay nanocomposites. Compos. Sci. Technol. 2011, 71, 1893–18971. [Google Scholar] [CrossRef]
- Balakrishnan, S.; Neelakantan, N.R.; Saheb, D.N.; Jog, J.P. Rheological and morphological behavior of blends of polycarbonate with unmodified and maleic anhydride grafted ABS. Polymer 1998, 39, 5765–5771. [Google Scholar] [CrossRef]
- Paiva, M.C.; Cunha, E.P.; Voigt, O.; Liebscher, M.; Simon, F.; Pionteck, J.; Pötschke, P. Melt mixing functionalized graphite nanoplates into PC/SAN blends. AIP Conf. Proc. 2017, 1914, 030019. [Google Scholar]
- Liebscher, M.; Blais, M.-O.; Pötschke, P.; Heinrich, G. A morphological study on the dispersion and selective localization behavior of graphene nanoplatelets in immiscible polymer blends of PC and SAN. Polymer 2013, 54, 5875–5882. [Google Scholar] [CrossRef]
- Liebscher, M.; Tzounis, L.; Pötschke, P.; Heinrich, G. Influence of the viscosity ratio in PC/SAN blends filled with MWCNTs on the morphological, electrical, and melt rheological properties. Polymer 2013, 54, 6801–6808. [Google Scholar] [CrossRef]
- Liebscher, M.; Domurath, J.; Krause, B.; Saphiannikova, M.; Heinrich, G.; Pötschke, P. Electrical and melt rheological characterization of PC and co-continuous PC/SAN blends filled with CNTs: Relationship between melt-mixing parameters, filler dispersion, and filler aspect ratio. J. Polym. Sci. Part B Polym. Phys. 2018, 56, 79–88. [Google Scholar] [CrossRef]
- Lee, J.W.; Lee, S.; Kim, H. Effect of mixing protocol on the morphology development of multi-walled carbon nanotubes incorporated ternary blends of polycarbonate, styrene-acrylonitrile, and poly(methyl methacrylate) in a twin screw extruder. Korea Aust. Rheol. J. 2021, 33, 143–150. [Google Scholar] [CrossRef]
- Feyz, E.; Jahani, Y.; Esfandeh, M.; Ghafelehbashi, M.; Jafari, S.H. Study of the Viscoelastic Properties of PC/ABS Blend Containing Triphenyl Phosphate and Nanoclay and Its Correlation with Morpholgy. J. Appl. Polym. Sci. 2010, 118, 1796–1804. [Google Scholar]
- He, X.J.; Wang, L.J.; Xie, X.L.; Zhang, K. Investigation of thermal property and flame retardancy of ABS/montmorillonite nanocomposites. Plast. Rubber Compos. 2010, 39, 54–60. [Google Scholar] [CrossRef]
- Ambre, A.; Jagtap, R.; Dewagan, B. ABS Nanocomposites Containing Modified Clay. J. Reinf. Plast. Comp. 2009, 28, 343–352. [Google Scholar] [CrossRef]
- Lim, S.K.; Hong, E.P.; Song, Y.H.; Park, B.J.; Choi, H.J.; Chin, I.J. Preparation and Interaction Characteristics of Exfoliated ABS/Organoclay Nanocomposite. Polym. Eng. Sci. 2010, 50, 504–512. [Google Scholar] [CrossRef]
- Sanchez, S.; Ibarra, R.; Solis, F.; Cordoba, L. Conventional Processing and Rheology of Nanocomposites ABS/Montmorillonite. ANTEC 2009, 1, 453–459. [Google Scholar]
- Patino-Soto, A.P.; Sanchez-Valdes, S.; Ramos-DeValle, L.F. Morphological and Thermal Properties of ABS/Montmorillonite Nanocomposites Using Two Different ABS Polymers and Four Different Montmorillonite Clays. J. Polym. Sci. Part B Polym. Phys. 2008, 46, 190–200. [Google Scholar] [CrossRef]
- Lee, K.M.; Han, C.D. Effect of hydrogen bonding on the rheology of polycarbonate/organoclay nanocomposites. Polymer 2003, 44, 4573–4588. [Google Scholar] [CrossRef]
- Saadat, A.; Nazockdast, H.; Sepehr, F.; Mehranpour, M. Linear and Nonlinear Melt Rheology and Extrudate Swell of Acrylonitrile-Butadiene-Styrene and Organoclay-Filled Acrylonitrile-Butadiene-Styrene Nanocomposite. Polym. Eng. Sci. 2010, 50, 2340–2349. [Google Scholar] [CrossRef]
- Ozkaraca, A.C.; Kaynak, C. Contribution of Nanoclays to the Performance of Traditional Flame Retardants in ABS. Polym. Comp. 2012, 33, 420–429. [Google Scholar] [CrossRef]
- Wang, S.; Hu, Y.; Song, L.; Liu, J.; Chen, Z.; Fan, W. Study on the Dynamic Self-Organization of Montmorillonite in Two Phases. J. Appl. Polym. Sci. 2004, 91, 1457–1462. [Google Scholar] [CrossRef]
- Bourbigot, S.; Vanderhart, D.L.; Gilman, J.W.; Bellayer, S.; Stretz, H.; Paul, D.R. Solid state NMR characterization and flammability of styrene-acrylonitrile copolymer montmorillonite nanocomposite. Polymer 2004, 45, 7627–7638. [Google Scholar] [CrossRef]
- Zhang, J.; Jiang, D.D.; Wang, D.; Wilkie, C.A. Styrenic polymer nanocomposites based on an oligomerically-modified clay with high inorganic content. Polym. Degrad. Stab. 2006, 91, 2665–2674. [Google Scholar] [CrossRef]
- Kim, H.-S.; Park, B.H.; Choi, J.H.; Yoon, J.-S. Preparation and Mechanical Properties of Acrylonitrile-Butadiene-Styrene Copolymer/Clay Nanocomposites. J. Appl. Polym. Sci. 2008, 107, 2539–2544. [Google Scholar] [CrossRef]
- Guo, T.; Hao, G.; Song, M.; Zhang, B. Amphiphilic Poly(styrene-b-ethlene oxide)-Block-Compolymer-Intercalated Layered Silicate and Its Nanocomposites with Acrylonitrile-Butadiene-Styrene Resin. J. Appl. Polym. Sci. 2004, 94, 238–242. [Google Scholar] [CrossRef]
- Nayak, S.K.; Mohanty, S.; Samal, S.K. Mechanical and Thermal Properties Enhancement of Polycarbonate Nanocomposites Prepared by Melt Compounding. J. Appl. Polym. Sci. 2010, 117, 2101–2112. [Google Scholar] [CrossRef]
- Choi, Y.S.; Xub, M.; Chung, I.J. Synthesis of exfoliated acrylonitrile-butadiene-styrene copolymer (ABS) clay nanocomposites: Role of clay as a colloidal stabilizer. Polymer 2005, 46, 531–538. [Google Scholar] [CrossRef]
- Liu, M.; Zhang, X.; Zammarano, M.; Gilman, J.W.; Davis, R.D.; Kashiwagi, T. Effect of montmorillonite dispersion on flammability properties of poly(styrene-co-acrylonitrile) nanocomposites. Polymer 2011, 52, 3092–3103. [Google Scholar] [CrossRef]
- Mainil, M.; Urbanczyk, L.; Calberg, C.; Germain, A.; Jerome, C.; Bourbigot, S.; Devaux, J.; Sclavons, M. Morphology and Properties of SAN-Clay Nanocomposites Prepared Principally by Water-Assisted Extrusion. Polym. Eng. Sci. 2010, 50, 10–21. [Google Scholar] [CrossRef]
- Tiwari, R.R.; Natarajan, U. Effect of Organic Modifiers and Silicate Type on Filler Dispersion, Thermal, and Mechanical Properties of ABS-Clay Nanocomposites. J. Appl. Polym. Sci. 2008, 110, 2374–2383. [Google Scholar] [CrossRef]
- Modesti, M.; Besco, S.; Lorenzetti, A.; Zammarano, M.; Causin, V.; Marega, C.; Gilman, J.W.; Fox, D.M.; Trulove, P.C.; De Long, H.C.; et al. Imidazolium-modified clay-based ABS nanocomposites: A comparison between melt-blending and solution-sonication processes. Polym. Adv. Technol. 2008, 19, 1576–1583. [Google Scholar] [CrossRef]
- Modesti, M.; Besco, S.; Lorenzetti, A.; Causin, V.; Marega, C.; Gilman, J.W.; Fox, D.M.; Trulove, P.C.; De Long, H.C.; Zammarano, M. ABS/clay nanocomposites obtained by a solution technique: Influence of clay organic modifiers. Polym. Degrad. Stab. 2007, 92, 2206–2213. [Google Scholar] [CrossRef]
- Hameed, N.; Sreekumar, P.A.; Francis, B.; Yang, W.; Thomas, S. Morphology, dynamic mechanical and thermal studies on poly(styrene-co-acrylonitrile) modified epoxy resin/glass fibre composites. Compos. Part A Appl. Sci. Manuf. 2007, 38, 2422–2432. [Google Scholar] [CrossRef]
- Callaghan, T.A.; Takakuwa, K.; Paul, D.R.; Padwa, A.R. Polycarbonate-SAN copolymer interaction. Polymer 1993, 34, 3796–3808. [Google Scholar] [CrossRef]
- Skochdopole, R.E.; Finch, C.R.; Marshall, J. Properties and Morphology of Some Injection-Molded Polycarbonate-Styrene Acrylonitrile Copolymer Blends. Polym. Eng. Sci. 1987, 27, 627–631. [Google Scholar] [CrossRef]
- Keitz, J.D.; Barlow, J.W.; Paul, D.R. Polycarbonate Blends with Styrene/Acrylonitrile Copolymers. J. Appl. Polym. Sci. 1984, 29, 3131–3145. [Google Scholar] [CrossRef]
- Kim, W.N.; Burns, C.M. Thermal Behavior, Morphology, and Some Melt Properties of Blends of Polycarbonate with Poly(Styrene-Co-Acrylonitrile) and Poly(Acrylonitrile-Butadiene-Styrene). Polym. Eng. Sci. 1988, 28, 1115–1127. [Google Scholar] [CrossRef]
- Huang, J.-C.; Wang, M.-S. Recent Advances in ABS/PC Blends. Adv. Polym. Technol. 1989, 9, 293–299. [Google Scholar] [CrossRef]
- Kim, W.Y.; Lee, D.S. Morphology and mechanical property of the polycarbonate/poly(styrene-co-acrylonitrile) blend containing poly(e-caprolactone). Polym. Bull. 1991, 26, 701–707. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 2 Compat. (%) | OMMT (phr) | MFIABS/SAN at 200 °C, 5 kg (g*10 min−1) | |||||
|---|---|---|---|---|---|---|---|
| 100/0 | 70/30 | 50/50 | 30/70 | 0/100 | |||
| 0 | 0 | 2.01 ± 0.16 | 2.03 ± 0.05 1.90 1 | 1.99 ± 0.07 1.82 1 | 1.85 ± 0.06 1.74 1 | 1.63 ± 0.08 | |
| 2 | 1.57 ± 0.11 | 1.79 ± 0.04 | 1.76 ± 0.02 | 1.60 ± 0.02 | 1.55 ± 0.08 | ||
| MFIPC/SAN at 260 °C, 2.16 kg (g*10 min−1) | |||||||
| 0 | 0 | 70/30 | 50/50 | 30/70 | |||
| 9.64 ± 0.63 8.80 1 | 14.60 ± 0.52 10.83 1 | 15.53 ± 0.58 12.85 1 | |||||
| 2 | 10.48 ± 0.65 | 16.52 ± 0.81 | 14.91 ± 0.52 | ||||
| 10 | 0 | 7.26 ± 0.36 | 9.61 ± 0.49 | 11.72 ± 0.78 | |||
| 2 | 8.86 ± 0.33 | 10.45 ± 0.30 | 10.29 ± 0.41 | ||||
| PC (260 °C, 2.16 kg) | 5.45 ± 0.33 | SAN (260 °C, 2.16 kg) | 15.89 ± 0.81 | 2 Compat. (270 °C, 5 kg) | 5.45 ± 0.33 | ||
| 2 Compat. (%) | OMMT (phr) | Tonset (°C) | |||
|---|---|---|---|---|---|
| 70/30 | 50/50 | 30/70 | |||
| 0 | 0 | 405.3 ± 0.50 470.0 1 | 388.7 ± 0.05 447.4 1 | 393.7 ± 1.38 424.8 1 | |
| 2 | 409.6 ± 1.21 | 403.3 ± 0.32 | 403.0 ± 0.25 | ||
| 10 | 0 | 403.2 ± 1.05 | 394.3 ± 1.52 | 393.1 ± 0.40 | |
| 2 | 406.4 ± 0.01 | 404.2 ± 1.22 | 402.5 ± 0.29 | ||
| PC | 503.8 ± 0.79 | SAN | 391.0 ± 0.40 | 2 Compat. | 404.7 ± 1.60 |
| 2 Compat. (%) | OMMT (phr) | Residue (%) | |||
|---|---|---|---|---|---|
| 70/30 | 50/50 | 30/70 | |||
| 0 | 0 | 18.51 ± 1.98 20.57 1 | 12.14 ± 1.06 15.89 1 | 11.37 ± 0.14 11.21 1 | |
| 2 | 18.41 ± 0.73 | 11.88 ± 0.66 | 10.08 ± 2.12 | ||
| 10 | 0 | 14.56 ± 0.98 | 7.72 ± 0.87 | 5.00 ± 1.84 | |
| 2 | 14.8 ± 1.28 | 10.96 ± 0.71 | 7.20 ± 0.04 | ||
| PC | 27.59 ± 0.12 | SAN | 4.19 ± 0.63 | 2 Compat. | 2.59 ± 0.67 |
| Compat. (ABS-g-MAH) (%) | OMMT (phr) | wSAN in PC Phase | wPC in SAN Phase | ||||
|---|---|---|---|---|---|---|---|
| PC/SAN (w/w) | |||||||
| 70/30 | 50/50 | 30/70 | 70/30 | 50/50 | 30/70 | ||
| 0 | 0 | 0.03 | 0.03 | 0.07 | 0.10 | 0.09 | 0.03 |
| 2 | 0.11 | 0.10 | 0.16 | 0.03 | 0.07 | 0.02 | |
| 10 | 0 | 0.05 | 0.05 | 0.08 | 0.04 | 0.04 | 0.01 |
| 2 | 0.12 | 0.09 | 0.16 | 0.04 | 0.02 | 0.01 | |
| OMMT (phr) | ABS/SAN (w/w) | ||||
|---|---|---|---|---|---|
| 100/0 | 70/30 | 50/50 | 30/70 | 0/100 | |
| Tensile strength (MPa) | |||||
| 0 | 46.77 ± 0.22 | 59.85 ± 0.25 59.61 1 | 66.58 ± 1.10 68.18 1 | 75.21 ± 0.30 76.74 1 | 89.58 ± 1.78 |
| 2 | 47.19 ± 0.43 | 62.08 ± 2.30 | 67.24 ± 0.00 | 74.87 ± 0.33 | 2 |
| Young’s modulus (MPa) | |||||
| 0 | 2105.42 ± 70.44 | 2321.47 ± 137.25 2284.77 1 | 2579.22 ± 16.43 2404.34 1 | 2822.32 ± 106.97 2523.90 1 | 2703.25 ± 108.87 |
| 2 | 2321.47 ± 137.25 | 2746.40 ± 138.33 | 3111.11 ± 94.30 | 3197.77 ± 52.50 | 2 |
| Tensile strain (%) | |||||
| 0 | 13.21 ± 3.15 | 10.68 ± 1.63 10.57 1 | 8.90 ± 0.55 8.81 1 | 8.01 ± 0.91 7.05 1 | 4.41 ± 0.28 |
| 2 | 5.67 ± 1.46 | 5.29 ± 0.23 | 8.48 ± 1.24 | 6.49 ± 0.37 | 2 |
| Compat. | OMMT (phr) | PC/SAN (w/w) | ||
|---|---|---|---|---|
| (%) | 70/30 | 50/50 | 30/70 | |
| Tensile strength (MPa) | ||||
| 0 | 0 | 76.07 ± 0.51 72.18 1 | 81.13 ± 0.78 77.15 1 | 83.62 ± 4.29 82.12 1 |
| 2 | 76.73 ± 0.68 | 74.77 ± 6.56 | 2 | |
| 10 | 0 | 66.31 ± 0.48 | 71.17 ± 0.32 | 75.34 ± 0.90 |
| 2 | 68.98 ± 0.47 | 74.04 ± 0.43 | 73.03 ± 0.13 | |
| PC | 64.72 ± 0.52 | SAN | 89.58 ± 1.78 | |
| Young’s modulus (MPa) | ||||
| 0 | 0 | 2417.84 ± 58.03 2164.30 1 | 2699.19 ± 138.71 2318.29 1 | 3087.00 ± 120.98 2472.27 |
| 2 | 2850.57 ± 160.45 | 3298.55 ± 86.69 | 2 | |
| 10 | 0 | 2391.91 ± 66.24 | 2654.94 ± 9.52 | 2589.24 ± 83.41 |
| 2 | 2570.75 ± 97.07 | 2593.40 ± 53.90 | 2837.91 ± 46.33 | |
| PC | 1933.32 ± 87.28 | SAN | 2703.25 ± 108.87 | |
| Tensile strain (%) | ||||
| 0 | 0 | 27.74 ± 1.86 17.12 1 | 4.99 ± 0.32 13.49 1 | 3.76 ± 1.03 9.86 1 |
| 2 | 32.1 ± 4.74 | 4.01 ± 0.88 | 2 | |
| 10 | 0 | 33.28 ± 3.28 | 13.34 ± 2.20 | 10.58 ± 0.2 |
| 2 | 37.24 ± 3.79 | 10.98 ± 1.02 | 3.25 ± 0.98 | |
| PC | 22.57 ± 3.04 | SAN | 4.41 ± 0.28 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Triantou, M.; Gavriel, M.; Tarantili, P.A. Effect of Compatibilizer and Organoclay Reinforcement on Morphology and Properties of Styrene Copolymer Blends. J. Compos. Sci. 2023, 7, 36. https://doi.org/10.3390/jcs7010036
Triantou M, Gavriel M, Tarantili PA. Effect of Compatibilizer and Organoclay Reinforcement on Morphology and Properties of Styrene Copolymer Blends. Journal of Composites Science. 2023; 7(1):36. https://doi.org/10.3390/jcs7010036
Chicago/Turabian StyleTriantou, Marianna, Marios Gavriel, and Petroula A. Tarantili. 2023. "Effect of Compatibilizer and Organoclay Reinforcement on Morphology and Properties of Styrene Copolymer Blends" Journal of Composites Science 7, no. 1: 36. https://doi.org/10.3390/jcs7010036
APA StyleTriantou, M., Gavriel, M., & Tarantili, P. A. (2023). Effect of Compatibilizer and Organoclay Reinforcement on Morphology and Properties of Styrene Copolymer Blends. Journal of Composites Science, 7(1), 36. https://doi.org/10.3390/jcs7010036