
Development and Characterization of PHB-PLA/Corncob Composite for Fused Filament Fabrication



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
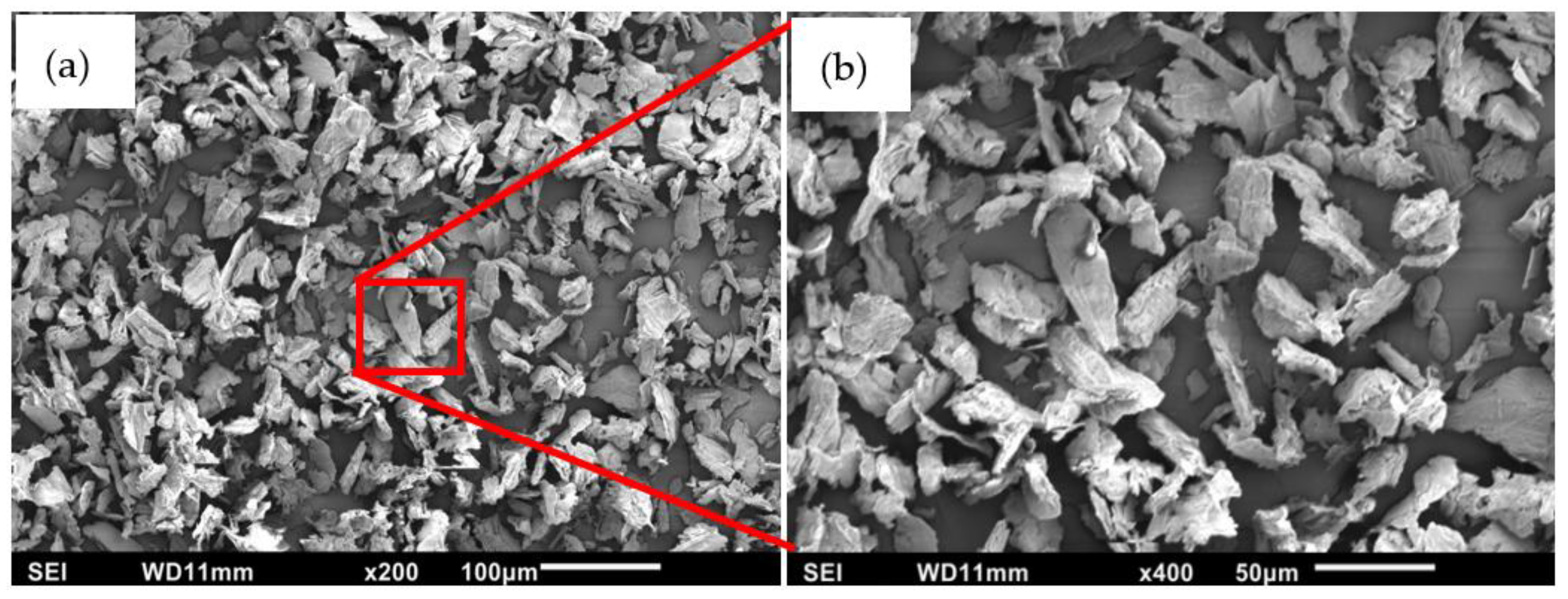
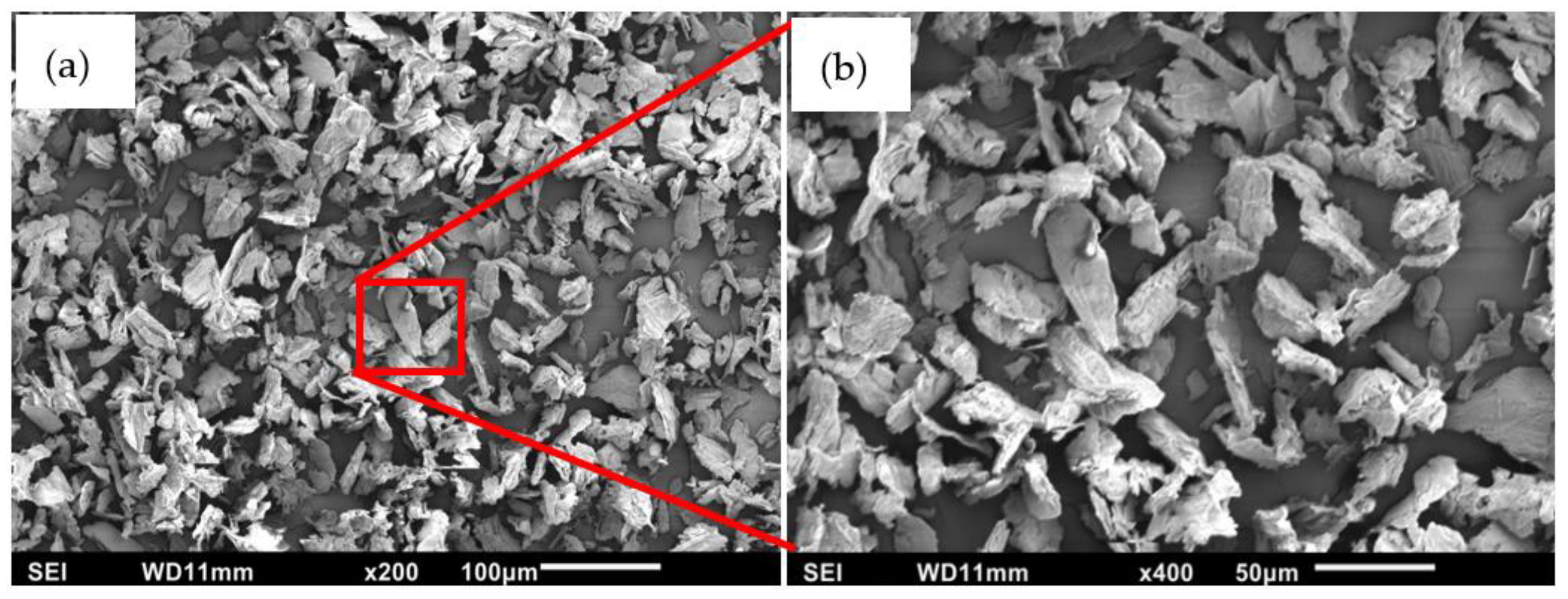
2.2. Filler Preparation and Analysis
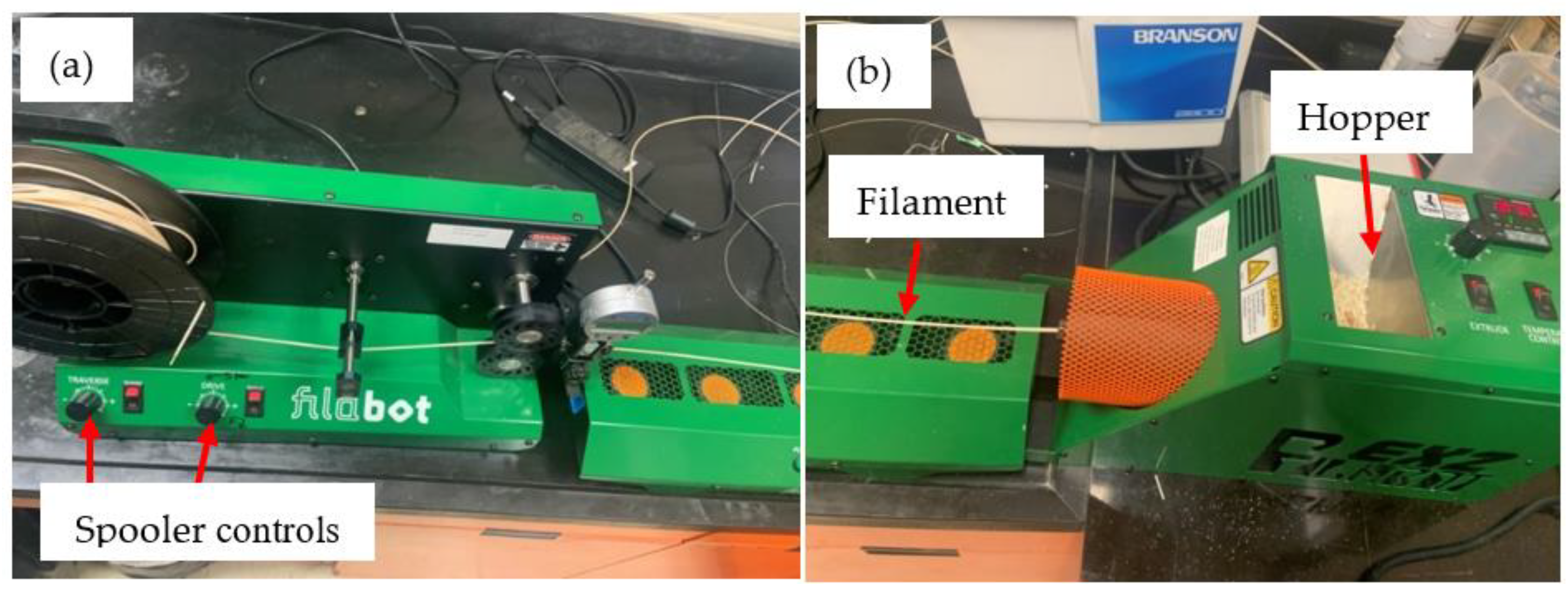
2.3. Preliminary Tests on Filaments
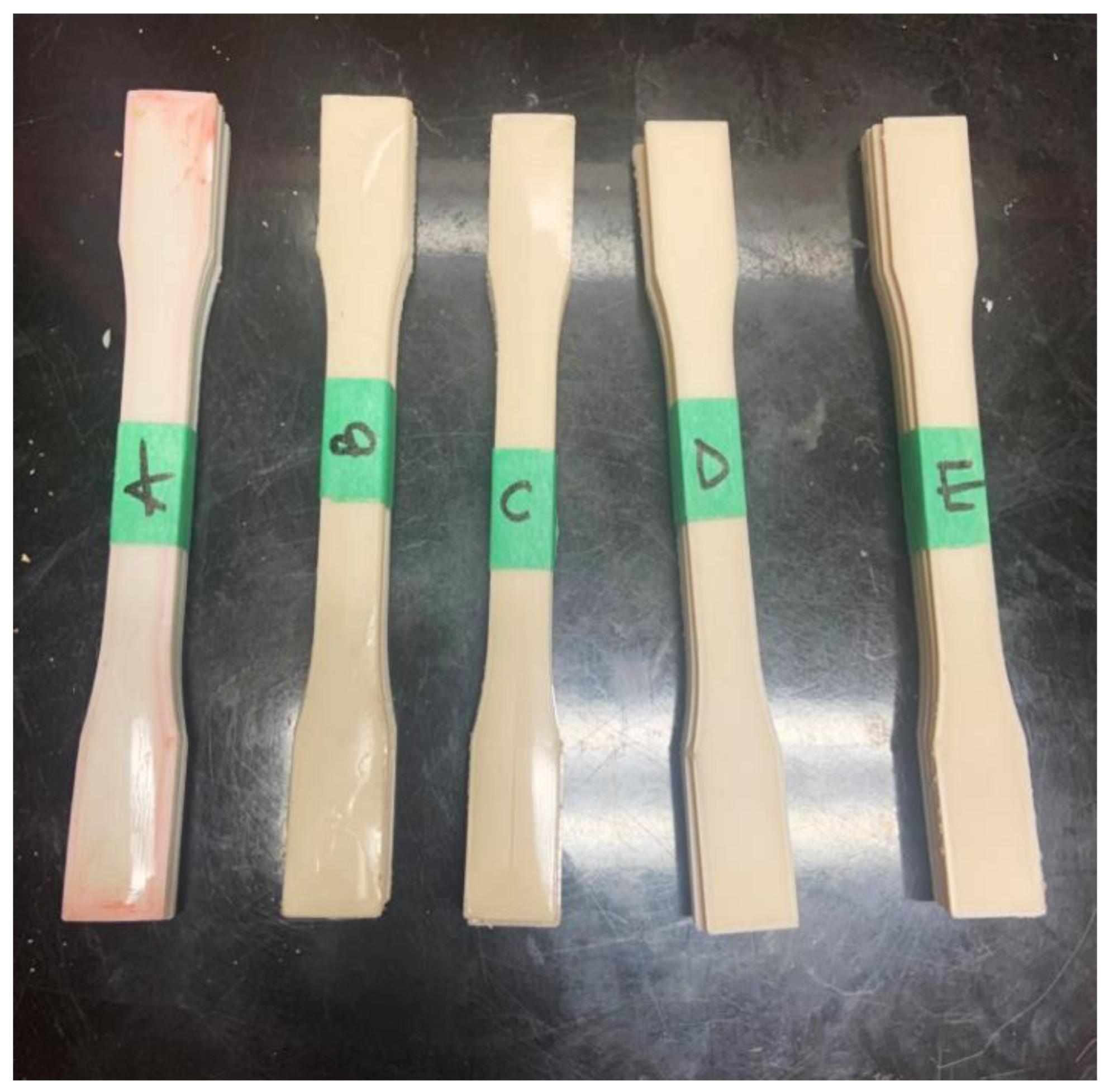
2.4. Preparation of Composite Samples
2.5. Characterization and Computations
2.6. Regression Analysis
3. Results and Discussion
3.1. Filament Properties
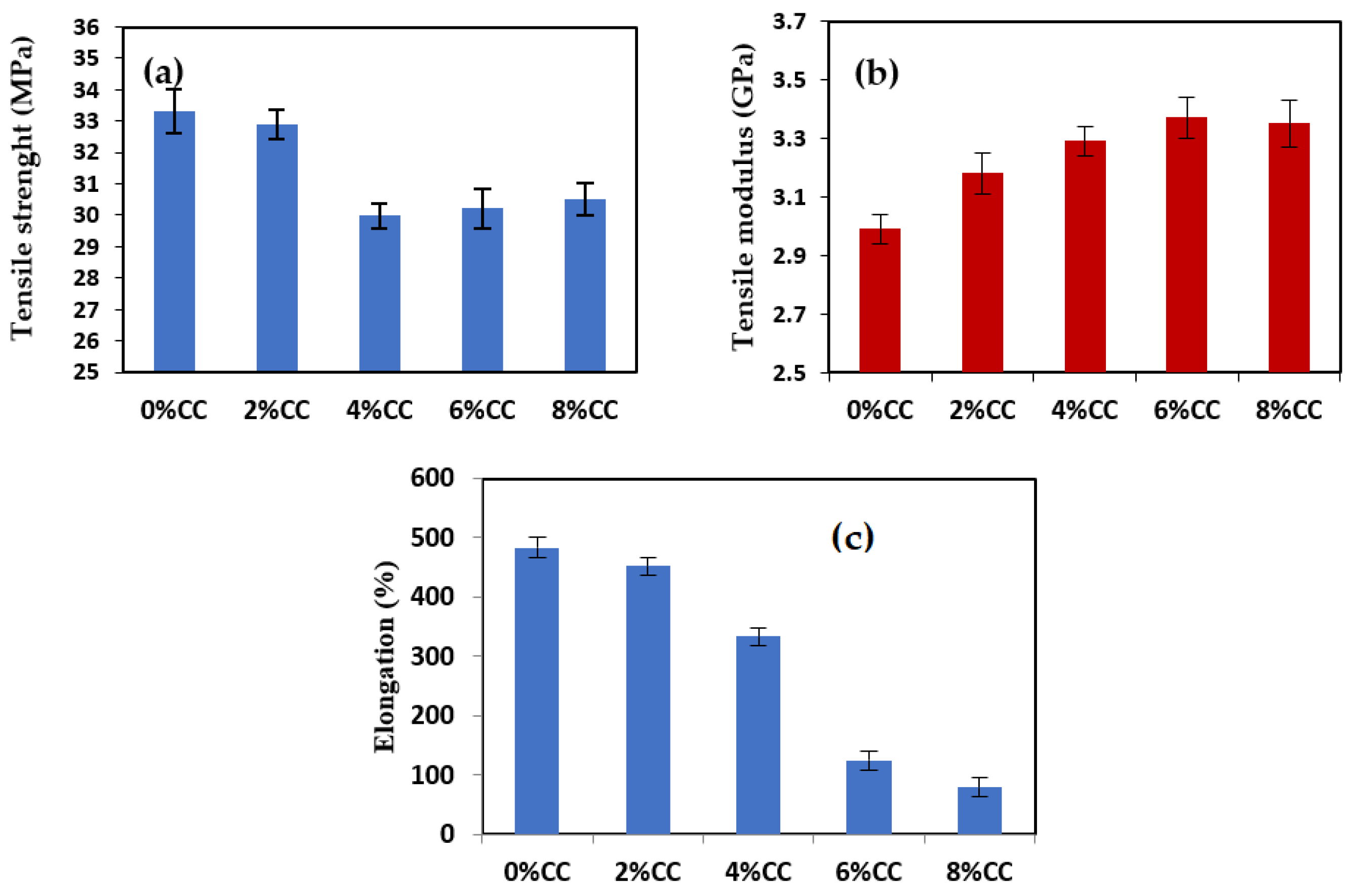
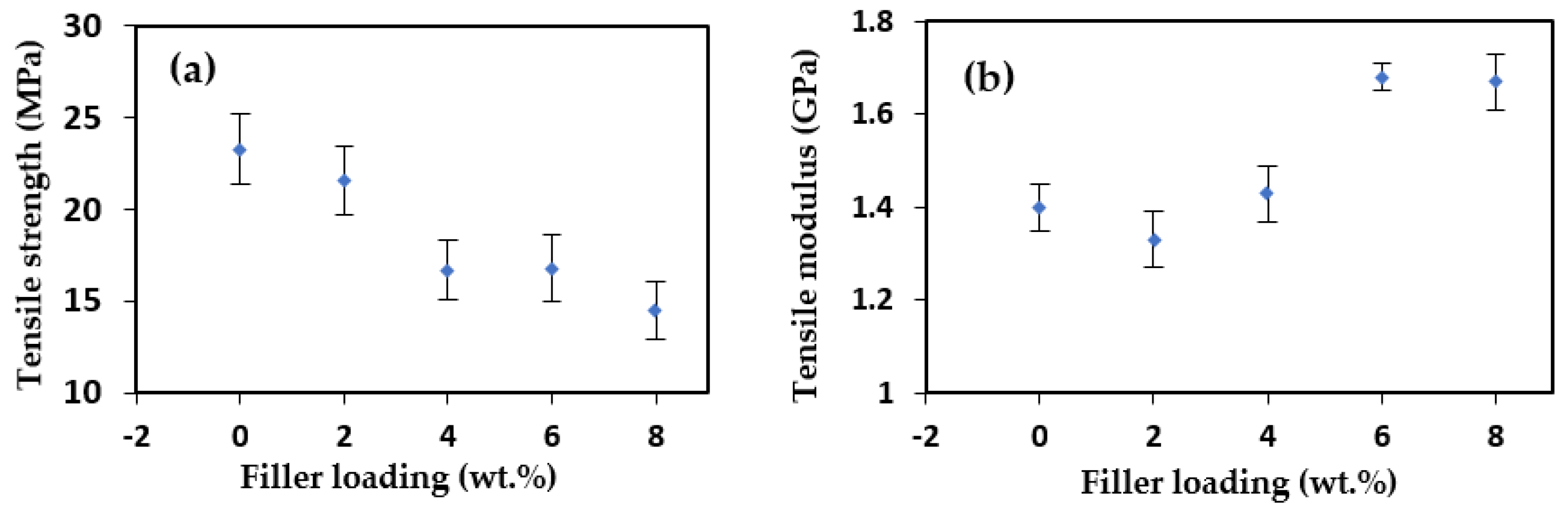
3.2. Tensile Properties of 3D Printed Specimens
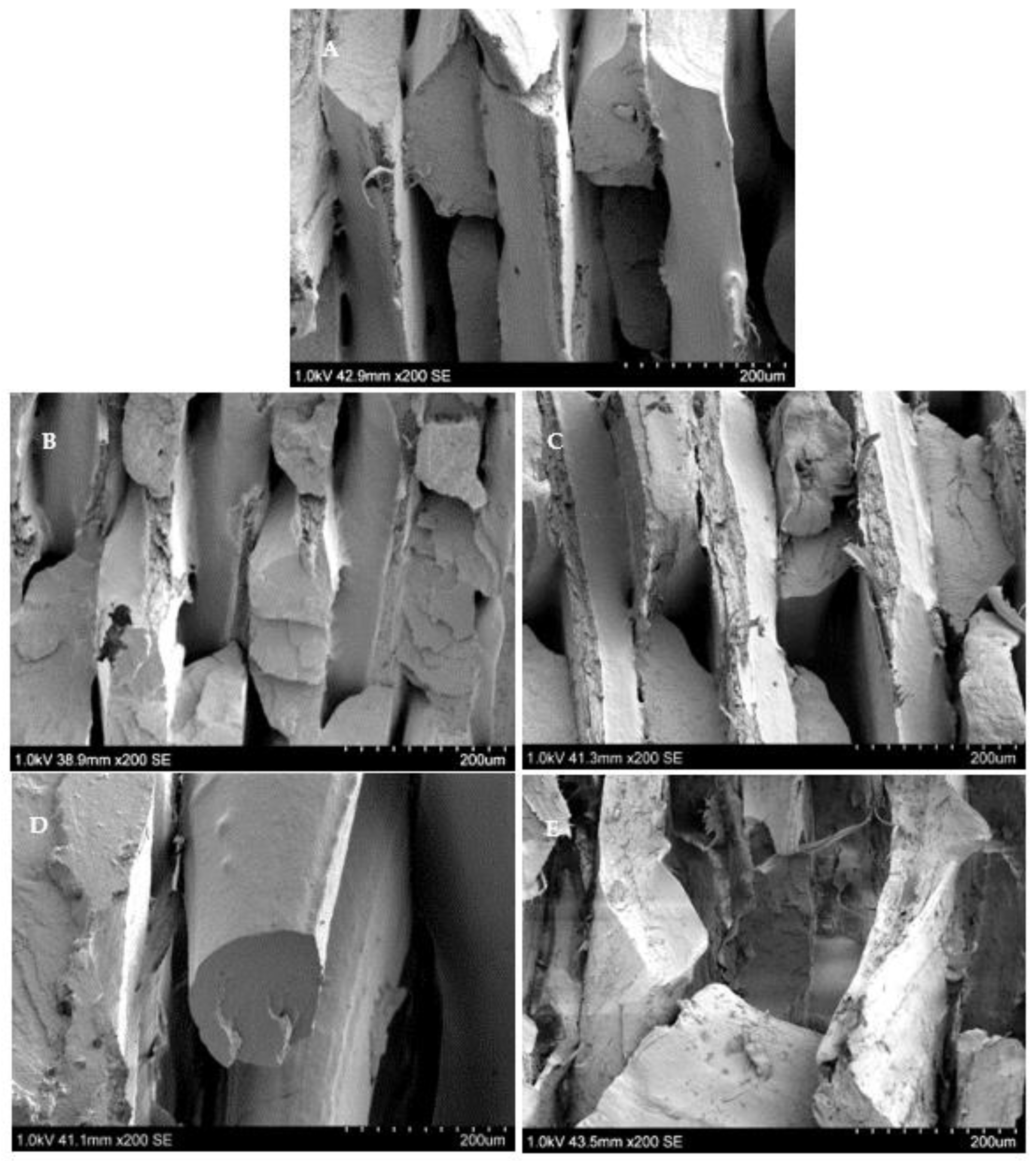
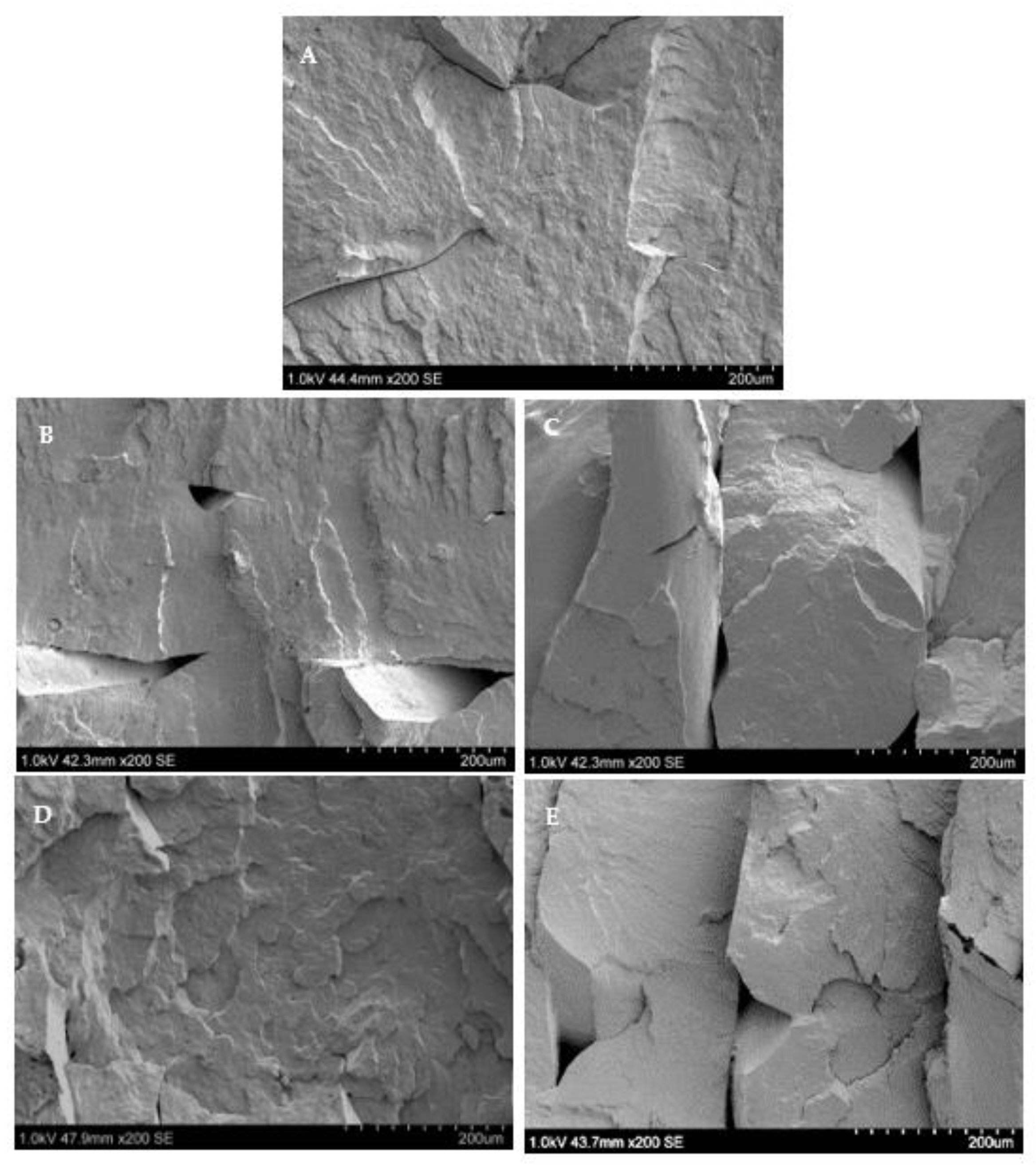
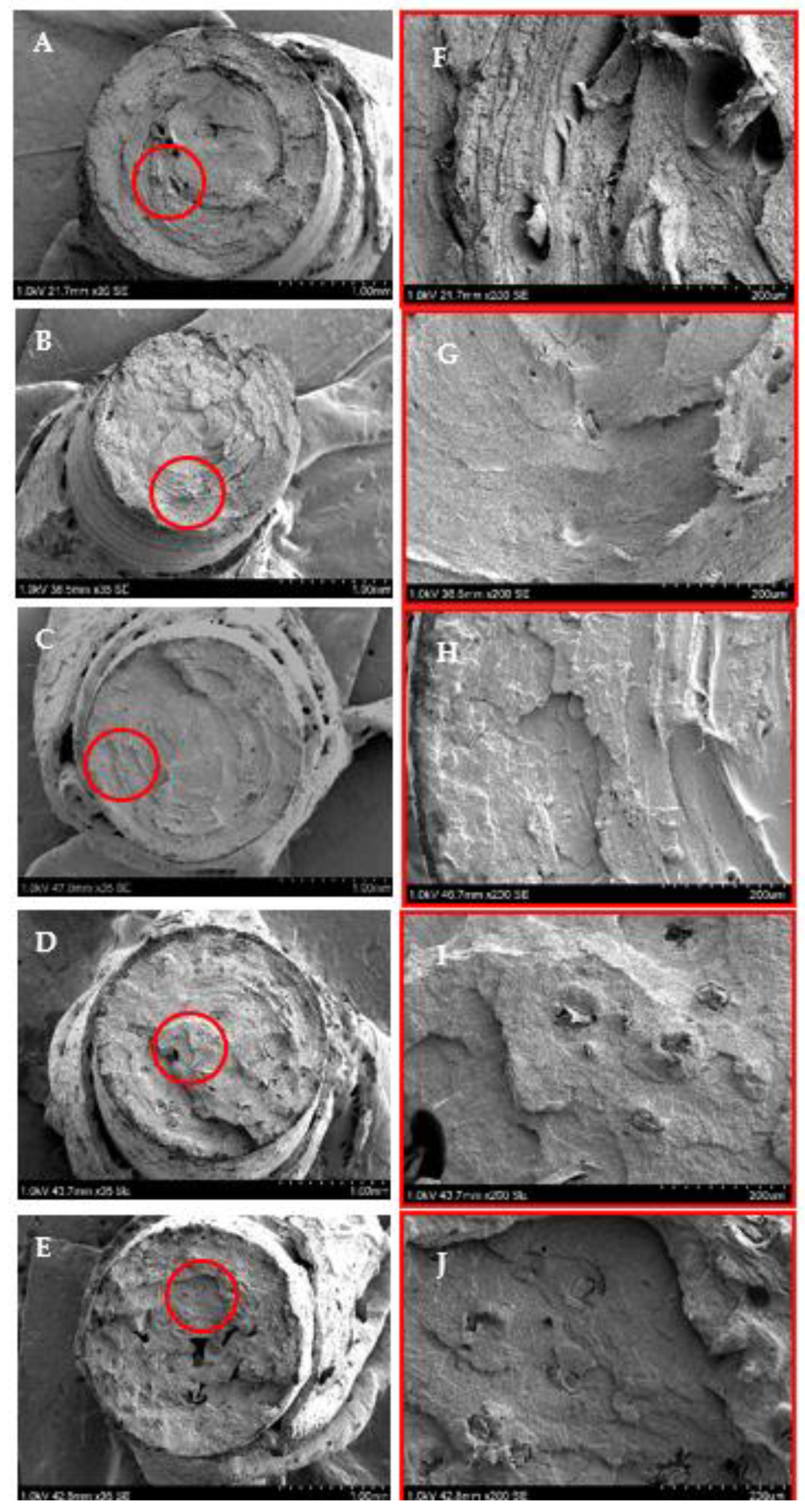
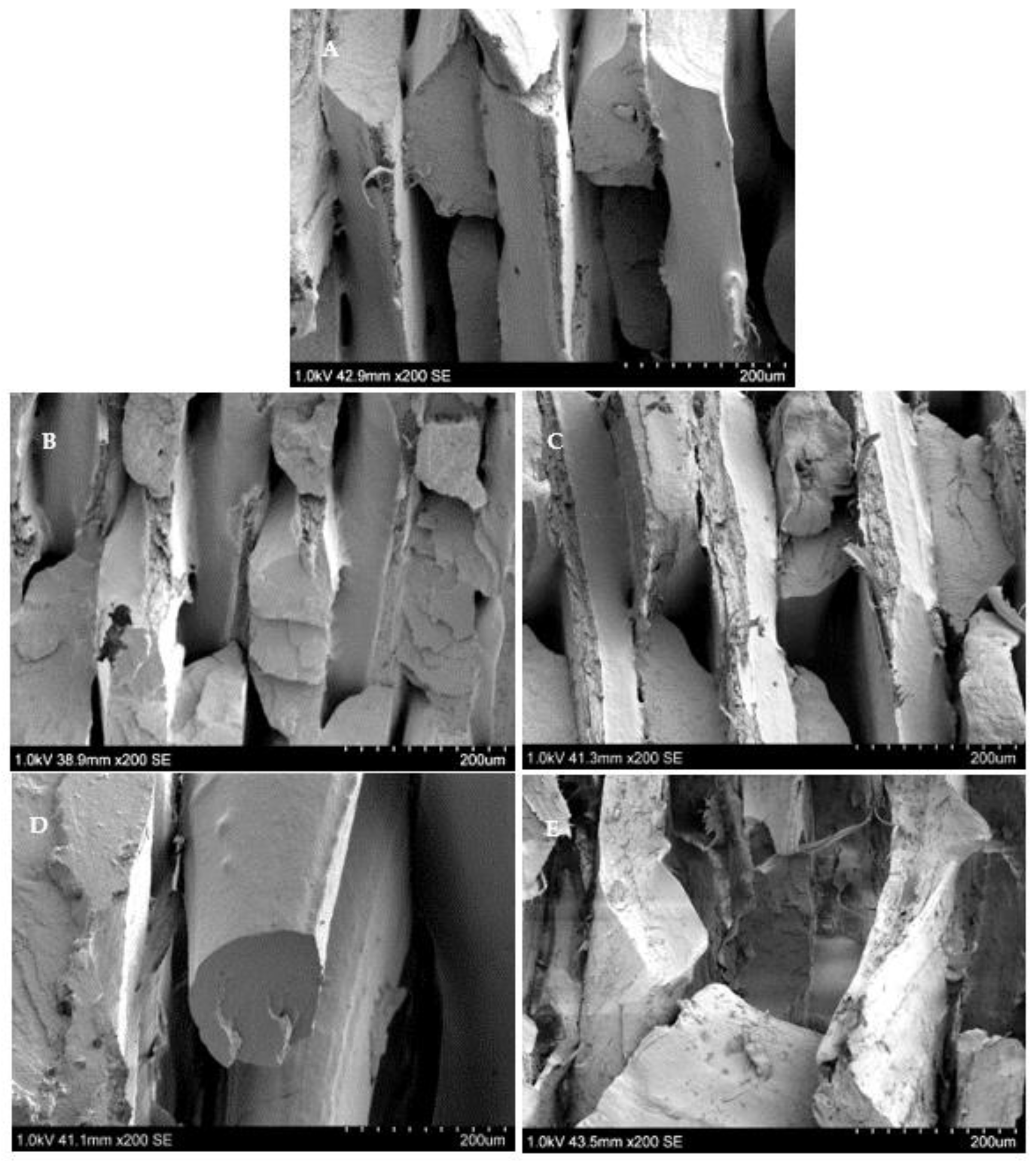
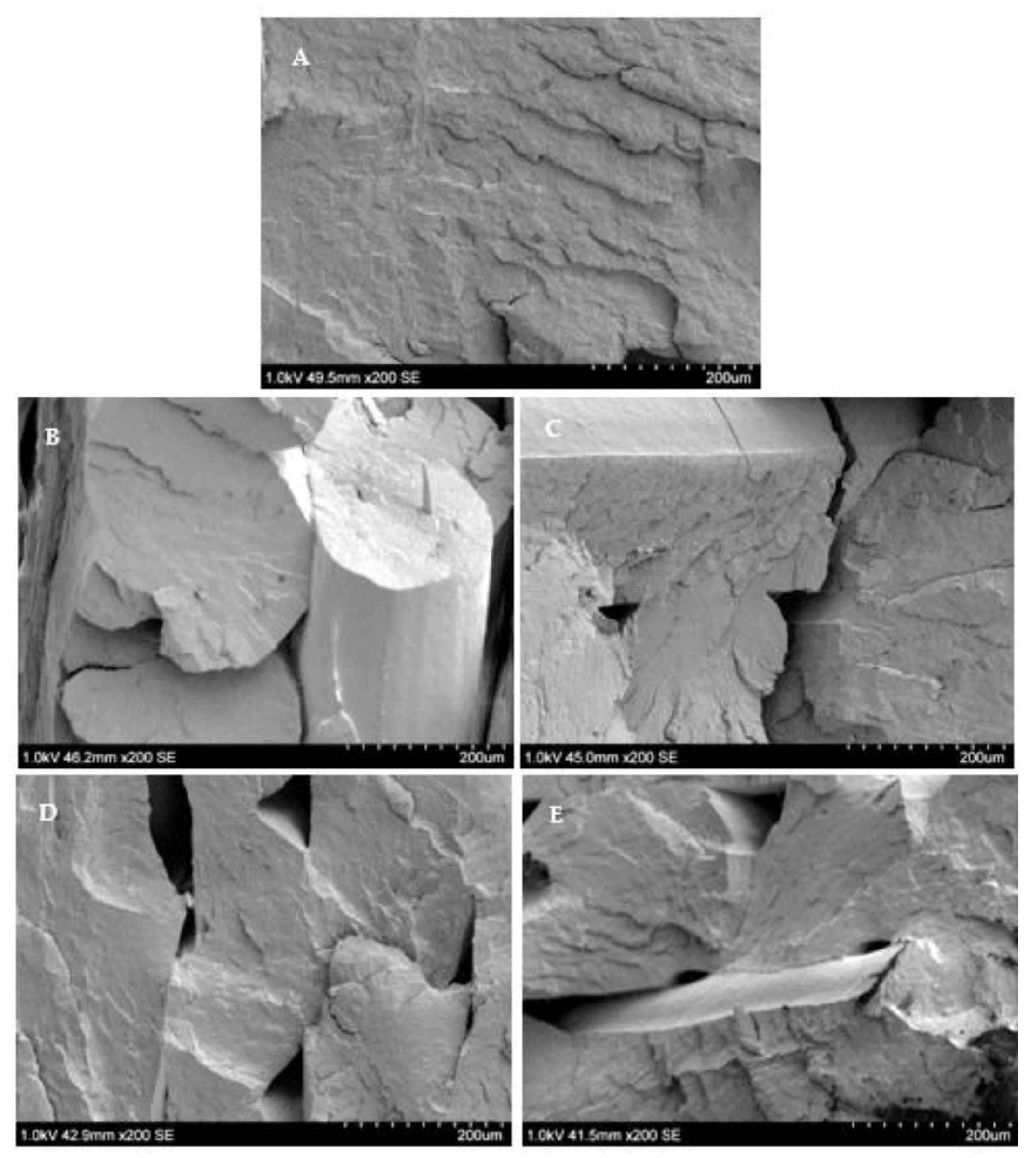
3.3. Fractography of Tensile 3D Printed Specimens
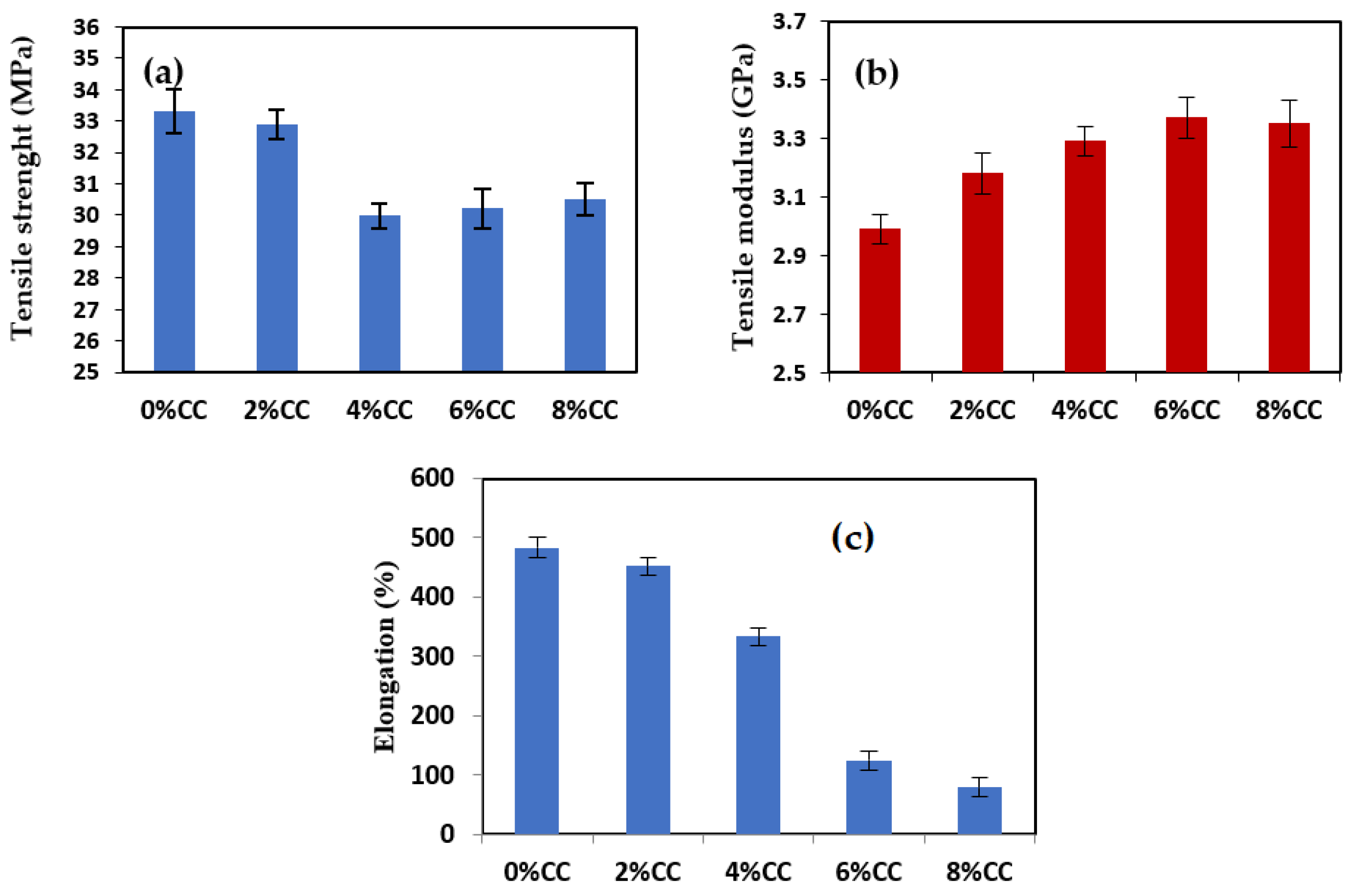
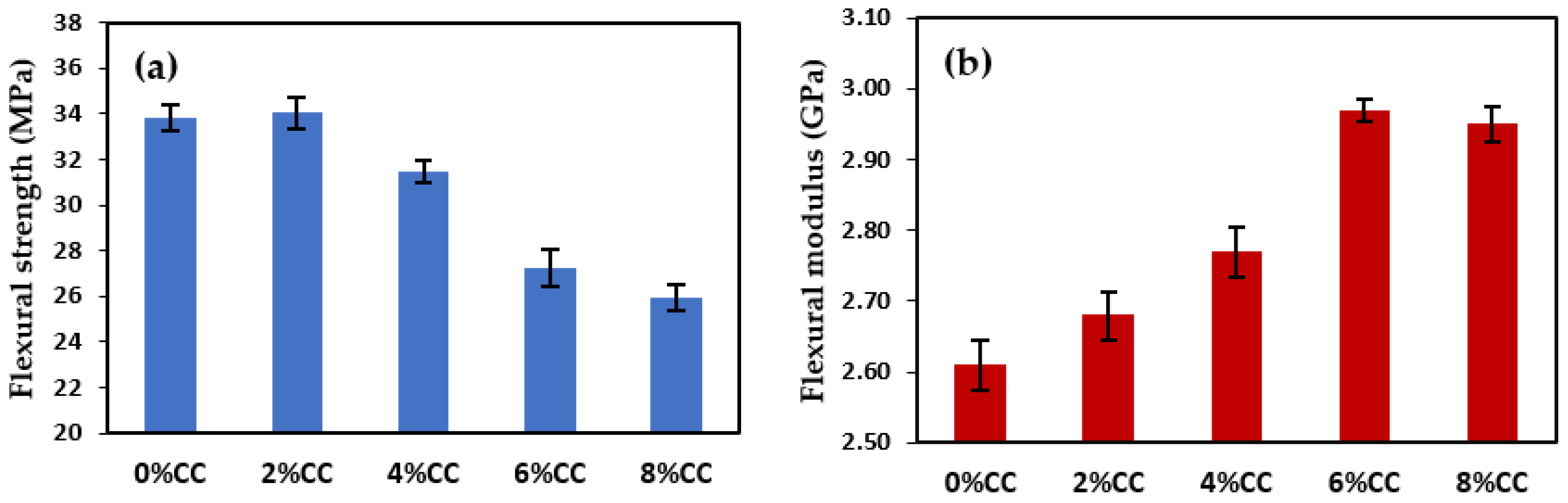
3.4. Flexural Properties of 3D Printed Specimens
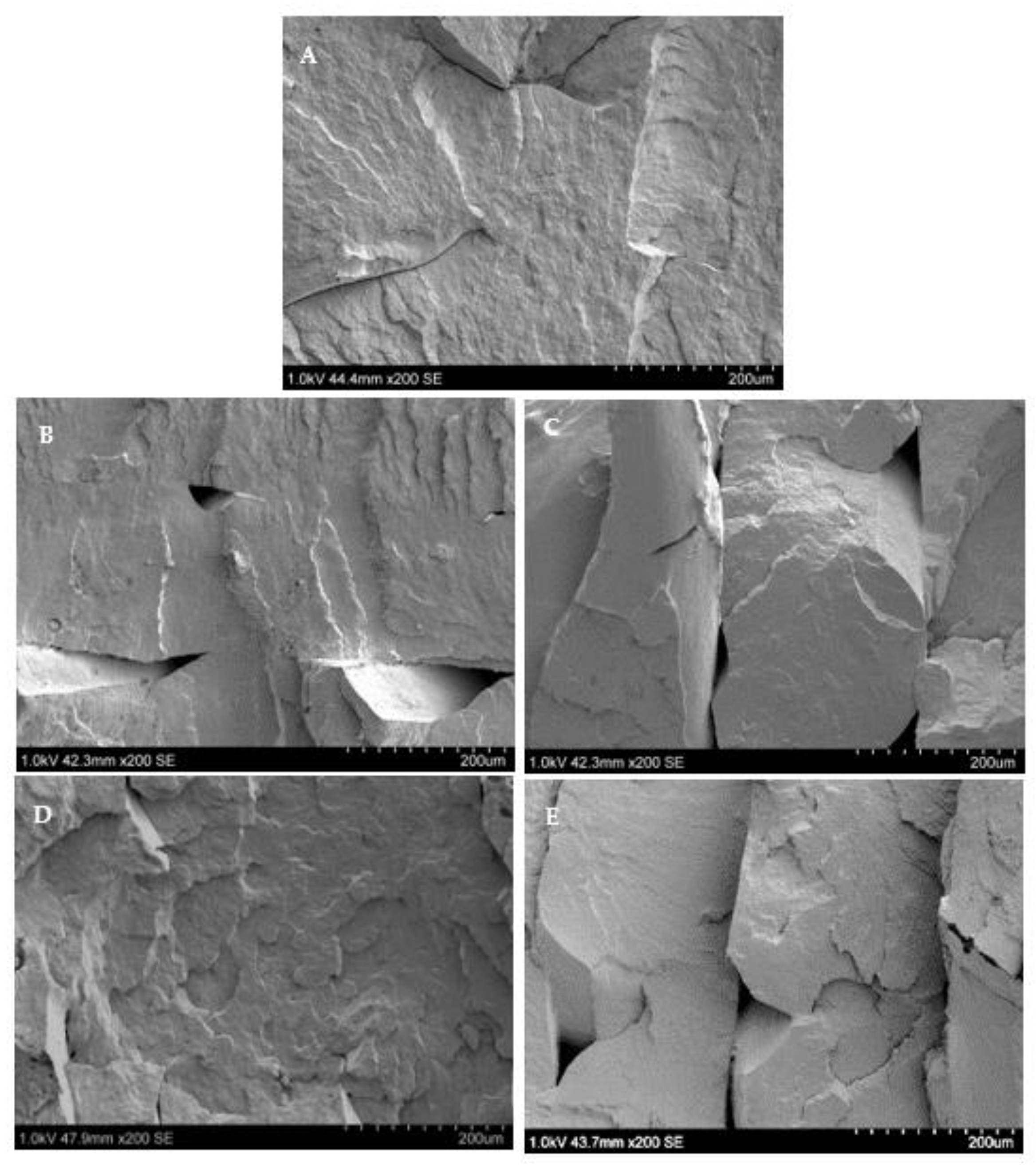
3.5. Fractography of Flexural 3D Printed Specimen
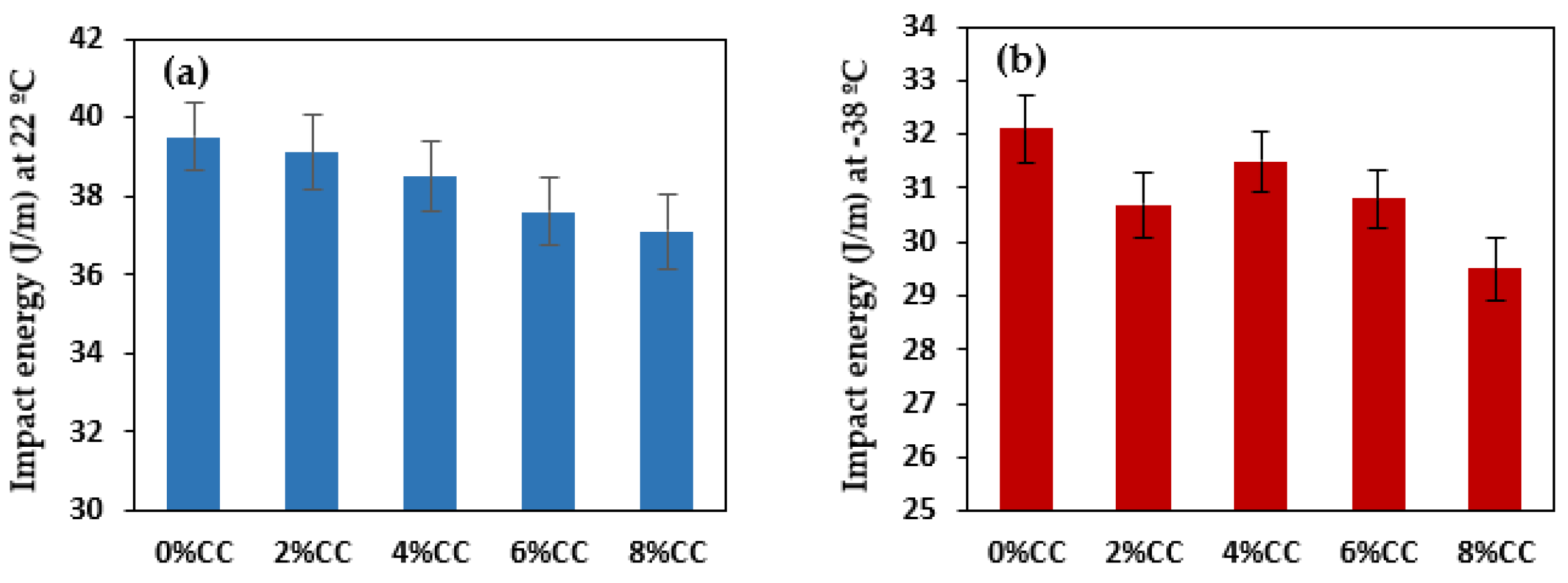
3.6. Charpy Impact Properties of 3D Printed Specimens
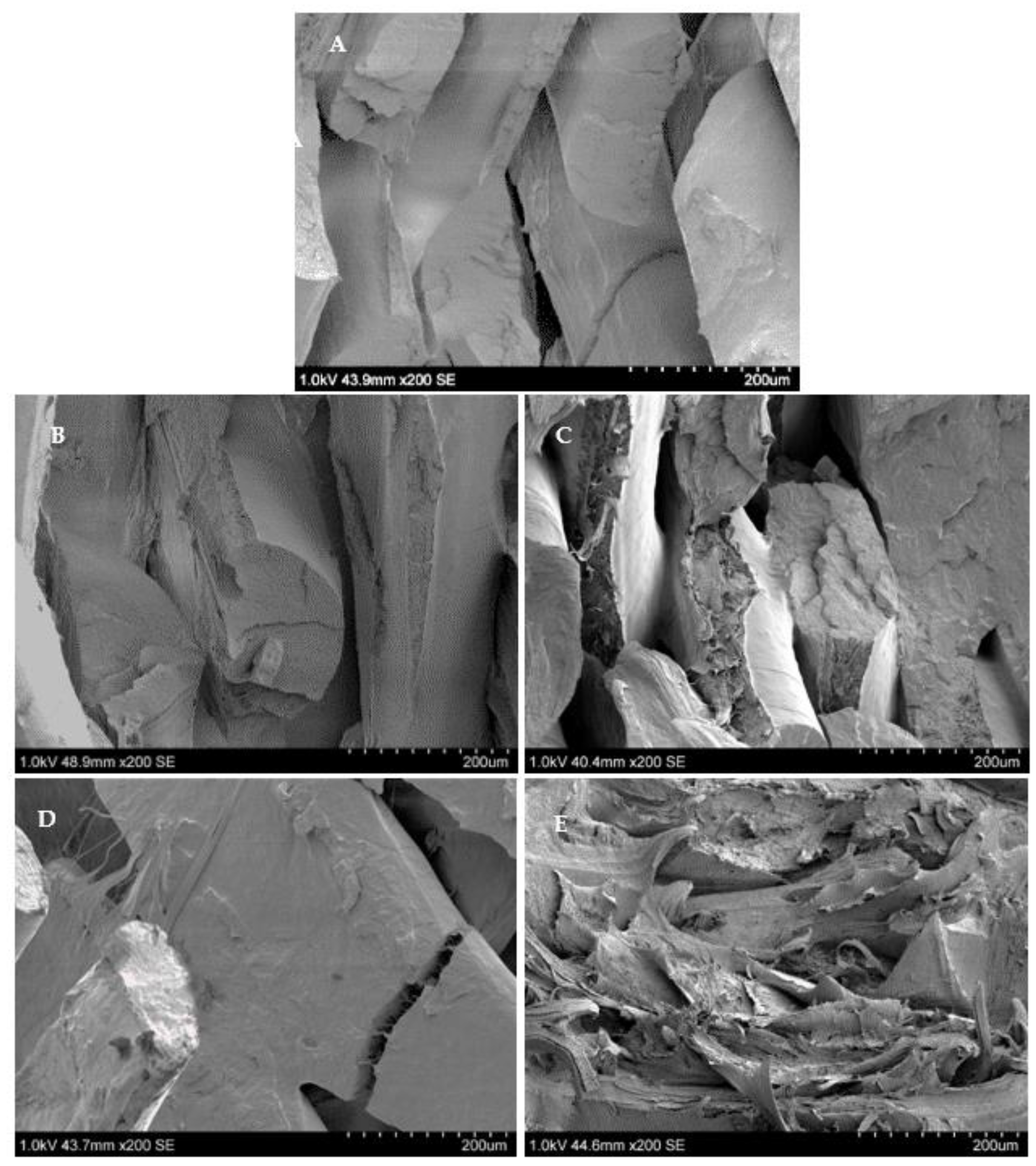
3.7. Fractography of Charpy Impact 3D Printed Test Specimen
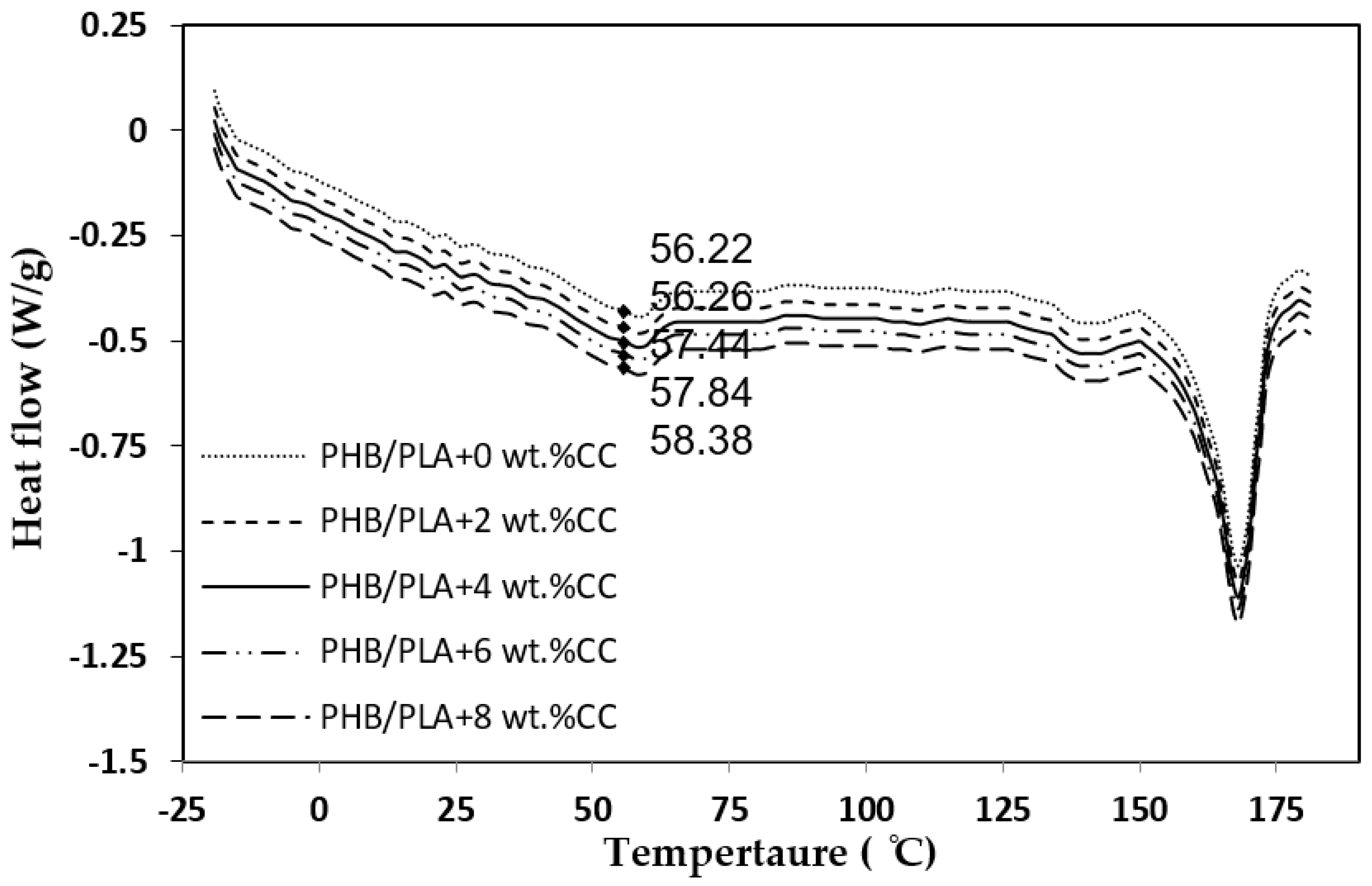
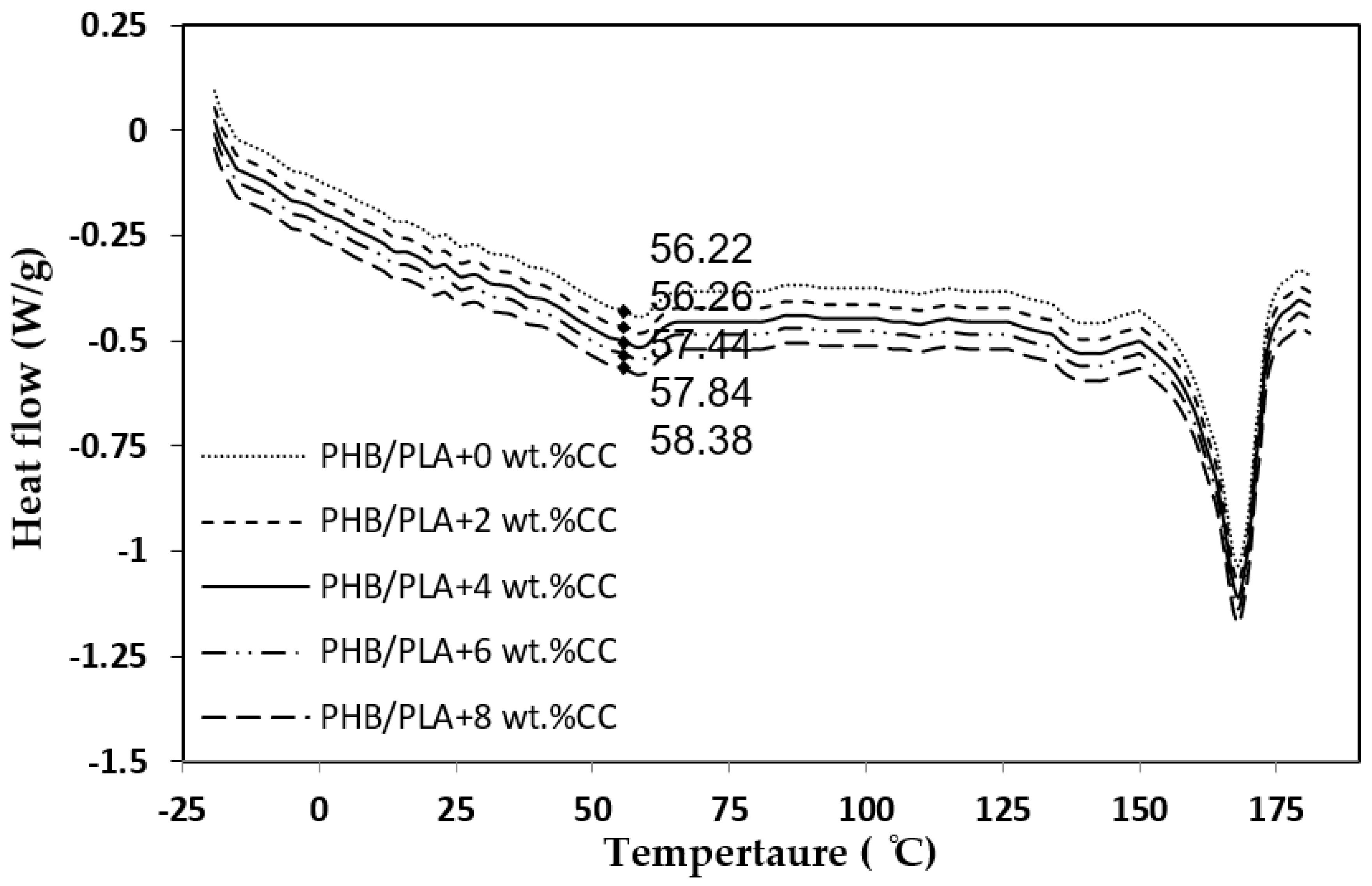
3.8. Differential Scanning Calorimetry (DSC)
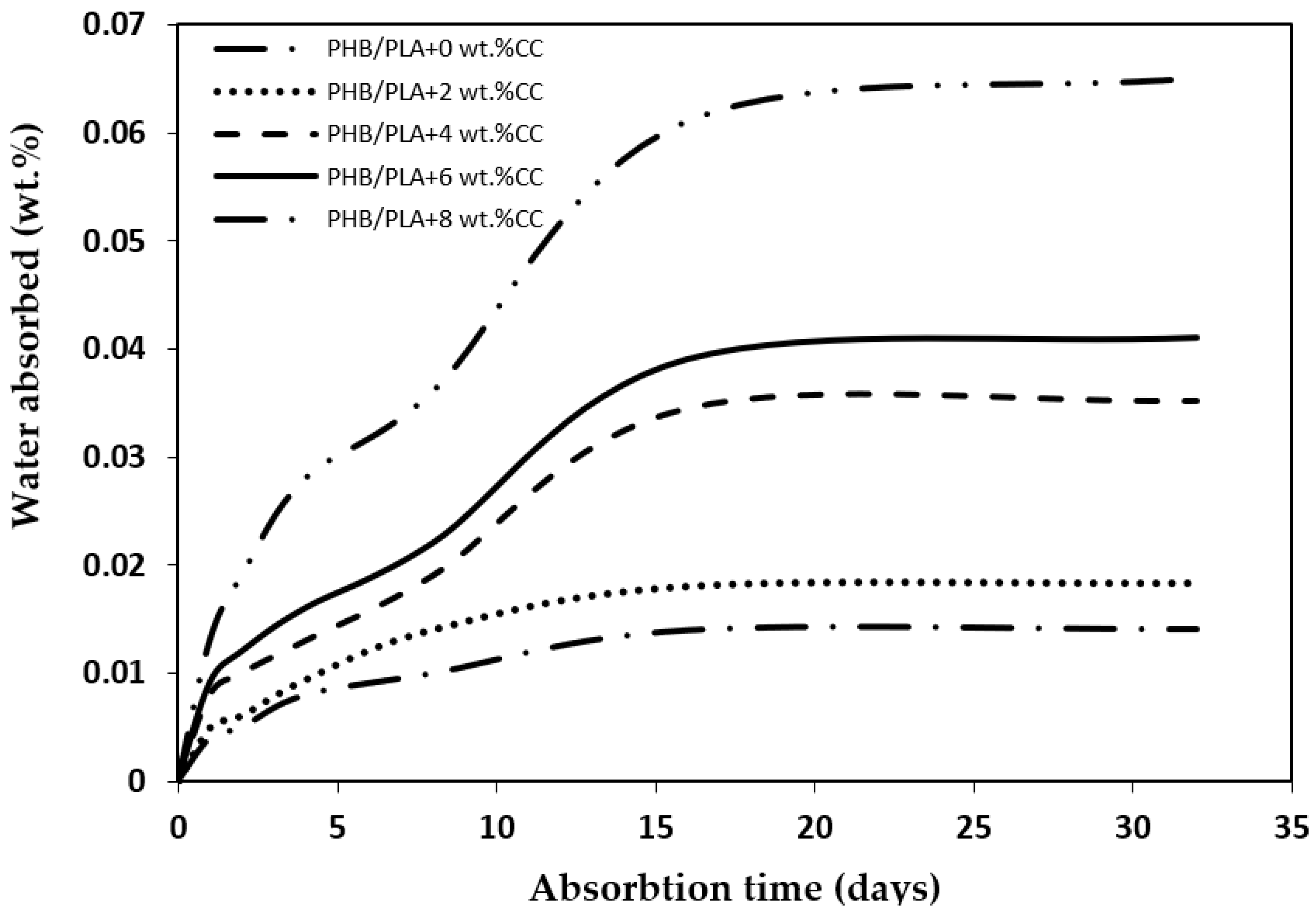
3.9. Water Absorption
3.10. Regression Analysis
3.11. Future Work
4. Conclusions and Recommendations
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lebreton, L.; Slat, B.; Ferrari, F.; Sainte-Rose, B.; Aitken, J.; Marthouse, R.; Hajbane, S.; Cunsolo, S.; Schwarz, A.; Levivier, A.; et al. Evidence that the Great Pacific Garbage Patch is rapidly accumulating plastic. Sci. Rep. 2018, 8, 4666. [Google Scholar] [CrossRef] [PubMed]
- Vandi, L.-J.; Chan, C.M.; Werker, A.; Richardson, D.; Laycock, B.; Pratt, S. Wood-PHA composites: Mapping opportunities. Polymers 2018, 10, 751. [Google Scholar] [CrossRef] [PubMed]
- Madbouly, S.A.; Schrader, J.A.; Srinivasan, G.; Liu, K.; McCabe, K.G.; Grewell, D.; Graves, W.R.; Kessler, M.R. Biodegradation behavior of bacterial-based polyhydroxyalkanoate (PHA) and DDGS composites. Green Chem. 2013, 16, 1911–1920. [Google Scholar] [CrossRef]
- Speranza, V.; De Meo, A.; Pantani, R. Thermal and hydrolytic degradation kinetics of PLA in the molten state. Polym. Degrad. Stab. 2014, 100, 37–41. [Google Scholar] [CrossRef]
- Aydemir, D.; Gardner, D.J. Biopolymer blends of polyhydroxybutyrate and polylactic acid reinforced with cellulose nanofibrils. Carbohydr. Polym. 2020, 250, 116867. [Google Scholar] [CrossRef] [PubMed]
- Li, W.; Amos, K.; Li, M.; Pu, Y.; DeBolt, S.; Ragauskas, A.J.; Shi, J. Fractionation and characterization of lignin streams from unique high-lignin content endocarp feedstocks. Biotechnol. Biofuels 2018, 11, 304. [Google Scholar] [CrossRef]
- Ahankari, S.S.; Mohanty, A.K.; Misra, M. Mechanical behaviour of agro-residue reinforced poly(3-hydroxybutyrate-co-3-hydroxyvalerate), (PHBV) green composites: A comparison with traditional polypropylene composites. Compos. Sci. Technol. 2011, 71, 653–657. [Google Scholar] [CrossRef]
- Harris, S.B.; Tschirner, U.W. Synthesis and Physicochemical Characterization of Biobased, Compostable Polymers Containing Lignin. Ph.D. Thesis, University of Minnesota, Minneapolis, MN, USA, 2016. [Google Scholar]
- Abualdam, S.A.A. Synthesis and Characterization of Novel Bioplastic by Advanced Manufacturing Techniques. MSc. Thesis, University of North Dakota, Grand Forks, ND, USA, 2019. [Google Scholar]
- Statista. Global Corn Production by Countries. 2022. Available online: https://www.statista.com/statistics/254292/global-corn-production-by-country (accessed on 29 July 2022).
- Pointner, M.; Kuttner, P.; Obrlik, T.; Jäger, A.; Kahr, H. Composition of corncobs as a substrate for fermentation of biofuels. Agron. Res. 2014, 12, 391–396. [Google Scholar]
- Sabbatini, B.; Cambriani, A.; Cespi, M.; Palmieri, G.F.; Perinelli, D.R.; Bonacucina, G. An Overview of natural polymers as reinforcing agents for 3D printing. ChemEngineering 2021, 5, 78. [Google Scholar] [CrossRef]
- Zanini, N.; Carneiro, E.; Menezes, L.; Barud, H.; Mulinari, D. Palm fibers residues from agro-industries as reinforcement in biopolymer filaments for 3D-printed scaffolds. Fibers Polym. 2021, 22, 2689–2699. [Google Scholar] [CrossRef]
- John, M.; Dyanti, N.; Mokhena, T.; Agbakoba, V.; Sithole, B. Design and Development of cellulosic bionanocomposites from forestry waste residues for 3D printing applications. Materials 2021, 14, 3462. [Google Scholar] [CrossRef] [PubMed]
- Wasti, S.; Triggs, E.; Farag, R.; Auad, M.; Adhikari, S.; Bajwa, D.; Li, M.; Ragauskas, A.J. Influence of plasticizers on thermal and mechanical properties of biocomposite filaments made from lignin and polylactic acid for 3D printing. Compos. Part B Eng. 2021, 205, 108483. [Google Scholar] [CrossRef]
- Singh, S.; Singh, G.; Prakash, C.; Ramakrishna, S.; Lamberti, L.; Pruncu, C.I. 3D printed biodegradable composites: An insight into mechanical properties of PLA/chitosan scaffold. Polym. Test. 2020, 89, 106722. [Google Scholar] [CrossRef]
- Petchwattana, N.; Channuan, W.; Naknaen, P.; Narupai, B. 3D printing filaments prepared from modified poly (lactic acid)/teak wood flour composites: An investigation on the particle size effects and silane coupling agent compatibilization. J. Phys. Sci. 2019, 30, 169–188. [Google Scholar] [CrossRef]
- Badouard, C.; Traon, F.; Denoual, C.; Mayer-Laigle, C.; Paës, G.; Bourmaud, A. Exploring mechanical properties of fully compostable flax reinforced composite filaments for 3D printing applications. Ind. Crop. Prod. 2019, 135, 246–250. [Google Scholar] [CrossRef]
- Coppola, B.; Garofalo, E.; Di Maio, L.; Scarfato, P.; Incarnato, L. Investigation on the use of PLA/hemp composites for the fused deposition modelling (FDM) 3D printing. In AIP Conference Proceedings; AIP Publishing LLC: Melville, NY, USA, 2018; Volume 1981, p. 020086. [Google Scholar]
- Chang, Y.-C.; Chen, Y.; Ning, J.; Hao, C.; Rock, M.; Amer, M.; Feng, S.; Falahati, M.; Wang, L.-J.; Chen, R.K.; et al. No such thing as trash: A 3D-printable polymer composite composed of oil-extracted spent coffee grounds and polylactic acid with enhanced impact toughness. ACS Sustain. Chem. Eng. 2019, 7, 15304–15310. [Google Scholar] [CrossRef]
- Ni’Mah, H.; Woo, E.M. Configurational effects on the crystalline morphology and amorphous phase behavior in poly(3-hydroxybutyrate) blends with tactic poly(methyl methacrylate). J. Appl. Polym. Sci. 2013, 129, 3113–3125. [Google Scholar] [CrossRef]
- Mousavioun, P.; George, G.A.; Doherty, W.O. Environmental degradation of lignin/poly(hydroxybutyrate) blends. Polym. Degrad. Stab. 2012, 97, 1114–1122. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.W.; Gou, J.H.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Leclair, J.-P.; Borges, N.; Cree, D.; Hof, L.A. Towards circular manufacturing: Repurposing eggshell waste as filler for poly lactic acid feedstock for 3D printing. In Proceedings of the CSME Congress 2021, Charlottetown, PE, Canada, 28 June 2021; pp. 1–6. [Google Scholar]
- Jones, R.M. Particle size analysis by laser diffraction: ISO 13320, standard operating procedures and Mie theory. Am. Lab. 2003, 35, 44–47. [Google Scholar]
- Owuamanam, S.; Soleimani, M.; Cree, D.E. Fabrication and characterization of bio-epoxy eggshell composites. Appl. Mech. 2021, 2, 694–713. [Google Scholar] [CrossRef]
- ANKOM Technology. Acid Detergent Fiber in Feeds-Filter Bag Technique; ANKOM Method 5; ANKOM Technology Macedon: Macedon, NY, USA, 2006. [Google Scholar]
- ANKOM Technology. Determining Acid Detergent Lignin in Beakers; ANKOM Method 8; ANKOM Technology Macedon: Macedon, NY, USA, 2005. [Google Scholar]
- ANKOM Technology. Neutral Detergent Fiber in Feeds-Filter Bag Technique; ANKOM Method 6; ANKOM Technology Macedon: Macedon, NY, USA, 2006. [Google Scholar]
- Wang, S.; de Clerck, K.; Cardon, L. Polylactic acid/poly-3-hydroxybutyrate applications in extrusion based additive manufacturing. In International Conference on Polymers and Moulds Innovations-PMI 2018; Institute of Polymers and Composites, University of Minho: Braga, Portugal, 2018. [Google Scholar]
- Plavec, R.; Hlaváčiková, S.; Omaníková, L.; Feranc, J.; Vanovčanová, Z.; Tomanová, K.; Bočkaj, J. Recycling possibilities of bioplastics based on PLA/PHB blends. Polym. Test. 2020, 92, 106880. [Google Scholar] [CrossRef]
- ASTM D5630-13; Standard Test Method for Ash Content in Plastics. ASTM International: West Conshohocken, PA, USA, 2013.
- DIN EN ISO 1133; Determination of The Melt Mass-Flow Rate (MFR) and Melt Volume-Flow Rate (MVR) of Thermoplastics-Part 1: Standard Method (ISO 1133-1:2011). Beuth Verlag: Berlin, Germany, 2012.
- ASTM A931-18; Standard Test Method for Tension Testing of Wire Ropes and Strand. ASTM International: West Conshohocken, PA, USA, 2020.
- Wang, P.; Zou, B.; Ding, S.; Li, L.; Huang, C. Effects of FDM-3D printing parameters on mechanical properties and microstructure of CF/PEEK and GF/PEEK. Chin. J. Aeronaut. 2020, 34, 236–246. [Google Scholar] [CrossRef]
- Ćwikła, G.; Grabowik, C.; Kalinowski, K.; Paprocka, I.; Ociepka, P. The influence of printing parameters on selected mechanical properties of FDM/FFF 3D-printed parts. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2017; Volume 227. [Google Scholar]
- ASTM D638-14; Standard Test Method for Tensile Properties of Plastics. ASTM International: West Conshohocken, PA, USA, 2014.
- ASTM D790-17; Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. ASTM International: West Conshohocken, PA, USA, 2017.
- ASTM D6110-18; Standard Test Method for Determining the Charpy Impact Resistance of Unnotched Specimens of Plastics. ASTM International: West Conshohocken, PA, USA, 2018.
- Zhu, S.; Guo, Y.; Tu, D.; Chen, Y.; Liu, S.; Li, W.; Wang, L. Water absorption, mechanical, and crystallization properties of high-density polyethylene filled with corncob powder. BioResources 2018, 13, 3778–3792. [Google Scholar] [CrossRef]
- ASTM D570-98; Standard Test Method for Water Absorption Of Plastics. ASTM International: West Conshohocken, PA, USA, 2018.
- Isiaka, O.; Okikiola, A.; Funto, O.; Opeyemi, B. Effect of corn cob particulate on the mechanical and biodegradability properties of reinforced polyester composites. Am. J. Mater. Sci. Technol. 2015, 4, 125–136. [Google Scholar]
- Yuwita, P.E.; Mas’udah, K.W.; Sunaryono; Taufiq, A. Structural, morphological, and functional group analysis of corncob powder. In AIP Conference Proceedings; AIP Publishing LLC: Melville, NY, USA, 2020; Volume 2251, p. 040012. [Google Scholar]
- SD3D and G. Inc. Material Technical Datasheet. 2022. Available online: https://www.goodfellow.com/uk/en-gb/displayitemdetails/p/bu39-gl-000111/polyhydroxybutyrate-biopolymer-granule (accessed on 29 July 2022).
- Letcher, T. Material property testing of 3D-printed specimen in PLA on an entry-level 3D printer. In ASME International Mechanical Engineering Congress and Exposition; American Society of Mechanical Engineers: New York, NY, USA, 2014. [Google Scholar]
- Husseinsyah, S.; Ahmad, R. Properties of low-density polyethylene/palm kernel shell composites: Effect of polyethylene co-acrylic acid. J. Thermoplast. Compos. Mater. 2013, 26, 3–15. [Google Scholar]
- Shil’ko, S.V. Three-Level Method Design of Structure of Hybrid Fiber-Reinforced Composites Based on Matrix Hardening by Nano- And Micro Particles. In Proceedings of the Organized Structure and Intelligent Production Technologies Conference, Tomsk, Russia, 6–10 September 2021. [Google Scholar]
- Zhang, L.; Xiong, C.; Deng, X. Miscibility, crystallization and morphology of poly (β-hydroxybutyrate)/poly (d, l-lactide) blends. Polymer 1996, 37, 235–241. [Google Scholar] [CrossRef]
- Jandas, P.J.; Mohanty, S.; Nayak, S.K. Morphology and thermal properties of renewable resource-based polymer blend nanocomposites influenced by a reactive compatibilizer. ACS Sustain. Chem. Eng. 2014, 2, 377–386. [Google Scholar] [CrossRef]
- Betancourt, N.G.; Cree, D.E. Mechanical properties of poly (lactic acid) composites reinforced with CaCO3 eggshell based fillers. MRS Adv. 2017, 2, 2545–2550. [Google Scholar] [CrossRef]
- Tejada-Ortigoza, V.; Cuan-Urquizo, E. Towards the development of 3D-printed food: A rheological and mechanical approach. Foods 2022, 11, 1191. [Google Scholar] [CrossRef]
- Boronat, T.; Fombuena, V.; Garcia-Sanoguera, D.; Sanchez-Nacher, L.; Balart, R. Development of a biocomposite based on green polyethylene biopolymer and eggshell. Mater. Des. 2015, 68, 177–185. [Google Scholar] [CrossRef]
- Chun, K.S.; Husseinsyah, S. Polylactic acid/corn cob eco-composites: Effect of new organic coupling agent. J. Thermoplast. Compos. Mater. 2014, 27, 1667–1678. [Google Scholar] [CrossRef]
- Kumar, S.; Negi, Y.S.; Upadhyaya, J.S. Studies on characterization of corn cob based nanoparticles. Adv. Mater. Lett. 2010, 1, 246–253. [Google Scholar]
- Sazankov, A.P.; Shil’ko, S.V. Experiment-Calculated Study of Viscoelastic Properties of Tire Rubbers. In Proceedings of the Actual Problems of Physics and Engineering Conference, Gomel, Belarus, 21 January 2022. [Google Scholar]
- Zhang, M.; Thomas, N.L. Blending polylactic acid with polyhydroxybutyrate: The effect on thermal, mechanical, and biodegradation properties. Adv. Polym. Technol. 2011, 30, 67–79. [Google Scholar] [CrossRef]
- Loeffen, A.; Cree, D.; Sabzevari, M.; Wilson, L. Effect of graphene oxide as a reinforcement in a bio-epoxy composite. J. Compos. Sci. 2021, 5, 91. [Google Scholar] [CrossRef]
- Navaranjan, N.; Neitzert, T. Impact strength of natural fibre composites measured by different test methods: A review. MATEC Web Conf. 2017, 109, 01003. [Google Scholar] [CrossRef]
- Rastogi, V.K.; Samyn, P. Novel processing of polyhydroxybutyrate with micro- to nanofibrillated cellulose and effect of fiber morphology on crystallization behaviour of composites. Express Polym. Lett. 2020, 14, 115–133. [Google Scholar] [CrossRef]
- Cipriano, T.F.; Lúcia, A.; da Silva, A.H.M.d.T.; de Sousa, A.M.F.; da Silva, G.M.; Rocha, M.G. Thermal, rheological and morphological properties of poly (lactic Acid) (PLA) and talc composites. Polímeros 2014, 24, 276–282. [Google Scholar]
- Nugroho, A.; Ardiansyah, R.; Rusita, L.; Larasat, I.L. Effect of layer thickness on flexural properties of PLA (PolyLactid Acid) by 3D printing Effect of layer thickness on flexural properties of PLA (PolyLactid Acid) by 3D printing. J. Phys. Conf. Ser. 2018, 1130, 012017. [Google Scholar] [CrossRef]
- Yeng, L.C.; Wahit, M.U.; Othman, N. Thermal and flexural properties of regenerated cellulose(RC)/poly(3- hydroxybutyrate) (PHB)biocomposites. J. Teknol. 2015, 75, 107–112. [Google Scholar] [CrossRef]
- Faruk, O.; Bledzki, A.K.; Fink, H.-P.; Sain, M. Biocomposites reinforced with natural fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- Cao, Z.; Daly, M.; Clémence, L.; Geever, L.M.; Major, I.; Higginbotham, C.L.; Devine, D.M. Chemical surface modification of calcium carbonate particles with stearic acid using different treating methods. Appl. Surf. Sci. 2016, 378, 320–329. [Google Scholar] [CrossRef]
- Frone, A.N.; Batalu, D.; Chiulan, I.; Oprea, M.; Gabor, A.R.; Nicolae, C.-A.; Raditoiu, V.; Trusca, R.; Panaitescu, D.M. Morpho-structural, thermal and mechanical properties of PLA/PHB/cellulose biodegradable nanocomposites obtained by compression molding, extrusion, and 3D printing. Nanomaterials 2020, 10, 51. [Google Scholar] [CrossRef]
- Vaidya, A.A.; Collet, C.; Gaugler, M.; Lloyd-Jones, G. Integrating softwood biorefinery lignin into polyhydroxybutyrate composites and application in 3D printing. Mater. Today Commun. 2019, 19, 286–296. [Google Scholar] [CrossRef]
- Zhang, L.; Sun, Z.; Liang, D.; Lin, J.; Xiao, W. Preparation and performance evaluation of PLA/coir fibre biocomposites. BioResources 2017, 12, 7349–7362. [Google Scholar]
- Ahmed, S.; Jones, F.R. A review of particulate reinforcement theories for polymer composites. J. Mater. Sci. 1990, 25, 4933–4942. [Google Scholar] [CrossRef]
- Iyer, K.A.; Torkelson, J.M. Green composites of polypropylene and eggshell: Effective biofiller size reduction and disper-sion by single-step processing with solid-state shear pulverization. Compos. Sci. Technol. 2014, 102, 152–160. [Google Scholar] [CrossRef]
- Piorkowska, E. Overview of biobased polymers. In Thermal Properties of Bio-Based Polymers; Advances in Polymer Science; Di Lorenzo, M., Androsch, R., Eds.; Springer: Berlin/Heidelberg, Germany, 2019; pp. 1–35. [Google Scholar] [CrossRef]
- Zhang, W.; Zhang, X.; Zhang, X.; Yin, Z.; Liu, Y.; Fang, M.; Wu, X.; Min, X.; Huang, Z. Lauric-stearic acid eutectic mixture/carbonized biomass waste corn cob composite phase change materials: Preparation and thermal characterization. Thermochim. Acta 2019, 674, 21–27. [Google Scholar] [CrossRef]
- Owuamanam, S.; Cree, D. Progress of bio-calcium carbonate waste eggshell and seashell fillers in polymer composites: A review. J. Compos. Sci. 2020, 4, 70. [Google Scholar] [CrossRef]
- Ohaeri, O.H.; Ohaeri, E.G. Some physical and frictional properties of dikanut (Irvingia Wombolu) as a function of moisture content. Br. J. Earth Sci. Res. 2015, 3, 16–29. [Google Scholar]
- Mirica, I.C.; Furtos, G.; Bâldea, B.; Lucaciu, O.; Ilea, A.; Moldovan, M.; Câmpian, R.S. Influence of filler loading on the mechanical properties of flowable resin composites. Materials 2020, 13, 1477. [Google Scholar] [CrossRef] [PubMed]
- Hong, S.-H.; Park, J.; Kim, O.; Hwang, S.-H. Preparation of chemically modified lignin-reinforced PLA biocomposites and their 3D printing performance. Polymers 2021, 13, 667. [Google Scholar] [CrossRef] [PubMed]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | Units |
|---|---|---|
| Liquefier temp. | 200 | °C |
| Printing speed | 50 | mm/s |
| Nozzle diameter | 0.6 | mm |
| Raster angle | 0 | ° |
| Layer height | 0.1 | mm |
| Wall thickness | 1 | mm |
| Infill density | 100 | % |
| Infill pattern | Concentric | - |
| Fan speed | 100 | % |
| Build plate temp. | 50 | °C |
| Method Used | Average | |
|---|---|---|
| Lignin (%) | ANKOM 08 | 2.48 (±0.02) |
| ADF (%) | ANKOM Method 5 | 34.96 (±0.18) |
| NDF (%) | ANKOM Method 6 | 73.85 (±0.21) |
| Cellulose (%) | Cellulose = ADF-lignin | 32.49 (±0.20) |
| Hemicellulose (%) | Hemicellulose = NDF-ADF | 38.89 (±0.19) |
| Particle size (SMD in µm) | Malvern mastersizer | 25.48 (±0.04) |
| Particle density (g/cm3) | Gas pycnometer | 2.91 (±0.11) |
| Sample | A | B | C | D | E |
|---|---|---|---|---|---|
| Average ash content (%) | 0.00 ± 0.1 | 2.01 ± 0.2 | 4.02 ± 0.2 | 6.03 ± 0.1 | 8.03 ± 0.2 |
| Melt flow index (g/min) | 11.28 ± 0.5 | 11.16 ± 0.4 | 10.64 ± 0.3 | 10.43 ± 0.3 | 9.84 ± 0.4 |
| Composite Formulation | Tg-Onset Temp. (°C) | Tg-Midpoint Temp. (°C) | End Temp. (°C) |
|---|---|---|---|
| A | 55.14 | 56.22 | 57.52 |
| B | 55.63 | 56.26 | 57.91 |
| C | 56.51 | 57.44 | 58.32 |
| D | 57.12 | 57.84 | 59.34 |
| E | 57.74 | 58.38 | 59.25 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ohaeri, O.; Cree, D. Development and Characterization of PHB-PLA/Corncob Composite for Fused Filament Fabrication. J. Compos. Sci. 2022, 6, 249. https://doi.org/10.3390/jcs6090249
Ohaeri O, Cree D. Development and Characterization of PHB-PLA/Corncob Composite for Fused Filament Fabrication. Journal of Composites Science. 2022; 6(9):249. https://doi.org/10.3390/jcs6090249
Chicago/Turabian StyleOhaeri, Okezie, and Duncan Cree. 2022. "Development and Characterization of PHB-PLA/Corncob Composite for Fused Filament Fabrication" Journal of Composites Science 6, no. 9: 249. https://doi.org/10.3390/jcs6090249
APA StyleOhaeri, O., & Cree, D. (2022). Development and Characterization of PHB-PLA/Corncob Composite for Fused Filament Fabrication. Journal of Composites Science, 6(9), 249. https://doi.org/10.3390/jcs6090249