
Nano-Treating Promoted Natural Aging Al-Zn-Mg-Cu Alloys

 ,
,  , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Fabrication of Nano-Treated Alloy
2.2. Composition and Microstructure
2.3. Mechanical Properties
3. Results and Discussion
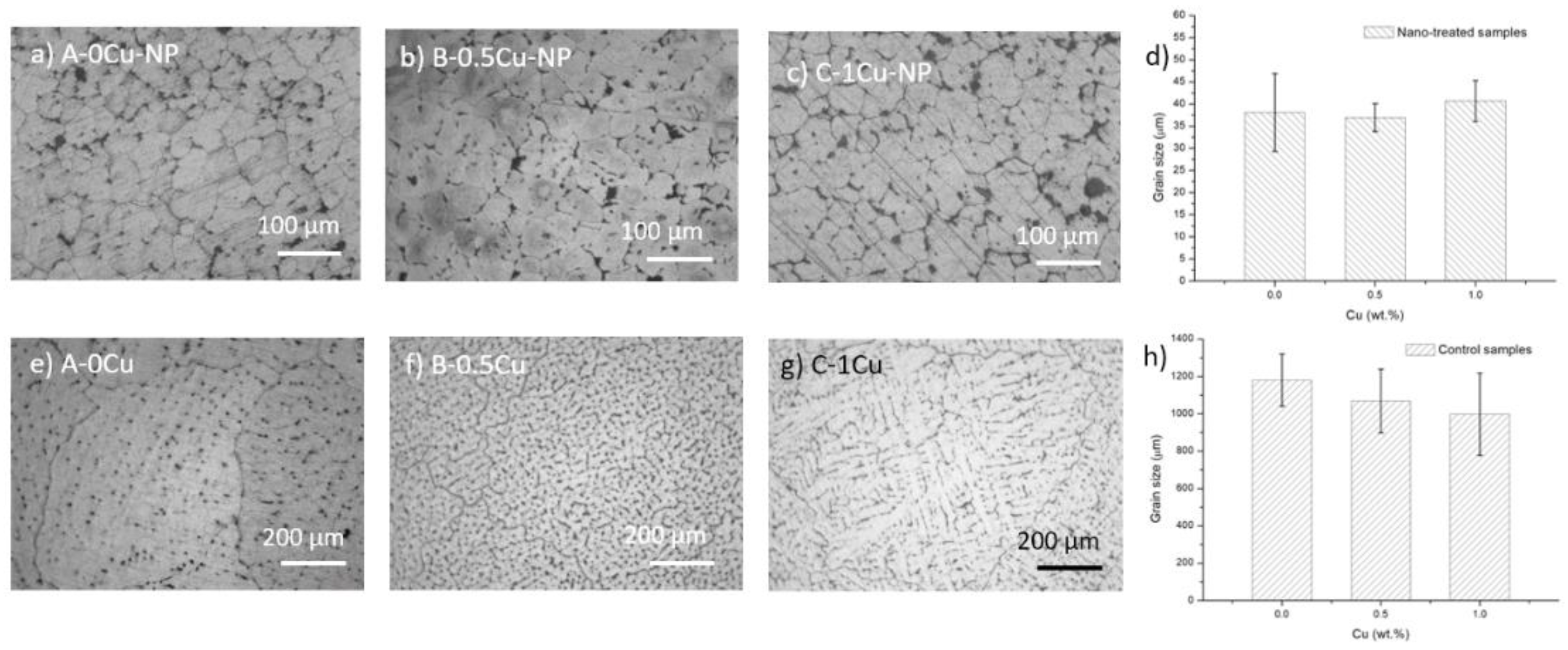
3.1. Microstructure
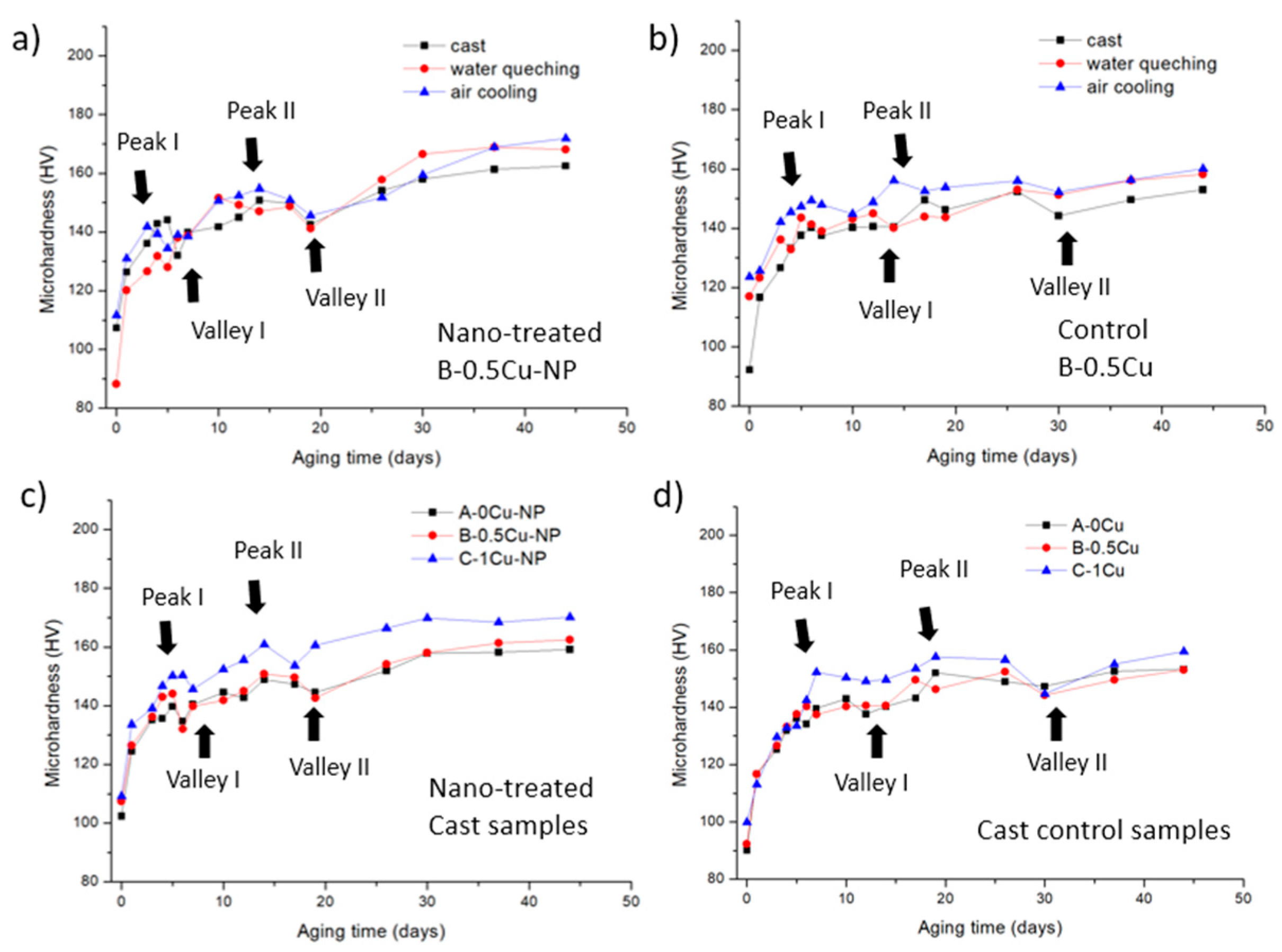
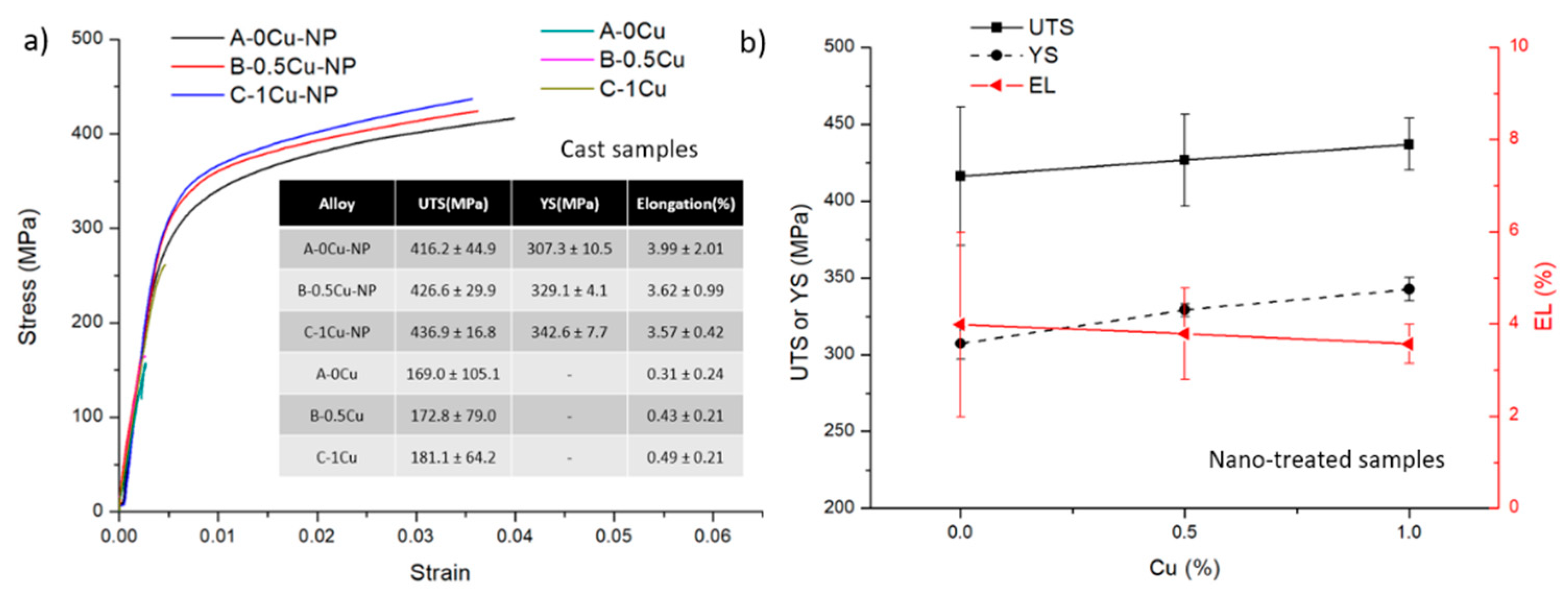
3.2. Natural Aging and Mechanical Properties
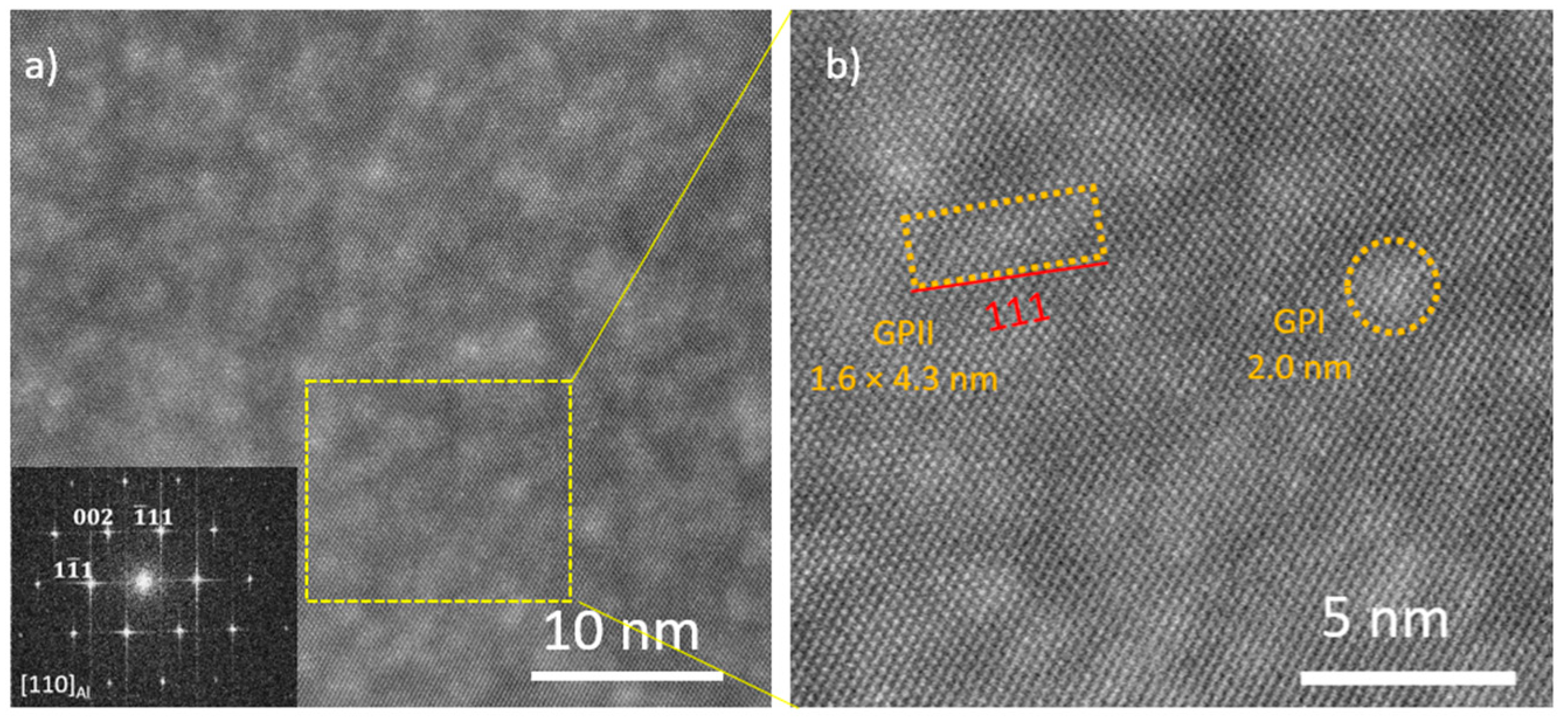
3.3. Precipitation Evolution
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Cuniberti, A.; Tolley, A.; Riglos, M.V.C.; Giovachini, R. Influence of Natural Aging on the Precipitation Hardening of an AlMgSi Alloy. Mater. Sci. Eng. A 2010, 527, 5307–5311. [Google Scholar] [CrossRef]
- Liu, J.; Hu, R.; Zheng, J.; Zhang, Y.; Ding, Z.; Liu, W.; Zhu, Y.; Sha, G. Formation of Solute Nanostructures in an AleZneMg Alloy during Long-Term Natural Aging. J. Alloys Compd. 2020, 10, 153572. [Google Scholar] [CrossRef]
- Sigworth, G.K.; Howell, J.; Rios, O.; Kaufman, M.J. Heat Treatment of Natural Aging Aluminum Casting Alloys. Int. J. Cast Met. Res. 2006, 19, 123–129. [Google Scholar] [CrossRef]
- Fu, R.; Zhang, J.; Li, Y.; Kang, J.; Liu, H.; Zhang, F. Effect of Welding Heat Input and Post-Welding Natural Aging on Hardness of Stir Zone for Friction Stir-Welded 2024-T3 Aluminum Alloy Thin-Sheet. Mater. Sci. Eng. A 2013, 559, 319–324. [Google Scholar] [CrossRef]
- Aloraier, A.; Ibrahim, R.; Thomson, P. FCAW Process to Avoid the Use of Post Weld Heat Treatment. Int. J. Press. Vessel. Pip. 2006, 83, 394–398. [Google Scholar] [CrossRef]
- Yuan, J.; Zuo, M.; Sokoluk, M.; Yao, G.; Pan, S.; Li, X. Nanotreating High-Zinc Al–Zn–Mg–Cu Alloy by TiC Nanoparticles. In Light Metals 2020; Tomsett, A., Ed.; Springer International Publishing: Cham, Switzerland, 2020; pp. 318–323. [Google Scholar]
- Ma, Y.; Addad, A.; Ji, G.; Zhang, M.-X.; Lefebvre, W.; Chen, Z.; Ji, V. Atomic-Scale Investigation of the Interface Precipitation in a TiB2 Nanoparticles Reinforced Al–Zn–Mg–Cu Matrix Composite. Acta Mater. 2020, 185, 287–299. [Google Scholar] [CrossRef]
- Li, X.; Cai, Q.; Zhao, B.; Liu, B.; Li, W. Precipitation Behaviors and Properties of Solution-Aging Al-Zn-Mg-Cu Alloy Refined with TiN Nanoparticles. J. Alloys Compd. 2018, 746, 462–470. [Google Scholar] [CrossRef]
- Zhou, D.; Qiu, F.; Jiang, Q. The Nano-Sized TiC Particle Reinforced Al–Cu Matrix Composite with Superior Tensile Ductility. Mater. Sci. Eng. A 2015, 622, 189–193. [Google Scholar] [CrossRef]
- Mondolfo, L.F. Aluminum Alloys: Structure and Properties; Butterworths: London, UK, 1979; ISBN 978-0-408-70932-3. [Google Scholar]
- Pan, S.; Guan, Z.; Yao, G.; Yuan, J.; Li, X. Mo-Enhanced Chemical Stability of TiC Nanoparticles in Molten Al. J. Alloys Compd. 2021, 856, 158169. [Google Scholar] [CrossRef]
- Totten, G.E. (Ed.) Metallurgy of Heat Treatable Aluminum Alloys. In Heat Treating of Nonferrous Alloys; ASM International: Materials Park, OH, USA, 2016; pp. 65–113. ISBN 978-1-62708-169-6. [Google Scholar]
- Lee, S.-H. Precipitation Strengthening in Naturally Aged Al–Zn–Mg–Cu Alloy. Mater. Sci. 2021, 8, 140719. [Google Scholar] [CrossRef]
- Berg, L.K.; Gjønnes, J.; Hansen, V.; Li, X.Z.; Knutson-Wedel, M.; Waterloo, G.; Schryvers, D.; Wallenberg, L.R. GP-Zones in Al–Zn–Mg Alloys and Their Role in Artificial Aging. Acta Mater. 2001, 49, 3443–3451. [Google Scholar] [CrossRef]
- Sha, G.; Cerezo, A. Early-Stage Precipitation in Al–Zn–Mg–Cu Alloy (7050). Acta Mater. 2004, 52, 4503–4516. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Al | Zn | Mg | Cu | Ti | Si | Fe | TiC vol.% |
|---|---|---|---|---|---|---|---|---|
| A-0Cu | Bal. | 6.01 ± 0.16 | 2.48 ± 0.07 | 0.00 ± 0.00 | 0.00 ± 0.00 | 0.04 ± 0.01 | 0.03 ± 0.01 | 0.00 ± 0.00 |
| A-0Cu-NP | Bal. | 5.97 ± 0.22 | 2.61 ± 0.10 | 0.00 ± 0.00 | 1.17 ± 0.12 | 0.08 ± 0.01 | 0.10 ± 0.01 | 0.86 ± 0.01 |
| B-0.5Cu | Bal. | 6.07 ± 0.16 | 2.53 ± 0.03 | 0.52 ± 0.02 | 0.00 ± 0.00 | 0.02 ± 0.00 | 0.04 ± 0.00 | 0.00 ± 0.00 |
| B-0.5Cu-NP | Bal. | 5.93 ± 0.23 | 2.74 ± 0.09 | 0.59 ± 0.01 | 1.24 ± 0.04 | 0.06 ± 0.00 | 0.09 ± 0.01 | 0.91 ± 0.00 |
| C-1Cu | Bal. | 6.18 ± 0.15 | 2.63 ± 0.09 | 1.11 ± 0.06 | 0.00 ± 0.00 | 0.03 ± 0.00 | 0.03 ± 0.00 | 0.00 ± 0.00 |
| B-1Cu-NP | Bal. | 6.01 ± 0.29 | 2.49 ± 0.10 | 1.10 ± 0.05 | 1.26 ± 0.09 | 0.07 ± 0.01 | 0.11 ± 0.01 | 0.93 ± 0.01 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yuan, J.; Liu, Q.; Pan, S.; Xu, M.; Murali, N.; Li, J.; Wang, S.; Li, X. Nano-Treating Promoted Natural Aging Al-Zn-Mg-Cu Alloys. J. Compos. Sci. 2022, 6, 114. https://doi.org/10.3390/jcs6040114
Yuan J, Liu Q, Pan S, Xu M, Murali N, Li J, Wang S, Li X. Nano-Treating Promoted Natural Aging Al-Zn-Mg-Cu Alloys. Journal of Composites Science. 2022; 6(4):114. https://doi.org/10.3390/jcs6040114
Chicago/Turabian StyleYuan, Jie, Qian Liu, Shuaihang Pan, Mingjie Xu, Narayanan Murali, Jiaxing Li, Shuai Wang, and Xiaochun Li. 2022. "Nano-Treating Promoted Natural Aging Al-Zn-Mg-Cu Alloys" Journal of Composites Science 6, no. 4: 114. https://doi.org/10.3390/jcs6040114
APA StyleYuan, J., Liu, Q., Pan, S., Xu, M., Murali, N., Li, J., Wang, S., & Li, X. (2022). Nano-Treating Promoted Natural Aging Al-Zn-Mg-Cu Alloys. Journal of Composites Science, 6(4), 114. https://doi.org/10.3390/jcs6040114