
Electrochemical Studies of the Corrosion Behavior of Al/SiC/PKSA Hybrid Composites in 3.5% NaCl Solution

 ,
,  ,
,  and
and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Composite Production
2.2. Preparation of Specimen
2.3. Physical and Mechanical Properties
2.4. Corrosion Test
2.4.1. Immersion Test/Gravimetric Measurement
2.4.2. Electrochemical Corrosion Test
3. Results and Discussion
3.1. Microstructure of Produced Composite
3.2. Physical and Mechanical Properties
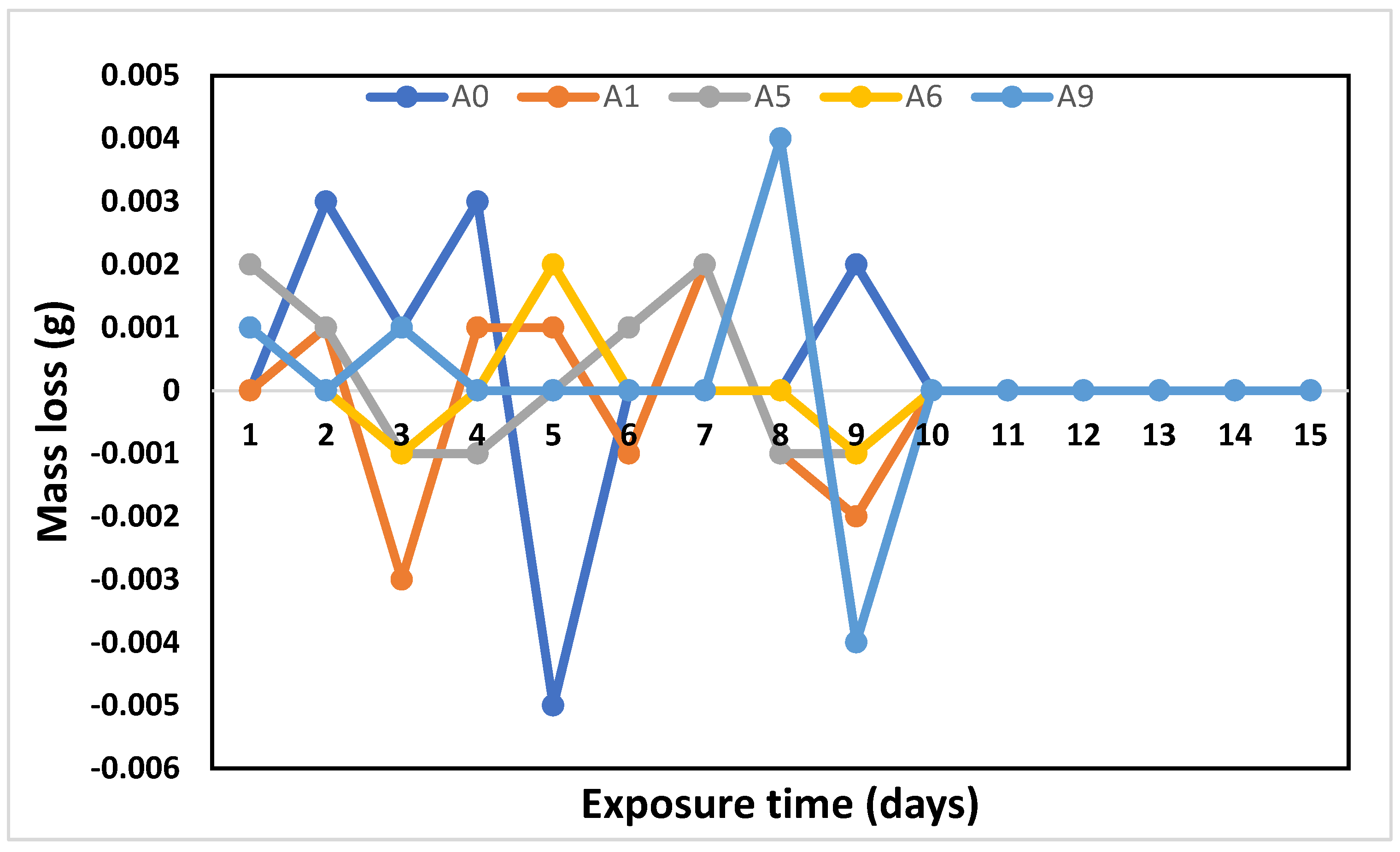
3.3. Gravimetric Analysis
Corrosion Behavior in 3.5 wt.% NaCl Environment
3.4. Electrochemical Measurement of the Samples
Corrosion Behavior in 3.5 wt.% NaCl Solution Using PDP
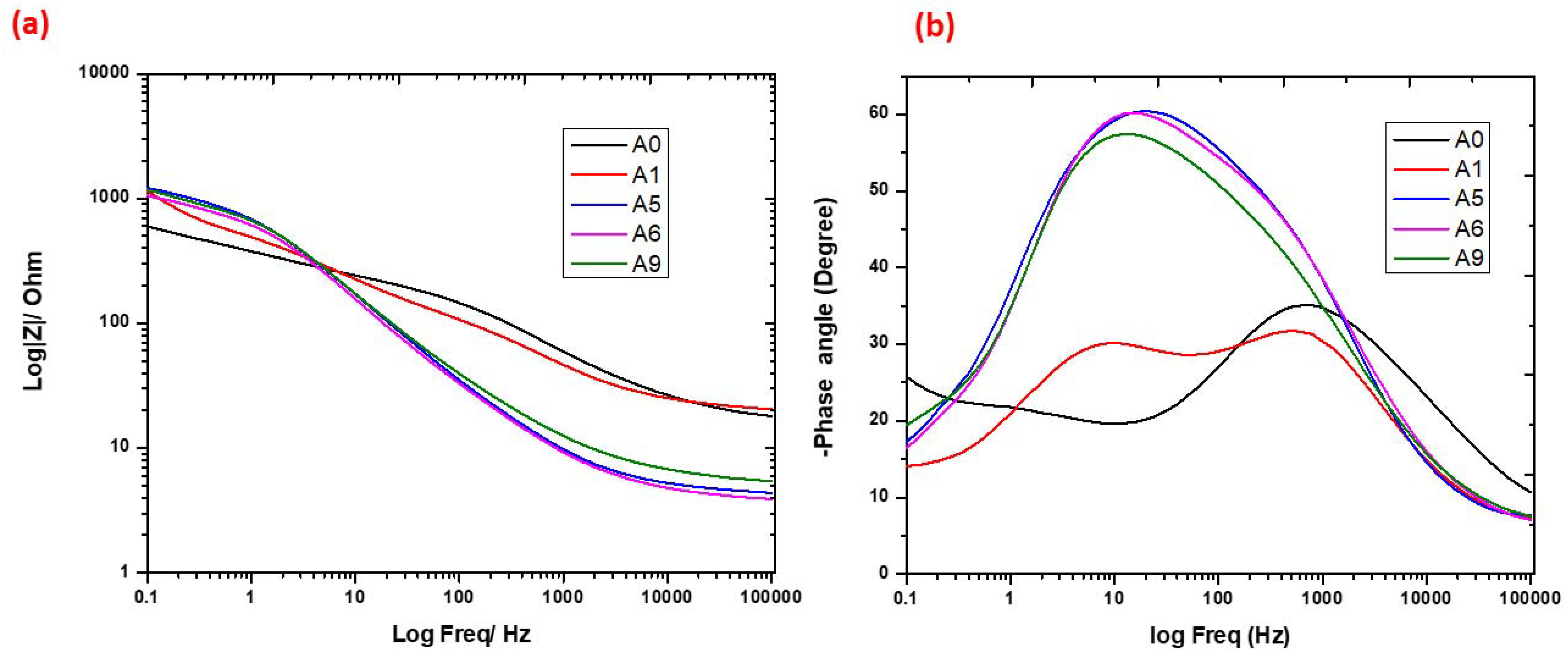
3.5. EIS Spectra of the Samples
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zakaria, H.M. Microstructural and corrosion behavior of Al/SiC metal matrix composites. Ain. Shams. Eng. J. 2014, 5, 831–838. [Google Scholar] [CrossRef]
- Ikubanni, P.P.; Oki, M.; Adekunle, A.A. A review of ceramic/bio-based hybrid reinforced aluminium matrix composites. Cogent. Eng. 2020, 7, 1727167. [Google Scholar] [CrossRef]
- Ikubanni, P.P.; Oki, M.; Adeleke, A.A.; Adediran, A.A.; Agboola, O.O.; Babayeju, O.; Egbo, N.; Omiogbemi, I.M.B. Tribological and physical properties of hybrid reinforced aluminium matrix composites. Mater. Today Proc. 2021, 46, 5909–5913. [Google Scholar] [CrossRef]
- Omoniyi, P.O.; Akinlabi, E.T.; Mahamood, R.M.; Jen, T.C. Corrosion Resistance of Heat Treated Ti6Al4V in NaCl. Chem. Data Collect. 2021, 36, 100780. [Google Scholar] [CrossRef]
- Alaneme, K.K.; Fajemisin, A.V.; Maledi, N.B. Development of aluminium-based composites reinforced with steel and graphite particles: Structural, mechanical and wear characterization. J. Mater. Res. Technol. 2019, 8, 670–682. [Google Scholar] [CrossRef]
- Haridass, R.; Vishnu, N.; Abinesh, A.; Manoj, K.N. Determination of corrosion behaviour of Al6063-SiC-RHA meta matrix composites. Int. J. Pure Appl. Math. 2018, 118, 907–915. [Google Scholar]
- Orhadahwe, T.A.; Ajide, O.O.; Adeleke, A.A.; Ikubanni, P.P. A review on primary synthesis and secondary treatment of aluminium matrix composites. Arab. J. Basic. Appl. Sci. 2020, 27, 389–405. [Google Scholar] [CrossRef]
- Ikubanni, P.P.; Oki, M.; Adeleke, A.A.; Agboola, O.O. Optimization of the tribological properties of hybrid reinforced aluminium matrix composites using Taguchi and Grey’s relational analysis. Sci. African 2021, 12, e00839. [Google Scholar] [CrossRef]
- Nanjan, S.; Muralia, J.G. Analysing the mechanical properties and corrosion phenomenon of reinforced metal matrix composite. Mater. Res. 2020, 23, 2. [Google Scholar] [CrossRef]
- Ikubanni, P.P.; Oki, M.; Adeleke, A.A.; Omoniyi, P.O. Synthesis, physico—Mechanical and microstructural characterization of Al6063/SiC/PKSA hybrid reinforced composites. Sci. Rep. 2021, 11, 14845. [Google Scholar] [CrossRef]
- Bodunrin, M.O.; Alaneme, K.K.; Chown, L.H. Aluminium matrix hybrid composites: A review of reinforcement philosophies; Mechanical, corrosion and tribological characteristics. J. Mater. Res. Technol. 2015, 4, 434–445. [Google Scholar] [CrossRef]
- Aigbodion, V.S.; Ezema, I.C. Multifunctional A356 alloy/ PKSAnp composites: Microstructure and mechanical properties. Def. Technol. 2020, 16, 731–736. [Google Scholar] [CrossRef]
- Alaneme, K.K.; Oganbule, C.A.; Adewale, A. Circumferential notch test based fracture toughness investigation of Al-Mg-Si Alloy composites reinforced with alumina and quarry dust. J. Chem. Technol. Metall. 2020, 55, 469–478. [Google Scholar]
- Edoziuno, F.O.; Adediran, A.A.; Odoni, B.U.; Utu, O.G.; Olayanju, A. Physico-chemical and morphological evaluation of palm kernel shell particulate reinforced aluminium matrix composites. Mater. Today Proc. 2021, 38, 652–657. [Google Scholar] [CrossRef]
- Imran, M.; Khan, A.R.A. Characterization of Al-7075 metal matrix composites: A review. J. Mater. Res. Technol. 2019, 8, 3347–3356. [Google Scholar] [CrossRef]
- Singh, G.; Goyal, S. Microstructure and mechanical behavior of AA6082-T6/SiC/B4C-based aluminum hybrid composites. Part. Sci. Technol. 2018, 36, 154–161. [Google Scholar] [CrossRef]
- Fatile, O.B.; AkinruliI, J.; Amori, A.A. Microstructure and Mechanical Behaviour of Stir-Cast Al-Mg-Sl Alloy Matrix Hybrid Composite Reinforced with Corn Cob Ash and Silicon Carbide. Int. J. Eng. Technol. Innov. 2014, 4, 251–259. [Google Scholar]
- Mavhungu, S.T.; Akinlabi, E.T.; Onitiri, M.A.; Varachia, F.M. Aluminum Matrix Composites for Industrial Use: Advances and Trends. Procedia Manuf. 2017, 7, 178–182. [Google Scholar] [CrossRef]
- Omoniyi, P.; Adekunle, A.; Ibitoye, S.; Olorunpomi, O.; Abolusoro, O. Mechanical and microstructural evaluation of aluminium matrix composite reinforced with wood particles. J. King Saud Univ. Eng. Sci. 2021, 34, 445–450. [Google Scholar] [CrossRef]
- Ikubanni, P.; Oki, M.; Adeleke, A.; Adesina, O.; Omoniyi, P. Physico-Tribological Characteristics and Wear Mechanism of Hybrid Reinforced Al6063 Matrix Composites. Acta Metall. Slovaca 2021, 27, 172–179. [Google Scholar] [CrossRef]
- Ikubanni, P.; Oki, M.; Adeleke, A.; Omoniyi, P.; Ajisegiri, E.; Akinlabi, E. Physico-Mechanical Properties and Microstructure Responses of Hybrid Reinforced Al6063 Composites to Pksa/Sic Inclusion. Acta Metall. Slovaca 2022, 28, 25–32. [Google Scholar] [CrossRef]
- Gowda, H.; Prasad, P.R. Evaluation of Wear and Corrosion Resistance of A356 Alloy Based Hybrid Composite at Different Aging Conditions. Int. J. Mater. Sci. 2016, 11, 57–69. [Google Scholar]
- Ononiwu, N.; Ozoegwu, C.; Madushele, N.; Akinribide, O.J. Mechanical Properties Tribology and Electrochemical Studies of Al/Fly Ash/Eggshell Aluminium Matrix Composite. Biointerface Res. Appl. Chem. 2022, 12, 4900–4919. [Google Scholar] [CrossRef]
- Omoniyi, P.; Abolusoro, O.; Olorunpomi, O.; Ajiboye, T.; Adewuyi, O.; Aransiola, O.; Akinlabi, E. Corrosion Properties of Aluminum Alloy Reinforced with Wood Particles. J. Compos. Sci. 2022, 6, 189. [Google Scholar] [CrossRef]
- Alaneme, K.K.; Ekperusi, J.O.; Oke, S.R. Corrosion behaviour of thermal cycled aluminium hybrid composites reinforced with rice husk ash and silicon carbide. J. King Saud. Univ. Eng. Sci. 2018, 30, 391–397. [Google Scholar] [CrossRef]
- Prasad, D.V.; Shoba, C.; Ramanaiah, N. Investigations of mechanical properties of aluminum hybrid composites. J. Mat. Res. Technol. 2014, 3, 79–85. [Google Scholar] [CrossRef]
- ASTM E10-18; Standard Test Methods for Brinell Hardness of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTME8/E8M-16ae1; Standard Test Methods for Tension Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2016.
- ASTM. ASTM Standard Guide for Laboratory Immersion Corrosion Testing of Metals; ASTM International: West Conshohocken, PA, USA, 2012; pp. 1–10. [Google Scholar] [CrossRef]
- ASTM G102-89; Standard Practice for from Electrochemical Measurements 1. ASTM International: West Conshohocken, PA, USA, 2014; Volume 89, pp. 1–7. [CrossRef]
- Kanth, U.R.; Rao, P.S.; Krishna, M.G. Mechanical behaviour of fly ash/SiC particles reinforced Al-Zn alloy-based metal matrix composites fabricated by stir casting method. J. Mat. Res. Technol. 2019, 8, 737–744. [Google Scholar] [CrossRef]
- Alaneme, K.K.; Sanusi, O.K. Microstructural characteristics, mechanical and wear behaviour of aluminium matrix hybrid composites reinforced with alumina, rice husk ash and graphite. Eng. Sci. Technol. Int. J. 2015, 18, 416–422. [Google Scholar] [CrossRef]
- Sarada, B.N.; Murthy, P.L.S.; Ugrasen, G. Hardness and wear characteristics of hybrid aluminium metal matrix composites produced by stir casting technique. Mat. Today Proc. 2015, 2, 2878–2885. [Google Scholar] [CrossRef]
- Aigbodion, V.S. Bean pod ash nanoparticles a promising reinforcement for aluminium matrix biocomposites. J. Mater. Res. Technol. 2019, 8, 6011–6020. [Google Scholar] [CrossRef]
- Anestiev, L.; Lazarova, R.; Petrov, P.; Dyakova, V.; Stanev, L. On the strengthening and the strength reducing mechanisms at aluminium matrix composites reinforced with nano-sized TiCN particulates. Philosophical. Mag. 2020, 101, 129–153. [Google Scholar] [CrossRef]
- Alaneme, K.K.; Bodunrin, M.O. Corrosion Behavior of Alumina Reinforced Aluminium (6063) Metal Matrix Composites. J. Miner. Mater. Charact. Eng. 2011, 10, 1153–1165. [Google Scholar] [CrossRef]
- Alaneme, K.K.; Eze, H.I.; Bodunrin, M.O. Corrosion behaviour of groundnut shell ash and silicon carbide hybrid reinforced Al-Mg-Si alloy matrix composites in 3.5% NaCl and 0.3MH2SO4 solutions. Leonardo Electron. J. Pract. Technol. 2015, 26, 129–146. [Google Scholar]
- Alaneme, K.K.; Ademilua, B.O.; Bodunrin, M.O. Mechanical Properties and Corrosion Behaviour of Aluminium Hybrid Composites Reinforced with Silicon Carbide and Bamboo Leaf Ash. Tribol. Ind. 2013, 35, 25–35. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Designation | Aluminum (6063) (wt.%) | PKSA (wt.%) | SiC (wt.%) |
|---|---|---|---|
| A0 | 100 | 0 | 0 |
| A1 | 98 | 0 | 2 |
| A5 | 90 | 8 | 2 |
| A6 | 98 | 2 | 0 |
| A9 | 90 | 2 | 8 |
| Sample ID | Theoretical Density (g/cm3) | Porosity (%) | Hardness (BHN) | YS (MPa) | UTS (MPa) | % Elong. |
|---|---|---|---|---|---|---|
| A0 | 2.70 | 2.063 | 73.019 | 78.837 | 116.087 | 7.6 |
| A1 | 2.71 | 2.177 | 75.792 | 84.469 | 124.470 | 7.2 |
| A5 | 2.56 | 2.289 | 80.550 | 93.419 | 128.169 | 5.8 |
| A6 | 2.66 | 2.128 | 74.093 | 81.402 | 123.402 | 7.4 |
| A9 | 2.70 | 2.074 | 85.488 | 101.962 | 133.462 | 5.0 |
| Sample Immersed in 3.5% wt. NaCl Solution for 24 h | ||
|---|---|---|
| Sample | Ecorr (mV) | Icorr (µA/cm2) |
| A0 | −220.619 | 5.450 |
| A1 | −760.907 | 40.868 |
| A5 | −884.590 | 11.798 |
| A6 | −862.798 | 9.971 |
| A9 | −899.467 | 11.524 |
| Sample Immersed in 3.5% wt. NaCl Solution for 72 h | ||
| Sample | Ecorr (mV) | Icorr (µA/cm2) |
| A0 | −255.875 | 7.370 |
| A1 | −543.928 | 16.850 |
| A5 | −856.120 | 6.810 |
| A6 | −846.725 | 7.190 |
| A9 | −887.281 | 7.200 |
| Sample | Time (h) | Rs (Ω·cm2) | Rf (Ω·cm2) | Y01 (µF·cm2) | n1 | Rct (Ω·cm2) | Y02 (µF·cm2) | n2 |
|---|---|---|---|---|---|---|---|---|
| A0 | 24 | 11.06 | 236.00 | 59.3 | 0.653 | 1010 | 199 | 0.69 |
| 72 | 15.72 | 66.37 | 101 | 0.594 | 247.5 | 1360 | 0.948 | |
| A1 | 24 | 4.046 | 3.012 | 288 | 0.732 | 382.6 | 53.2 | 0.886 |
| 72 | 19.55 | 125.9 | 93.0 | 0.531 | 979.7 | 545 | 0.647 | |
| A5 | 24 | 3.729 | 1.537 | 77.0 | 0.768 | 995.3 | 180 | 0.736 |
| 72 | 4.387 | 102.9 | 236 | 0.727 | 1080 | 15.3 | 0.979 | |
| A6 | 24 | 3.358 | 33.37 | 209 | 0.736 | 880.4 | 54.5 | 0.802 |
| 72 | 3.914 | 38.93 | 198 | 0.741 | 952.5 | 57.5 | 0.832 | |
| A9 | 24 | 5.299 | 7.481 | 115 | 0.751 | 903.1 | 136 | 0.725 |
| 72 | 5.43 | 4.51 | 189 | 0.714 | 1040 | 600 | 0.829 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ikubanni, P.; Oki, M.; Adeleke, A.; Adesina, O.; Omoniyi, P.; Akinlabi, E. Electrochemical Studies of the Corrosion Behavior of Al/SiC/PKSA Hybrid Composites in 3.5% NaCl Solution. J. Compos. Sci. 2022, 6, 286. https://doi.org/10.3390/jcs6100286
Ikubanni P, Oki M, Adeleke A, Adesina O, Omoniyi P, Akinlabi E. Electrochemical Studies of the Corrosion Behavior of Al/SiC/PKSA Hybrid Composites in 3.5% NaCl Solution. Journal of Composites Science. 2022; 6(10):286. https://doi.org/10.3390/jcs6100286
Chicago/Turabian StyleIkubanni, Peter, Makanjuola Oki, Adekunle Adeleke, Olanrewaju Adesina, Peter Omoniyi, and Esther Akinlabi. 2022. "Electrochemical Studies of the Corrosion Behavior of Al/SiC/PKSA Hybrid Composites in 3.5% NaCl Solution" Journal of Composites Science 6, no. 10: 286. https://doi.org/10.3390/jcs6100286
APA StyleIkubanni, P., Oki, M., Adeleke, A., Adesina, O., Omoniyi, P., & Akinlabi, E. (2022). Electrochemical Studies of the Corrosion Behavior of Al/SiC/PKSA Hybrid Composites in 3.5% NaCl Solution. Journal of Composites Science, 6(10), 286. https://doi.org/10.3390/jcs6100286