

Effect of Annealing and Diameter on Tensile Property of Spinnable Carbon Nanotube and Unidirectional Carbon Nanotube Reinforced Epoxy Composite


Abstract
1. Introduction
2. Materials and Methods
2.1. Carbon Nanotube
2.2. Epoxy
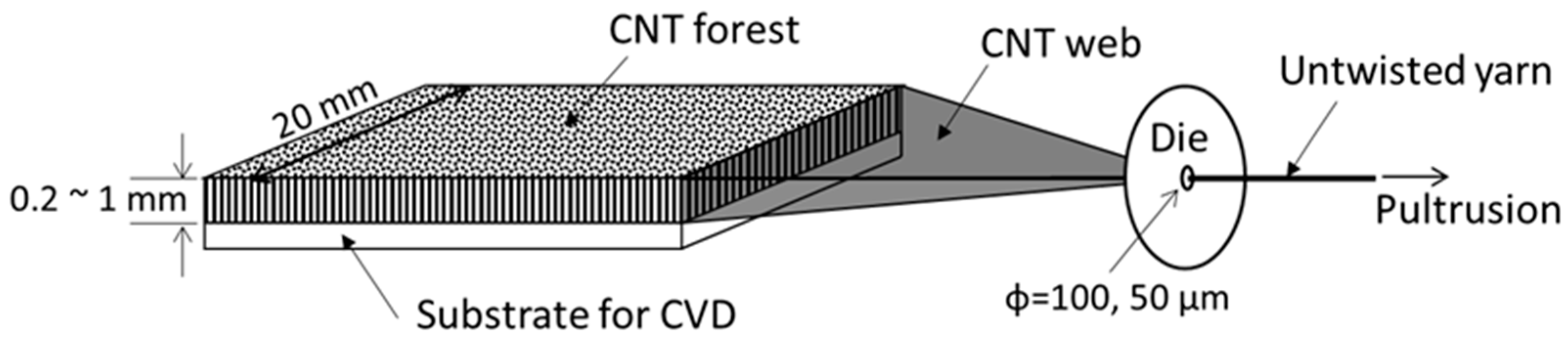
2.3. Fabrication of Carbon Nanotube Untwisted Yarn
2.4. Annealing
2.5. Measurement of Crystallinity of CNT
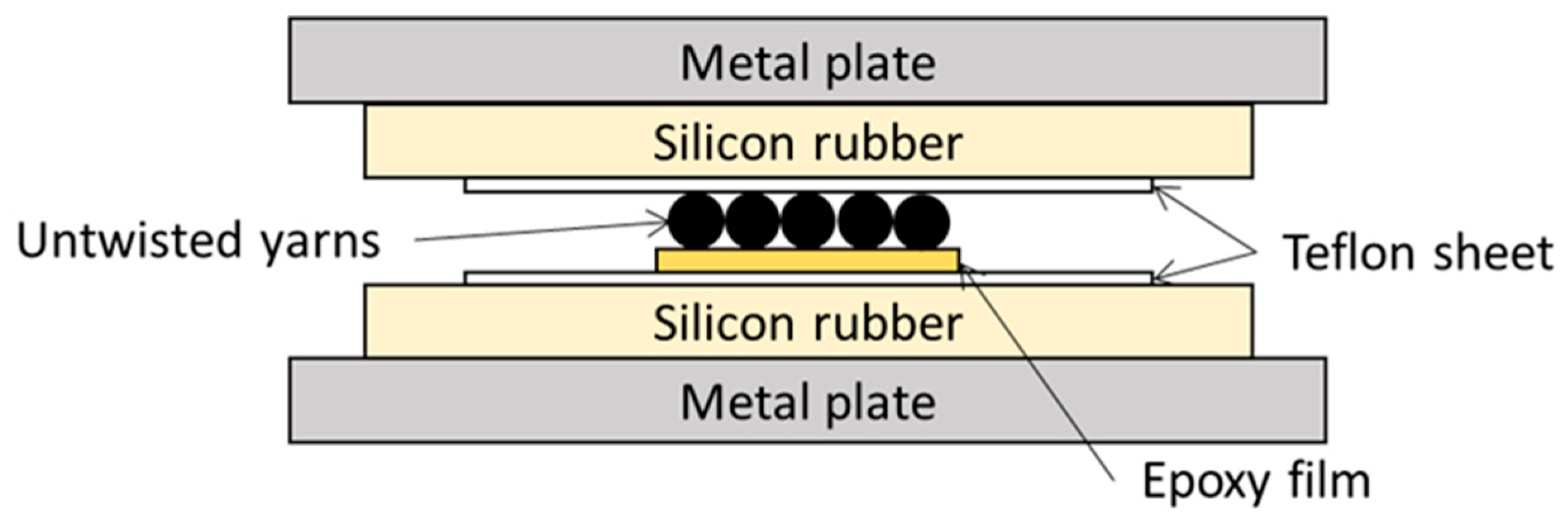
2.6. Fabrication of Unidirectional MWNT Reinforced Epoxy Composite
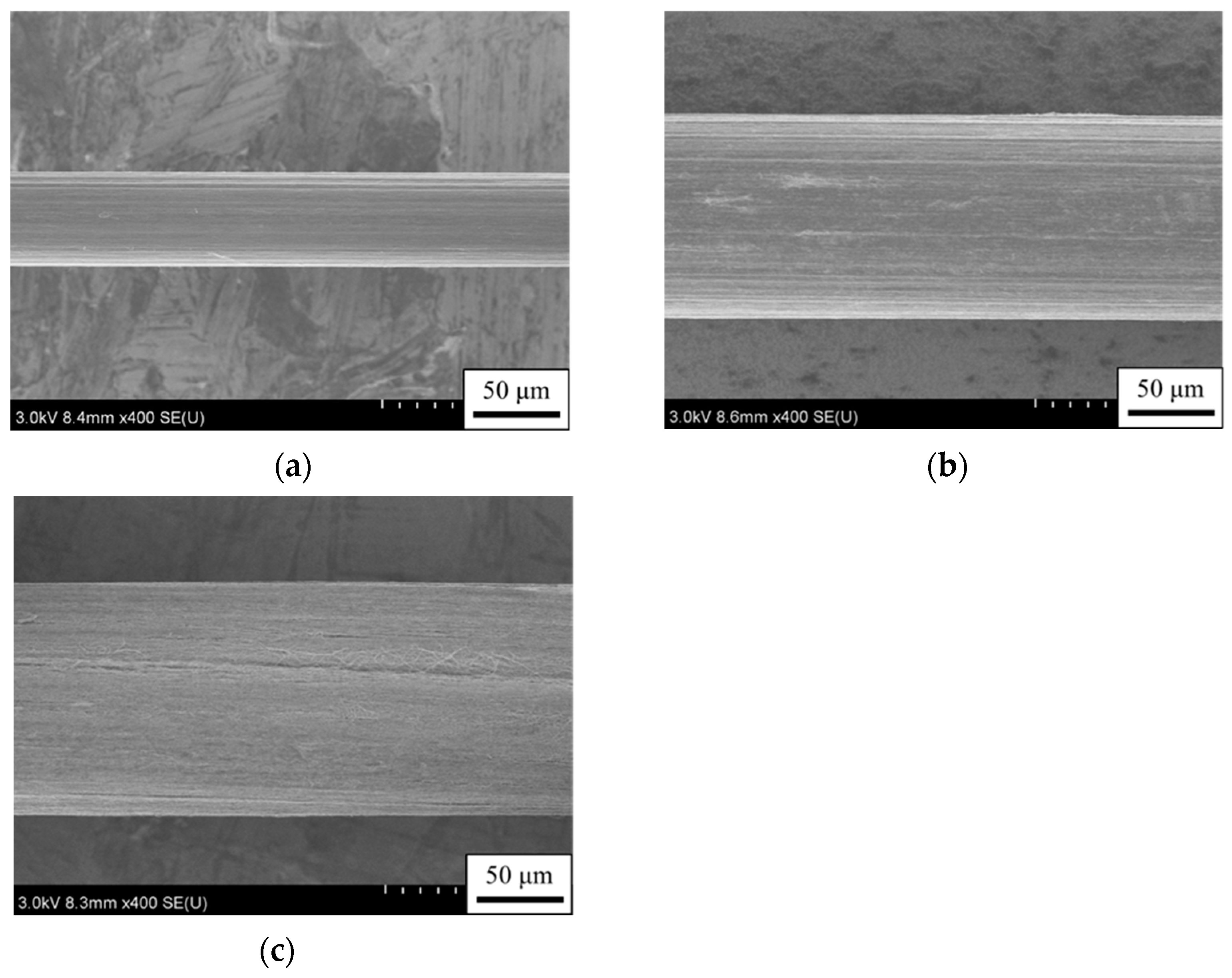
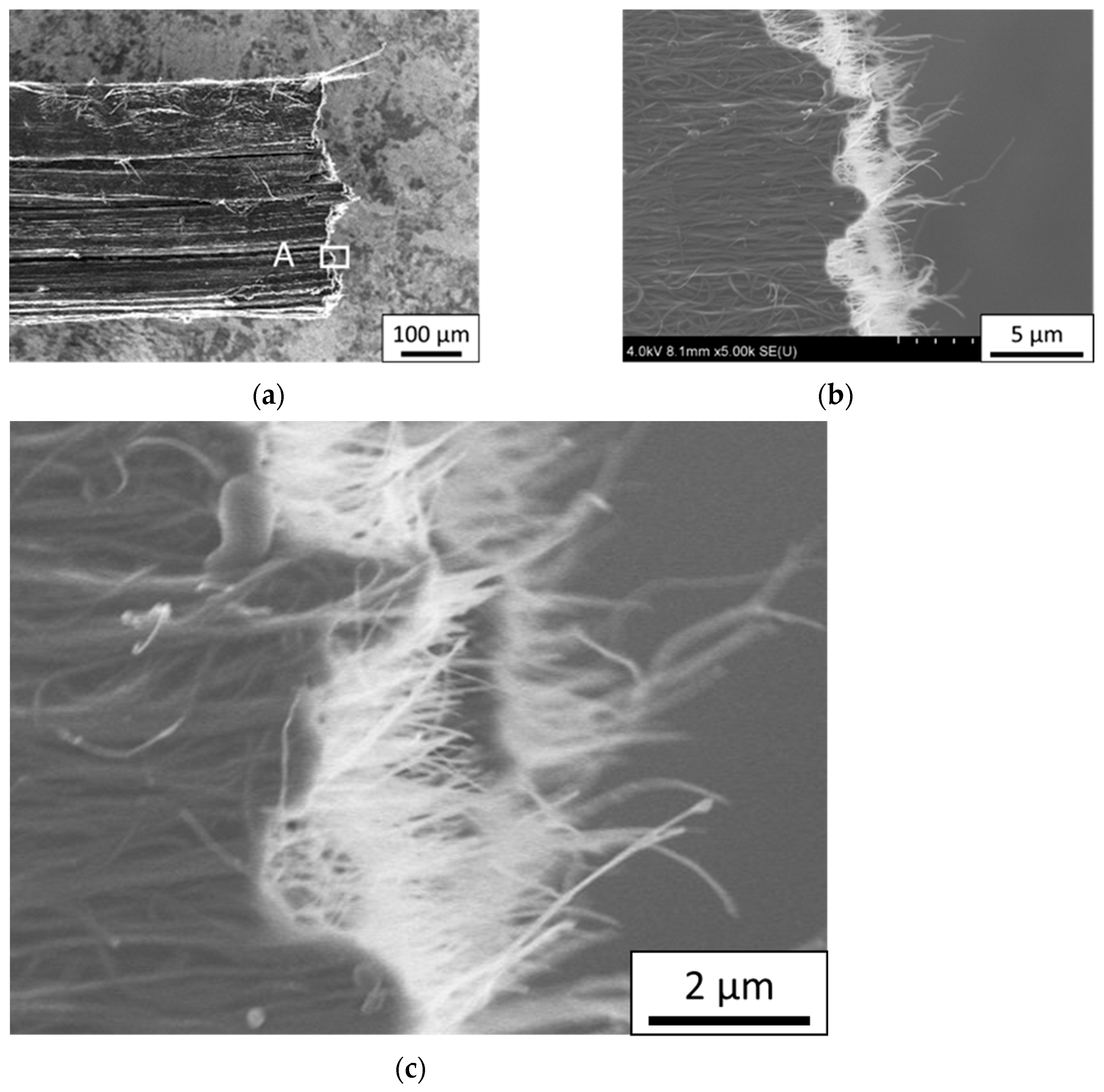
2.7. SEM Observation
2.8. Tensile Test
3. Results
3.1. Crystallinity of MWNT
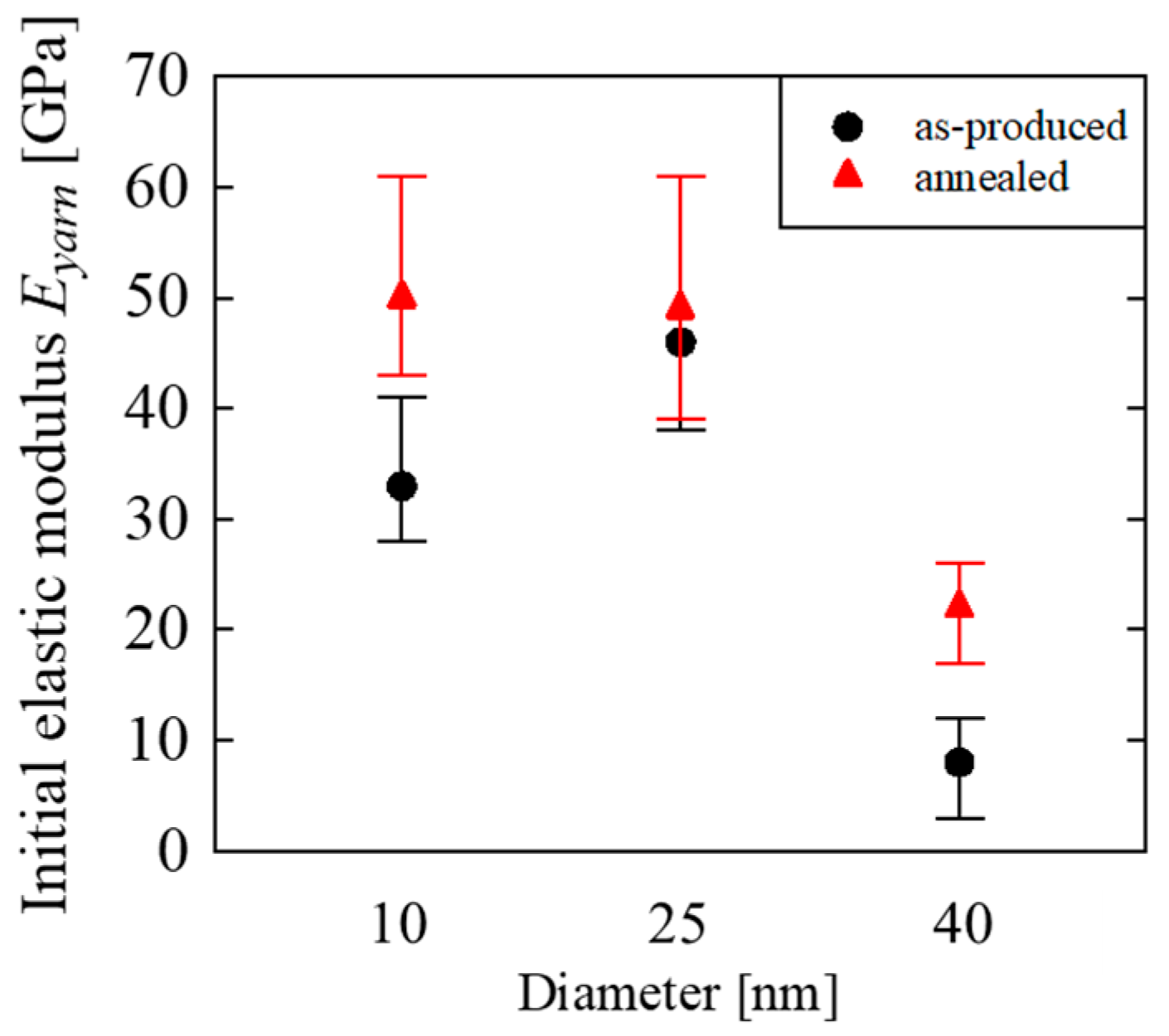
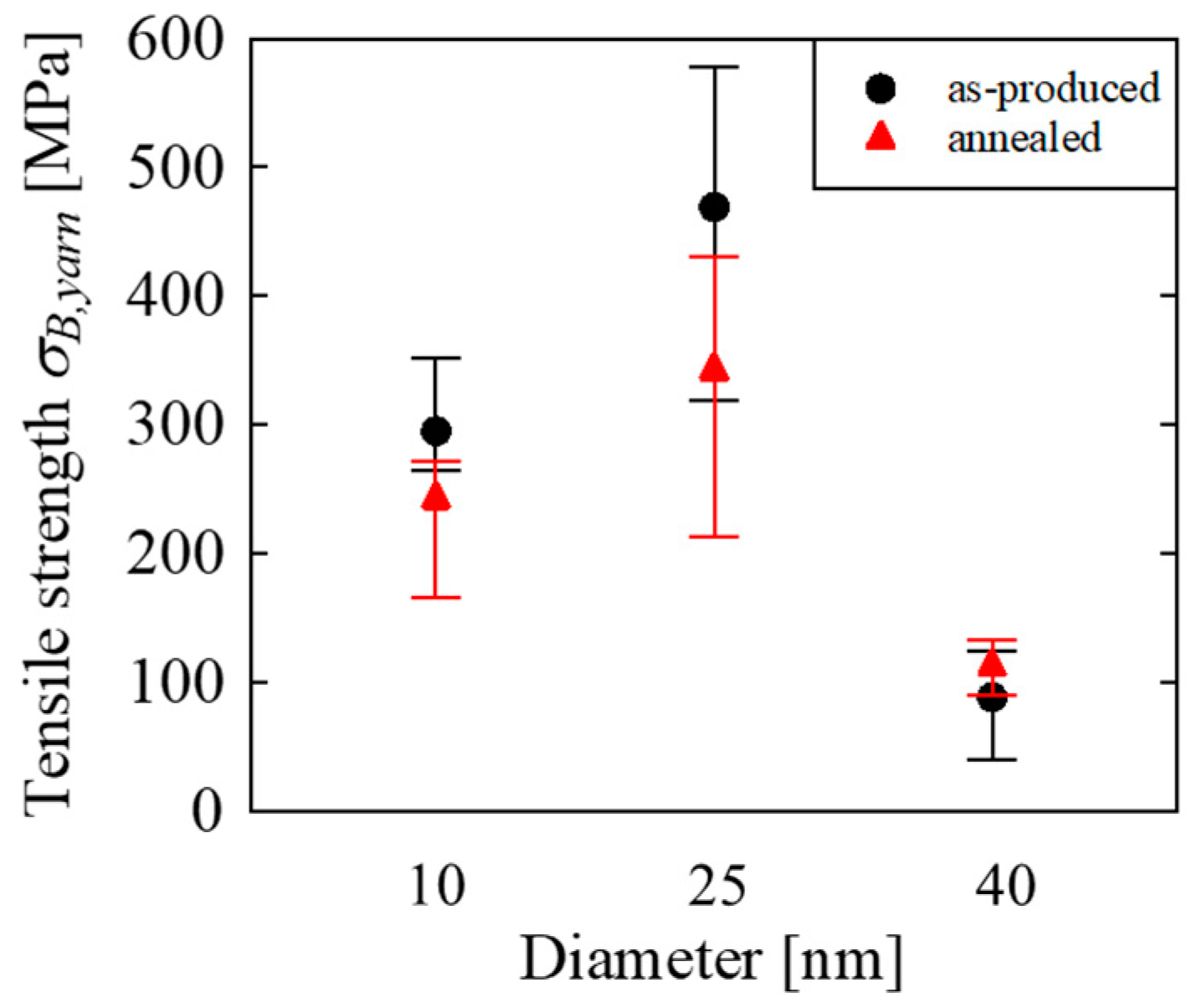
3.2. Tensile Property of Untwisted Yarn
3.3. Evaluation of Tensile Properties of MWNT
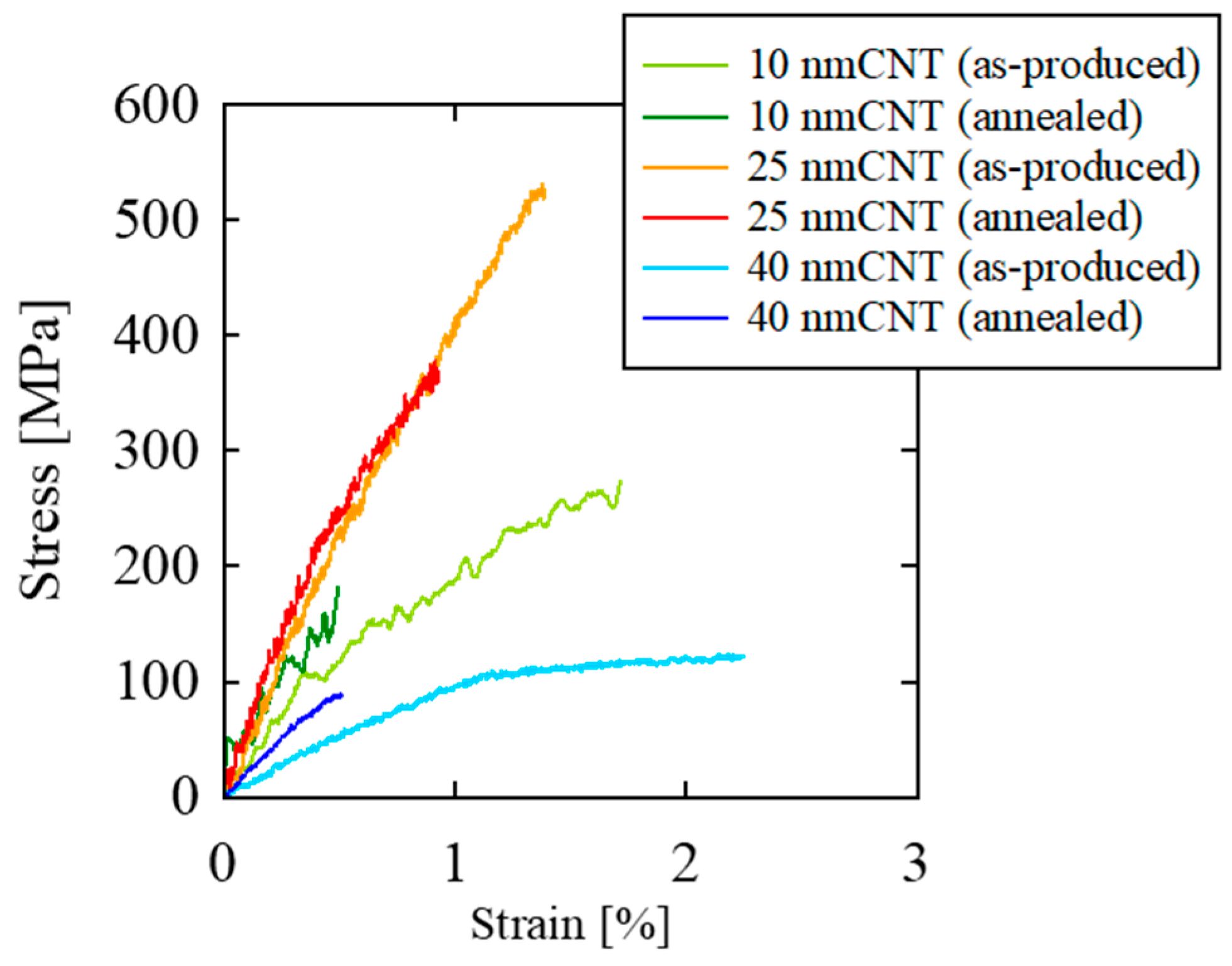
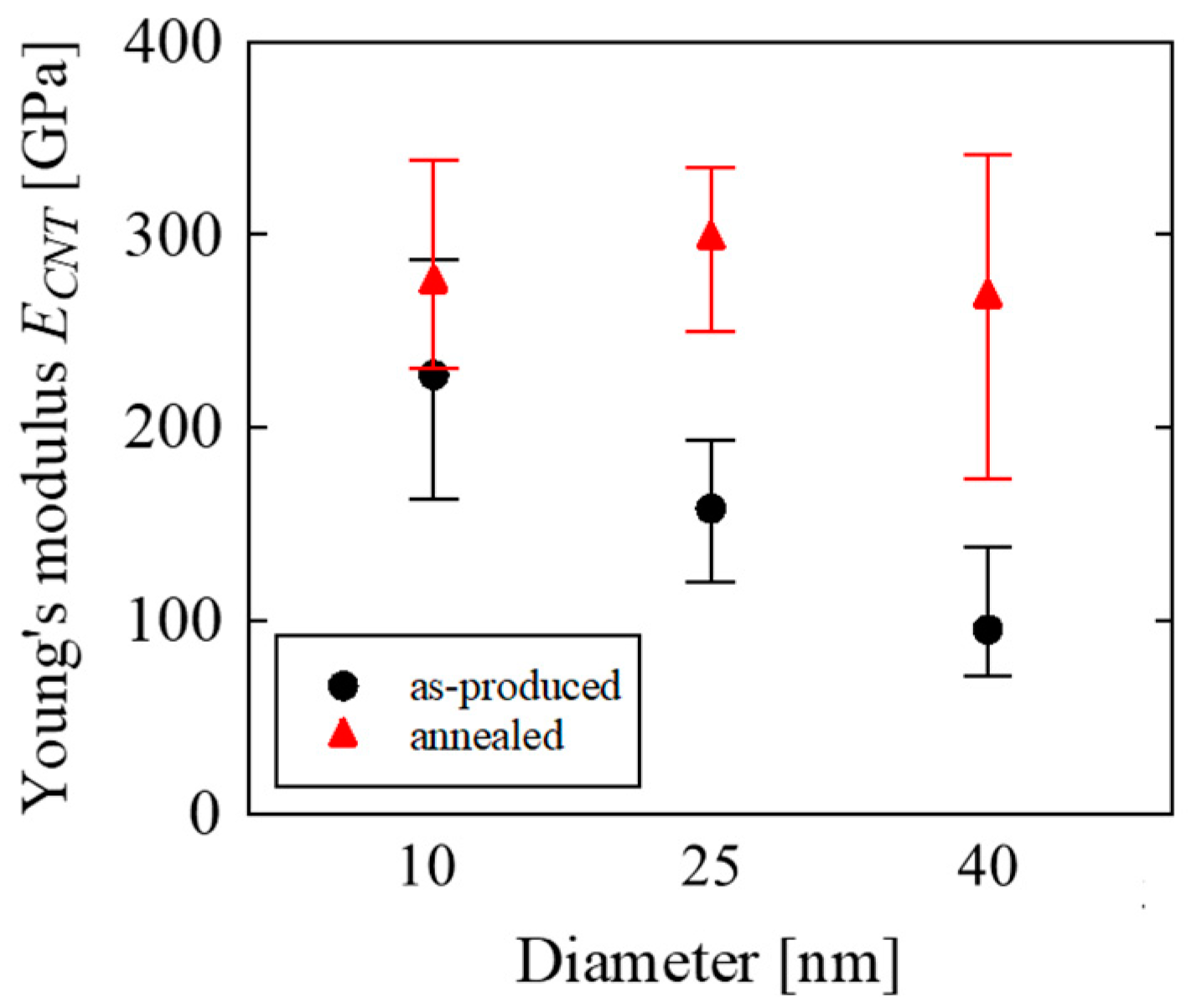
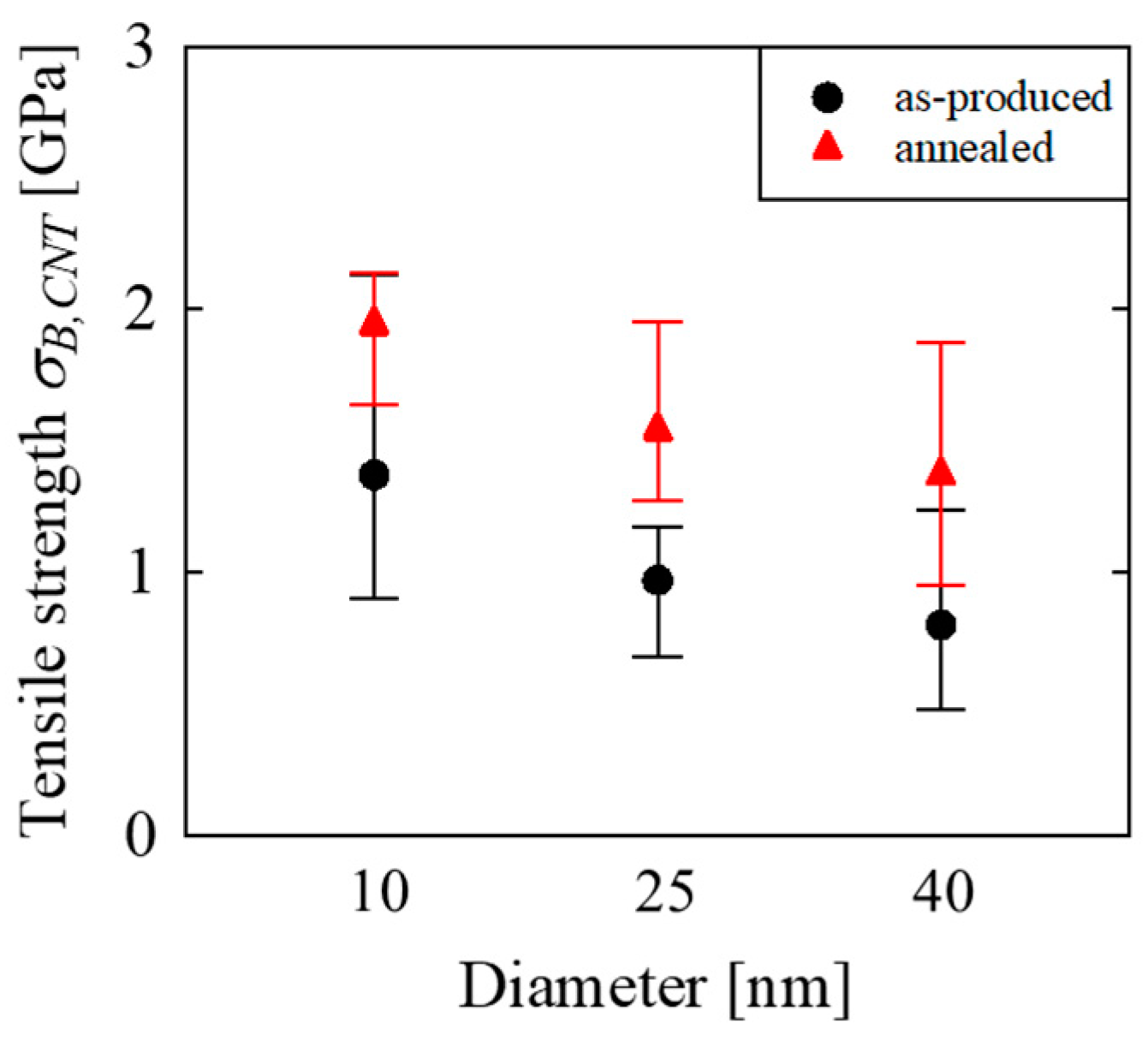
3.4. Tensile Properties of MWNT
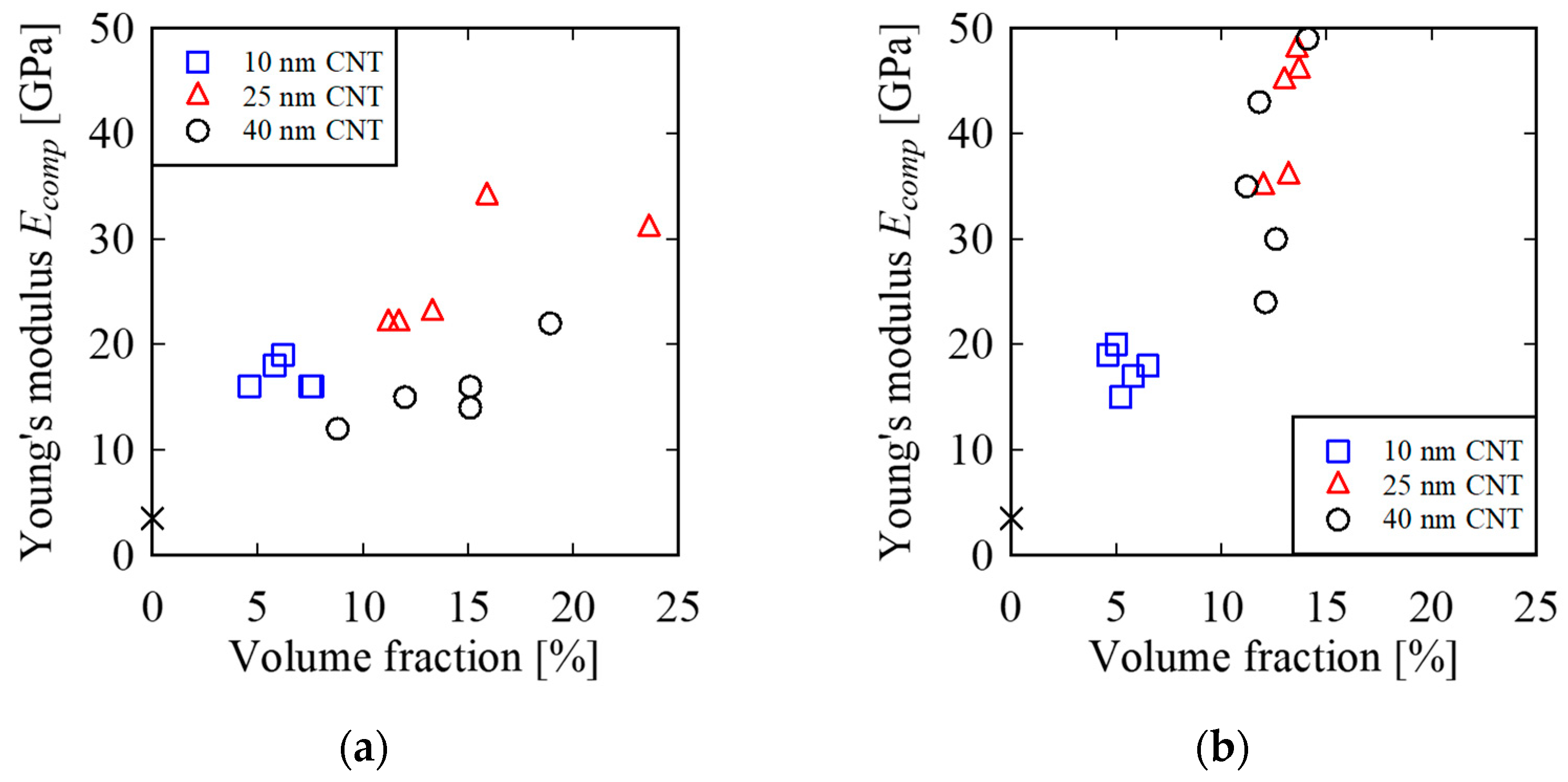
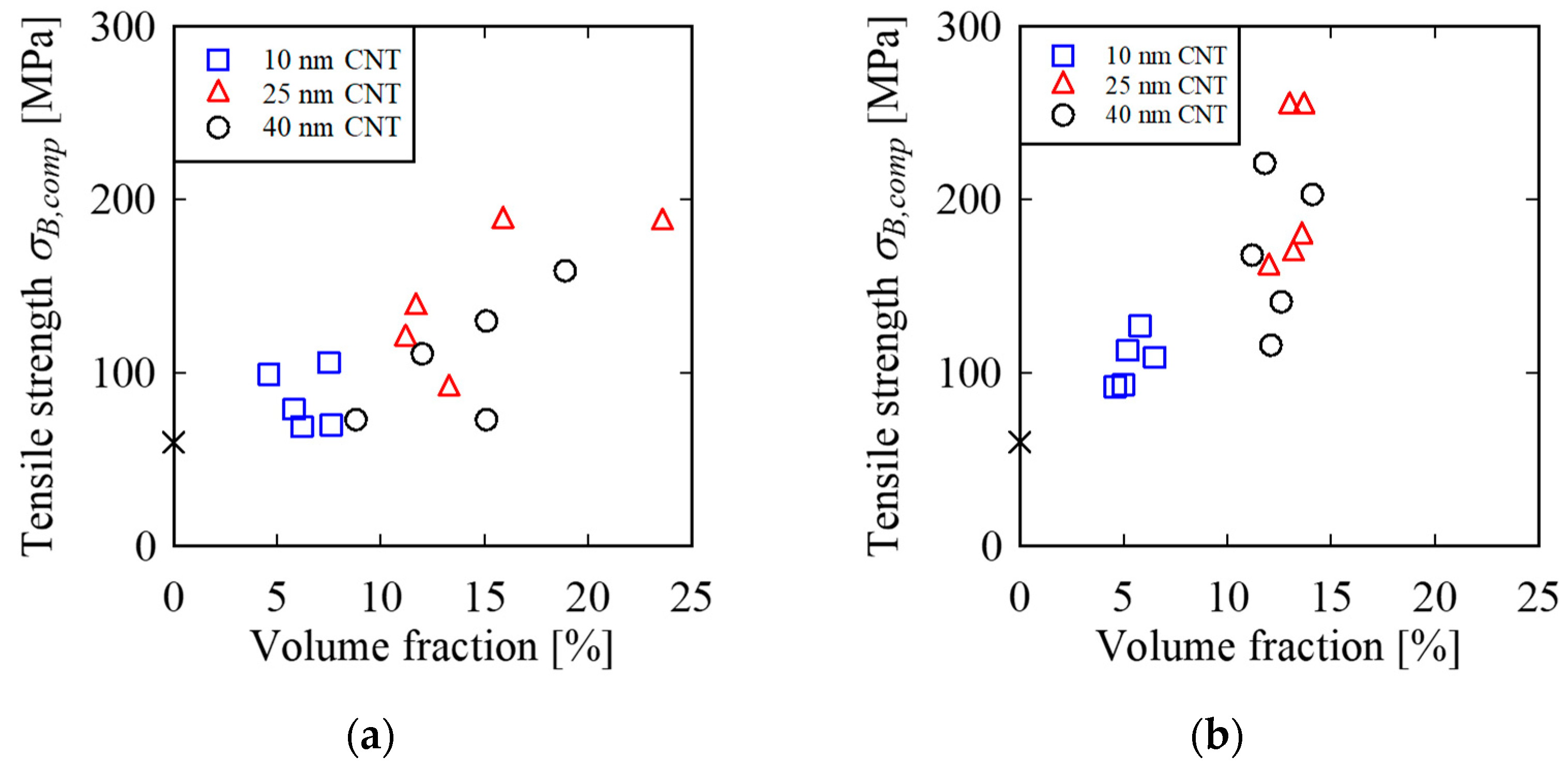
3.5. Tensile Properties of Unidirectional MWNT Reinforced Epoxy Composite
4. Discussion
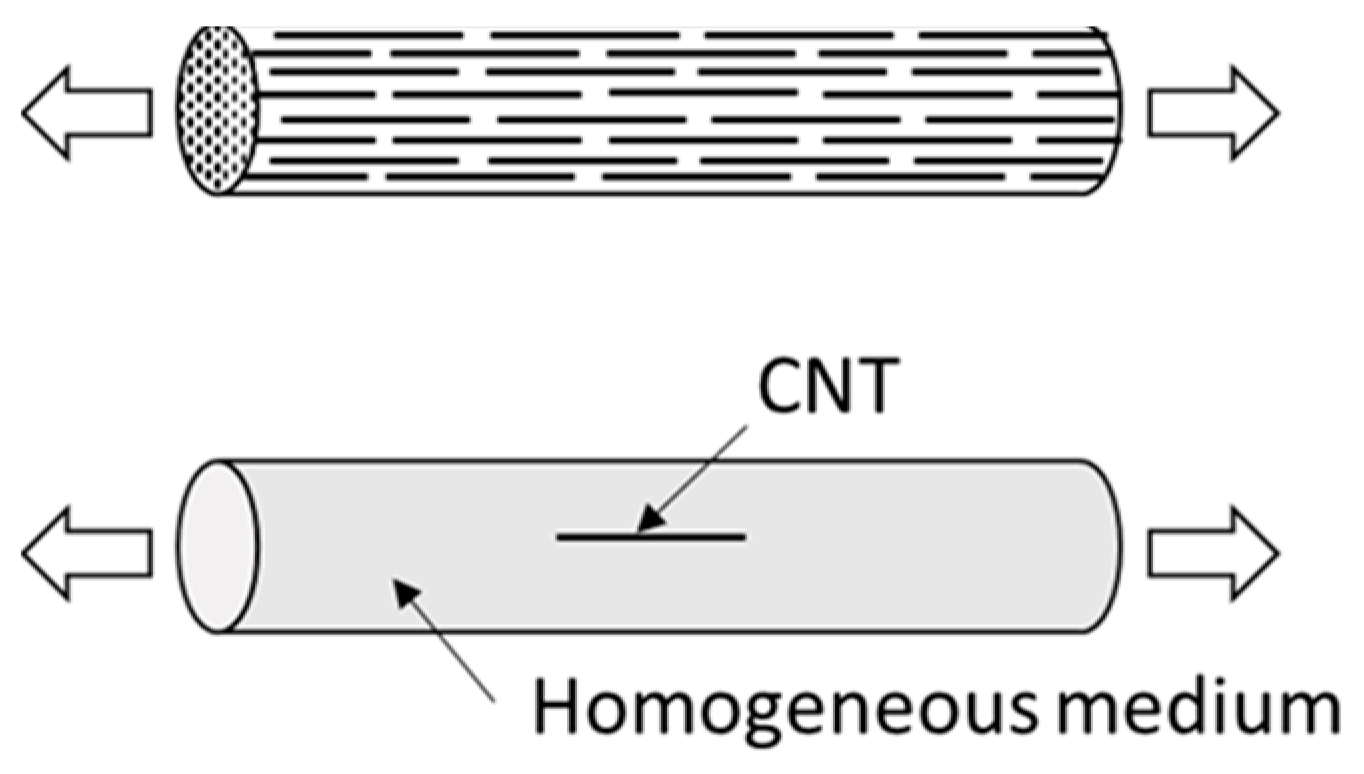
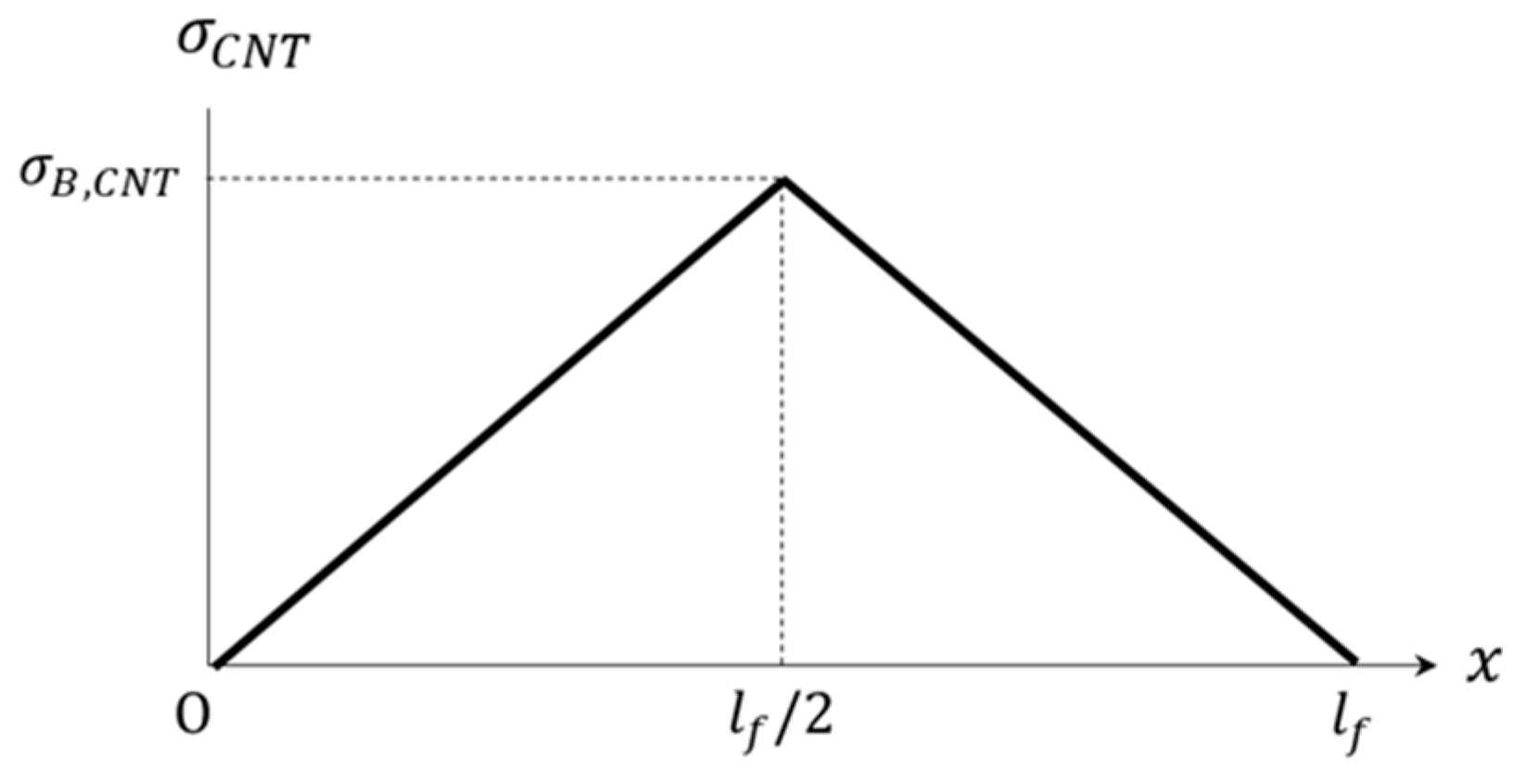
4.1. Effect of Evaluation Method of Tensile Property of MWNT
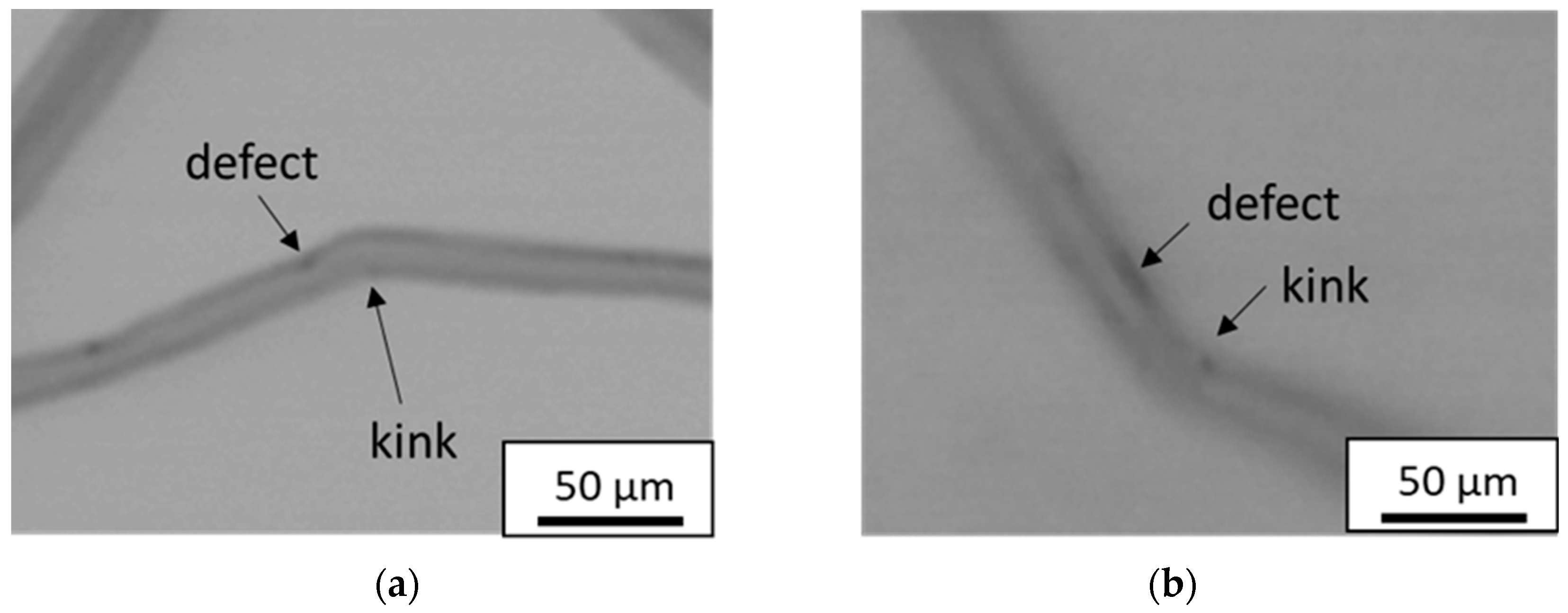
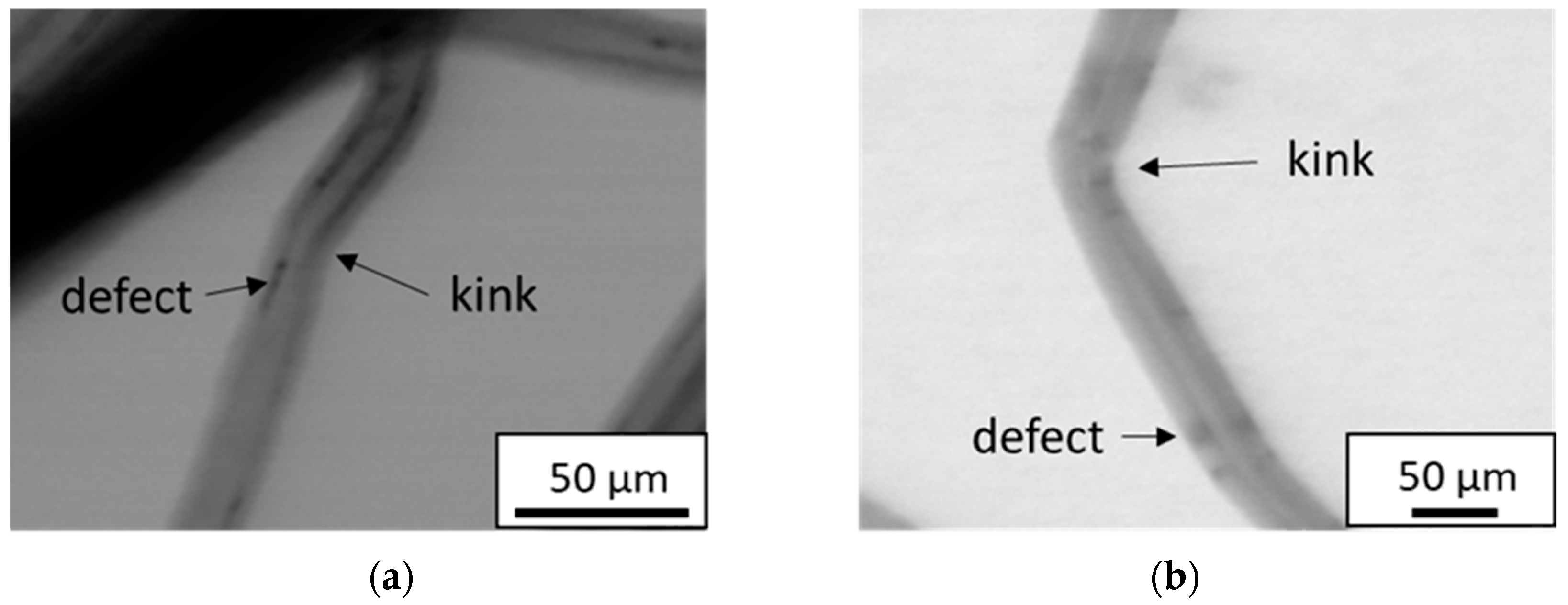
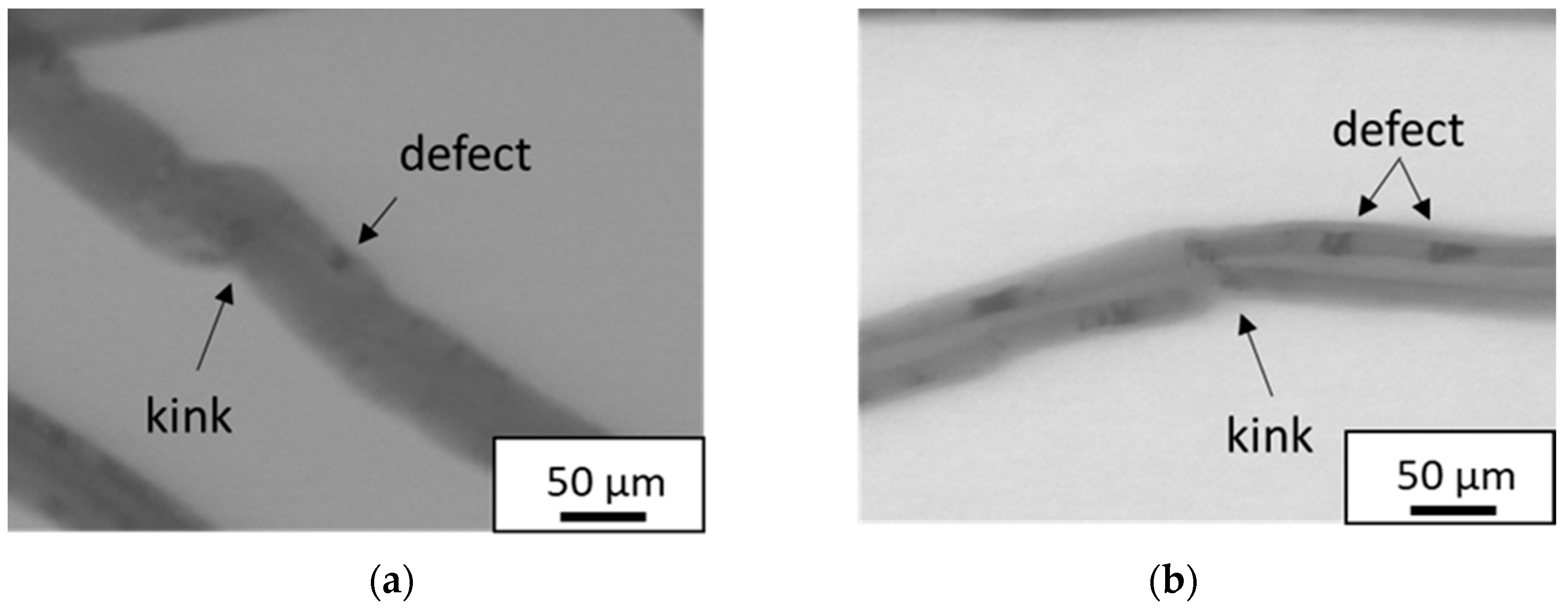
4.2. Kink and Disordered Structure of Fracture of CNT
4.3. Tensile Property of Unidirectional MWNT Reinforced Epoxy Composite
5. Conclusions
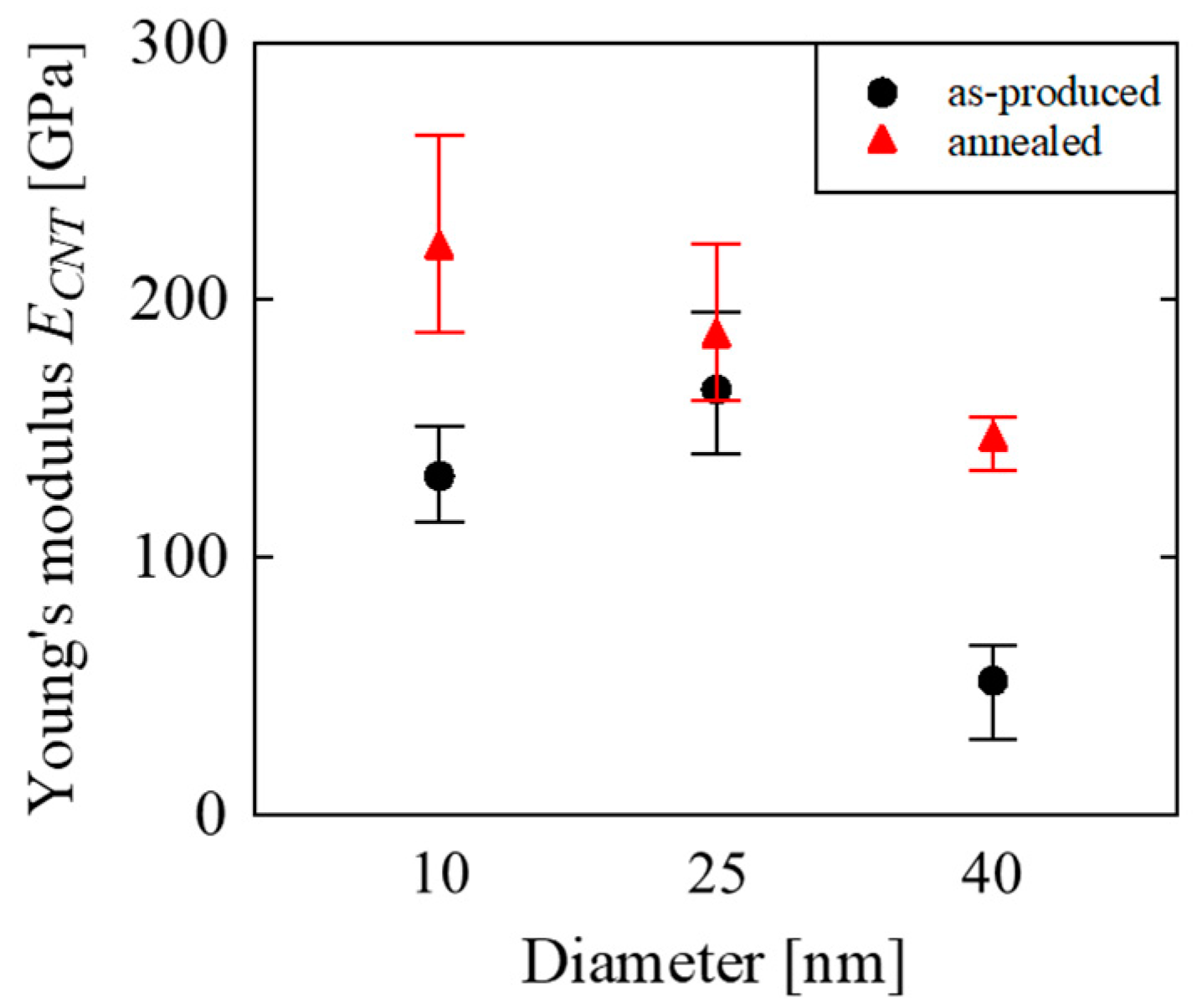
- Annealing at 2800 °C for 1 h and decreasing the diameter from 40 nm to 25 or 10 nm was effective to improve Young’s modulus of MWNTs.
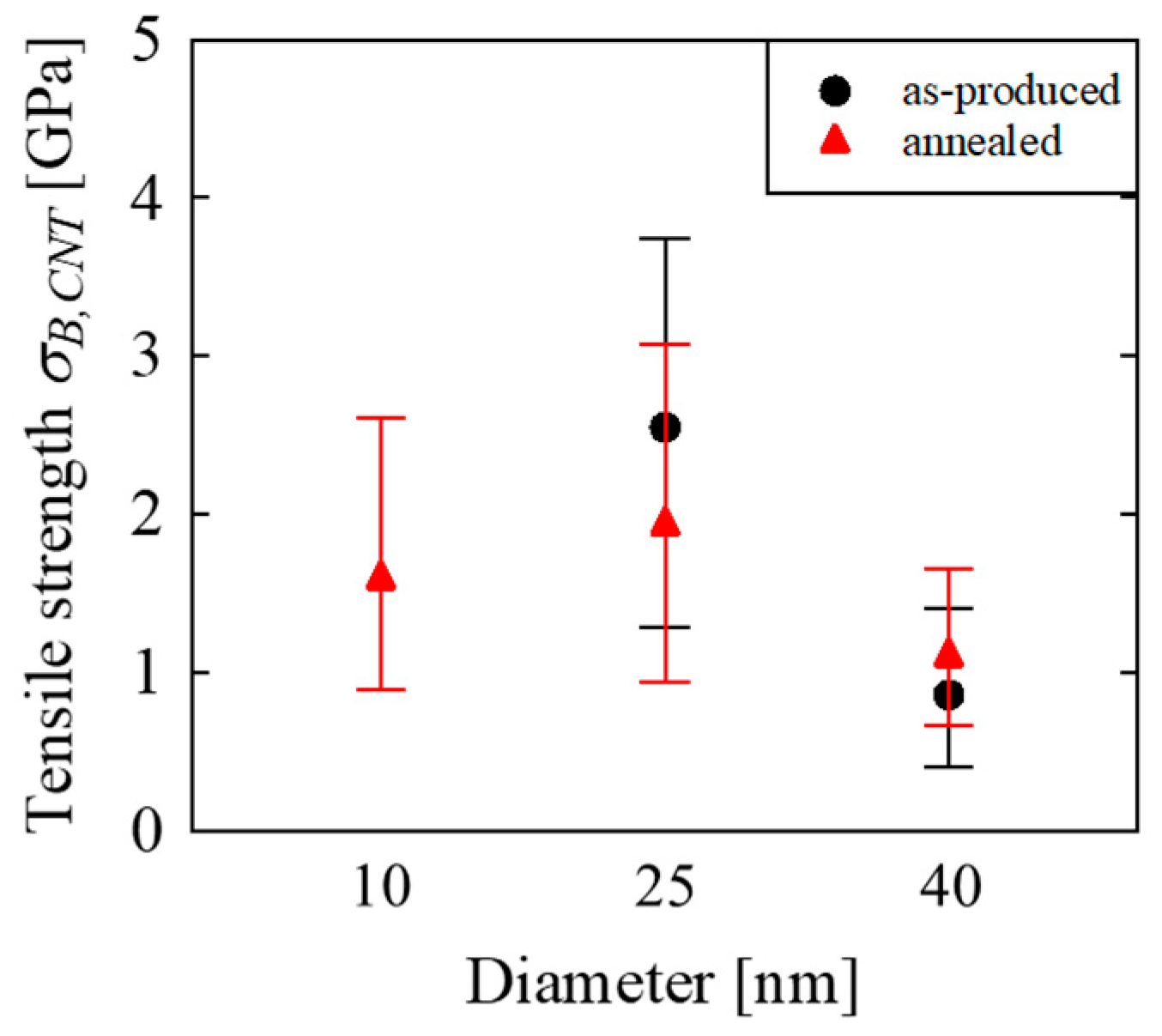
- Decreasing the diameter of MWNTs from 40 nm to 25 or 10 nm was effective in improving the tensile strength but annealing at 2800 °C for 1 h was not effective in improving the tensile strength. STEM observations suggested that this was probably because the annealing did not result in the significant decrease in kinks or disordered structures such as discontinuity of graphene layers.
- For the as-produced 25 nm CNT, the estimate of Young’s modulus from the tensile properties of untwisted yarns was close to the experimental result of tensile tests of the as-produced 30 nm CNT in an SEM, but the estimate of the tensile strength was about one third of the experimental tensile strength in an SEM. The difference in the risk volumes is the reason for the discrepancy in the tensile strengths.
- The bulk tensile property of unidirectional MWNT reinforced epoxy composites was primarily determined by the tensile property of MWNTs.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A
References
- Belytschko, T.; Xiao, S.P.; Schatz, G.C.; Ruoff, R.S. Atomistic Simulations of Nanotube Fracture. Phys. Rev. B 2002, 65, 235430. [Google Scholar] [CrossRef]
- Lee, C.; Wei, X.; Kysar, J.W.; Hone, J. Measurement of the Elastic Properties and Intrinsic Strength of Monolayer Graphene. Science 2008, 321, 385–388. [Google Scholar] [CrossRef] [PubMed]
- Bai, Y.; Zhang, R.; Ye, X.; Zhu, Z.; Xie, H.; Shen, B.; Cai, D.; Liu, B.; Zhang, C.; Jia, Z.; et al. Carbon Nanotube Bundles with Tensile Strength over 80 GPa. Nat. Nanotechnol. 2018, 13, 589–595. [Google Scholar] [CrossRef] [PubMed]
- Jiang, K.; Li, Q.; Fan, S. Spinning Continuous Carbon Nanotube Yarns. Nature 2002, 419, 801. [Google Scholar] [CrossRef] [PubMed]
- Zhang, M.; Atkinson, K.R.; Baughman, R.H. Multifunctional Carbon Nanotube Yarns by Downsizing an Ancient Technology. Science 2004, 306, 1358–1361. [Google Scholar] [CrossRef]
- Li, Y.L.; Kinloch, I.A.; Windle, A.H. Direct Spinning of Carbon Nanotube Fibers from Chemical Vapor Deposition Synthesis. Science 2004, 304, 276–278. [Google Scholar] [CrossRef]
- Zhang, M.; Fang, S.; Zakhidov, A.A.; Lee, S.B.; Aliev, A.E.; Williams, C.D.; Atkinson, K.R.; Baughman, R.H. Strong, Transparent, Multifunctional, Carbon Nanotube Sheets. Science 2005, 309, 1215–1219. [Google Scholar] [CrossRef]
- Zhang, X.; Li, Q.; Tu, Y.; Li, Y.; Coulter, J.Y.; Zheng, L.; Zhao, Y.; Jia, Q.; Peterson, D.E.; Zhu, Y. Strong Carbon-Nanotube Fibers Spun from Long Carbon-Nanotube Arrays. Small 2007, 3, 244–248. [Google Scholar] [CrossRef]
- Nakayama, Y. Synthesis, Nanoprocessing, and Yarn Application of Carbon Nanotubes. Jpn. J. Appl. Phys. 2008, 47, 8149–8156. [Google Scholar] [CrossRef]
- Inoue, Y.; Kakihata, K.; Hirono, Y.; Horie, T.; Ishida, A.; Mimura, H. One-Step Grown Aligned Bulk Carbon Nanotubes by Chloride Mediated Chemical Vapor Deposition. Appl. Phys. Lett. 2008, 92, 213113. [Google Scholar] [CrossRef]
- Tran, C.D.; Humphries, W.; Smith, S.M.; Huynh, C.; Lucas, S. Improving the Tensile Strength of Carbon Nanotube Spun Yarns Using a Modified Spinning Process. Carbon 2009, 47, 2662–2670. [Google Scholar] [CrossRef]
- Kinoshita, T.; Karita, M.; Nakano, T.; Inoue, Y. Two Step Floating Catalyst Chemical Vapor Deposition Including in Situ Fabrication of Catalyst Nanoparticles and Carbon Nanotube Forest Growth with Low Impurity Level. Carbon 2019, 144, 152–160. [Google Scholar] [CrossRef]
- Inoue, H.; Hada, M.; Nakagawa, T.; Marui, T.; Nishikawa, T.; Yamashita, Y.; Inoue, Y.; Takahashi, K.; Hayashi, Y. The Critical Role of the Forest Morphology for Dry Drawability of Few-Walled Carbon Nanotubes. Carbon 2020, 158, 662–671. [Google Scholar] [CrossRef]
- Kinoshita, T.; Karita, M.; Chikyu, N.; Nakano, T.; Inoue, Y. Enhancement of Catalytic Activity by Addition of Chlorine in Chemical Vapor Deposition Growth of Carbon Nanotube Forests. Carbon 2022, 196, 391–400. [Google Scholar] [CrossRef]
- Sugano, K.; Kurata, M.; Kawada, H. Evaluation of Mechanical Properties of Untwisted Carbon Nanotube Yarn for Application to Composite Materials. Carbon 2014, 78, 356–365. [Google Scholar] [CrossRef]
- Cheng, Q.; Wang, J.; Jiang, K.; Li, Q.; Fan, S. Fabrication and Properties of Aligned Multiwalled Carbon Nanotube-Reinforced Epoxy Composites. J. Mater. Res. 2008, 23, 2975–2983. [Google Scholar] [CrossRef]
- Mora, R.J.; Vilatela, J.J.; Windle, A.H. Properties of Composites of Carbon Nanotube Fibres. Compos. Sci. Technol. 2009, 69, 1558–1563. [Google Scholar] [CrossRef]
- Bogdanovich, A.E.; Bradford, P.D. Carbon Nanotube Yarn and 3-D Braid Composites. Part I: Tensile Testing and Mechanical Properties Analysis. Compos. Part A Appl. Sci. Manuf. 2010, 41, 230–237. [Google Scholar] [CrossRef]
- Cheng, Q.F.; Wang, J.P.; Wen, J.J.; Liu, C.H.; Jiang, K.L.; Li, Q.Q.; Fan, S.S. Carbon Nanotube/Epoxy Composites Fabricated by Resin Transfer Molding. Carbon 2010, 48, 260–266. [Google Scholar] [CrossRef]
- Cheng, Q.; Wang, B.; Zhang, C.; Liang, Z. Functionalized Carbon-Nanotube Sheet/Bismaleimide Nanocomposites: Mechanical and Electrical Performance Beyond Carbon-Fiber Composites. Small 2010, 6, 763–767. [Google Scholar] [CrossRef]
- Liu, K.; Sun, Y.; Lin, X.; Zhou, R.; Wang, J.; Fan, S.; Jiang, K. Scratch-Resistant, Highly Conductive, and High-Strength Carbon Nanotube-Based Composite Yarns. ACS Nano 2010, 4, 5827–5834. [Google Scholar] [CrossRef] [PubMed]
- Tran, C.-D.; Lucas, S.; Phillips, D.G.; Randeniya, L.K.; Baughman, R.H.; Tran-Cong, T. Manufacturing Polymer/Carbon Nanotube Composite Using a Novel Direct Process. Nanotechnology 2011, 22, 145302. [Google Scholar] [CrossRef] [PubMed][Green Version]
- Ogasawara, T.; Moon, S.Y.; Inoue, Y.; Shimamura, Y. Mechanical Properties of Aligned Multi-Walled Carbon Nanotube/Epoxy Composites Processed Using a Hot-Melt Prepreg Method. Compos. Sci. Technol. 2011, 71, 1826–1833. [Google Scholar] [CrossRef]
- Guo, W.; Liu, C.; Sun, X.; Yang, Z.; Kia, H.G.; Peng, H. Aligned Carbon Nanotube/Polymer Composite Fibers with Improved Mechanical Strength and Electrical Conductivity. J. Mater. Chem. 2011, 22, 903–908. [Google Scholar] [CrossRef]
- Li, S.; Zhang, X.; Zhao, J.; Meng, F.; Xu, G.; Yong, Z.; Jia, J.; Zhang, Z.; Li, Q. Enhancement of Carbon Nanotube Fibres Using Different Solvents and Polymers. Compos. Sci. Technol. 2012, 72, 1402–1407. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, Q.; Xu, W.; Cai, W.; Inoue, Y.; Zhu, Y. Effect of Carbon Nanotube Length on Thermal, Electrical and Mechanical Properties of CNT/Bismaleimide Composites. Carbon 2013, 53, 145–152. [Google Scholar] [CrossRef]
- Wang, X.; Yong, Z.Z.; Li, Q.W.; Bradford, P.D.; Liu, W.; Tucker, D.S.; Cai, W.; Wang, H.; Yuan, F.G.; Zhu, Y.T. Ultrastrong, Stiff and Multifunctional Carbon Nanotube Composites. Mater. Res. Lett. 2013, 1, 19–25. [Google Scholar] [CrossRef]
- Shimamura, Y.; Oshima, K.; Tohgo, K.; Fujii, T.; Shirasu, K.; Yamamoto, G.; Hashida, T.; Goto, K.; Ogasawara, T.; Naito, K.; et al. Tensile Mechanical Properties of Carbon Nanotube/Epoxy Composite Fabricated by Pultrusion of Carbon Nanotube Spun Yarn Preform. Compos. Part A Appl. Sci. Manuf. 2014, 62, 32–38. [Google Scholar] [CrossRef]
- Nam, T.H.; Goto, K.; Yamaguchi, Y.; Premalal, E.V.A.; Shimamura, Y.; Inoue, Y.; Naito, K.; Ogihara, S. Effects of CNT Diameter on Mechanical Properties of Aligned CNT Sheets and Composites. Compos. Part A Appl. Sci. Manuf. 2015, 76, 289–298. [Google Scholar] [CrossRef]
- Jung, Y.; Kim, T.; Park, C.R. Effect of Polymer Infiltration on Structure and Properties of Carbon Nanotube Yarns. Carbon 2015, 88, 60–69. [Google Scholar] [CrossRef]
- Kim, T.; Hayashi, A.; Nikawa, H.; Hosoi, A.; Kawada, H. Effect of Interactive Force between CNTs on Mechanical Properties of Untwisted Carbon Nanotube/Polymer Composite Yarn. Trans. JSME Jpn. 2019, 85, 18-00408. [Google Scholar] [CrossRef]
- Huu Nam, T.; Goto, K.; Shimamura, Y.; Inoue, Y.; Yamamoto, G.; Shirasu, K.; Hashida, T. Effects of High-Temperature Thermal Annealing on Properties of Aligned Multi-Walled Carbon Nanotube Sheets and Their Composites. Compos. Interfaces 2020, 27, 569–586. [Google Scholar] [CrossRef]
- Yu, M.-F.; Lourie, O.; Dyer, M.J.; Moloni, K.; Kelly, T.F.; Ruoff, R.S. Strength and Breaking Mechanism of Multiwalled Carbon Nanotubes Under Tensile Load. Science 2000, 287, 637–640. [Google Scholar] [CrossRef]
- Demczyk, B.G.; Wang, Y.M.; Cumings, J.; Hetman, M.; Han, W.; Zettl, A.; Ritchie, R.O. Direct Mechanical Measurement of the Tensile Strength and Elastic Modulus of Multiwalled Carbon Nanotubes. Mater. Sci. Eng. A 2002, 334, 173–178. [Google Scholar] [CrossRef]
- Ding, W.; Calabri, L.; Kohlhaas, K.M.; Chen, X.; Dikin, D.A.; Ruoff, R.S. Modulus, Fracture Strength, and Brittle vs. Plastic Response of the Outer Shell of Arc-Grown Multi-Walled Carbon Nanotubes. Exp. Mech. 2007, 47, 25–36. [Google Scholar] [CrossRef]
- Yamamoto, G.; Suk, J.W.; An, J.; Piner, R.D.; Hashida, T.; Takagi, T.; Ruoff, R.S. The Influence of Nanoscale Defects on the Fracture of Multi-Walled Carbon Nanotubes under Tensile Loading. Diam. Relat. Mater. 2010, 19, 748–751. [Google Scholar] [CrossRef]
- Yamamoto, G.; Shirasu, K.; Nozaka, Y.; Sato, Y.; Takagi, T.; Hashida, T. Structure-Property Relationships in Thermally-Annealed Multi-Walled Carbon Nanotubes. Carbon 2014, 66, 219–226. [Google Scholar] [CrossRef]
- Shirasu, K.; Tamaki, I.; Miyazaki, T.; Yamamoto, G.; Bekarevich, R.; Hirahara, K.; Shimamura, Y.; Inoue, Y.; Hashida, T. Key Factors Limiting Carbon Nanotube Strength: Structural Characterization and Mechanical Properties of Multi-Walled Carbon Nanotubes. Mech. Eng. J. 2017, 4, 17-00029. [Google Scholar] [CrossRef][Green Version]
- Takakura, A.; Beppu, K.; Nishihara, T.; Fukui, A.; Kozeki, T.; Namazu, T.; Miyauchi, Y.; Itami, K. Strength of Carbon Nanotubes Depends on Their Chemical Structures. Nat. Commun. 2019, 10, 3040. [Google Scholar] [CrossRef]
- Inoue, Y.; Hayashi, K.; Karita, M.; Nakano, T.; Shimamura, Y.; Shirasu, K.; Yamamoto, G.; Hashida, T. Study on the Mechanical and Electrical Properties of Twisted CNT Yarns Fabricated from CNTs with Various Diameters. Carbon 2021, 176, 400–410. [Google Scholar] [CrossRef]
- Shimamura, Y.; Yamaguchi, Y.; Tohgo, K.; Fujii, T.; Inoue, Y. Proposal of Analytical Model of Tensile Property of Untwisted Carbon Nanotube Yarn and Estimation of Tensile Property of Carbon Nanotube. Mater. Trans. 2021, 62, 1291–1297. [Google Scholar] [CrossRef]
- Curtin, W.A. Theory of Mechanical Properties of Ceramic-Matrix Composites. J. Am. Ceram. Soc. 1991, 74, 2837–2845. [Google Scholar] [CrossRef]
- Davidge, R.W. Mechanical Behaviour of Ceramics; Cambridge University Press: New York, NY, USA, 1980; ISBN 978-0-521-29309-9. [Google Scholar]
- Laurent, C.; Flahaut, E.; Peigney, A. The Weight and Density of Carbon Nanotubes Versus the Number of Walls and Diameter. Carbon 2010, 48, 2994. [Google Scholar] [CrossRef]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 10 nm CNT | 25 nm CNT | 40 nm CNT | |
|---|---|---|---|
| Fiber length | 0.2 mm | 0.5 mm | 1.0 mm |
| Number of layers | 6–7 | 19–26 | 41–48 |
| Synthesis method | Two step float catalysts CVD | Chloride mediated CVD | |
| Catalyst | Fe(C5H5)2 | FeCl2 | |
| 10 nm CNT | 25 nm CNT | 40 nm CNT | |
|---|---|---|---|
| As-produced | 0.41 g/cm3 | 0.52 g/cm3 | 0.31 g/cm3 |
| Annealed | 0.37 g/cm3 | 0.50 g/cm3 | 0.32 g/cm3 |
| 10 nm CNT | 25 nm CNT | 40 nm CNT | |
|---|---|---|---|
| As-produced | 1.4 | 1.9 | 2.9 |
| Annealed | 19.4 | 19.2 | 17.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tokumitsu, N.; Shimamura, Y.; Fujii, T.; Inoue, Y. Effect of Annealing and Diameter on Tensile Property of Spinnable Carbon Nanotube and Unidirectional Carbon Nanotube Reinforced Epoxy Composite. J. Compos. Sci. 2022, 6, 389. https://doi.org/10.3390/jcs6120389
Tokumitsu N, Shimamura Y, Fujii T, Inoue Y. Effect of Annealing and Diameter on Tensile Property of Spinnable Carbon Nanotube and Unidirectional Carbon Nanotube Reinforced Epoxy Composite. Journal of Composites Science. 2022; 6(12):389. https://doi.org/10.3390/jcs6120389
Chicago/Turabian StyleTokumitsu, Naoki, Yoshinobu Shimamura, Tomoyuki Fujii, and Yoku Inoue. 2022. "Effect of Annealing and Diameter on Tensile Property of Spinnable Carbon Nanotube and Unidirectional Carbon Nanotube Reinforced Epoxy Composite" Journal of Composites Science 6, no. 12: 389. https://doi.org/10.3390/jcs6120389
APA StyleTokumitsu, N., Shimamura, Y., Fujii, T., & Inoue, Y. (2022). Effect of Annealing and Diameter on Tensile Property of Spinnable Carbon Nanotube and Unidirectional Carbon Nanotube Reinforced Epoxy Composite. Journal of Composites Science, 6(12), 389. https://doi.org/10.3390/jcs6120389