
The Performance of Filava-Polysiloxane, Silres® H62C Composite in High Temperature Application


Abstract
1. Introduction
2. Materials and Specimen Preparation
3. Experimental Section
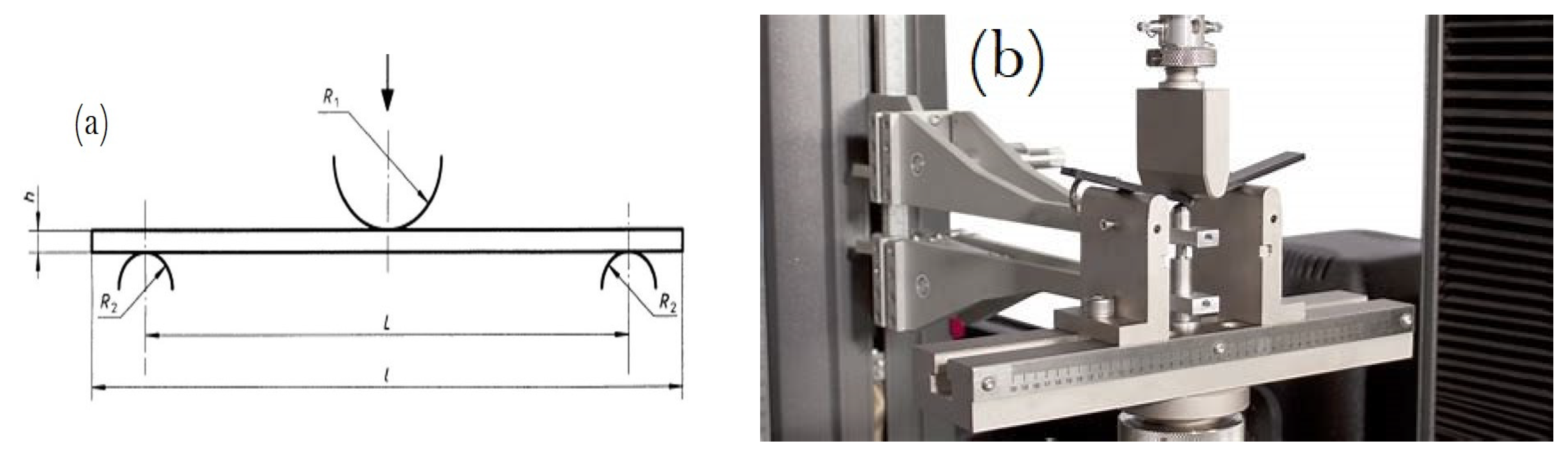
3.1. Three-Point Bend Test
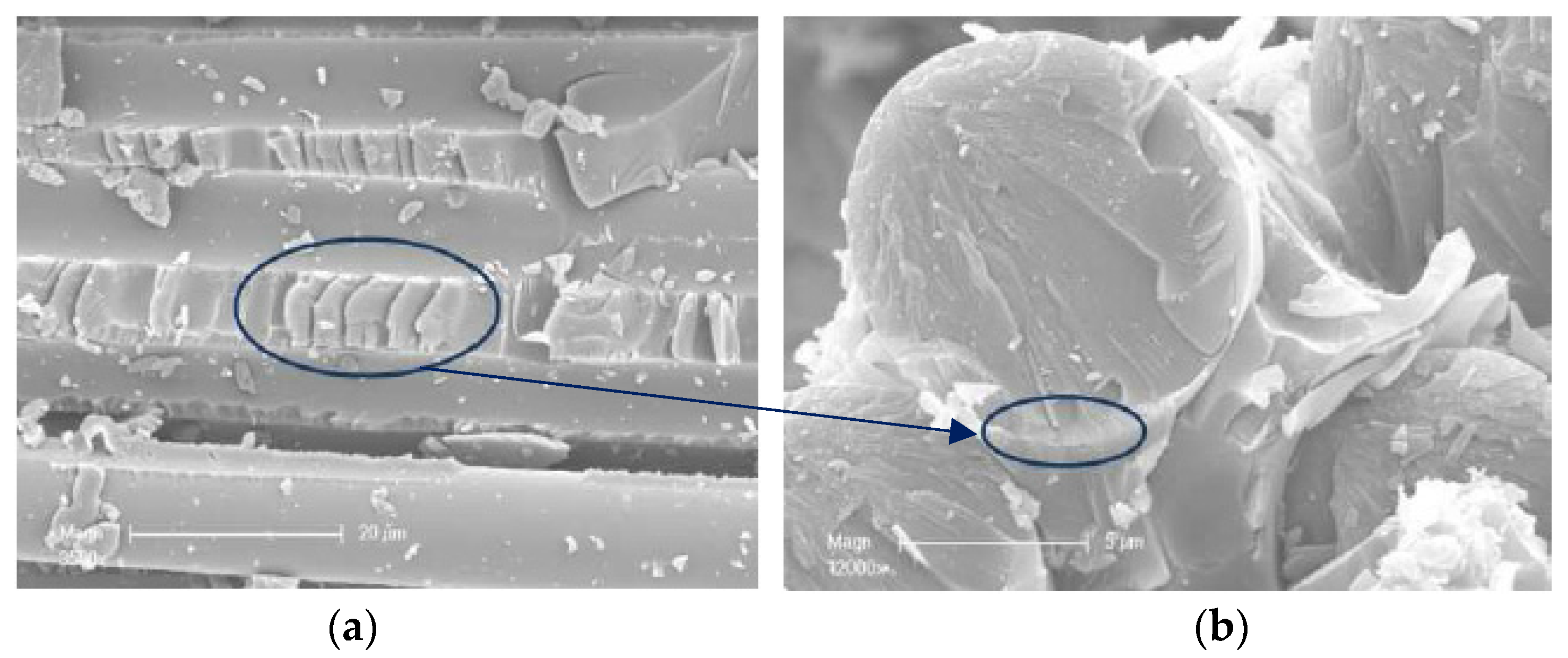
3.2. Fractography
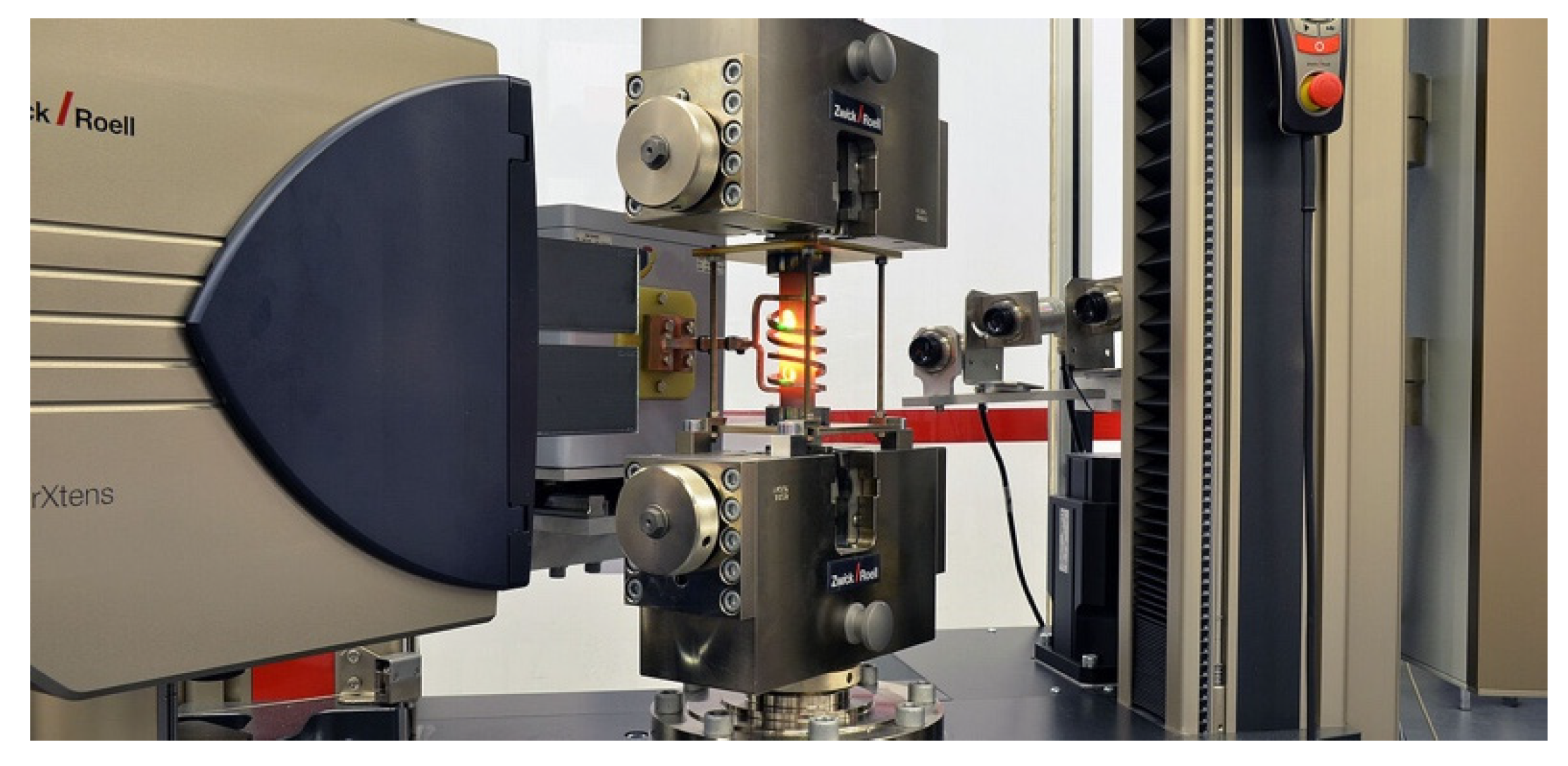
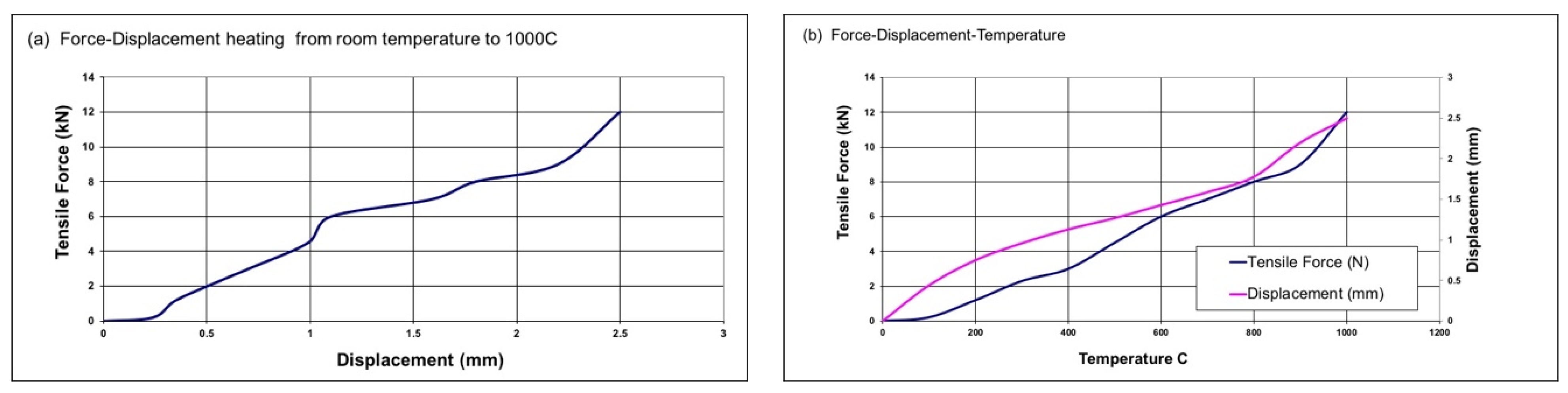
3.3. Thermal Tensile Testing
4. Results
5. Discussion
6. Conclusions
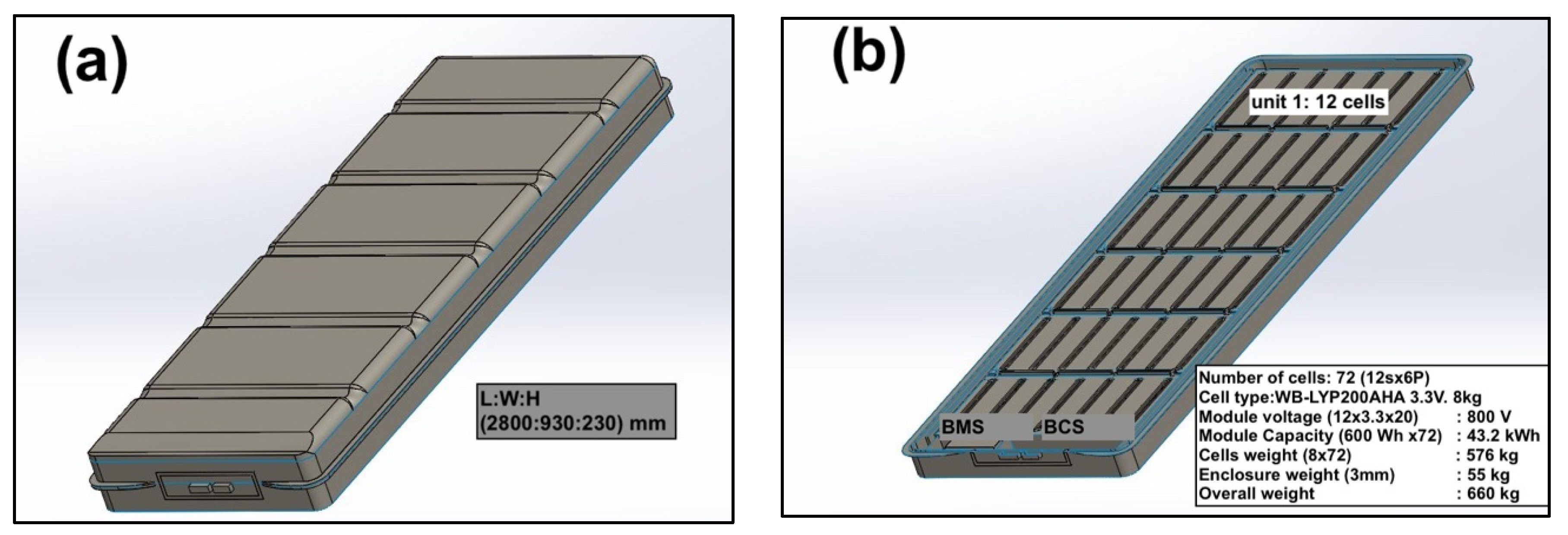
- The physical properties such as elongation at break (2.5%), density (1.45 g/cm3) and thermal properties such as softening temperature (950 °C) and service temperature 720 °C offer attractive opportunity in using FPC as enclosures for electric road vehicles, in particular heavy vehicles in excess of 3.5 ton (buses or trucks).
- The high temperature tensile test indicates promising mechanical properties at 1000 °C, such as UTS (400 MPa), Young’s modulus (16 GPa) and elongation (2.5%), which presents the birth of a new competitor to aluminium and CFRP that are currently used in LIB enclosure.
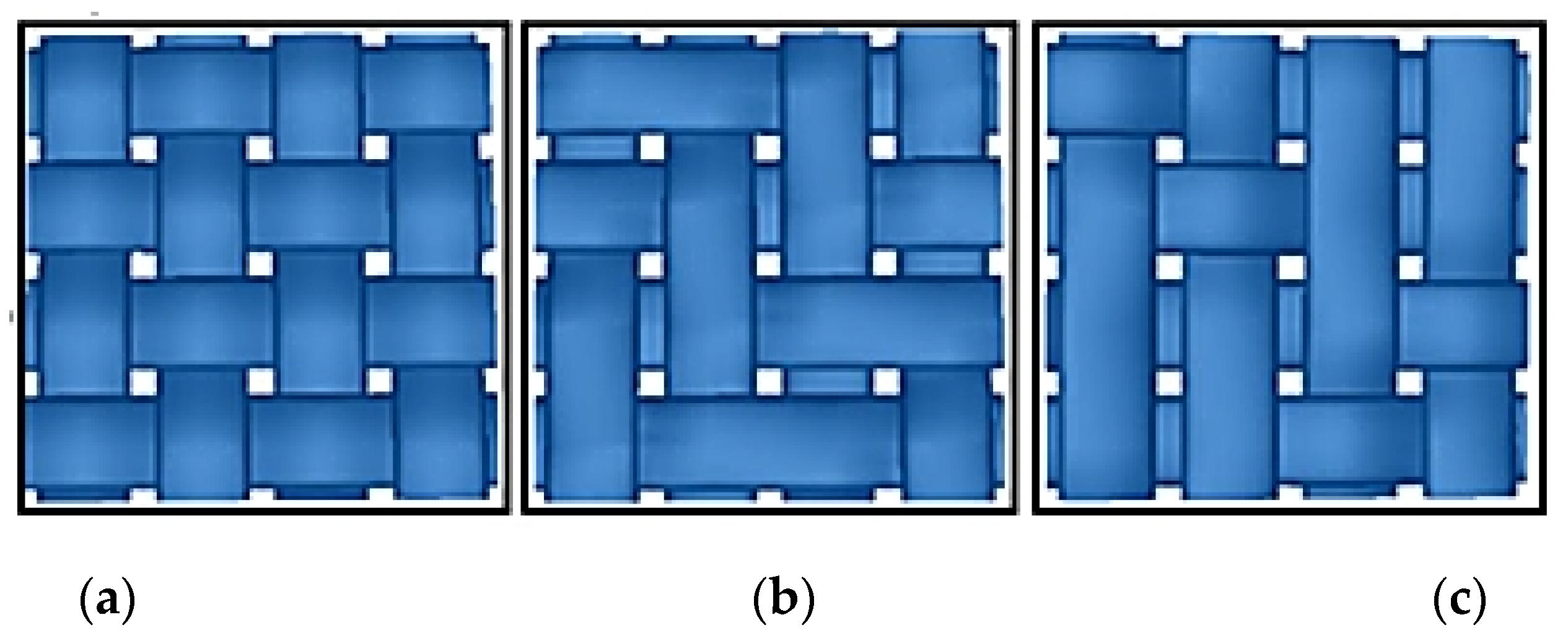
- The flexural properties of FPC indicates a necessity to strengthen its weave structure by either introducing intra-plies of carbon/Filava fibres and/or designing a sandwich panel with core/skin configuration.
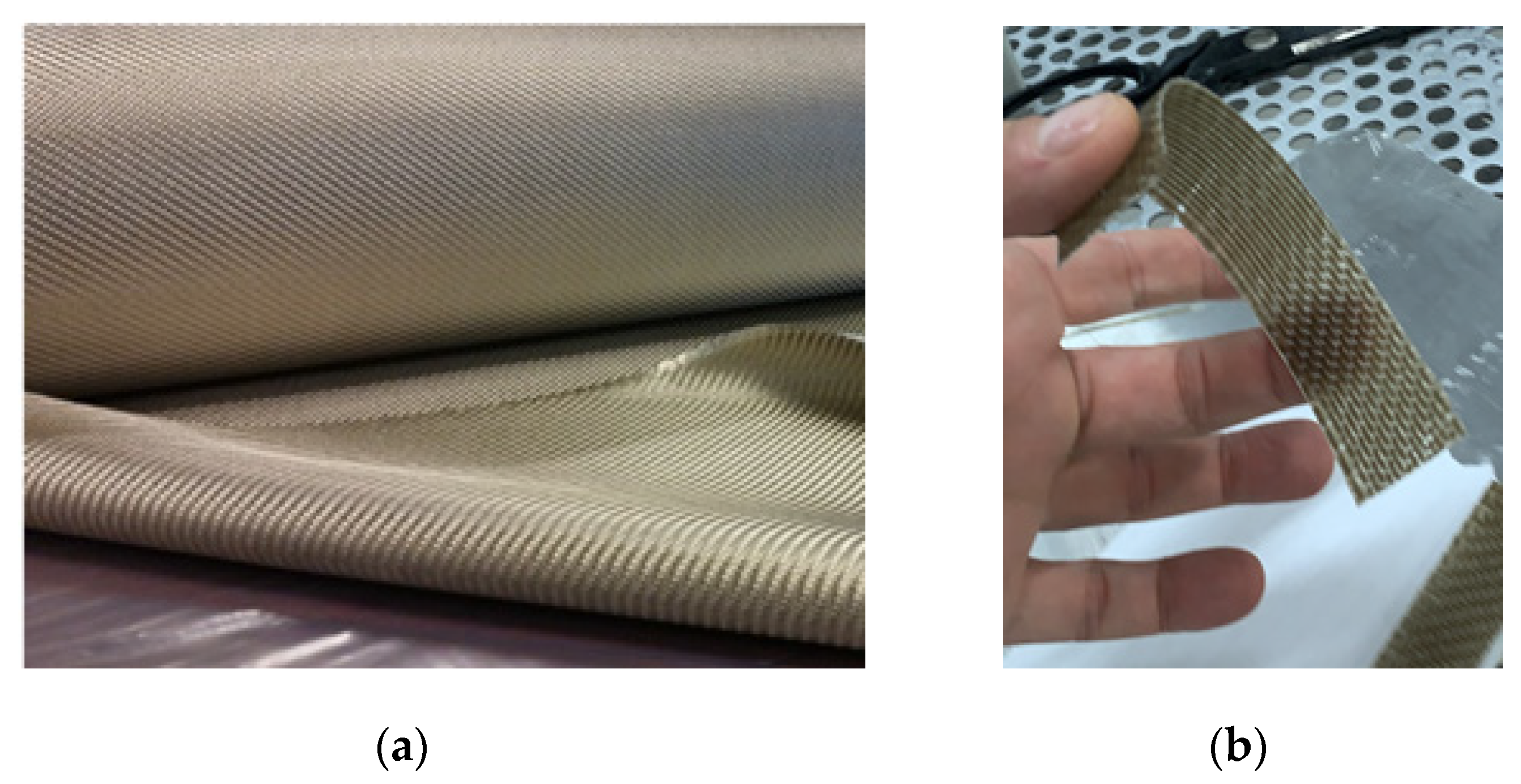
- A successful sizing process of Filava fibre to silicon-based resin shows high tenacity interface through the formation of ridges at the interfaces. This will enhance both Interlaminar Shear Strength (ILSS) and in-plane shear strength.
- A future work will be focused on in-situ examination of FPC enclosure in the event of fire scenario at air environment using certified fire testing rigs. This has been planned to be conducted at the Fraunhofer Institute of High Temperature Ceramics Bayreuth in Germany.
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ge, S.; Leng, Y.; Liu, T.; Longchamps, R.S.; Yang, X.-G.; Gao, Y.; Wang, D.; Wang, D.; Wang, C.-Y. A new approach to both high safety and high performance of lithium-ion batteries. Sci. Adv. 2020, 6, eaay7633. [Google Scholar] [CrossRef] [PubMed]
- Bisschop, R.; Willstrand, O.; Rosengren, M. Handling Lithium-Ion Batteries in Electric Vehicles: Preventing and Recovering from Hazardous Events. Fire Technol. 2020, 56, 2671–2694. [Google Scholar] [CrossRef]
- Chen, T.; Jin, Y.; Lv, H.; Yang, A.; Liu, M.; Chen, B.; Xie, Y.; Chen, Q. Applications of Lithium-Ion Batteries in Grid-Scale Energy Storage Systems. Trans. Tianjin Univ. 2020, 26, 208–217. [Google Scholar] [CrossRef]
- Isomatex, S.A. Advanced Fibre Manufacturer. Available online: https://www.nae.fr/wp-content/uploads/2019/01/Presentation-ISOMATEX_20181218.pdf (accessed on 12 February 2021).
- Ghiji, M.; Novozhilov, V.; Moinuddin, K.; Joseph, P.; Burch, I.; Suendermann, B.; Gamble, G. A Review of Lithium-Ion Battery Fire Suppression. Energies 2020, 13, 5117. [Google Scholar] [CrossRef]
- Short, G.; Guild, F.; Pavier, M. Delaminations in flat and curved composite laminates subjected to compressive load. Compos. Struct. 2002, 58, 249–258. [Google Scholar] [CrossRef]
- Pritzkow, W.E.; Almeida, R.S.; Mateus, L.B.; Tushtev, K.; Rezwan, K. All-oxide ceramic matrix composites (OCMC) based on low cost 3M Nextel™ 610 fabrics. J. Eur. Ceram. Soc. 2021, 41, 3177–3187. [Google Scholar] [CrossRef]
- Voss, B. Filava Fibre Material Data Sheet. 2019. Available online: www.isomatex.com (accessed on 12 February 2021).
- Kong, L.; Li, C.; Jiang, J.; Pecht, M.G. Li-Ion Battery Fire Hazards and Safety Strategies. Energies 2018, 11, 2191. [Google Scholar] [CrossRef]
- Mills-Brown, J.; Potter, K.; Foster, S.; Batho, T. The development of a high temperature tensile testing rig for composite laminates. Compos. Part A App. Sci. Manu. 2013, 52, 99–105. [Google Scholar] [CrossRef]
- Landucci, G.; Rossi, F.; Nicolella, C.; Zanelli, S. Design and testing of innovative materials for passive fire protection. Fire Saf. J. 2009, 44, 1103–1109. [Google Scholar] [CrossRef]
- Gadow, R.; Weichand, P.; Jiménez, M. Process Technology, Applications and Thermal Resistivity of Basalt Fiber Reinforced SiOC Composites. Ceramics 2019, 2, 298–307. [Google Scholar] [CrossRef]
- Lopresto, V.; Leone, C.; De Iorio, I. Mechanical characterisation of basalt fibre reinforced plastic. Compos. Part B Eng. 2011, 42, 717–723. [Google Scholar] [CrossRef]
- Wacker SILRES H62C Datasheet. Available online: https://www.wacker.com/h/en-us/medias/SILRES-H62-C-en-2021.01.15.pdf (accessed on 12 February 2021).
- Bari, K.; Sen, S.; Gulia, K. Experimental and simulation study of the effect of cut-out defect in carbon fibres twill weave composite. SN Appl. Sci. 2020, 2, 1–13. [Google Scholar] [CrossRef]
- Bari, K.; Rolfe, A.; Christofi, A.; Mazzuca, C.; Sudhakar, K. Forensic investigation of a failed connecting rod from a motorcycle engine. Case Stud. Eng. Fail. Anal. 2017, 9, 9–16. [Google Scholar] [CrossRef]
- Bari, K.; Khan, S.Z.; Lowe, T.; Farooqi, J.K. Measurement of thermal diffusivity for alumina borosilicate glass bearing TRISO fuel particles: Experiment and modelling correlation. J. Mater. Sci. 2013, 48, 4866–4875. [Google Scholar] [CrossRef]
- Bari, K.; Osarinmwian, C.; López-Honorato, E.; Abram, T.J. Characterization of the porosity in TRISO coated fuel particles and its effect on the relative thermal diffusivity. Nucl. Eng. Des. 2013, 265, 668–674. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fibre | Tensile Properties | Service Temperature (°C) | Density (g/cm3) | ||
|---|---|---|---|---|---|
| Strength MPa | Modulus GPa | Strain % | |||
| E-glass | <1100 | 74 | 1.9 | 480 | 2.6 |
| Carbon | 1850 | 250 | <0.9 | <550 | 1.76 |
| Basalt | 1580 | 80–90 | 2.0 | <550 | 2.73 |
| Filava | 1950 | 90–100 | 2.3 | 720 | 2.61 |
| Manufacturer and Country of Origin | Isomatex, Belgium | Basaltex, Belgium | Mafic, USA Basalt | China Basalt |
|---|---|---|---|---|
| Elastic Modulus, GPa | 86–97 | 85–89 | 86–92 | 78–84 |
| Tensile Strength, MPa | 3400–3800 | 2900–3100 | 2900–3100 | 2583–2793 |
| Elongation at Break, % | 4 | - | 3.5 | 3.4–3.9 |
| Density, g/cm3 | 2.6 | 2.67 | 2.63 | - |
| Standard Operating Temperature, °C | 720 | 600 | - | - |
| Cost, €/kg | €€€ | €€ | € | € |
| References | [8] | [12] | [12] | [13] |
| Specimen | Length, mm | Support Span (L), mm | Width (b), mm | Thickness (h), mm |
|---|---|---|---|---|
| 1 | 100 | 80 | 15.78 | 2.15 |
| 2 | 100 | 80 | 15.01 | 2.14 |
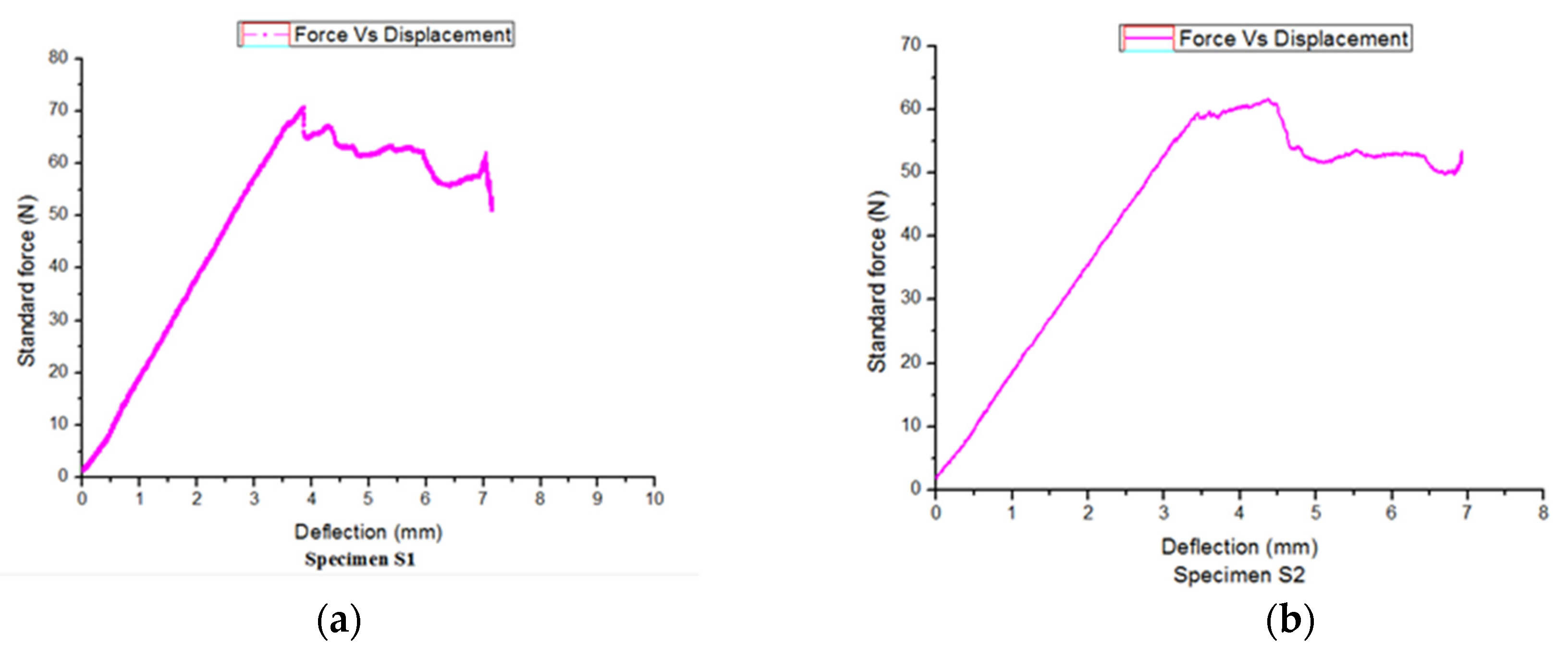
| Specimen | Max. Load (N) | Displacement at Failure (mm) | Stiffness (N/mm) | Flexural Modulus (GPa) | Flexural Strength (MPa) | Maximum Flexural Strain, % |
|---|---|---|---|---|---|---|
| Sample 1 | 71 | 3.8 | 18 | 9.463 | 83.27 | 2.89 |
| Sample 2 | 62 | 4 | 16.5 | 9.779 | 80.01 | 2.87 |
| Manufacture Source | Present Findings | Bari et al. (2020) [15] | Gadow et al. (2019) [12] | Lopresto et al. (2011) [13] | Lopresto et al. (2011) [13] |
|---|---|---|---|---|---|
| Fibre Manufacturer and Country of Origin | Isomatex, Belgium Filava | Solvay, UK Carbon | Kamenny Vek, Russia Basalt | ZLBM, Germany Basalt | E-glass |
| Fibre orientation | 2 × 2 twill | 2 × 2 twill | Plain weave | Plain weave | Plain weave |
| Vf %/gsm | 40/200 | 50/200 | 60/210 | 51/200 | 50/200 |
| Matrix Type | Polysiloxane H62 | Epoxy | Polysiloxane H62 | Epoxy | Epoxy |
| Flexural Modulus, GPa | 9.46–9.78 | 30 | 19–36 | 23 | 25 |
| Max. Flexural Strength, MPa | 83 | 195 | Not reported | 50 | 75 |
| Density g/cm3 | 1.45 | 1.75 | Not reported | 1.86 | 1.85 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bari, K.; Loganathan, T.G. The Performance of Filava-Polysiloxane, Silres® H62C Composite in High Temperature Application. J. Compos. Sci. 2021, 5, 144. https://doi.org/10.3390/jcs5060144
Bari K, Loganathan TG. The Performance of Filava-Polysiloxane, Silres® H62C Composite in High Temperature Application. Journal of Composites Science. 2021; 5(6):144. https://doi.org/10.3390/jcs5060144
Chicago/Turabian StyleBari, Klaudio, and Thozhuvur Govindaraman Loganathan. 2021. "The Performance of Filava-Polysiloxane, Silres® H62C Composite in High Temperature Application" Journal of Composites Science 5, no. 6: 144. https://doi.org/10.3390/jcs5060144
APA StyleBari, K., & Loganathan, T. G. (2021). The Performance of Filava-Polysiloxane, Silres® H62C Composite in High Temperature Application. Journal of Composites Science, 5(6), 144. https://doi.org/10.3390/jcs5060144