Strain Rate Sensitivity of Epoxy Composites Reinforced with Varied Sizes of Bagasse Particles


 ,
,  and
and 
Abstract
1. Introduction
2. Experiments
2.1. Materials
2.2. Bagasse Preparation
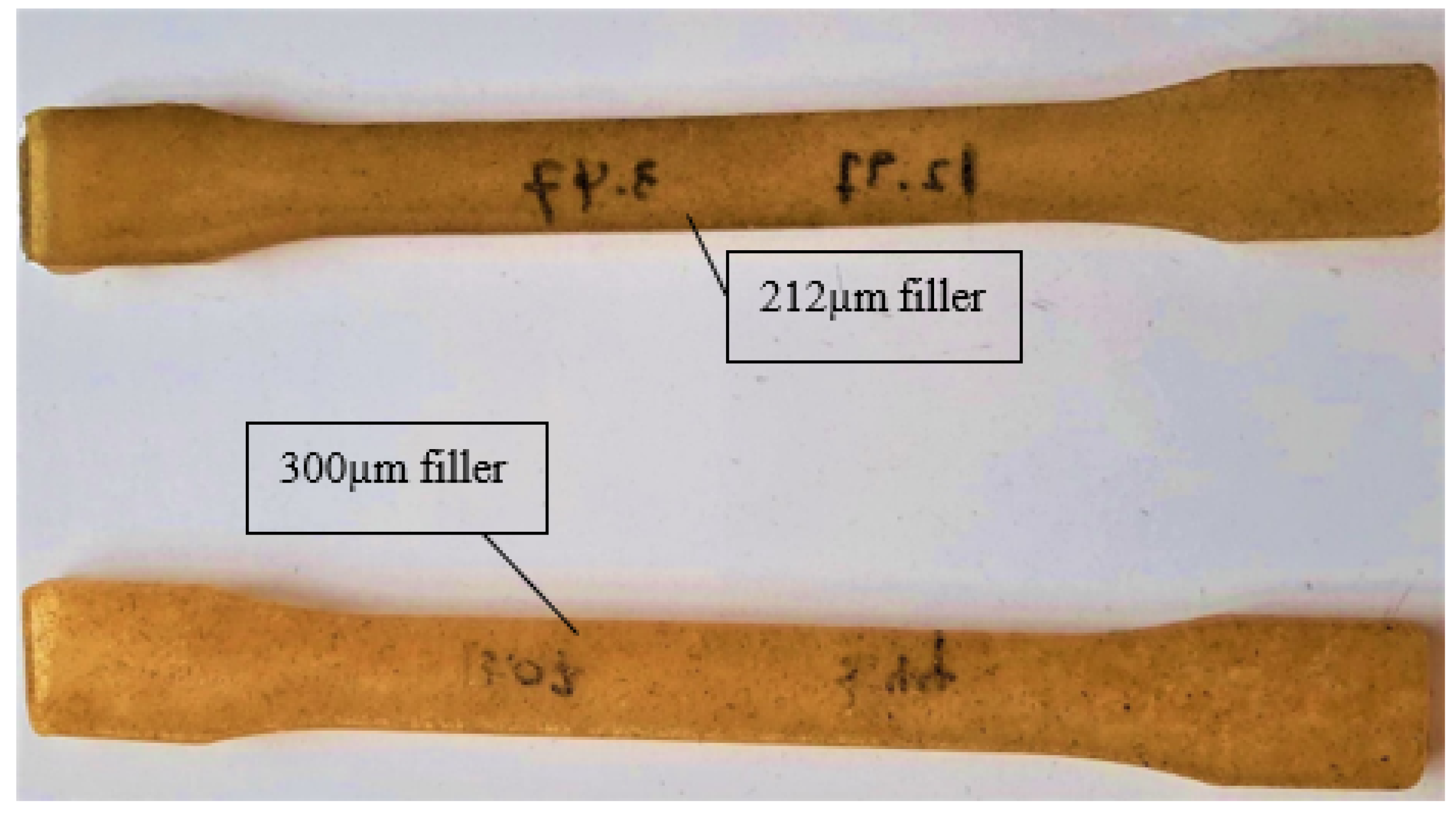
2.3. Bagasse–Epoxy Composite Fabrication
2.4. Composite Testing
3. Results and Discussion
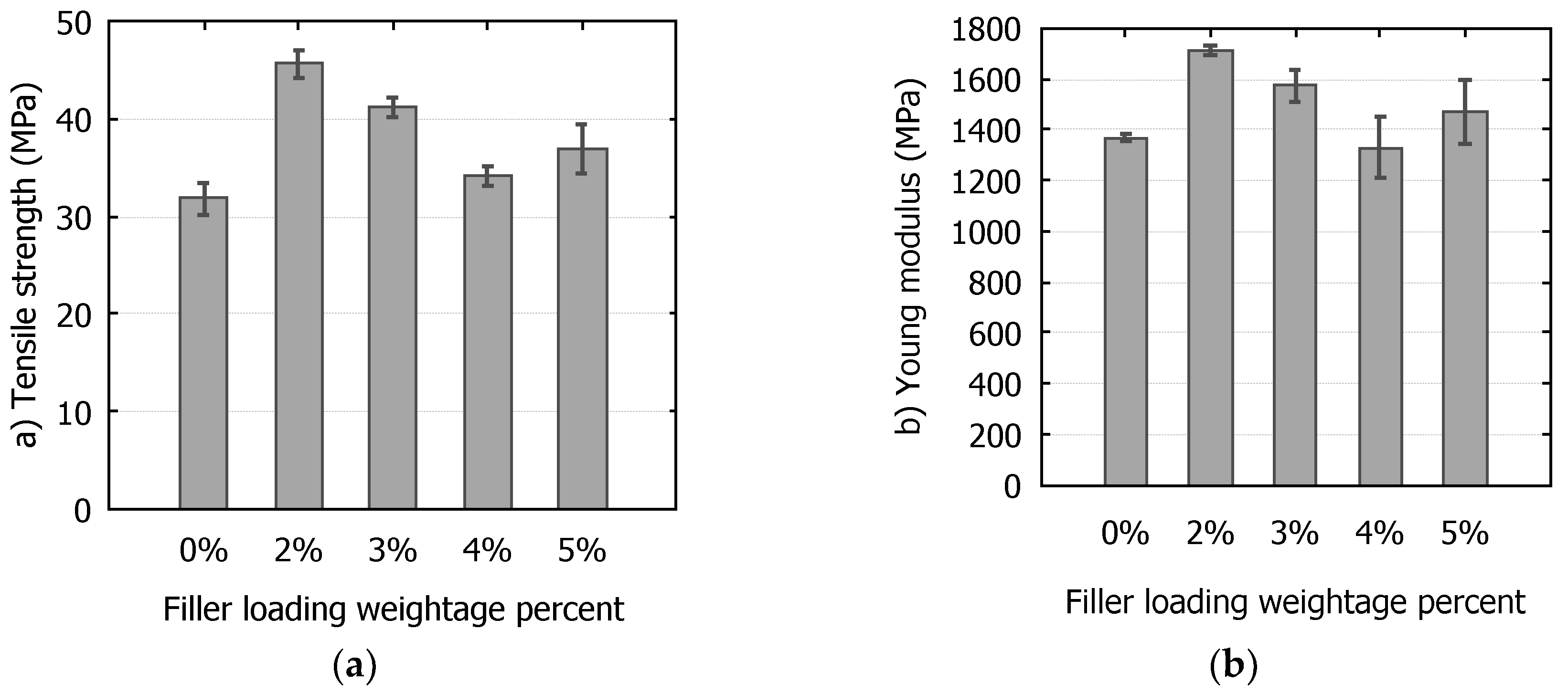
3.1. Filler Loading
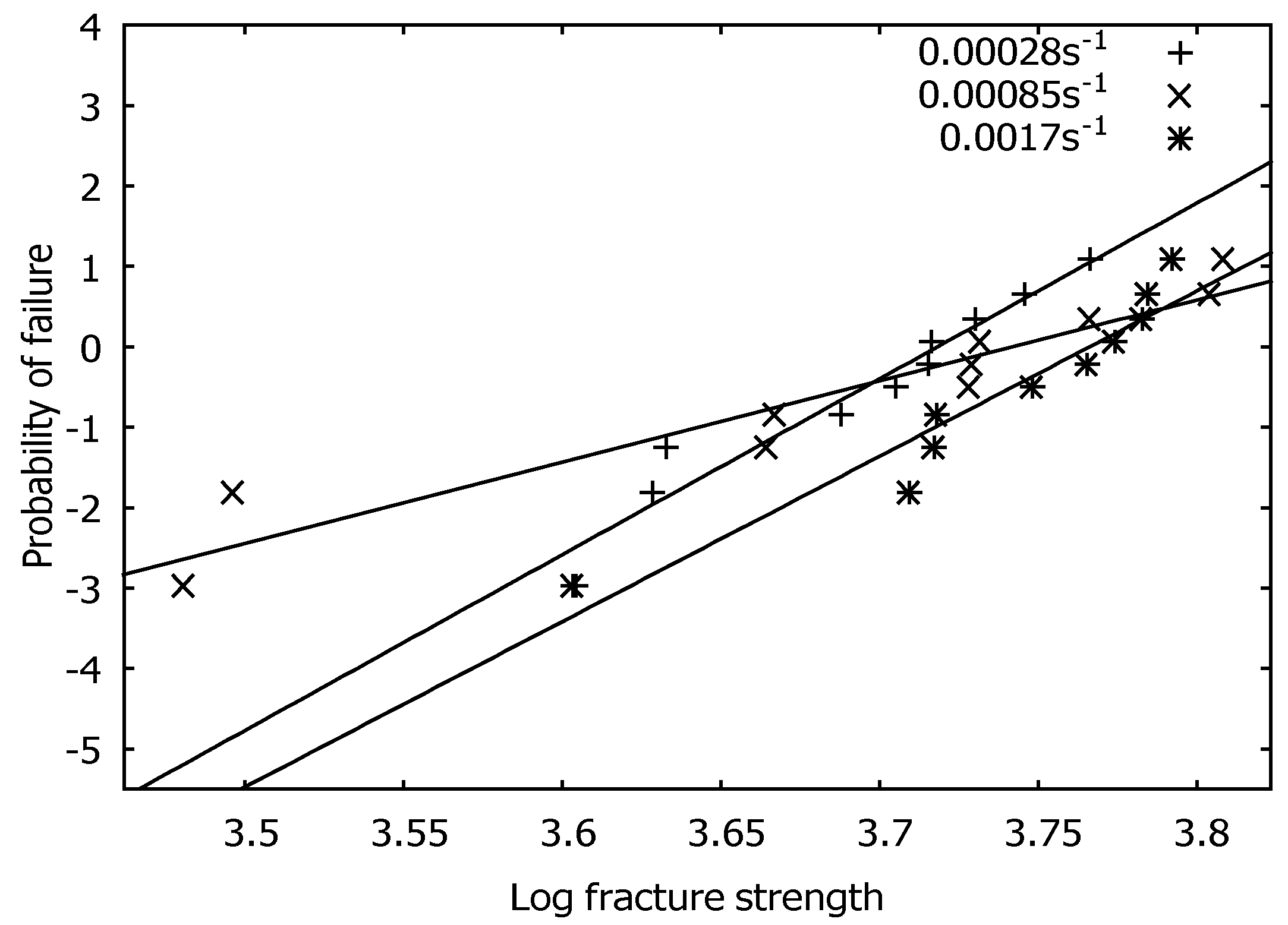
3.2. Weibull Analysis
3.3. Linear Regression Method
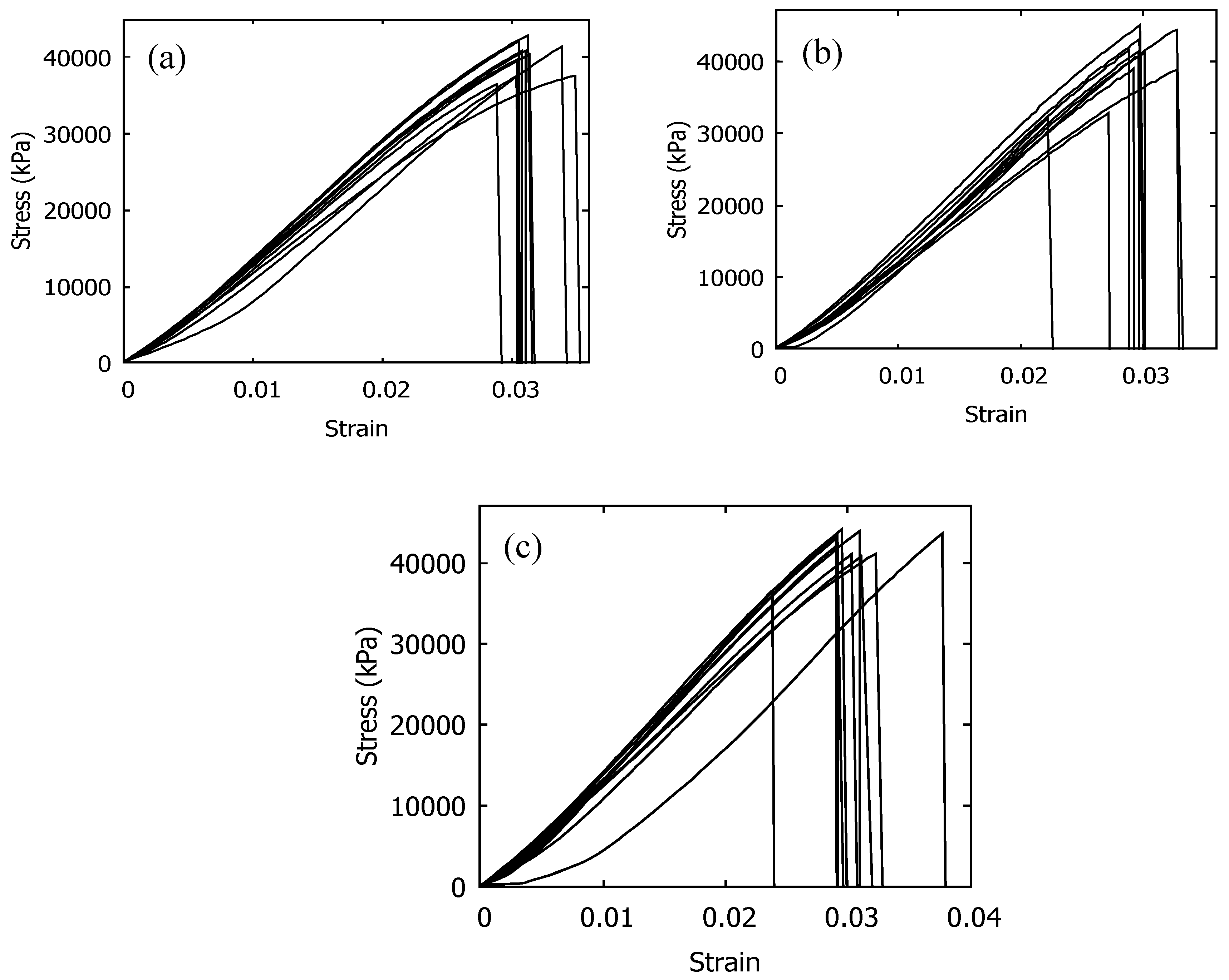
3.4. Strain Rate Sensitivity of 300 µm Bagasse Particle-Reinforced Composites
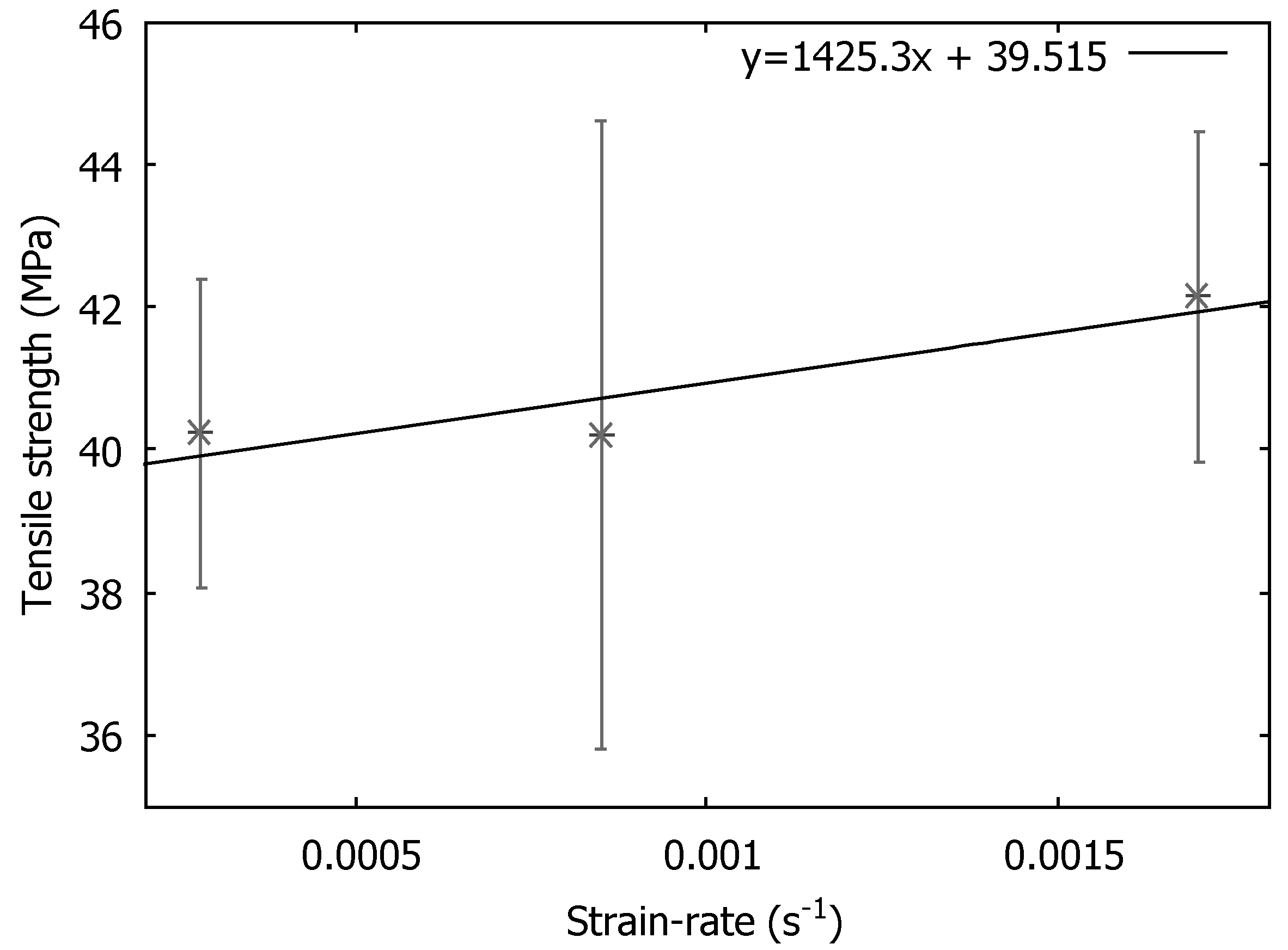
3.5. Strain Rates Sensitivity of 212 µm Bagasse Particle-Reinforced Composites
3.6. Mathematical Models for Particle–Matrix Interactions
4. Conclusions
- ➢
- The 2 wt.% bagasse filler reinforcements in epoxy resin exhibit an optimized filler content, and composites are strain rate sensitive, even in a low range.
- ➢
- The 300 µm bagasse particle-reinforced composites are more sensitive under different strain rates in terms of their unstable failure strength dispersion compared to the 212 µm ones; 212 µm bagasse particle-reinforced composites are more sensitive under different strain rates in terms of their characteristic strengths compared to the 300 µm ones.
- ➢
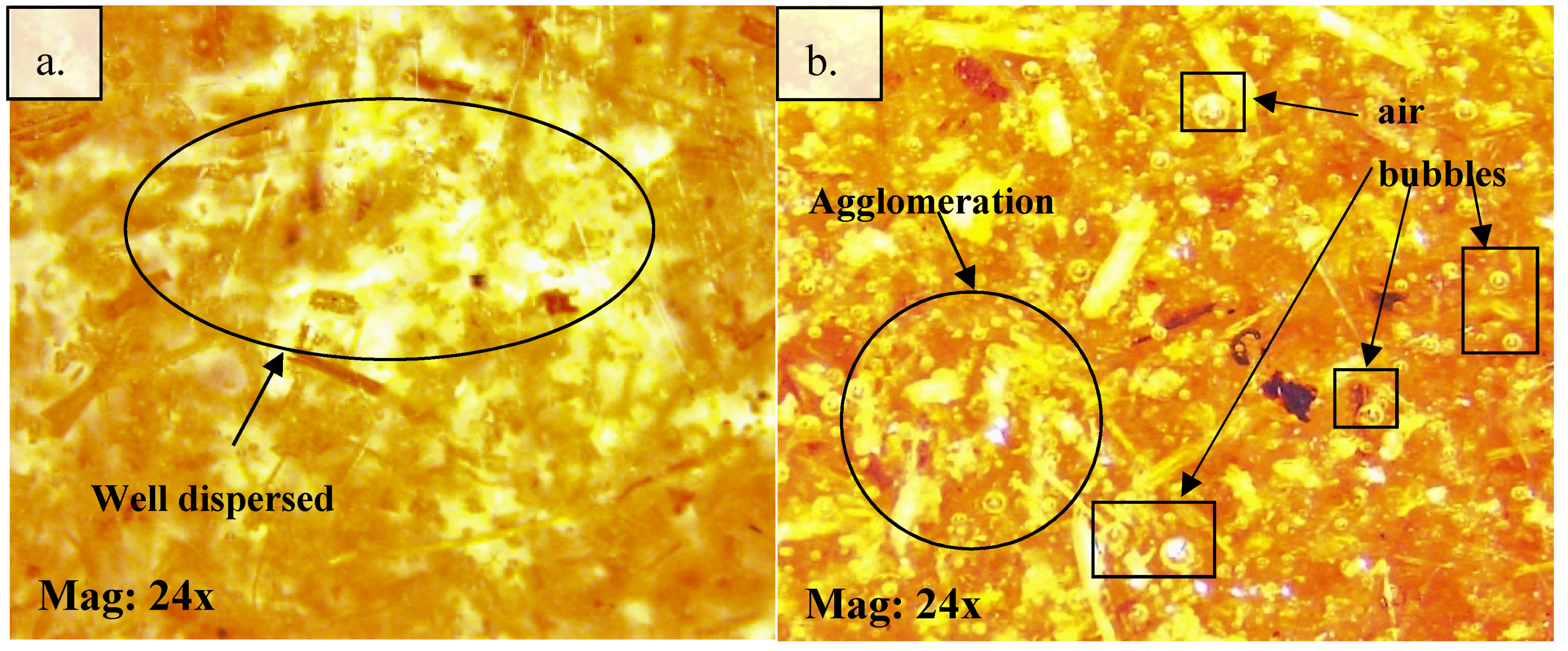
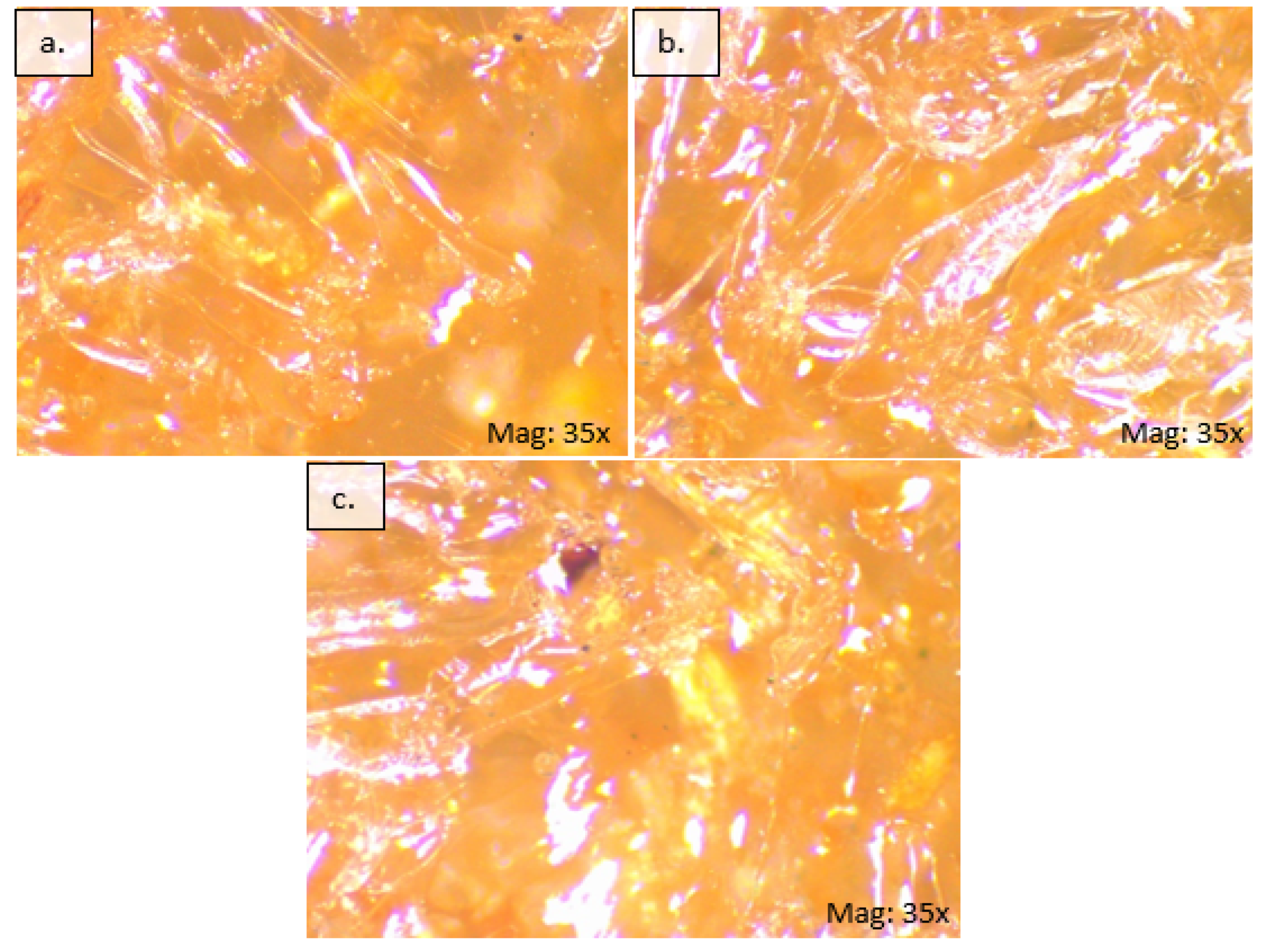
- Filler sizes of 300 µm lead to brittle fractures while filler sizes of 212 µm allow more energy absorption (toughness) during higher strain rate loading due to better filler dispersion and a higher resistance for filler–matrix debonding to initiate, which was verified by the micromechanical modelling of particle–matrix interfaces.
Author Contributions
Funding
Conflicts of Interest
References
- Sanjay, M.; Madhu, P.; Jawaid, M.; Senthamaraikannan, P.; Senthil, S.; Pradeep, S. Characterization and properties of natural fiber polymer composites: A comprehensive review. J. Clean. Prod. 2018, 172, 566–581. [Google Scholar] [CrossRef]
- Hemmasi, A.H.; Ghasemi, I.; Bazyar, B.; Samariha, A. Studying the Effect of Size of Bagasse and Nanoclay Particles on Mechanical Properties and Morphology of Bagasse Flour/Recycled Polyethylene Composites. BioResources 2013, 8, 3791–3801. [Google Scholar] [CrossRef]
- Wang, W.; Zhang, X.; Chouw, N.; Li, Z.; Shi, Y. Strain rate effect on the dynamic tensile behaviour of flax fibre reinforced polymer. Compos. Struct. 2018, 200, 135–143. [Google Scholar] [CrossRef]
- Zhang, S.; Caprani, C.; Heidarpour, A. Strain rate studies of pultruded glass fibre reinforced polymer material properties: A literature review. Constr. Build. Mater. 2018, 171, 984–1004. [Google Scholar] [CrossRef]
- Shokrieh, M.M.; Omidi, M.J. Investigation of strain rate effects on in-plane shear properties of glass/epoxy composites. Compos. Struct. 2009, 91, 95–102. [Google Scholar] [CrossRef]
- Lai, C.; Murthy, D.N.P.; Xie, M. Weibull Distributions and Their Applications. In Springer Handbook of Engineering Statistics; Springer: Berlin/Heidelberg, Germany, 2006; pp. 63–78, Chapter 3. [Google Scholar] [CrossRef]
- Verma, D.; Gope, P.C.; Maheshwari, M.K.; Sharma, R.K. Bagasse Fiber Composites—A Review. J. Mater. Environ. Sci. 2012, 3, 1079–1092. [Google Scholar]
- Anggono, J.; Farkas, Á.E.; Bartos, A.; Móczó, J.; Purwaningsih, H.; Pukánszky, B. Deformation and failure of sugarcane bagasse reinforced PP. Eur. Polym. J. 2019, 112, 153–160. [Google Scholar] [CrossRef]
- Islam, W.; Tahsim, R.; Islam, S.M.; Bakhtierkhalzi, M.; Suzauddin, M. Fabrication and mechanical characterization of bagasse, rice husk, saw dust reinforced epoxy composites. AIP Conf. Proc. 2019, 2121, 140006. [Google Scholar] [CrossRef]
- Anidha, S.; Latha, N.; Muthukkumar, M. Reinforcement of Aramid fiber with bagasse epoxy bio-degradable composite: Investigations on mechanical properties and surface morphology. J. Mater. Res. Technol. 2019, 8, 3198–3212. [Google Scholar] [CrossRef]
- Matykiewicz, D. Hybrid Epoxy Composites with Both Powder and Fiber Filler: A Review of Mechanical and Thermomechanical Properties. Materials 2020, 13, 1802. [Google Scholar] [CrossRef]
- Nabinejad, O.; Sujan, D.; Rahman, M.E.; Davies, I. Effect of filler load on the curing behavior and mechanical and thermal performance of wood flour filled thermoset composites. J. Clean. Prod. 2017, 164, 1145–1156. [Google Scholar] [CrossRef]
- Cao, Y.; Shibata, S.; Fukumoto, I. Mechanical properties of biodegradable composites reinforced with bagasse fibre before and after alkali treatments. Compos. Part A Appl. Sci. Manuf. 2006, 37, 423–429. [Google Scholar] [CrossRef]
- Zafar, M.F.; Siddiqui, M. Raw natural fiber reinforced polystyrene composites: Effect of fiber size and loading. Mater. Today Proc. 2018, 5, 5908–5917. [Google Scholar] [CrossRef]
- Naguib, H.M.; Kandil, U.K.; Hashem, A.I.; Boghdadi, Y.M. Effect of fiber loading on the mechanical and physical properties of “green" bagasse-polyester composite. J. Radiat. Res. Appl. Sc. 2015, 8, 544–548. [Google Scholar] [CrossRef]
- Gurusideswar, S.; Velmurugan, R. Strain rate sensitivity of glass/epoxy composites with nanofillers. Mater. Des. 2014, 60, 468–478. [Google Scholar] [CrossRef]
- Qi, B.; Zhang, Q.X.; Bannister, M.; Mai, Y.-W. Investigation of the mechanical properties of DGEBA-based epoxy resin with nanoclay additives. Comp. Struct. 2006, 75, 514–519. [Google Scholar] [CrossRef]
- Saghafi, A.; Mirhabibi, A.; Yari, G. Improved linear regression method for estimating Weibull parameters. Theor. Appl. Fract. Mech. 2009, 52, 180–182. [Google Scholar] [CrossRef]
- Mehrvar, C.; Curran, D.J.; Alhalawani, A.; Boyd, D.; Towler, M. Comparative study of Weibull characteristic strength and mean strength of GPCs to confirm the minimum number of samples needed for confident strength reporting. J. Mech. Behav. Biomed. Mater. 2015, 43, 53–58. [Google Scholar] [CrossRef]
- Guo, Y.; Li, Y. Quasi-static/dynamic response of SiO2–epoxy nanocomposites. Mater. Sci. Eng. A 2007, 458, 330–335. [Google Scholar] [CrossRef]
- Ratanawilai, T.; Nakawirot, K.; Deachsrijan, A.; Homkhiew, C. Influence of wood species and particle size on mechanical and thermal properties of wood polypropylene composites. Fibers Polym. 2014, 15, 2160–2168. [Google Scholar] [CrossRef]
- Jasmi, N.F.; Kasim, J.; Ansar, M.S.; Maidin, I.I. The Role of Oil Palm (Elaeis guineensis) Frond as Filler in Polypropylene Matrix with Relation of Filler Loading and Particle Size Effects. In Regional Conference on Science, Technology and Social Sciences; Springer Nature: London, UK, 2016; pp. 393–403. [Google Scholar] [CrossRef]
- Oberoi, S.; Sonawane, D.; Kumar, P. Effect of strain rate and filler size on mechanical behavior of a Cu filled elastomer based composite. Compos. Sci. Technol. 2016, 127, 185–192. [Google Scholar] [CrossRef]
- Kundie, F.; Azhari, C.H.; Muchtar, A.; Ahmad, Z.A. Effects of Filler Size on the Mechanical Properties of Polymer-filled Dental Composites: A Review of Recent Developments. J. Phys. Sci. 2018, 29, 141–165. [Google Scholar] [CrossRef]
- Lauke, B. On the effect of particle size on fracture toughness of polymer composites. Compos. Sci. Technol. 2008, 68, 3365–3372. [Google Scholar] [CrossRef]
- Shtein, M.; Nadiv, R.; Lachman, N.; Wagner, H.D.; Regev, O. Fracture behavior of nanotube–polymer composites: Insights on surface roughness and failure mechanism. Compos. Sci. Technol. 2013, 87, 157–163. [Google Scholar] [CrossRef]
- Han, W.; Eckschlager, A.; Böhm, H.J. The effects of three-dimensional multi-particle arrangements on the mechanical behavior and damage initiation of particle-reinforced MMCs. Compos. Sci. Technol. 2001, 61, 1581–1590. [Google Scholar] [CrossRef]
- Böhm, H.J.; Eckschlager, A.; Han, W. Multi-inclusion unit cell models for metal matrix composites with randomly oriented discontinuous reinforcements. Comput. Mater. Sci. 2002, 25, 42–53. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Rank | Fracture (MPa) | Pi (Rank-0.5/n) | ||
|---|---|---|---|---|
| 1 | 36.754559 | 0.05 | −2.9702 | 3.604262 |
| 2 | 37.6563703 | 0.15 | −1.81696 | 3.628502 |
| 3 | 37.8150026 | 0.25 | −1.2459 | 3.632706 |
| 4 | 39.9619768 | 0.35 | −0.84215 | 3.687928 |
| 5 | 40.6688505 | 0.45 | −0.51444 | 3.705462 |
| 6 | 41.0740445 | 0.55 | −0.22501 | 3.715376 |
| 7 | 41.1087484 | 0.65 | 0.048621 | 3.716221 |
| 8 | 41.6841727 | 0.75 | 0.326634 | 3.730122 |
| 9 | 42.3557567 | 0.85 | 0.640337 | 3.746104 |
| 10 | 43.2215801 | 0.95 | 1.097189 | 3.76634 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Debnath, S.; Ke Khieng, T.; Anwar, M.; Basak, A.K.; Pramanik, A. Strain Rate Sensitivity of Epoxy Composites Reinforced with Varied Sizes of Bagasse Particles. J. Compos. Sci. 2020, 4, 110. https://doi.org/10.3390/jcs4030110
Debnath S, Ke Khieng T, Anwar M, Basak AK, Pramanik A. Strain Rate Sensitivity of Epoxy Composites Reinforced with Varied Sizes of Bagasse Particles. Journal of Composites Science. 2020; 4(3):110. https://doi.org/10.3390/jcs4030110
Chicago/Turabian StyleDebnath, Sujan, Tan Ke Khieng, Mahmood Anwar, Animesh Kumar Basak, and Alokesh Pramanik. 2020. "Strain Rate Sensitivity of Epoxy Composites Reinforced with Varied Sizes of Bagasse Particles" Journal of Composites Science 4, no. 3: 110. https://doi.org/10.3390/jcs4030110
APA StyleDebnath, S., Ke Khieng, T., Anwar, M., Basak, A. K., & Pramanik, A. (2020). Strain Rate Sensitivity of Epoxy Composites Reinforced with Varied Sizes of Bagasse Particles. Journal of Composites Science, 4(3), 110. https://doi.org/10.3390/jcs4030110