Defining Key Factors in Carbon Black-Filled NR/BR Compounds for Balancing Aircraft Tire Tread Properties


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Method
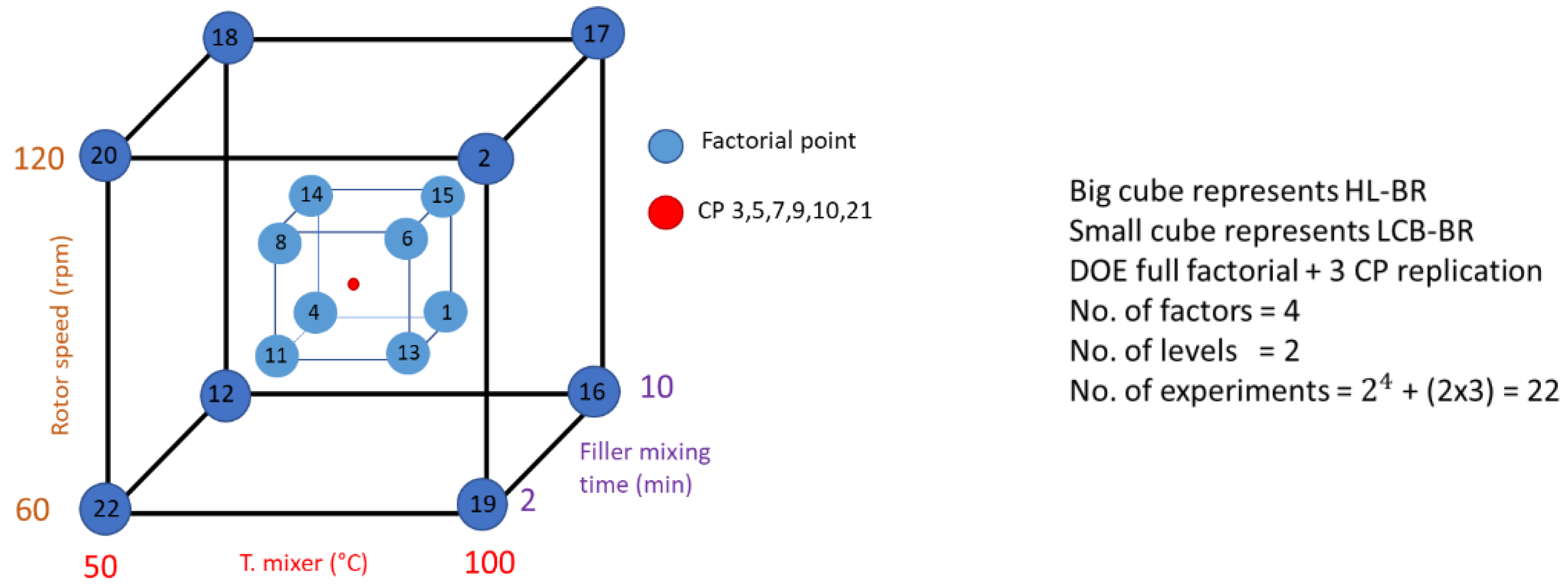
2.2.1. DOE Screening
2.2.2. DOE Optimization
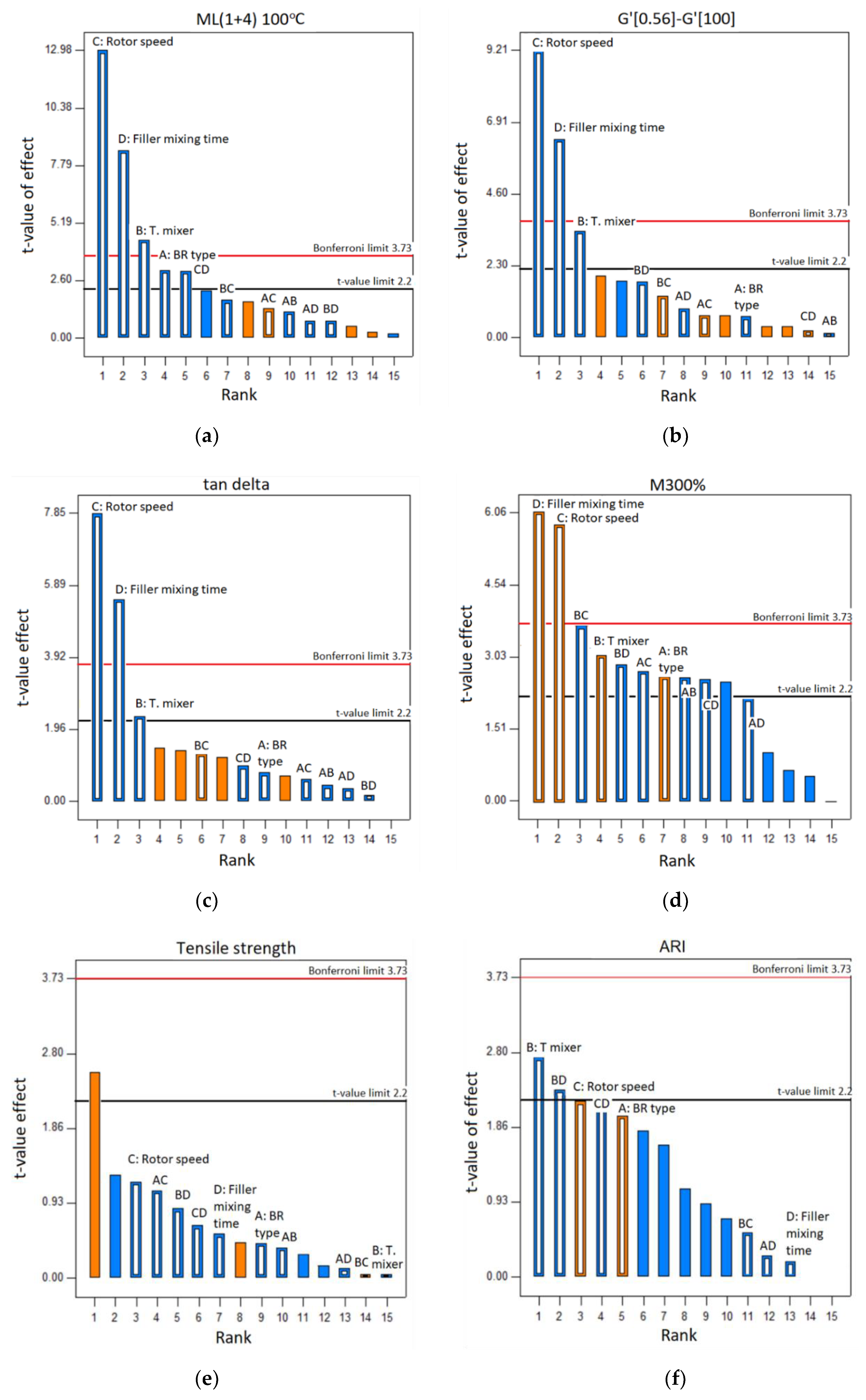
- Pareto chart to show factors and interactions that are statistically significant on the observed response.
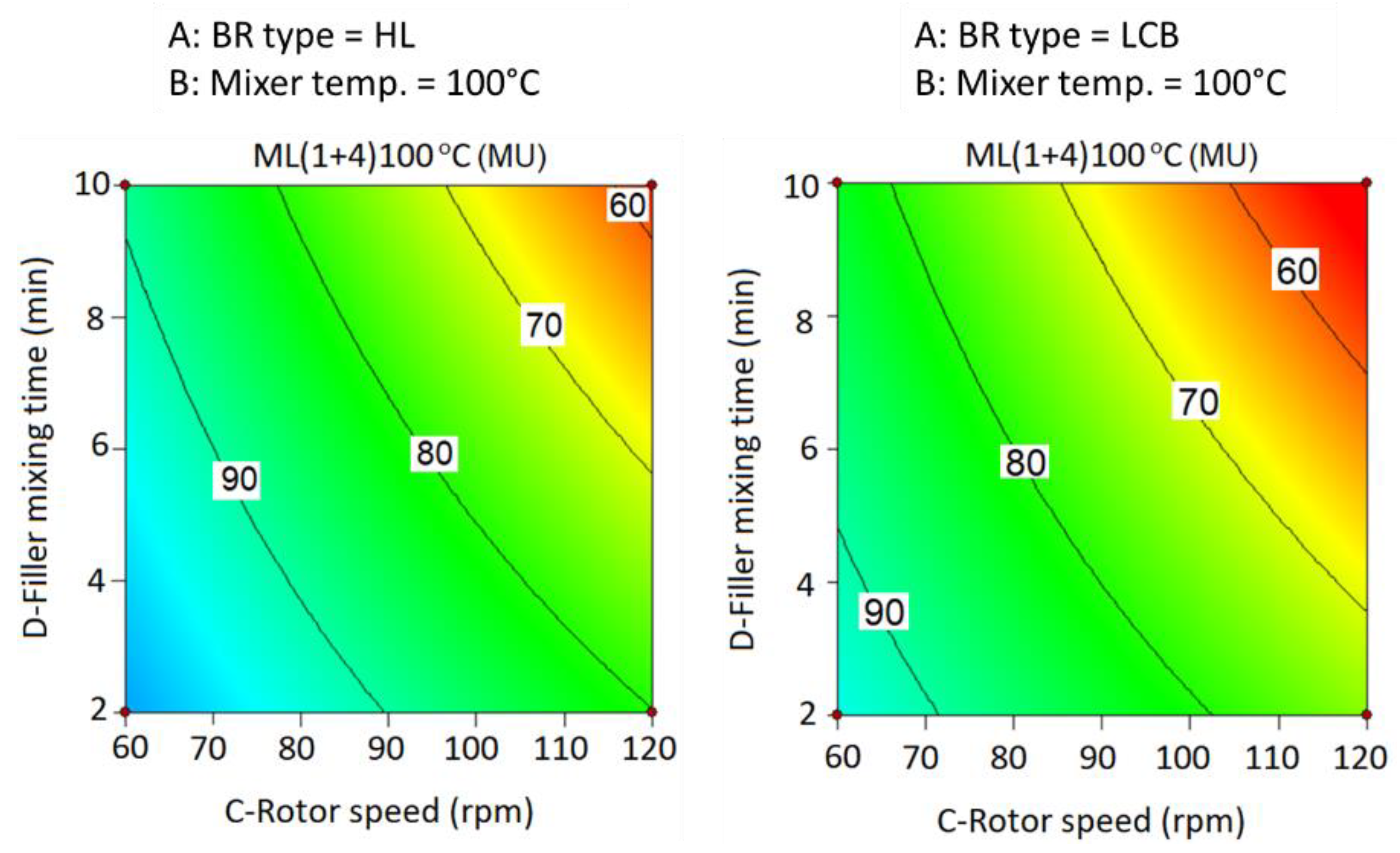
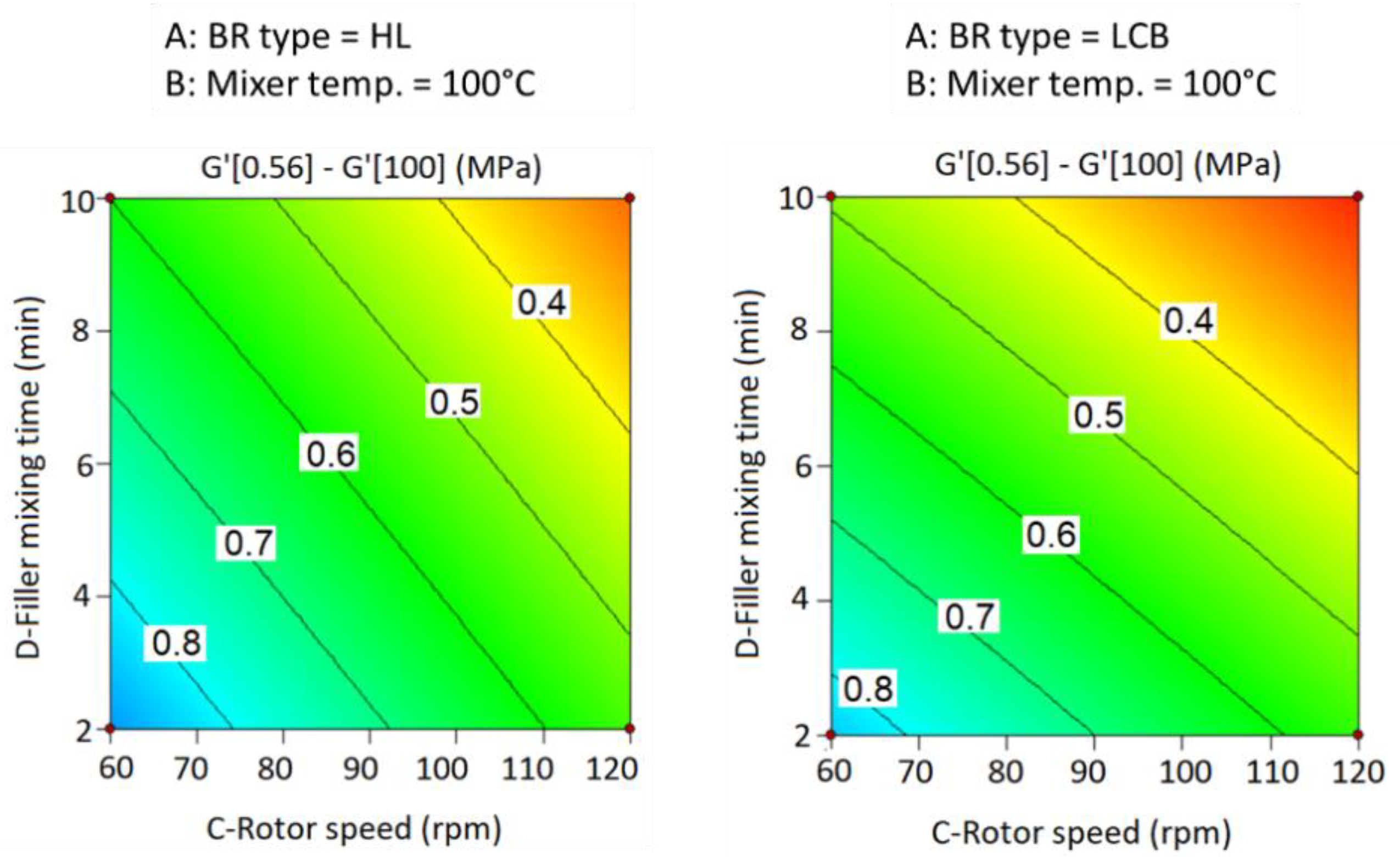
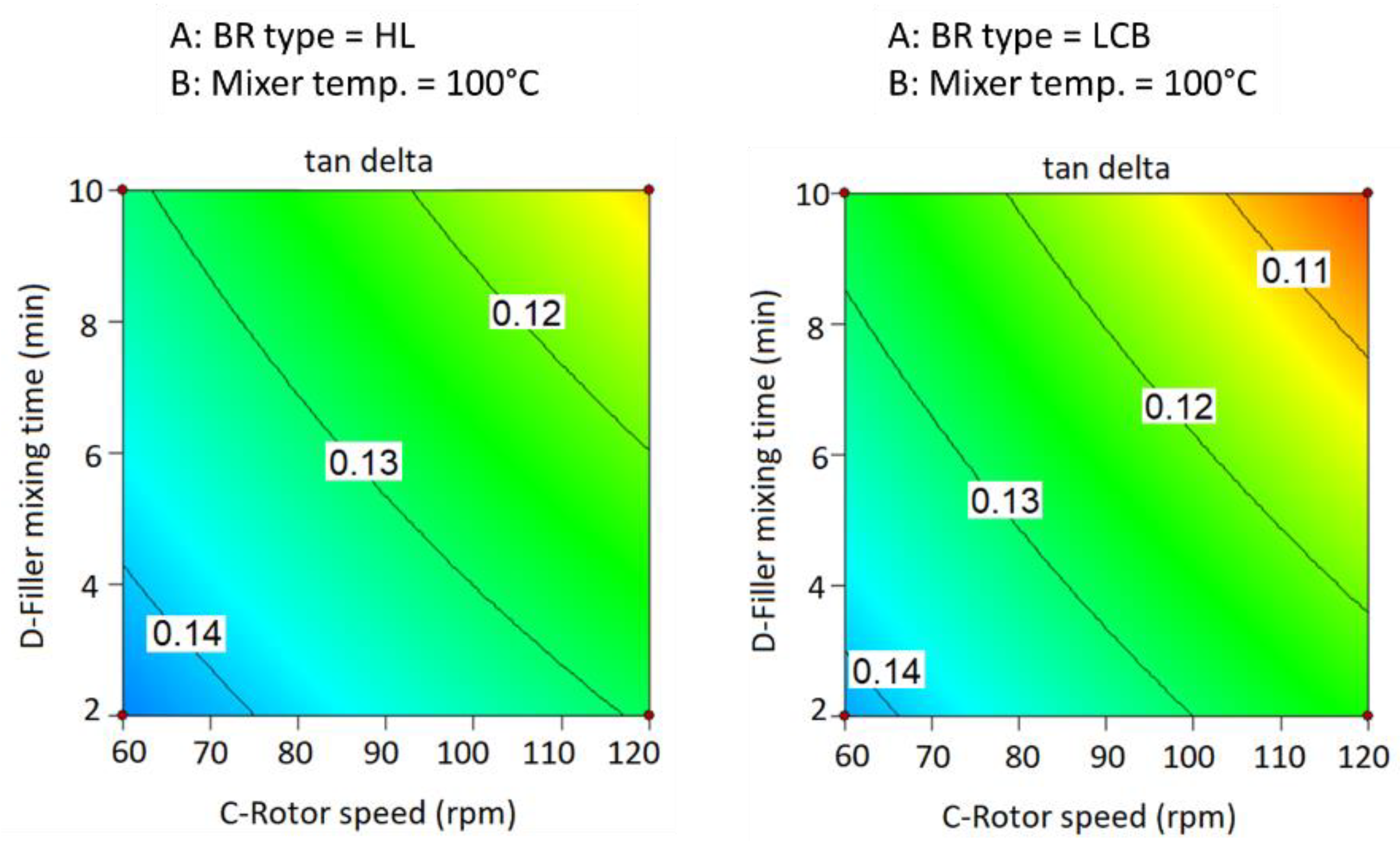
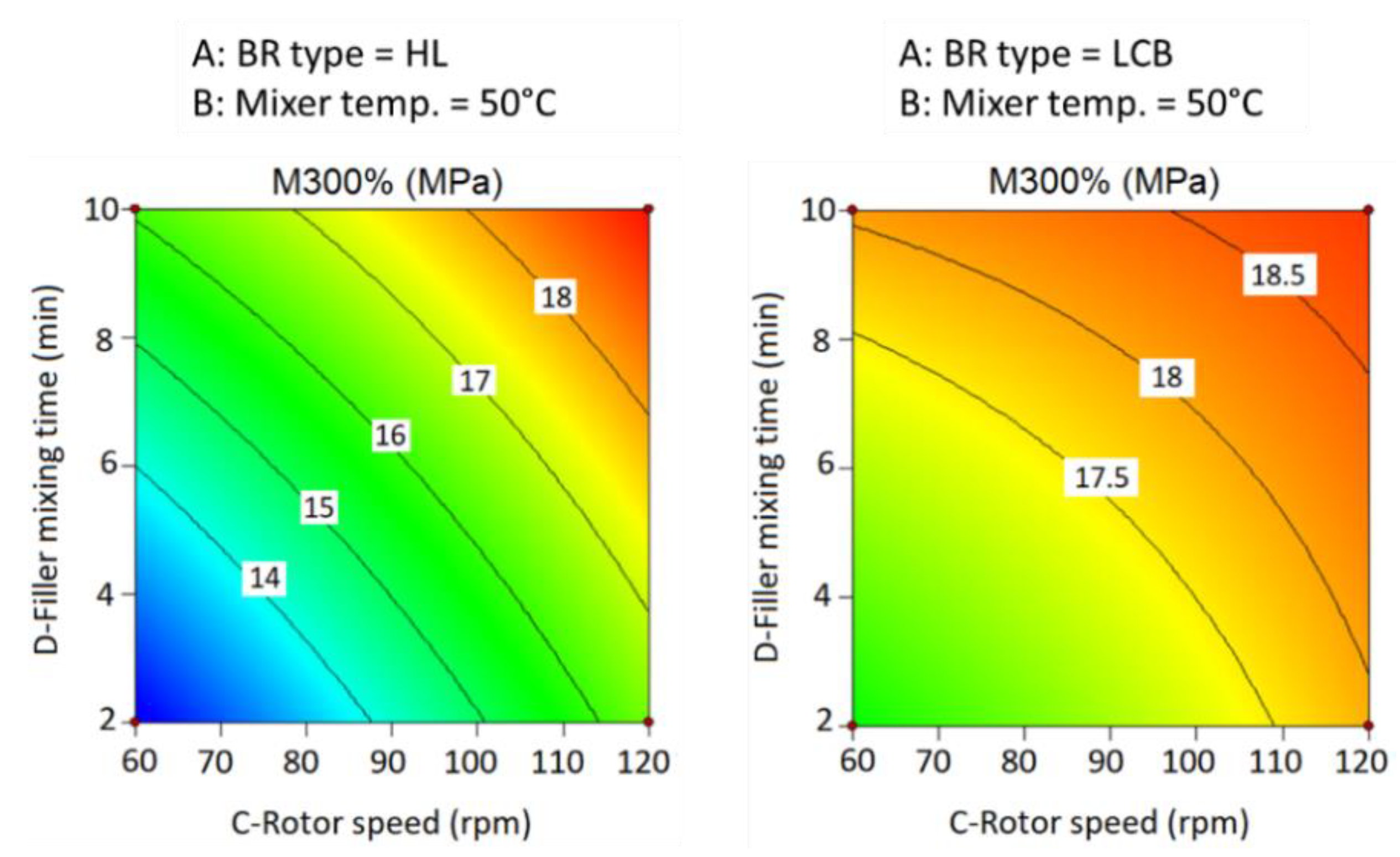
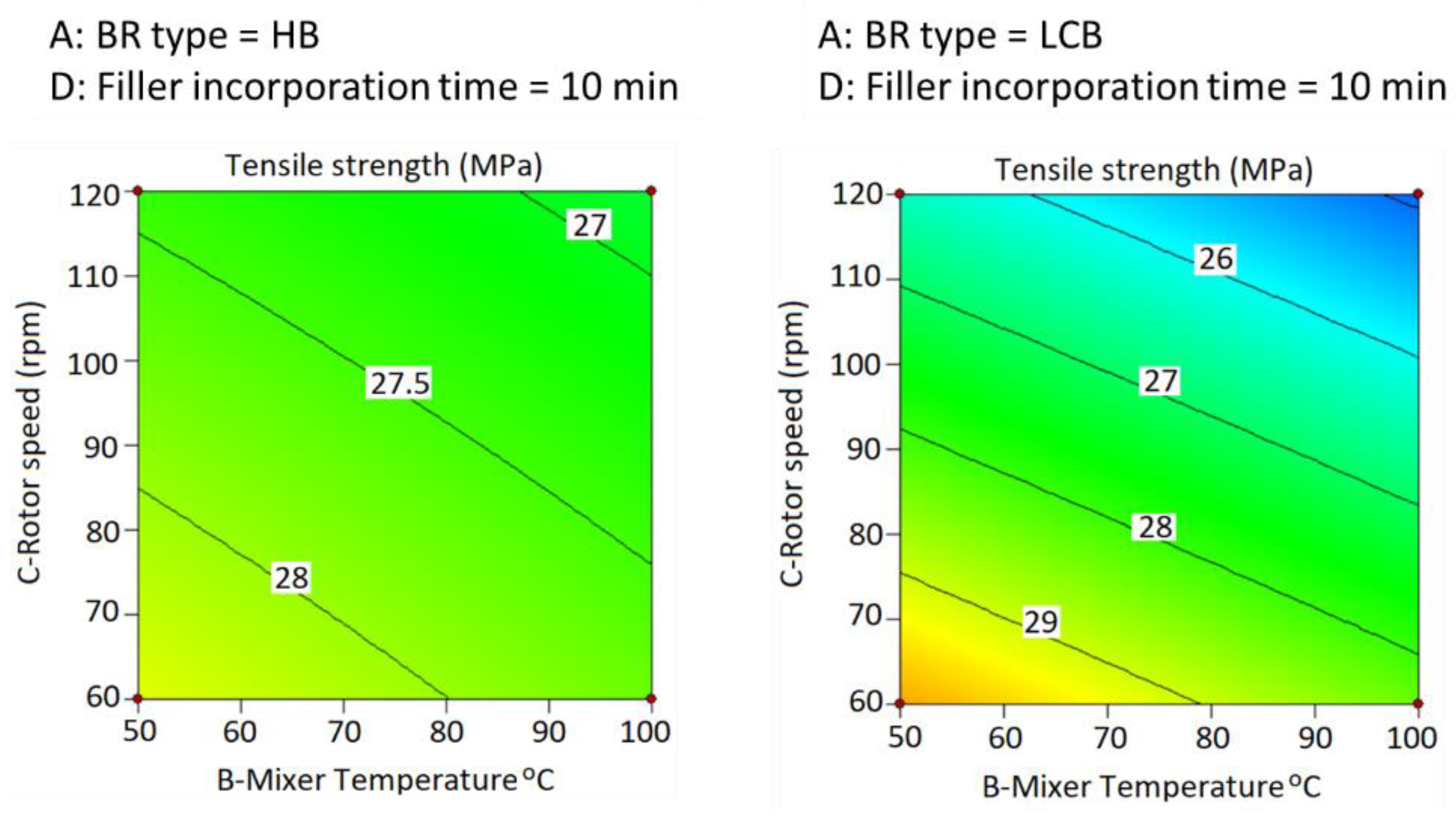
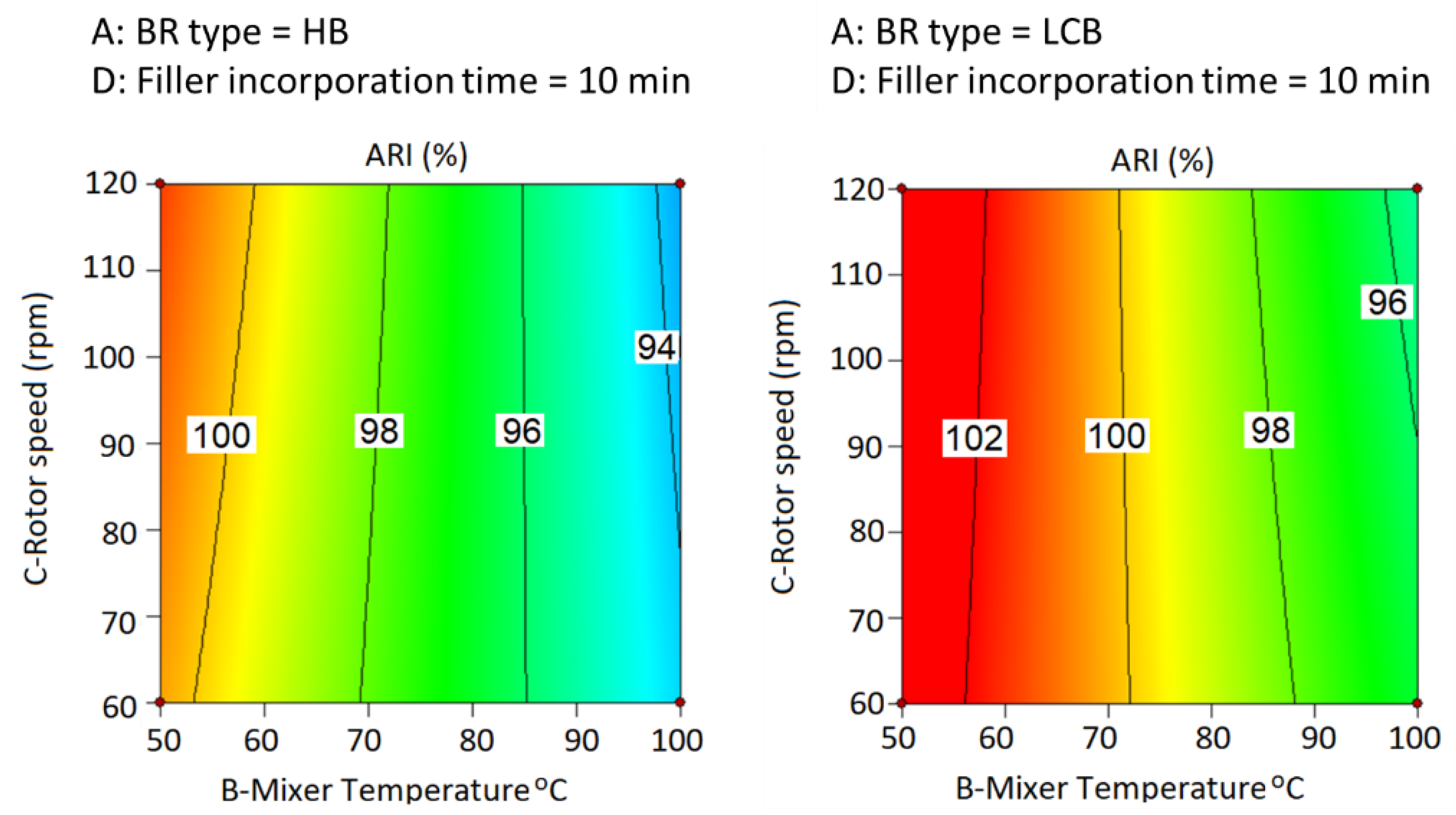
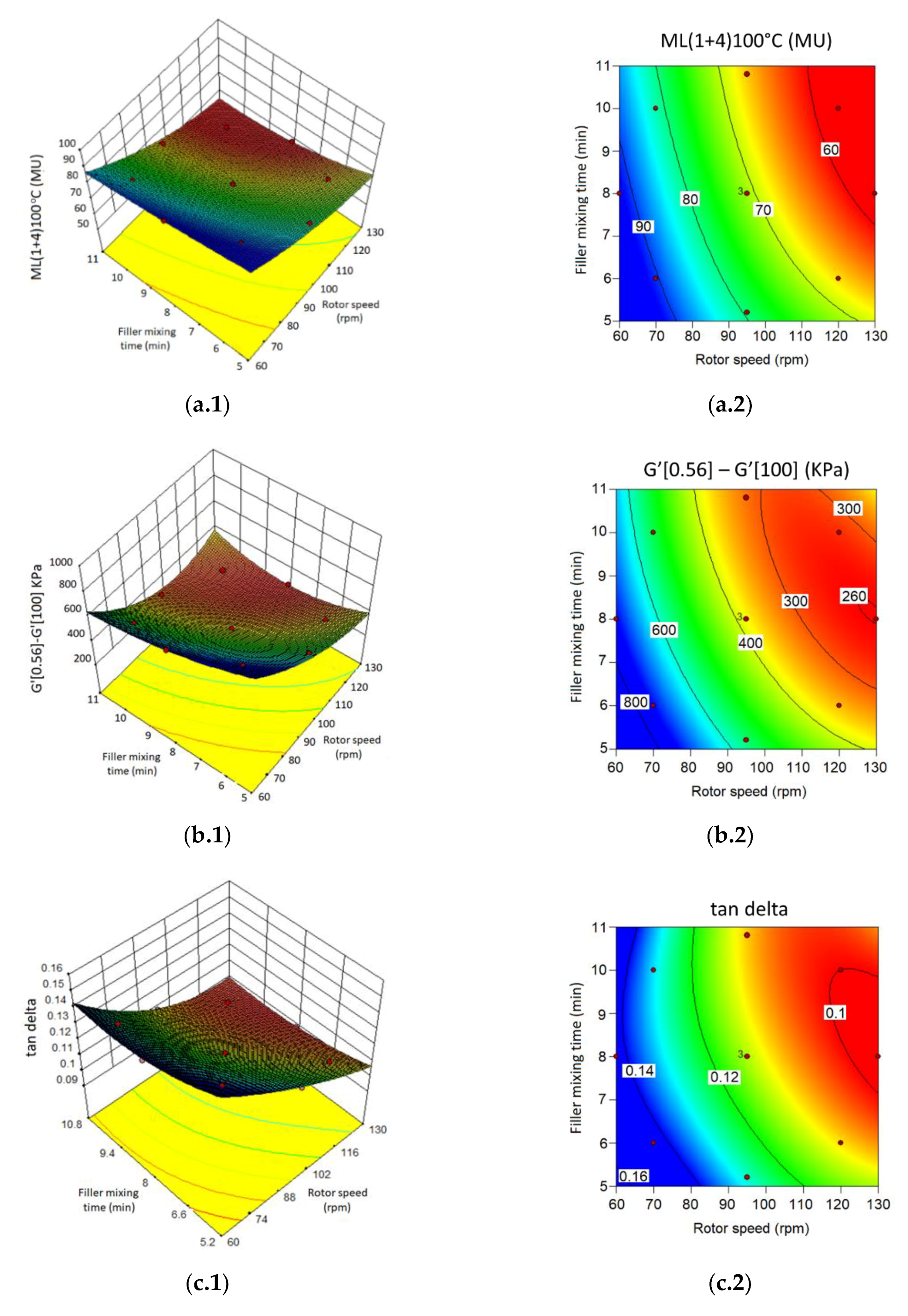
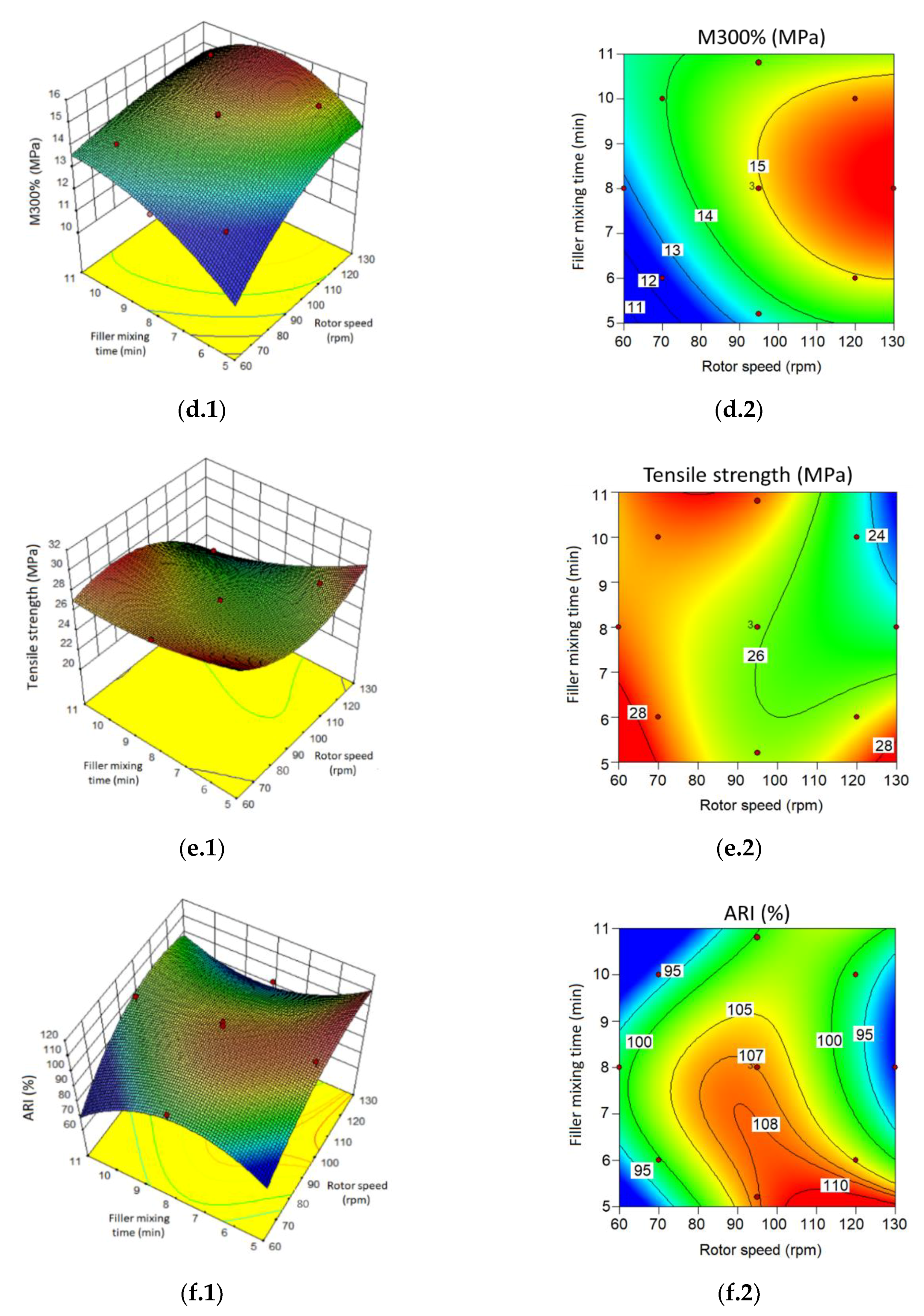
- Contour plot to describe the effect of factors on the response.
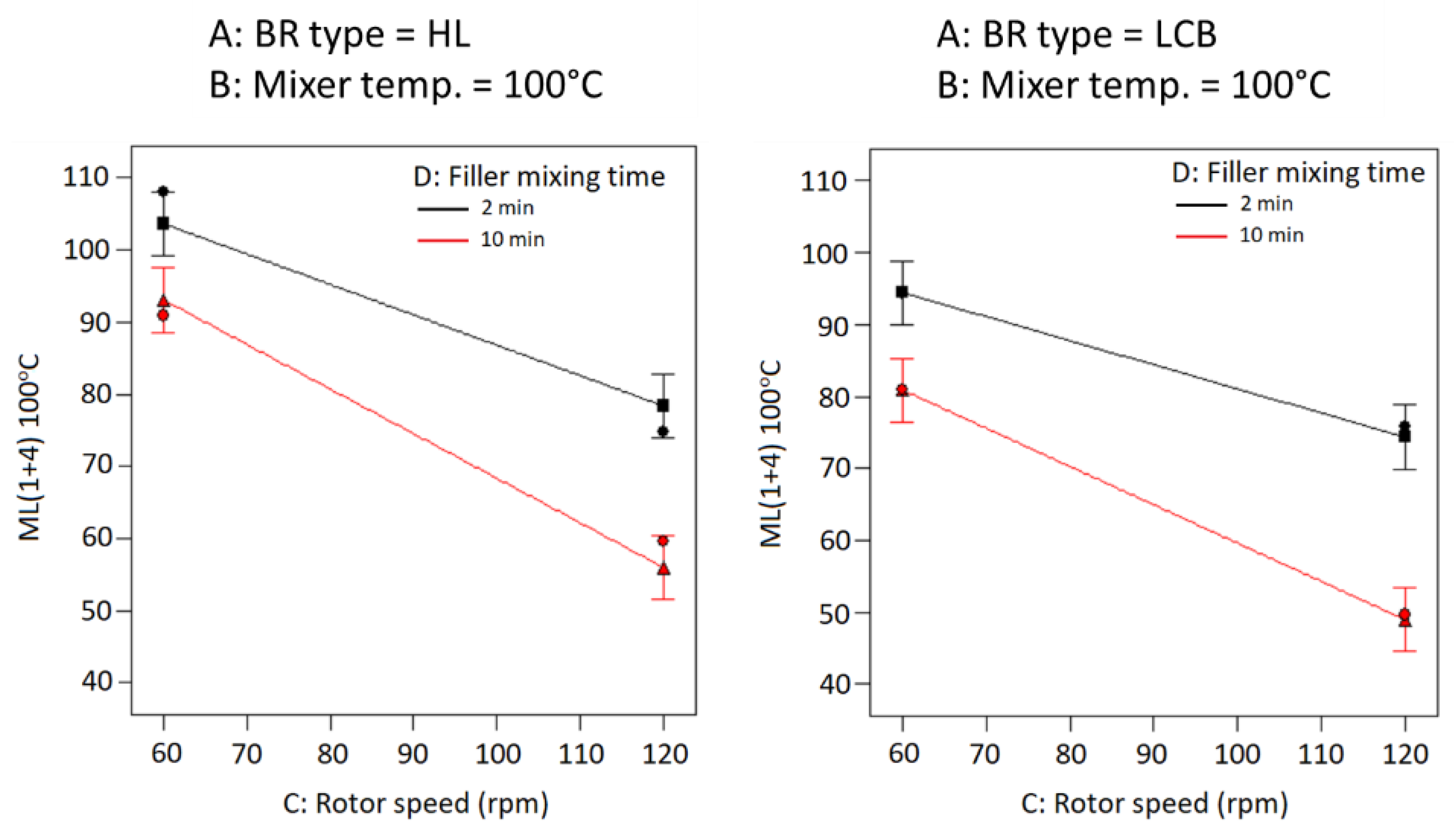
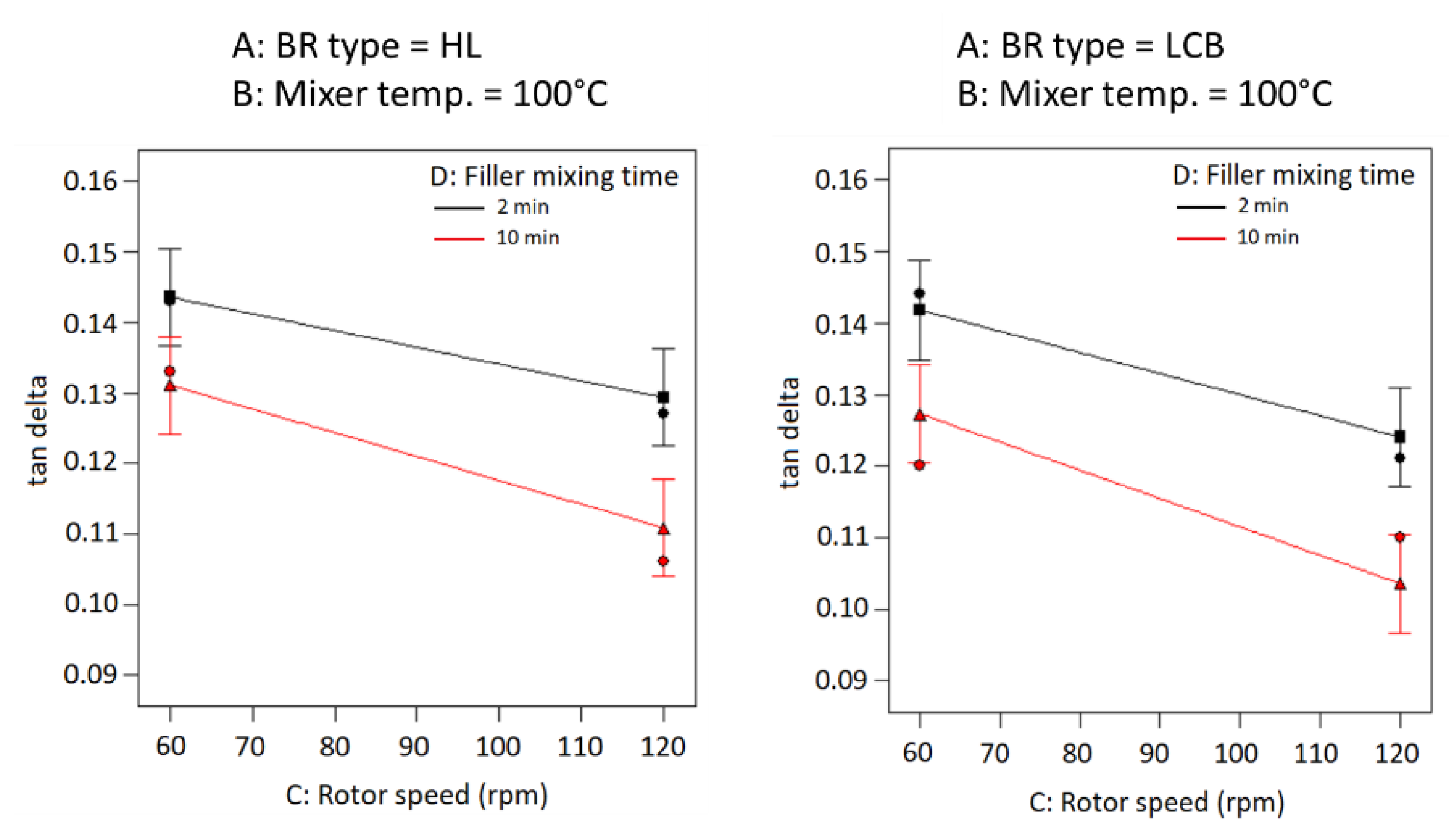
- Interaction plot to describe the interaction of main factors.
3. Results and Discussion
3.1. DOE Screening
3.2. DOE Optimization
3.3. DOE Validation
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Sandstrom, P.H.; Balogh, G.; Cronin, S. Aircraft Tire. U.S. Patent 20060063878A1, 23 March 2006. [Google Scholar]
- Alroqi, A.A.; Wang, W.; Zhao, Y. Aircraft Tire Temperature at Touchdown with Wheel Prerotation. J. Aircr. 2017, 54, 926–938. [Google Scholar] [CrossRef]
- Rodgers, B.; Waddell, W. The Science of Rubber Compounding. In The Science and Technology of Rubber, 3rd ed.; Mark, J.E., Erman, B., Eirich, F.R., Eds.; Academic Press: San Diego, CA, USA, 2005; pp. 401–454. [Google Scholar]
- Arayapranee, W. Rubber Abrasion Resistance. In Abrasion Resistance of Materials; Adamiak, M., Ed.; In Tech: Rijeka, Croatia, 2012; pp. 147–166. [Google Scholar]
- IARC. Carbon Black, Titanium Dioxide, and Talc. In IARC Monogr Eval of Carcinogenic Risks Chem Hums; International Agency for Research on Cancer: Lyon, France, 2010; Volume 93, pp. 43–109. Available online: https://monographs.iarc.fr (accessed on 21 January 2019).
- Melotto, M.A. Mixing Machinery for Rubber. In The Mixing of Rubber; Grossman, R.F., Ed.; Chapman & Hall: London, UK, 1997; pp. 1–24. [Google Scholar]
- Phadke, M.S. Applications and Benefits of Robust Design. In Quality Engineering using Robust Design; Prentice-Hall: Englewood Cliffs, NJ, USA, 1989; pp. 8–9. [Google Scholar]
- Yang, X.S. Rubber Composition for Aircraft Tire Treads. U.S. Patent 2012/0252929 A1, 4 October 2012. [Google Scholar]
- Boeing 737–800 Operating Manual. Available online: https://virtualaircadetairlines.weebly.com (accessed on 19 February 2019).
- The Aircraft Tire Data Book. Available online: https://www.goodyearaviation.com (accessed on 17 May 2018).
- Scriver, R.M.; Ross, W.A. Pneumatic Tire with Medium Vinyl Polybutadiene/Polyisoprene Blend Tread. U.S. Patent 4192366, 22 February 1978. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | HL-BR | LCB-BR |
|---|---|---|
| Catalyst type | Neodymium | Neodymium |
| MV (ML (1 + 4) 100 °C) | 63 | 63 |
| Cis content (%) | min 96 | min 96 |
| Branching | highly linear | long chain branched |
| Molecular weight (Mw) g/mol | 59.6 × 104 | 53.2 × 104 |
| Mw/Mn | 2.2 | 1.6 |
| Ingredients | Level −1 (phr) | Level +1 (phr) |
|---|---|---|
| RSS-1 | 70 | 70 |
| HL-BR | 30 | - |
| LCB-BR | - | 30 |
| N234 | 55 | 55 |
| ZnO | 5 | 5 |
| Stearic acid | 3 | 3 |
| 6PPD | 2 | 2 |
| TMQ | 1 | 1 |
| TDAE | 7.5 | 7.5 |
| Sulfur | 1.5 | 1.5 |
| CBS | 1.5 | 1.5 |
| Mixing Procedure | Time (mins) | |
|---|---|---|
| Step 1: Internal mixer | ||
| Mixer temperature and rotor speed: varied depending on the factor level settings |
| 1 |
| Half time setting | |
| Remaining time setting | |
| 2.5 | |
| Step 2: Internal mixer | ||
| Mixer temperature: 70 °C |
| 1 |
| Initial rotor speed: 50 rpm |
| 2 |
| Parameters | Level −1 | Level 0 | Level +1 |
|---|---|---|---|
| A: BR type | HL | LCB | |
| B: T. mixer (°C) | 50 | 75 | 100 |
| C: Rotor speed (rpm) | 60 | 90 | 120 |
| D: Filler mixing time (min) | 2 | 6 | 10 |
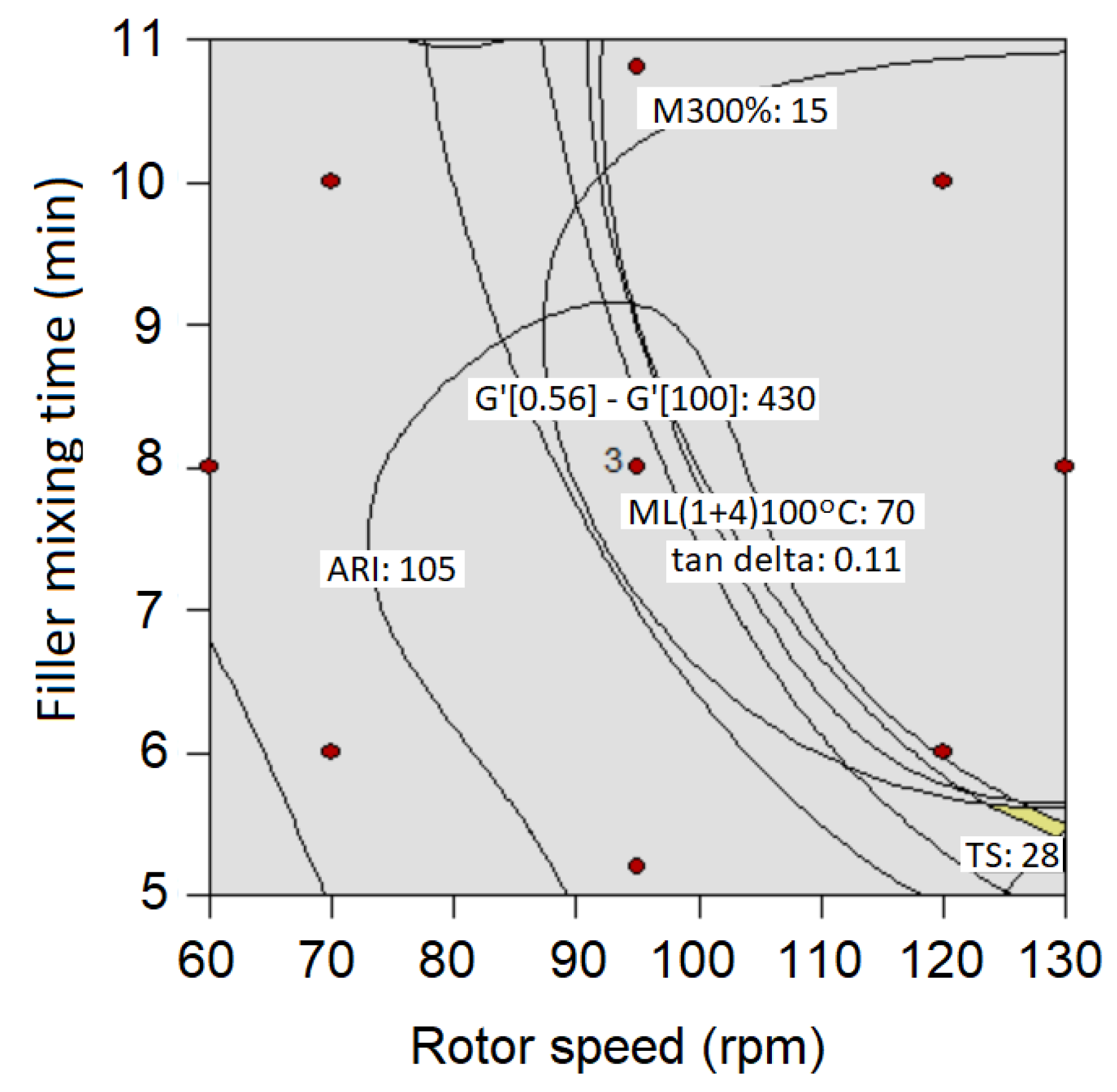
| Properties | Target Range | Target Value (Input) | Actual Value (130 rpm, 5.8 min) |
|---|---|---|---|
| ML (1 + 4) 100 °C | 65–70 | 70 | 68 |
| G’ (0.56)–G’ (100) (KPa) | ≤430 | 430 | 429 |
| Tensile strength (MPa) | min 22 [11] | 27 | 26 |
| M300% (MPa) | min 9.8 [11] | 15 | 13 |
| Abrasion resistance index (%) | as high as possible | 105 | 103 |
| Tan delta at 100 °C, 20 Hz, 10% strain | as low as possible | 0.11 | 0.11 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Indriasari; Kaewsakul, W.; Dierkes, W.K.; Blume, A. Defining Key Factors in Carbon Black-Filled NR/BR Compounds for Balancing Aircraft Tire Tread Properties. J. Compos. Sci. 2019, 3, 47. https://doi.org/10.3390/jcs3020047
Indriasari, Kaewsakul W, Dierkes WK, Blume A. Defining Key Factors in Carbon Black-Filled NR/BR Compounds for Balancing Aircraft Tire Tread Properties. Journal of Composites Science. 2019; 3(2):47. https://doi.org/10.3390/jcs3020047
Chicago/Turabian StyleIndriasari, Wisut Kaewsakul, Wilma K. Dierkes, and Anke Blume. 2019. "Defining Key Factors in Carbon Black-Filled NR/BR Compounds for Balancing Aircraft Tire Tread Properties" Journal of Composites Science 3, no. 2: 47. https://doi.org/10.3390/jcs3020047
APA StyleIndriasari, Kaewsakul, W., Dierkes, W. K., & Blume, A. (2019). Defining Key Factors in Carbon Black-Filled NR/BR Compounds for Balancing Aircraft Tire Tread Properties. Journal of Composites Science, 3(2), 47. https://doi.org/10.3390/jcs3020047