Machinability, Modelling and Statistical Analysis of In-Situ Al–Si–TiB2 Composites


Abstract
:1. Introduction
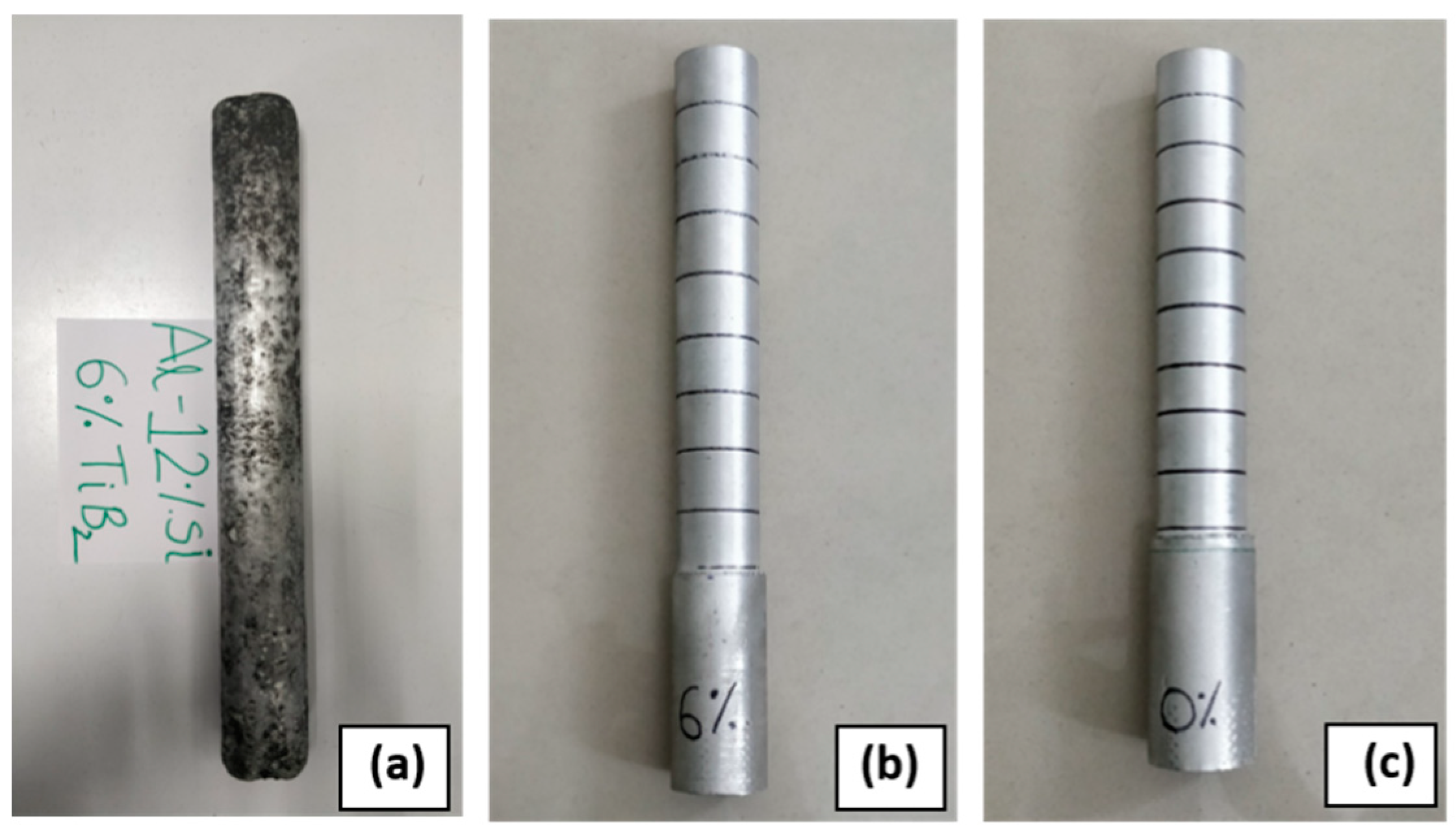
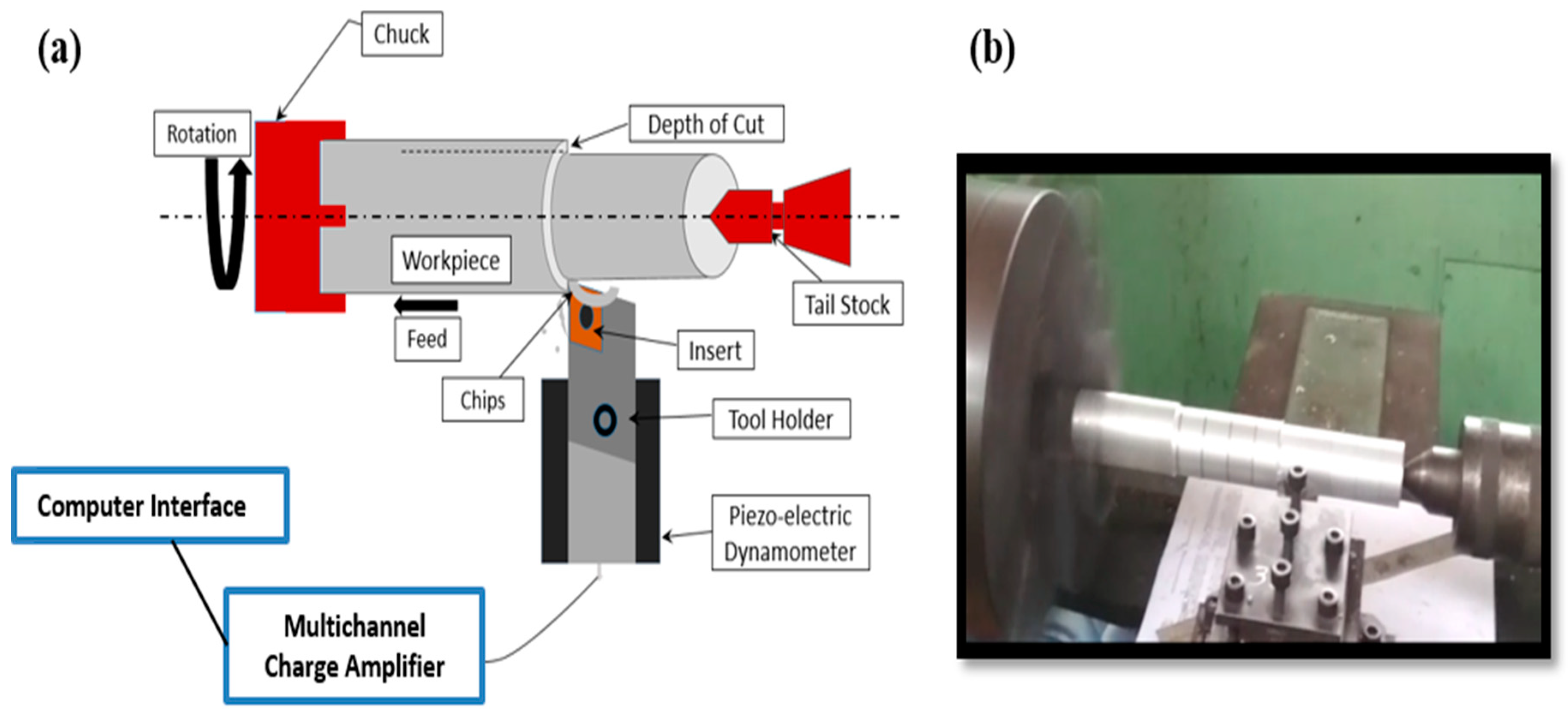
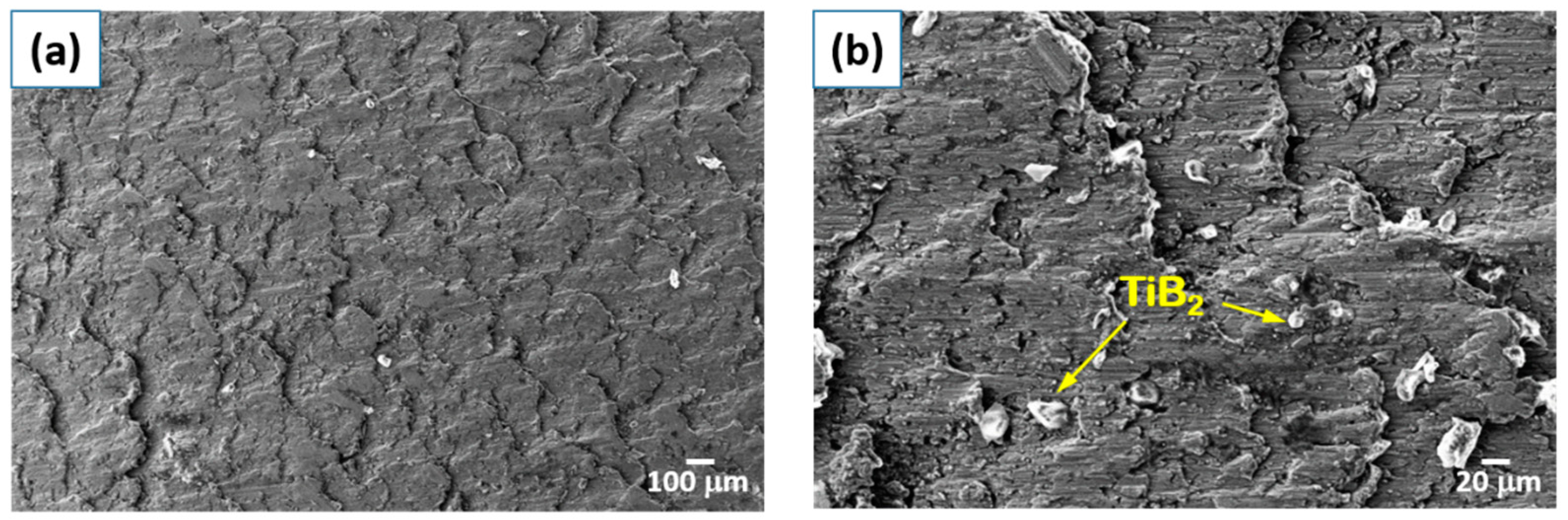
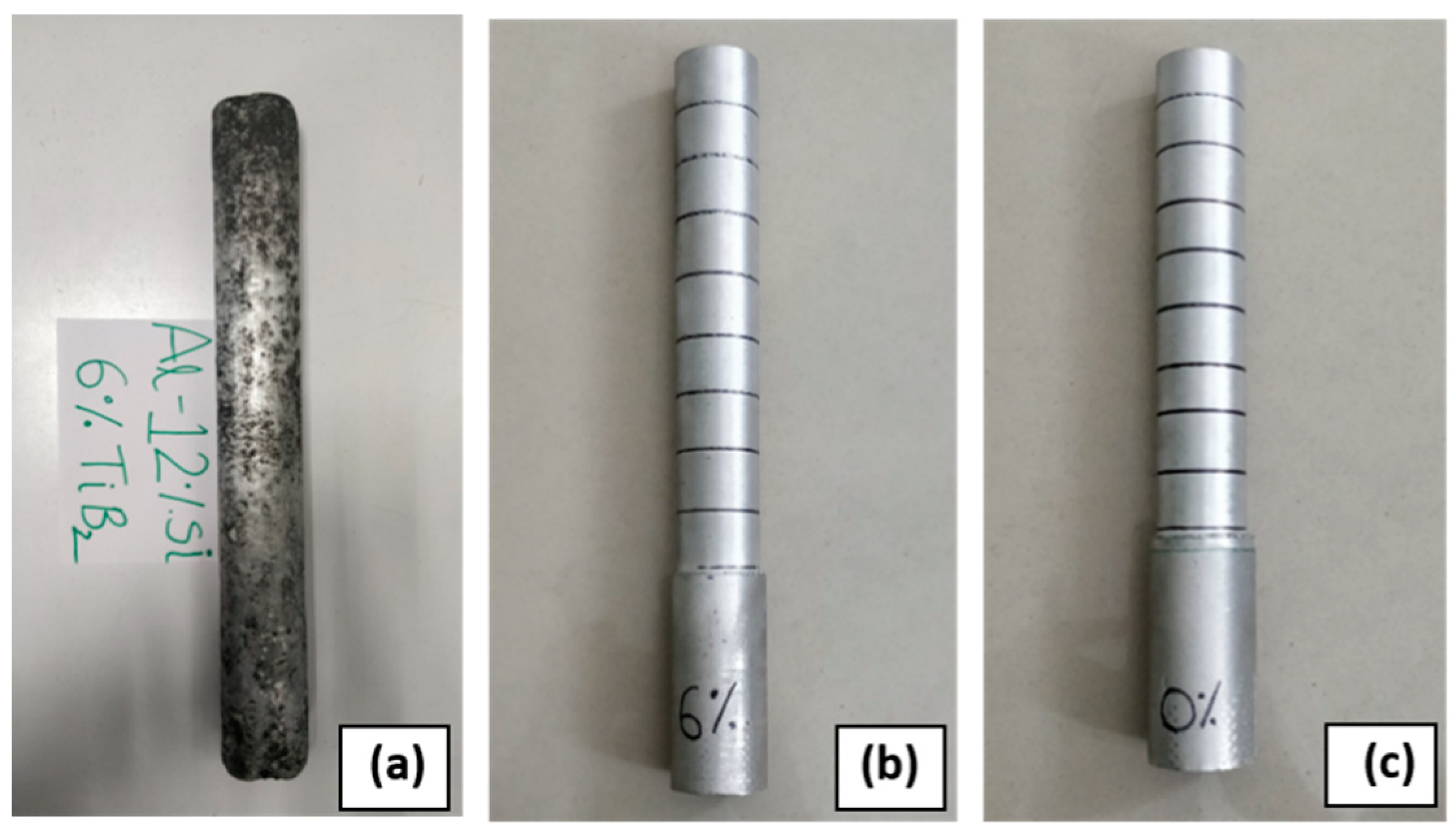
2. Materials and Methods
3. Results and Discussion
3.1. Effects of Machining Parameters on Feed Force, Cutting Forces, and Surface Roughness
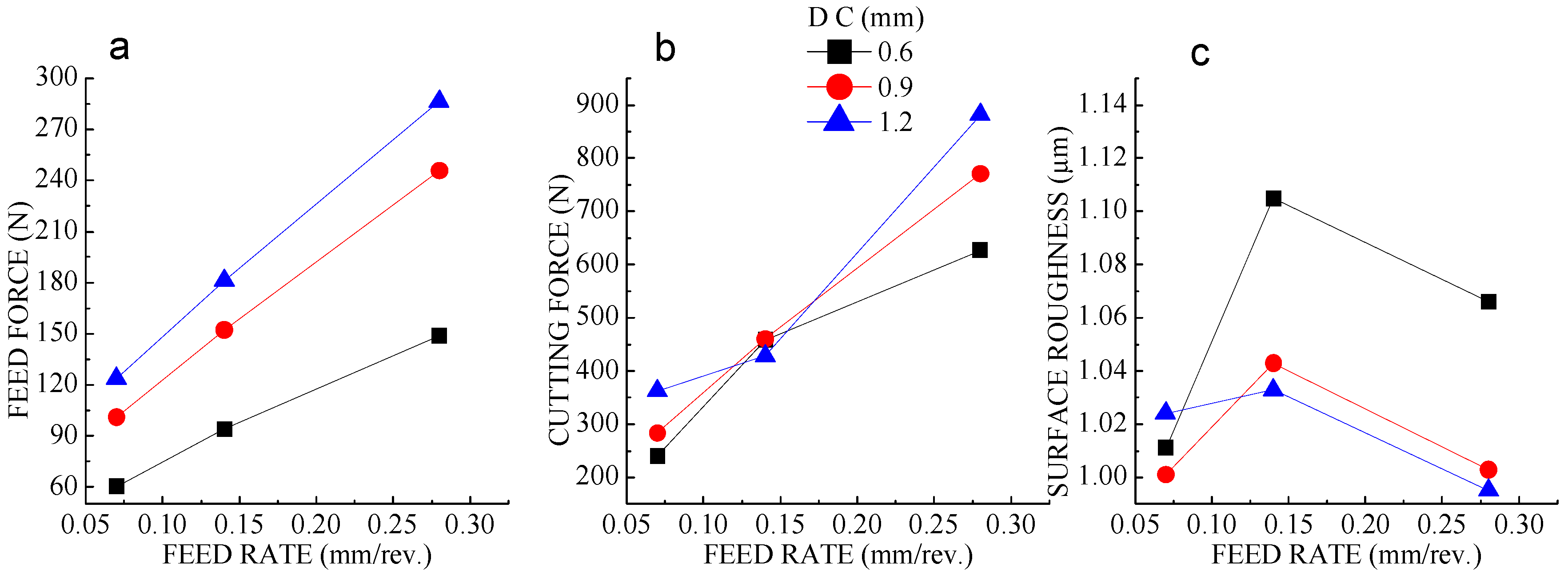
3.1.1. Feed
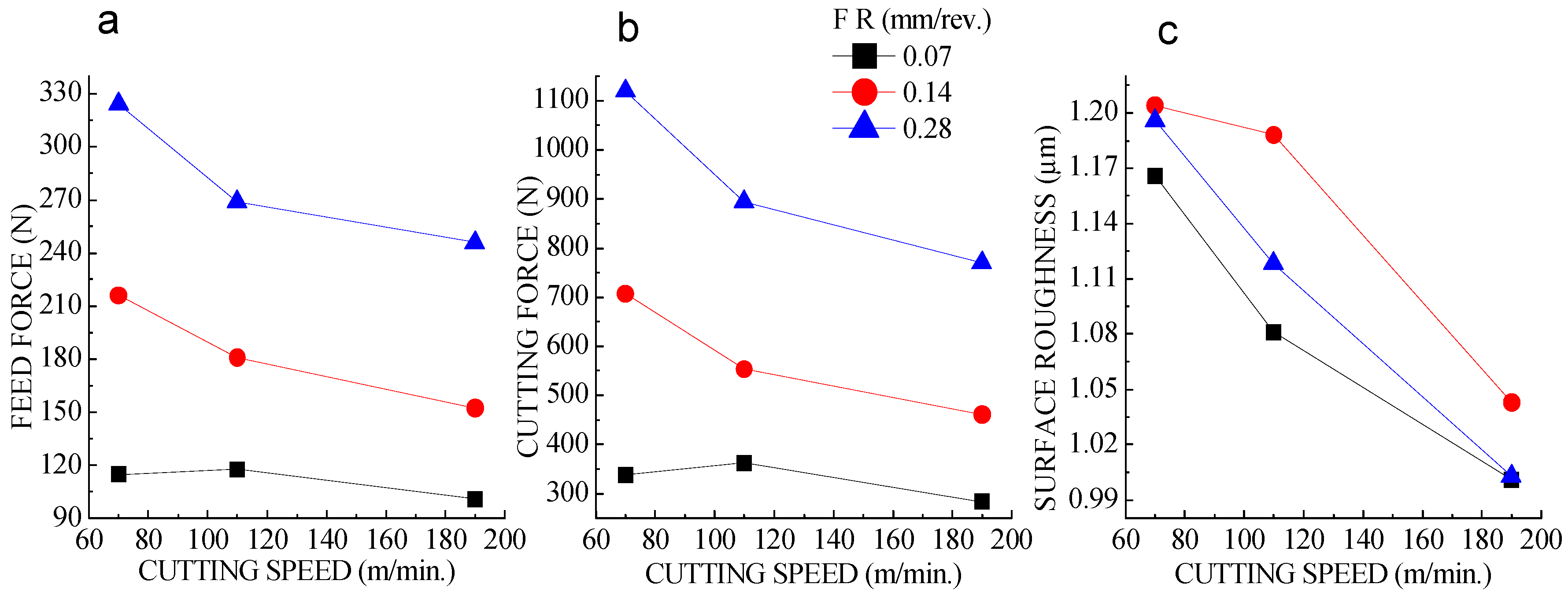
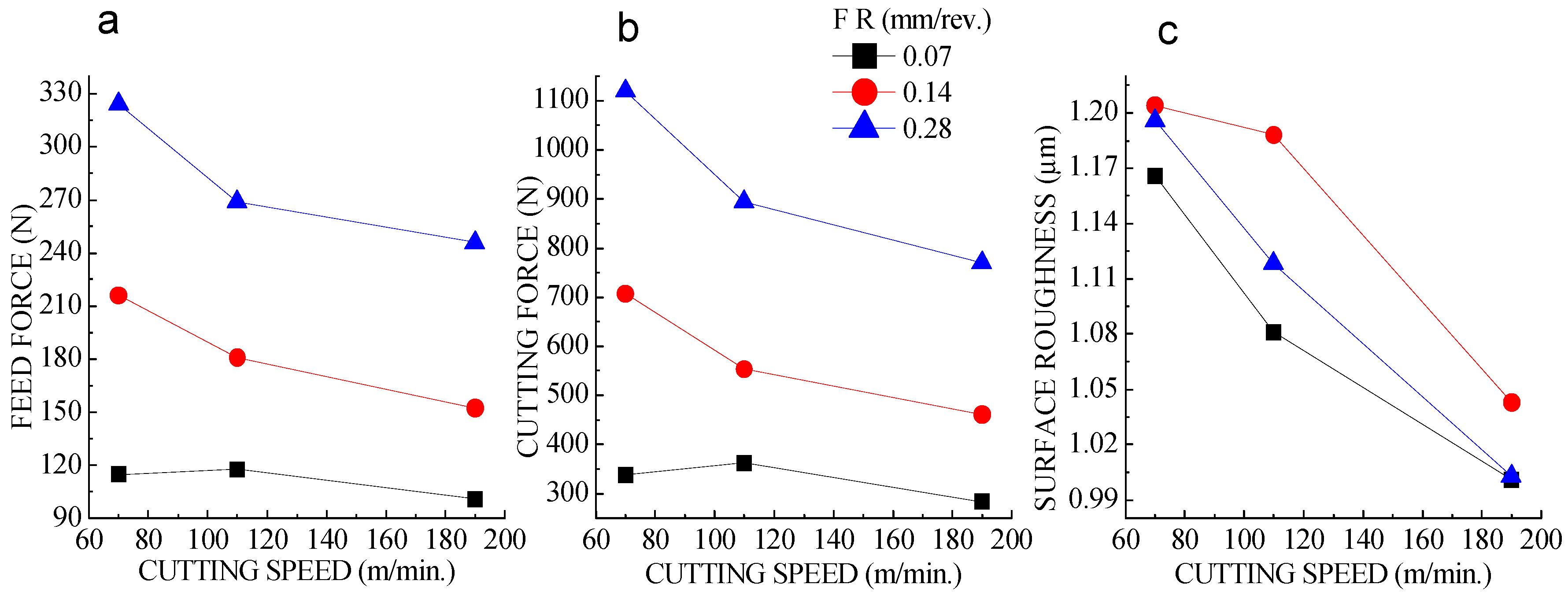
3.1.2. Cutting Speed
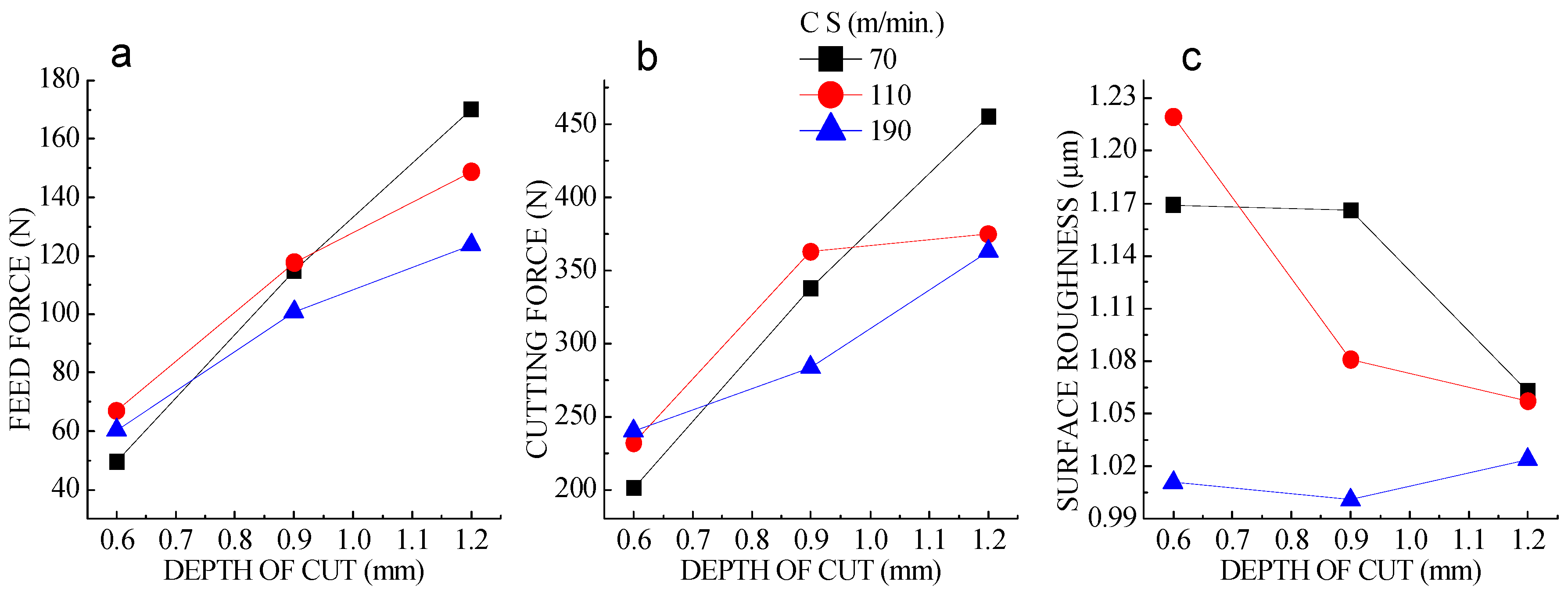
3.1.3. Depth of Cut
3.2. Regression Models
3.2.1. First Order
3.2.2. Second Order
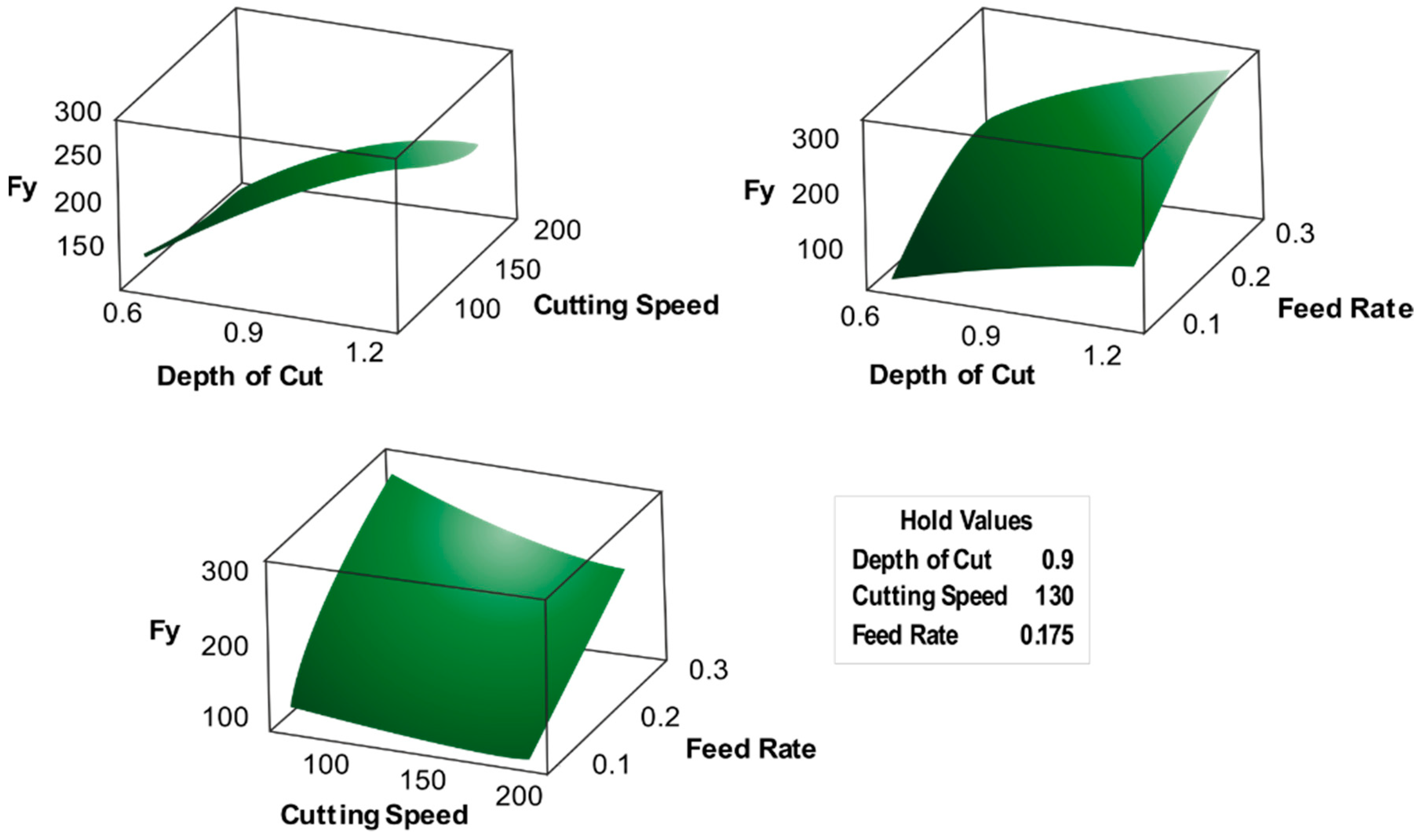
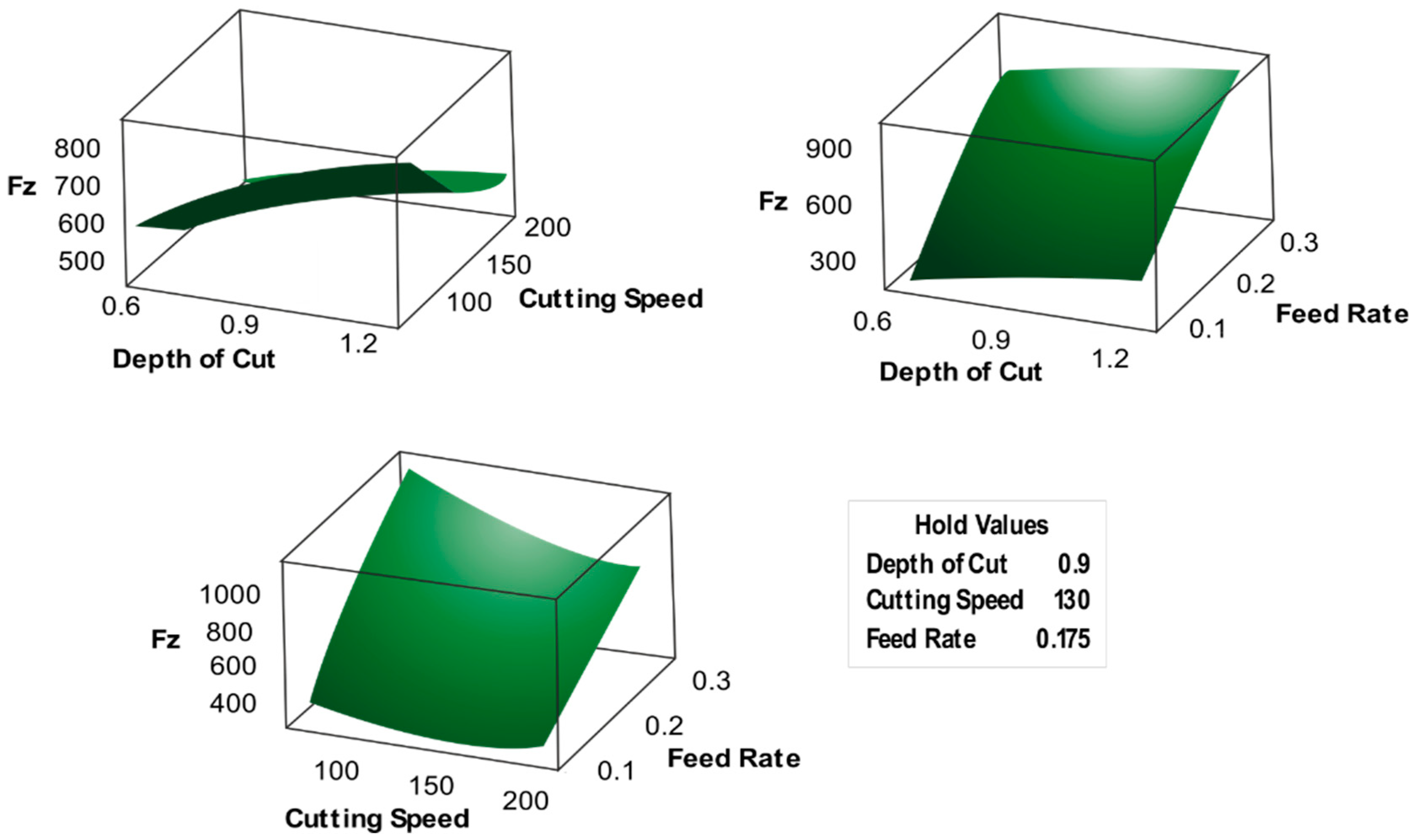
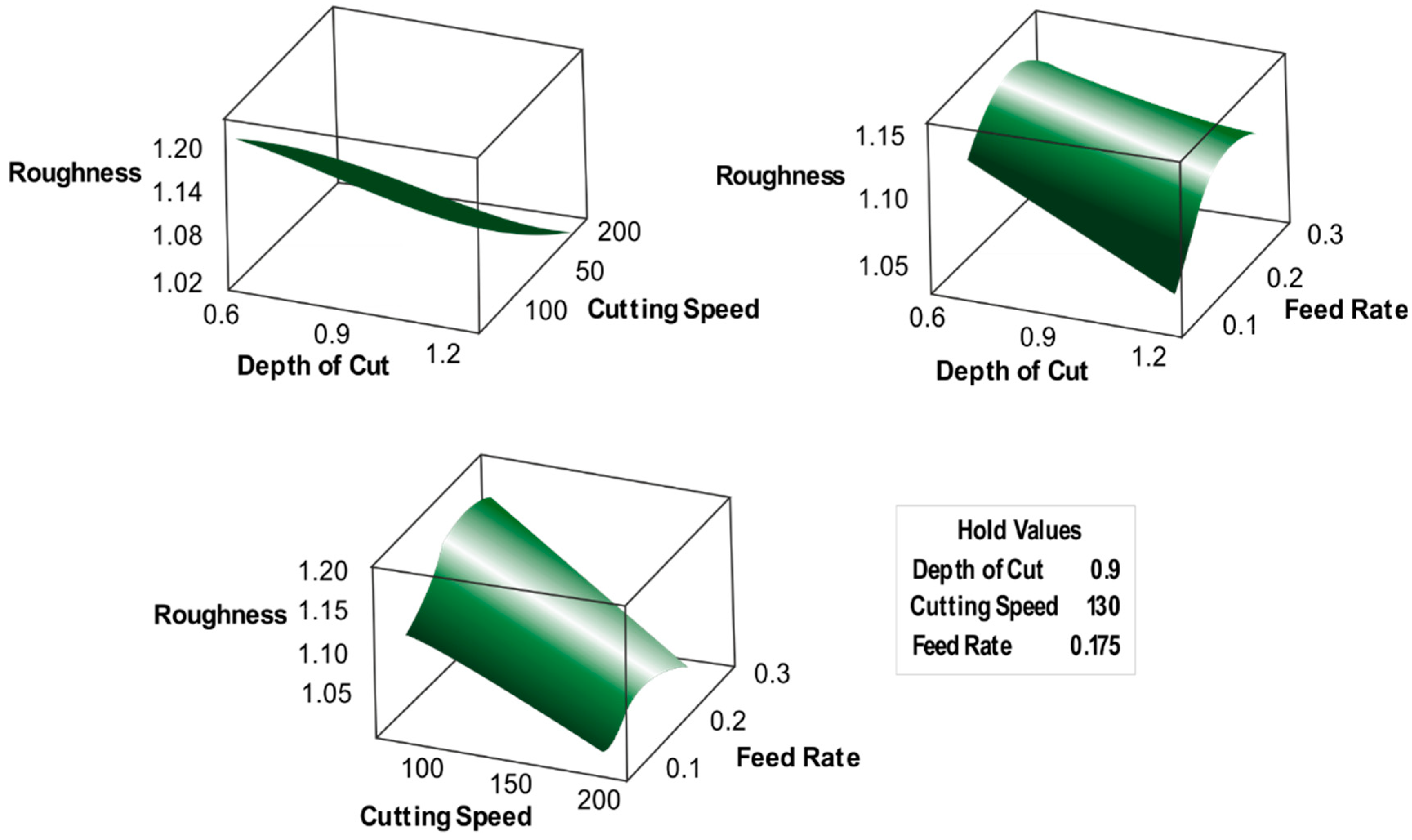
3.3. Response Surface Plot
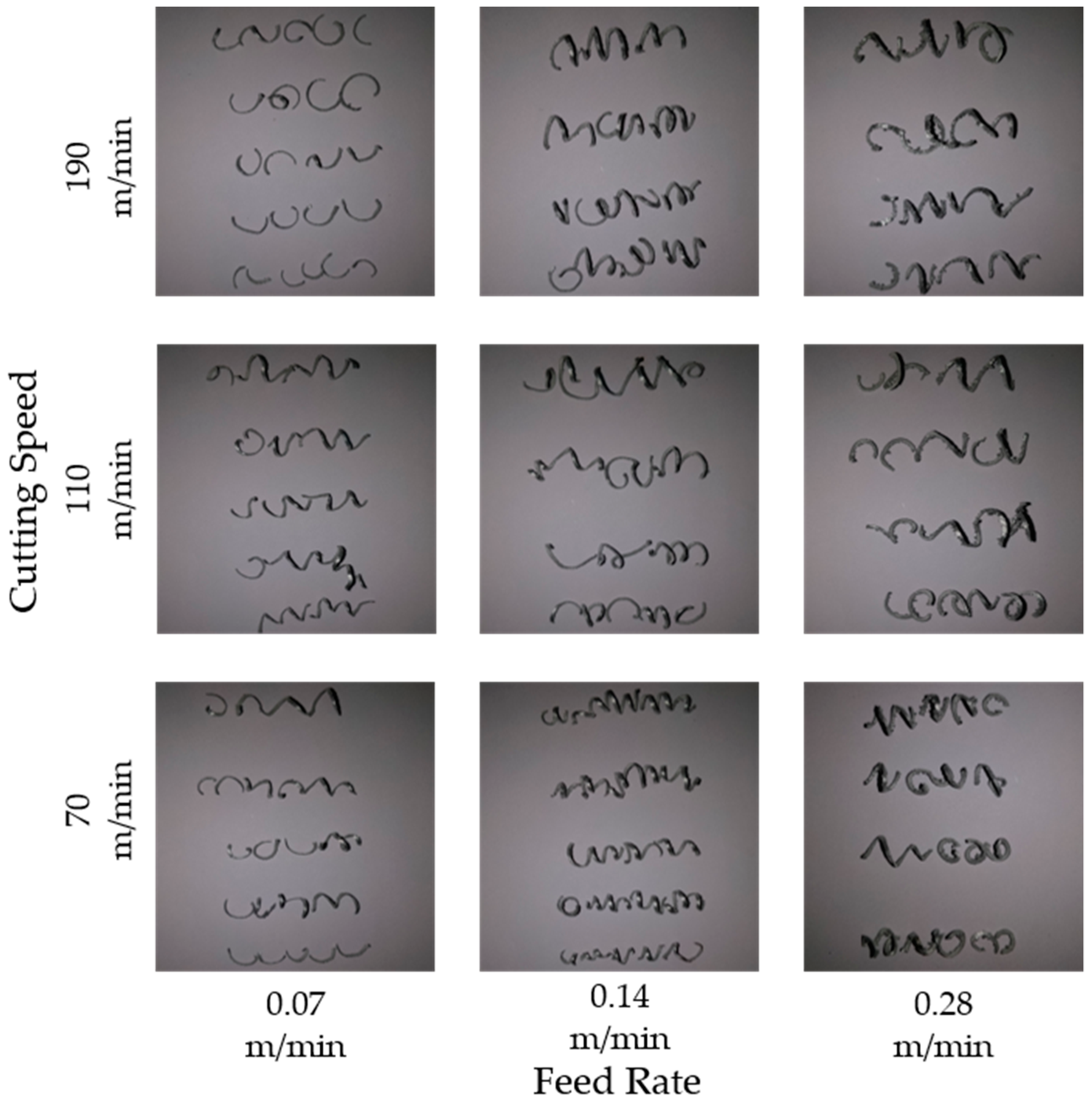
3.4. Effect of Input Parameters with Chip Formation
4. Conclusions
- At constant cutting speed, feed forces increased with the increase in feed rate at every depth of cut, the cutting force increased with increasing feed rate at every depth of cut, surface roughness increased with increasing feed rate and then decreased with feed rate at every depth of cut.
- At a constant depth of cut, feed forces increased with increasing cutting speed at a higher feed rate, cutting forces hardly varied with increases in the cutting speed at a lower feed rate, and surface roughness decreased with increasing cutting speed.
- At constant feed, feed forces increased with increasing depth of cut, the cutting force increased with increasing depth of cut, surface roughness decreased with increasing depth of cut.
- Short length and discontinuous chips were produced at lower feed rate and lower cutting speeds, while helical-shaped chips were seen at higher ranges of feed rate and cutting speed.
- A two-degree model helped in the accurate prediction of output parameters, which was proved during error calculations using regression equations with a low range of error between 3%–9%.
Author Contributions
Funding
Conflicts of Interest
References
- Lin, J.T.; Bhattacharyya, D.; Lane, C. Machinability of a silicon carbide reinforced matrix composite aluminium metal. Wear 1995, 183, 883–888. [Google Scholar] [CrossRef]
- Looney, L.A.; Monaghan, J.M.; O’Reilly, P.; Taplin, D.M.R. The turning of an Al/SiC metal-matrix composite. J. Mater. Process. Technol. 1992, 33, 453–468. [Google Scholar] [CrossRef]
- Manna, A.; Bhattacharayya, B. A study on machinability of Al/SiC-MMC. J. Mater. Process. Technol. 2003, 140, 711–716. [Google Scholar] [CrossRef]
- El-Hossainy, T.M.; El-Zoghby, A.A.; Badr, M.A.; Maalawi, K.Y.; Nasr, M.F. Cutting parameter optimization when machining different materials. Mater. Manuf. Process. 2010, 25, 1101–1114. [Google Scholar] [CrossRef]
- Chambers, A.R. The machinability of light alloy MMCs. Compos. Part A Appl. Sci. Manuf. 1996, 27, 143–147. [Google Scholar] [CrossRef]
- Muthukrishnan, N.; Davim, J.P. Optimization of machining parameters of Al/SiC-MMC with ANOVA and ANN analysis. J. Mater. Process. Technol. 2009, 209, 225–232. [Google Scholar] [CrossRef]
- Mahamani, A. Machinability study of Al-5Cu-TiB2 in-situ metal matrix composites fabricated by flux-assisted synthesis. J. Miner. Mater. Charact. Eng. 2011, 10, 1243–1254. [Google Scholar] [CrossRef]
- Rui-song, J.; Wen-hu, W.; Guo-dong, S.; Zeng-qiang, W. Experimental investigation on machinability of in situ formed TiB2 particles reinforced Al MMCs. J. Manuf. Process. 2016, 23, 249–257. [Google Scholar] [CrossRef]
- Horváth, R.; Sipos, S. Machinability of high silicon content aluminum alloys. In Proceedings of the XV Young Technologies Scientific Session, Cluj-napaoca, Romania, 25–26 March 2010; pp. 135–138. [Google Scholar]
- Koksal, S.; Ficici, F.; Kayikci, R.; Savas, O. Experimental optimization in turning of in-situ AlB2 reinforced AlMg3 matrix composites produced by centrifugal casting method. J. Compos. Mater. 2013, 1, 1–12. [Google Scholar] [CrossRef]
- Kumar, A.; Mahapatra, M.M.; Jha, P.K. Effect of machining parameters on cutting force and surface roughness of in situ Al-4.5%Cu/TiC metal matrix composites. Measurement 2014, 48, 325–332. [Google Scholar] [CrossRef]
- Behera, R.; Kayal, S.; Mohanta, N.R.; Sutradhar, G. Study on Machinability of Aluminium Silicon Carbide Metal Matrix Composites. In Proceedings of the Transactions of 61st Indian Foundary Congress, Kolkata, India, 27–29 January 2013; pp. 1–7. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S. No | Depth of Cut (mm) | Cutting Speed (m/min) | Feed Rate (mm/rev) |
|---|---|---|---|
| Notation | D.C. | C.S. | F.R. |
| 1 | 0.6 | 70 | 0.07 |
| 2 | 0.9 | 110 | 0.14 |
| 3 | 1.2 | 190 | 0.28 |
| S. No. | Depth of Cut | Cutting Speed | Feed Rate | Feed Force (Fy) | Cutting Force (Fz) | Surface Roughness (Ra) |
|---|---|---|---|---|---|---|
| Units | mm | m/min | mm/rev | N | N | µm |
| 1 | 0.6 | 70 | 0.07 | 49.54 | 200.9 | 1.169 |
| 2 | 0.6 | 70 | 0.14 | 118.2 | 491.3 | 1.221 |
| 3 | 0.6 | 70 | 0.28 | 216.3 | 989.2 | 1.22 |
| 4 | 0.6 | 110 | 0.07 | 67.03 | 232 | 1.219 |
| 5 | 0.6 | 110 | 0.14 | 104.2 | 392 | 1.139 |
| 6 | 0.6 | 110 | 0.28 | 186.4 | 839.2 | 1.136 |
| 7 | 0.6 | 190 | 0.07 | 60.25 | 240.3 | 1.011 |
| 8 | 0.6 | 190 | 0.14 | 94.11 | 459 | 1.105 |
| 9 | 0.6 | 190 | 0.28 | 148.9 | 627.3 | 1.066 |
| 10 | 0.9 | 70 | 0.07 | 114.9 | 337.8 | 1.166 |
| 11 | 0.9 | 70 | 0.14 | 216.2 | 707.4 | 1.204 |
| 12 | 0.9 | 70 | 0.28 | 324.2 | 1120 | 1.196 |
| 13 | 0.9 | 110 | 0.07 | 117.8 | 362.8 | 1.081 |
| 14 | 0.9 | 110 | 0.14 | 180.9 | 553.7 | 1.188 |
| 15 | 0.9 | 110 | 0.28 | 269.1 | 894.8 | 1.118 |
| 16 | 0.9 | 190 | 0.07 | 101 | 283.7 | 1.001 |
| 17 | 0.9 | 190 | 0.14 | 152.2 | 460.7 | 1.043 |
| 18 | 0.9 | 190 | 0.28 | 246 | 770.7 | 1.003 |
| 19 | 1.2 | 70 | 0.07 | 170.2 | 455.4 | 1.063 |
| 20 | 1.2 | 70 | 0.14 | 266.7 | 773.8 | 1.141 |
| 21 | 1.2 | 70 | 0.28 | 388.2 | 1222 | 1.225 |
| 22 | 1.2 | 110 | 0.07 | 148.8 | 374.8 | 1.057 |
| 23 | 1.2 | 110 | 0.14 | 225 | 611.9 | 1.101 |
| 24 | 1.2 | 110 | 0.28 | 339.4 | 991.7 | 1.135 |
| 25 | 1.2 | 190 | 0.07 | 123.7 | 363.3 | 1.024 |
| 26 | 1.2 | 190 | 0.14 | 181.3 | 428.6 | 1.033 |
| 27 | 1.2 | 190 | 0.28 | 286.8 | 882.3 | 0.995 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Karloopia, J.; Mozammil, S.; Jha, P.K. Machinability, Modelling and Statistical Analysis of In-Situ Al–Si–TiB2 Composites. J. Compos. Sci. 2019, 3, 28. https://doi.org/10.3390/jcs3010028
Karloopia J, Mozammil S, Jha PK. Machinability, Modelling and Statistical Analysis of In-Situ Al–Si–TiB2 Composites. Journal of Composites Science. 2019; 3(1):28. https://doi.org/10.3390/jcs3010028
Chicago/Turabian StyleKarloopia, Jimmy, Shaik Mozammil, and Pradeep Kumar Jha. 2019. "Machinability, Modelling and Statistical Analysis of In-Situ Al–Si–TiB2 Composites" Journal of Composites Science 3, no. 1: 28. https://doi.org/10.3390/jcs3010028
APA StyleKarloopia, J., Mozammil, S., & Jha, P. K. (2019). Machinability, Modelling and Statistical Analysis of In-Situ Al–Si–TiB2 Composites. Journal of Composites Science, 3(1), 28. https://doi.org/10.3390/jcs3010028