Effect of Internal Structure in the Compression Behavior of Casted Al/LECA Composite Foams



Abstract
1. Introduction
2. Experimental Methodology
2.1. Materials
2.2. Experimental Procedure
2.3. Samples Characterization
3. Results and Discussion
4. Conclusions
- (1)
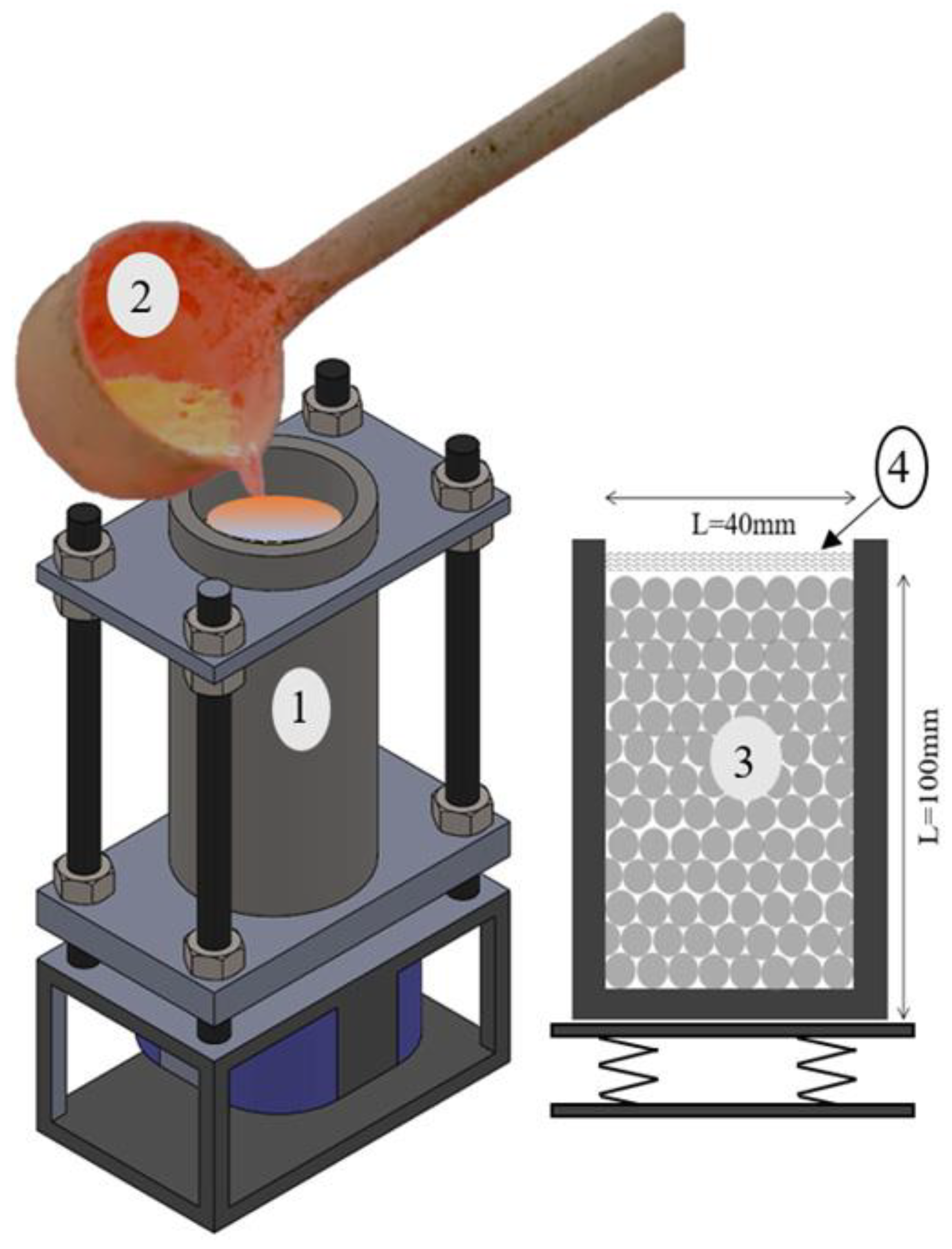
- Gravity casting can be a successful route to manufacture low-cost cellular structures.
- (2)
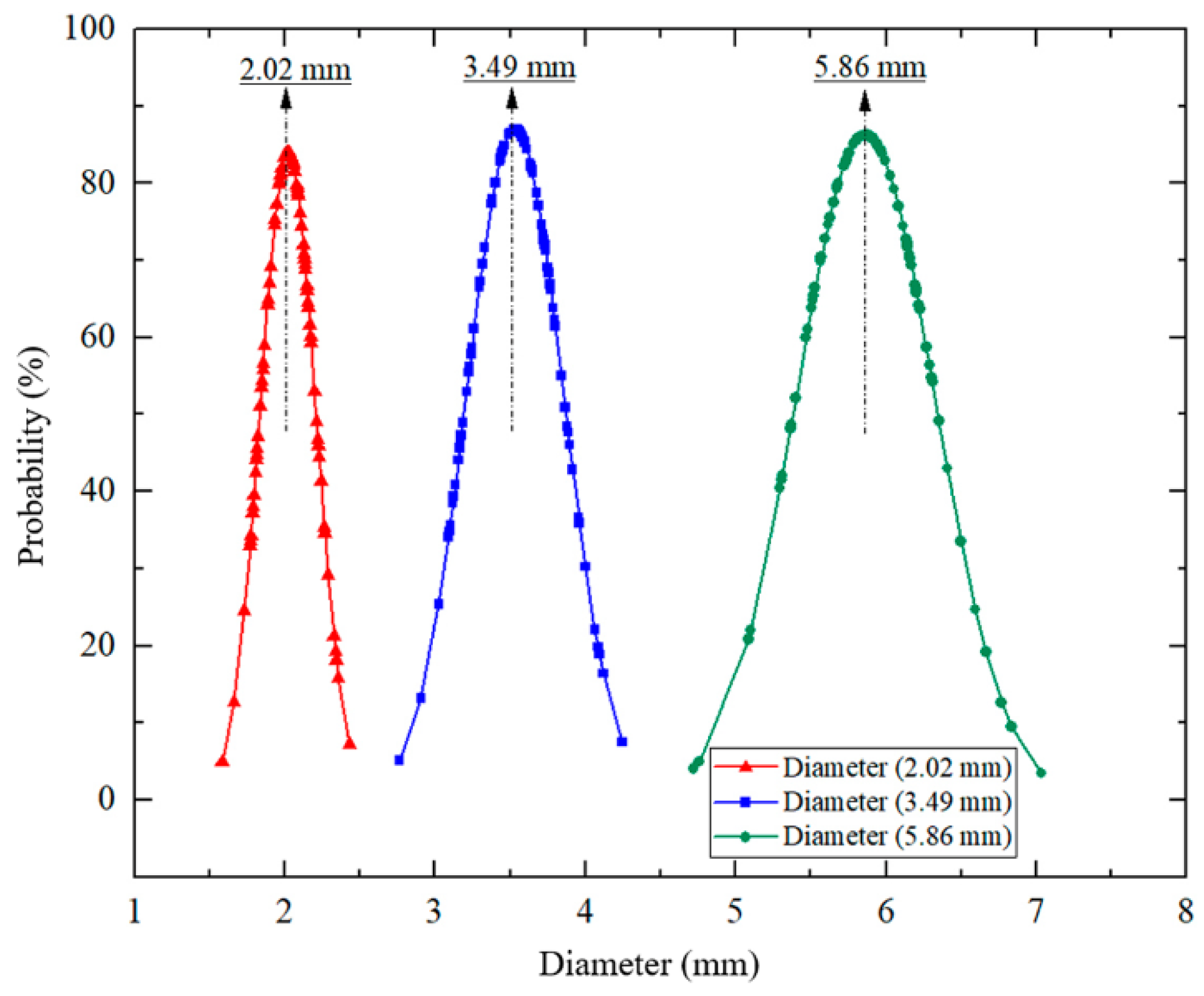
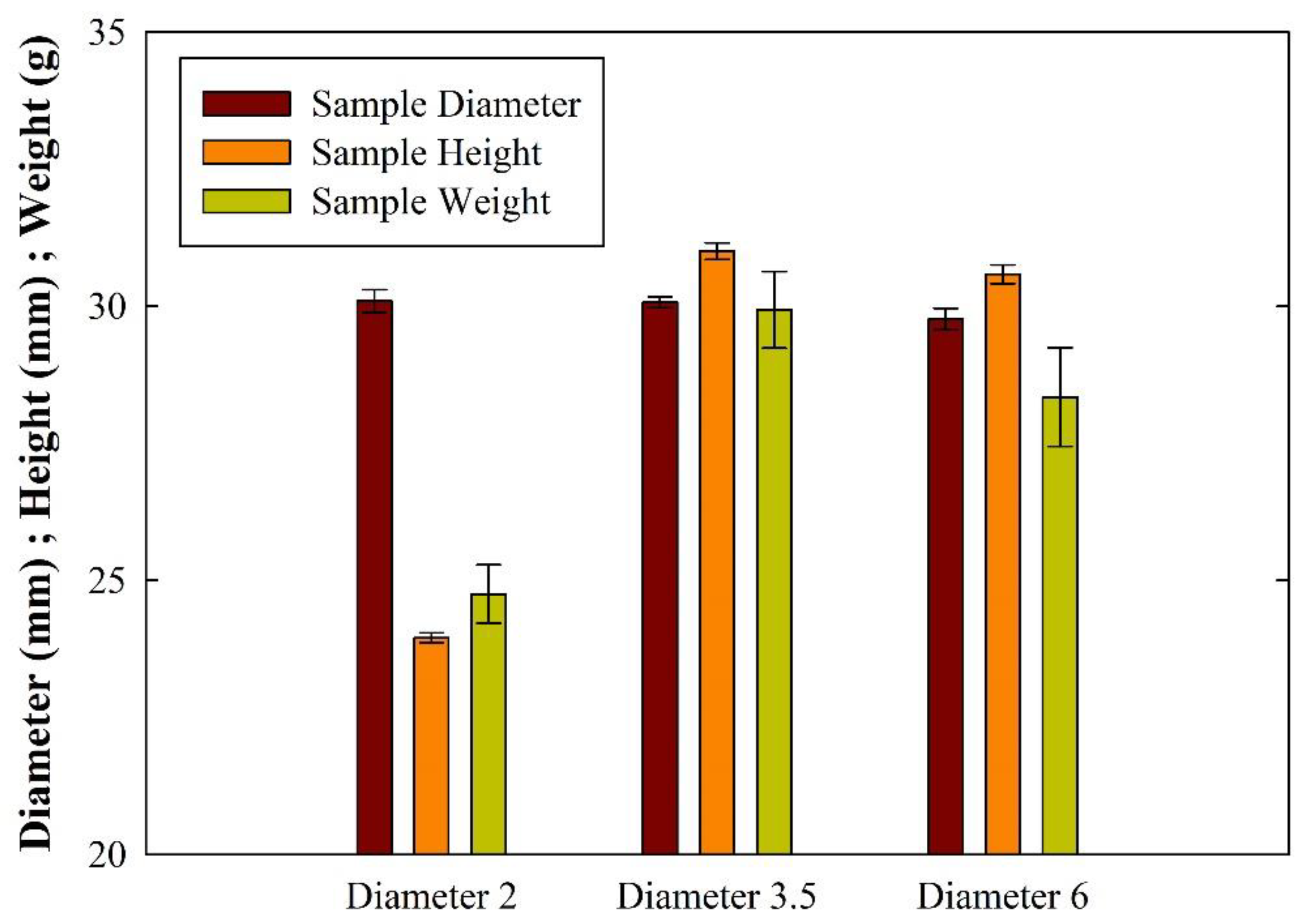
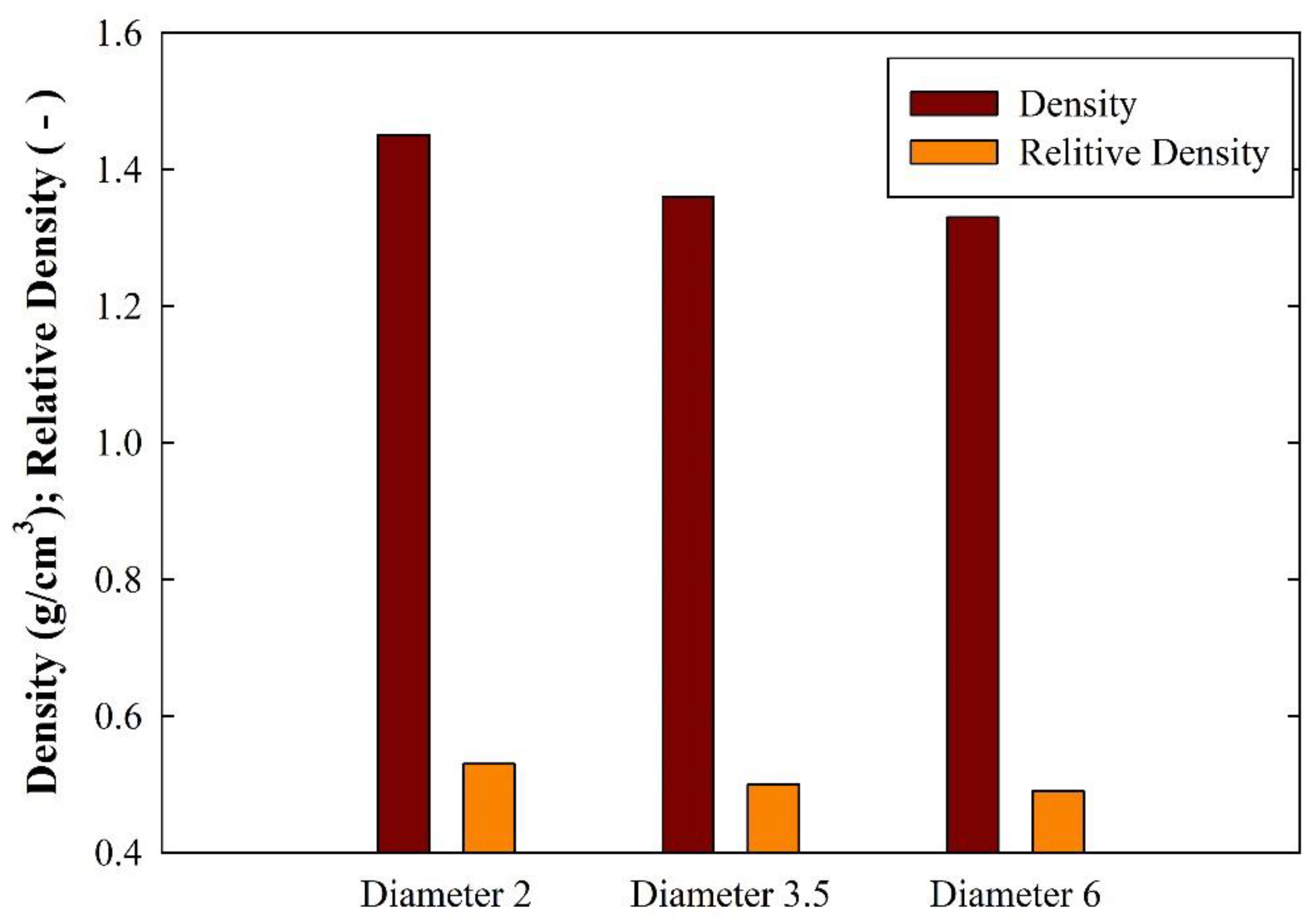
- The different LECA particle diameters have a predominant role in the density and overall mechanical behavior of the final composites. Experimental results showed that smaller particles generated higher densities and consequently resulted in a reduction in the value of strain densification.
- (3)
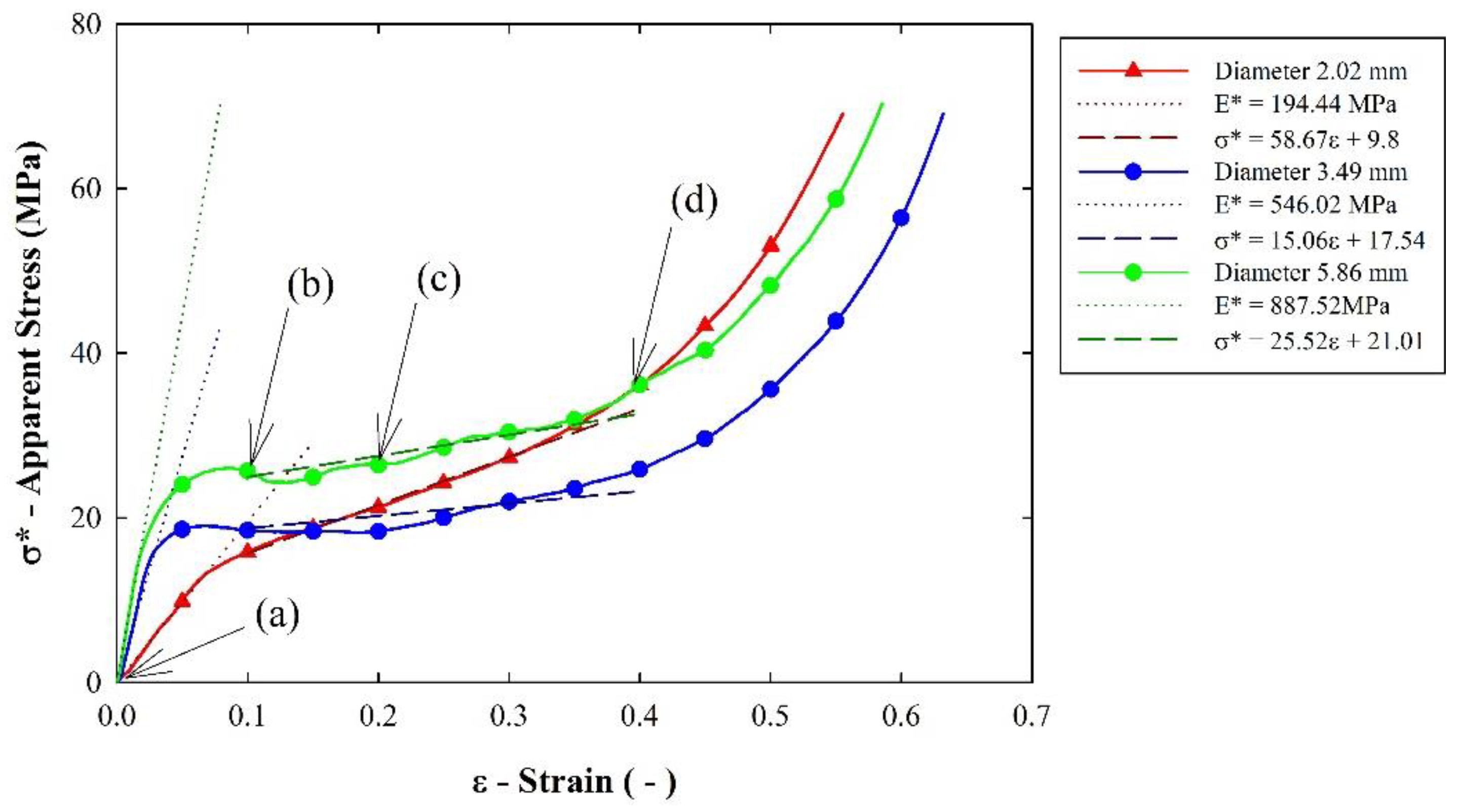
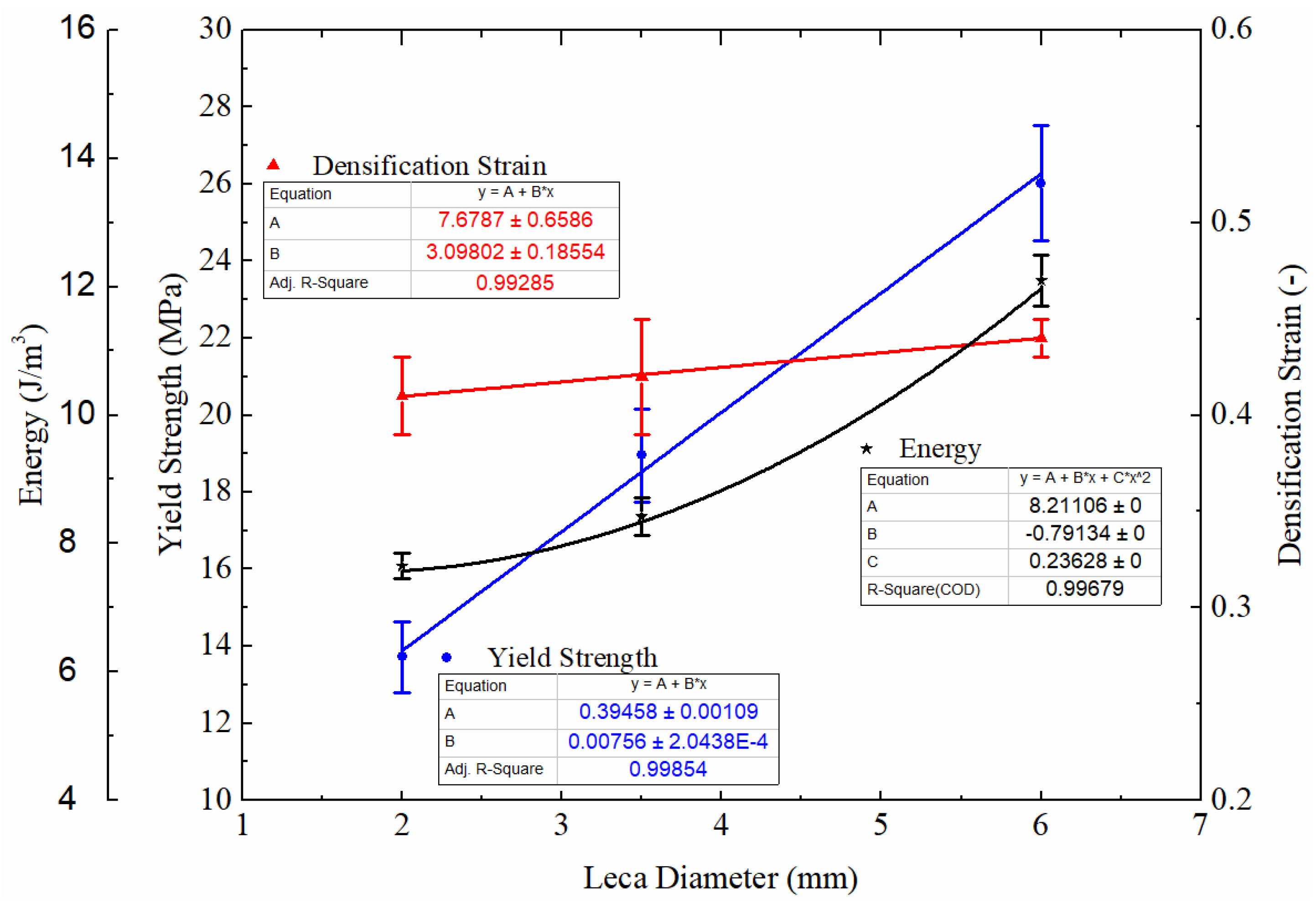
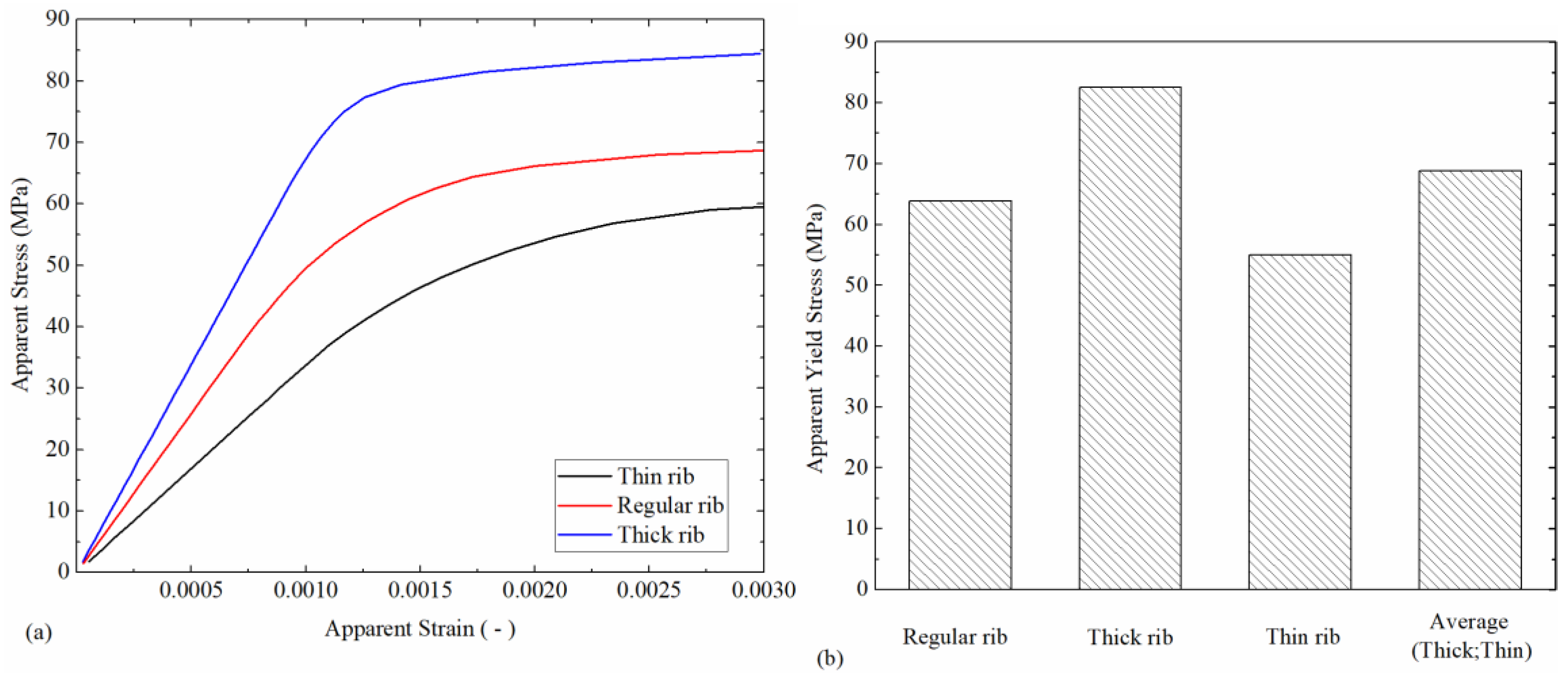
- The use of higher particle diameter generates an elevation in yield strength and a more constant stress value during the plateau region. Furthermore, the referred mechanical characteristics allow higher values of crushing energy absorption in more elevated particle diameters.
- (4)
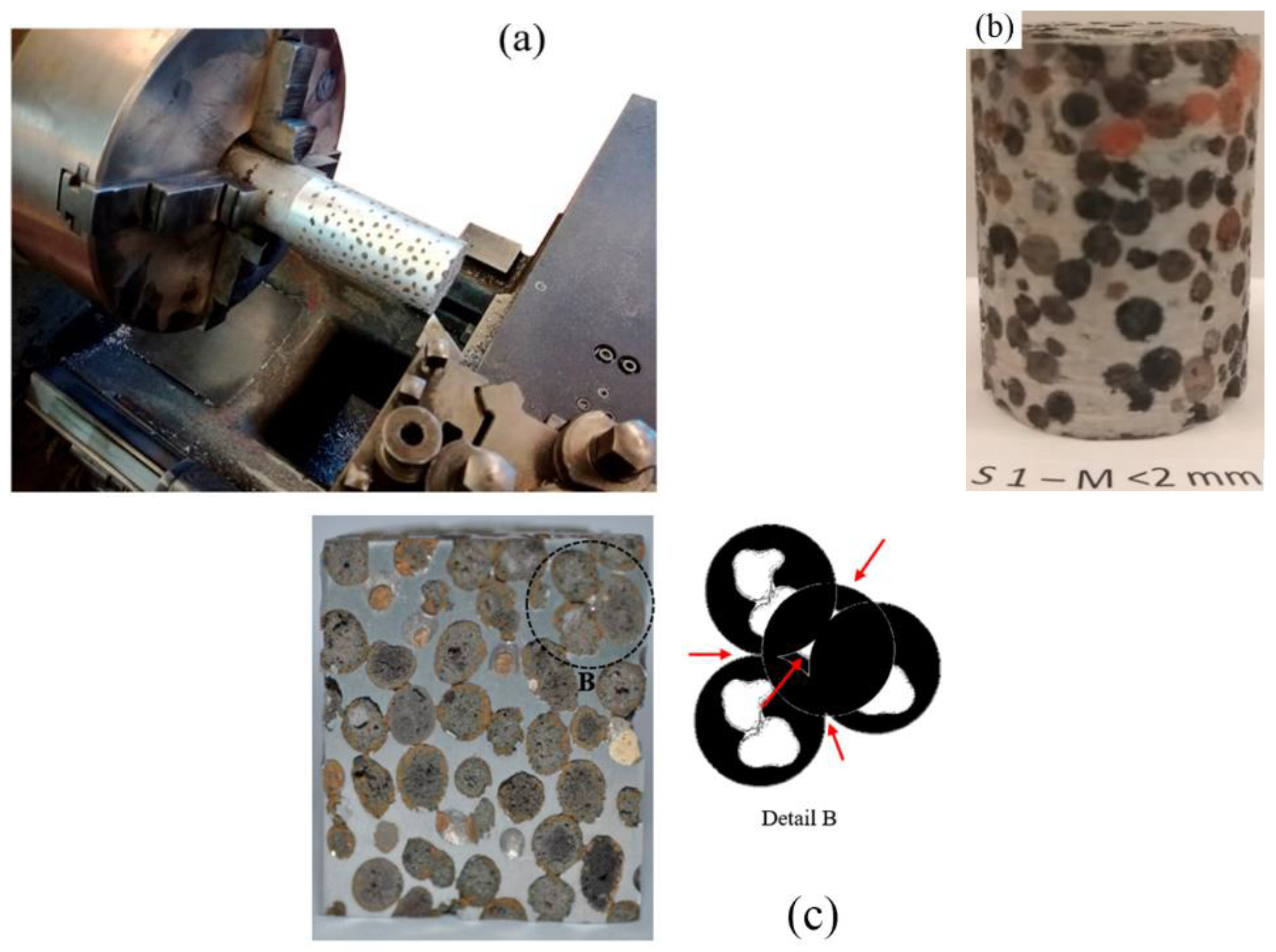
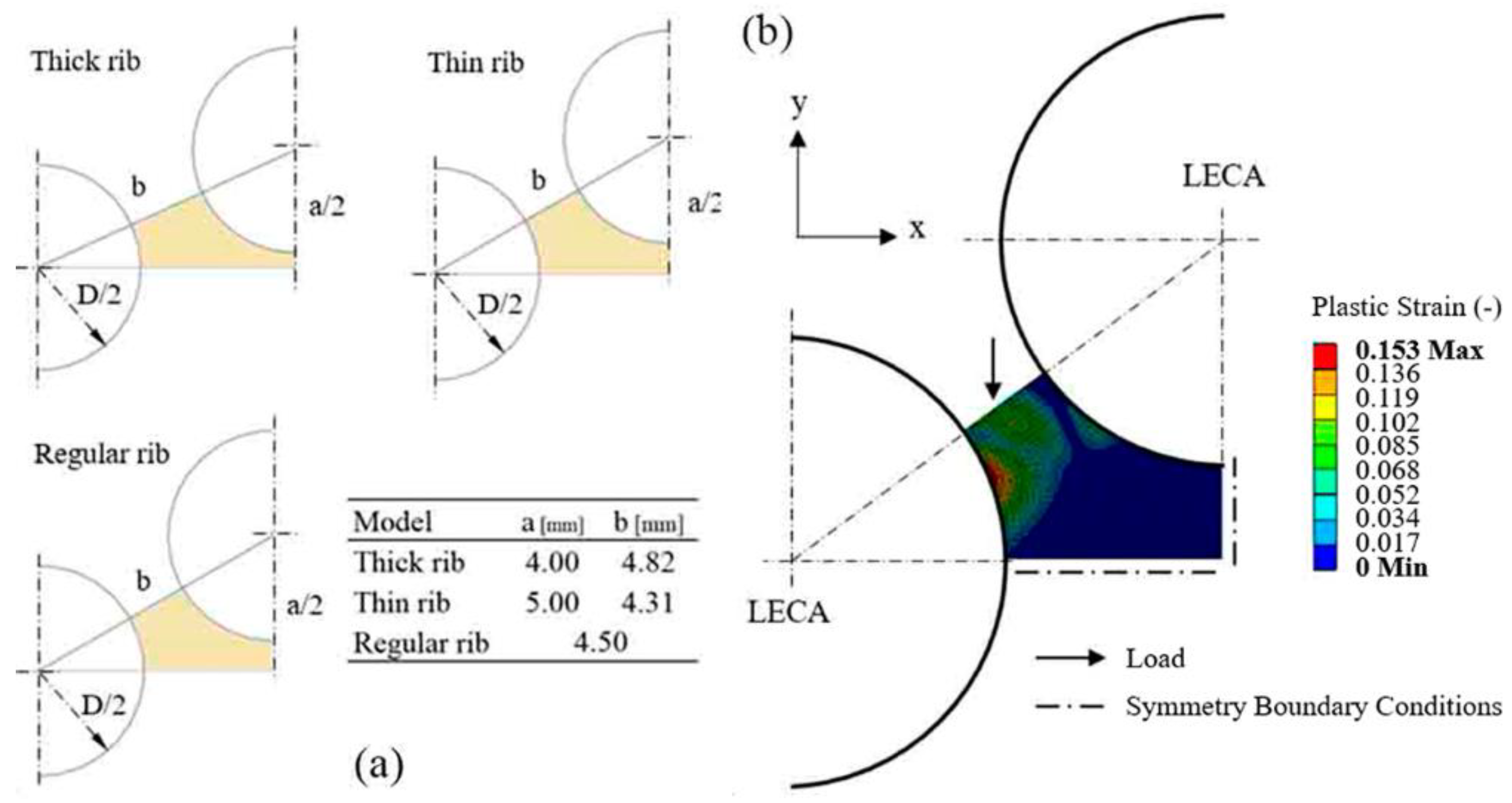
- The role of internal structure in the overall mechanical behavior of these composites was analyzed by an elasto-plastic numerical model. It is suggested that a small mismatch in LECA particle diameter is advantageous to enhance mechanical properties.
Author Contributions
Funding
Conflicts of Interest
References
- Meller, M.A. Produit Métallique Pour L’obtention D’objets Laminés, Moulés Ou Autres, Et Procédés Pour Sa Fabrication. French Patent 615147, 30 December 1926. [Google Scholar]
- Czekanski, A.; Elbestawi, M.A.; Meguid, S.A. On the FE modeling of closed-cell Aluminum Foam. Int. J. Mech. Mater. Des. 2005, 2, 23–34. [Google Scholar] [CrossRef]
- Chen, S.H.; Chan, K.C.; Wu, F.F.; Xia, L. Achieving high energy absorption capacity in cellular bulk metallic glasses. Sci. Rep. 2015, 5, 10302. [Google Scholar] [CrossRef] [PubMed]
- Dyga, R.; Witczak, S. Investigation of Effective Thermal Conductivity Aluminum Foam. Proc. Eng. 2012, 42, 1088–1099. [Google Scholar] [CrossRef]
- Lamanna, E.; Gupta, N.; Cappa, P.; Oliver, M.; Strbik, I.I.I.; Cho, K. Evaluation of the dynamic properties of an aluminum syntactic foam core sandwich. J. Alloys Compd. 2017, 695, 2987–2994. [Google Scholar] [CrossRef]
- Bonani, B.B.; Khabushan, J.K.; Kahani, R.; Raouf, A.H. Fabrication of metallic composite foam using ceramic porous spheres “Light Expanded Clay Aggregate” via casting process. Mater. Des. 2014, 64, 310–315. [Google Scholar]
- García-Moreno, F. Commercial Applications of Metal Foams: Their Properties and Production. Materials 2016, 9, 85. [Google Scholar] [CrossRef] [PubMed]
- Banhart, J. Light-Metal Foams—History of Innovation and Technological Challenges. Adv. Eng. Mater. 2013, 15, 82–111. [Google Scholar] [CrossRef]
- Vesenjak, M.; Sulong, M.A.; Opara, L.V.; Borovinsek, M.; Mathier, V.; Fiedler, T. Dynamic compression of aluminium foam derived from infiltration casting of salt dough. Mech. Mater. 2016, 93, 96–108. [Google Scholar] [CrossRef]
- Bafti, H.; Habibolahzadeh, A. Compressive properties of aluminum foam produced by powder-Carbamide spacer route. Mater. Des. 2013, 52, 404–411. [Google Scholar] [CrossRef]
- Soni, B.; Biswas, S. Development of Al Foams by a Low-cost Salt Replication Method for Industrial Applications. Mater. Today Proc. 2015, 2, 1886–1891. [Google Scholar] [CrossRef]
- Nayyeri, M.; Mirbagheri, M.; Fatmehsari, D. Numerical evaluation of the stacking effect of spheres on the mechanics of tailor-made aluminum foams. Comp. Struct. 2017, 159, 316–326. [Google Scholar] [CrossRef]
- Avila, M.G.; Rabiei, A. Effect of Sphere Properties on Microstructure and Mechanical Performance of Cast Composite Metal Foams. Metals 2015, 5, 822–835. [Google Scholar] [CrossRef]
- Ardakani, A.; Yazdani, M. The relation between particle density and static elastic moduli of lightweight expanded clay aggregates. Appl. Clay Sci. 2014, 93–94, 28–34. [Google Scholar] [CrossRef]
- Hubertová, M.; Hela, R. Durability of Lightweight Expanded Clay Aggregate Concrete. Proc. Eng. 2013, 65, 2–6. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | SiO2 | Al2O3 | Fe2O3 | K2O | CaCO3 | MgO | S | Other |
|---|---|---|---|---|---|---|---|---|
| w (%) | 61.95 | 17.91 | 8.18 | 3.90 | 5.39 | 1.38 | 0.57 | Balance |
| Alloy | Chemical Composition (wt %) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Si | Fe | Mg | Cu | Mn | Zn | Ti | Al | Res. | |
| AlSi7Mg | 7.44 | 0.13 | 0.58 | 0.07 | 0.07 | 0.05 | 0.11 | Bal. | 0.12 |
| Specification | Value |
|---|---|
| Insert | Carbide (Uncoated H10) |
| Rotational speed, N (rpm) | 1200 |
| Depth of cut, ap (mm) | 0.50 |
| Cutting speed, v (m/min) | 60.00 |
| Feed, fa (mm/rev) | 0.10 |
| Model | Static Structural—Nonlinear Isotropic | |
|---|---|---|
| Material (Cast Aluminum Alloy) | Young’s Modulus (GPa) | 70 |
| Poisson’s Ratio (-) | 0.33 | |
| Tangent Modulus (GPa) | 0.5 | |
| Yield Strength (MPa) | 197 | |
| Meshing | Element Type | PLANE183 |
| Description | Quadratic—High order 2d—8 noded | |
| Solver | Sparse Direct Equation Solver | |
| Simulation Outputs | Vertical loads and displacement | |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Puga, H.; Carneiro, V.H.; Barbosa, J. Effect of Internal Structure in the Compression Behavior of Casted Al/LECA Composite Foams. J. Compos. Sci. 2018, 2, 64. https://doi.org/10.3390/jcs2040064
Puga H, Carneiro VH, Barbosa J. Effect of Internal Structure in the Compression Behavior of Casted Al/LECA Composite Foams. Journal of Composites Science. 2018; 2(4):64. https://doi.org/10.3390/jcs2040064
Chicago/Turabian StylePuga, H., Vitor H. Carneiro, and Joaquim Barbosa. 2018. "Effect of Internal Structure in the Compression Behavior of Casted Al/LECA Composite Foams" Journal of Composites Science 2, no. 4: 64. https://doi.org/10.3390/jcs2040064
APA StylePuga, H., Carneiro, V. H., & Barbosa, J. (2018). Effect of Internal Structure in the Compression Behavior of Casted Al/LECA Composite Foams. Journal of Composites Science, 2(4), 64. https://doi.org/10.3390/jcs2040064