Recognition of Damage Modes and Hilbert–Huang Transform Analyses of 3D Braided Composites


Abstract
1. Introduction
2. Experimental Procedure
2.1. 3D Braided Composites
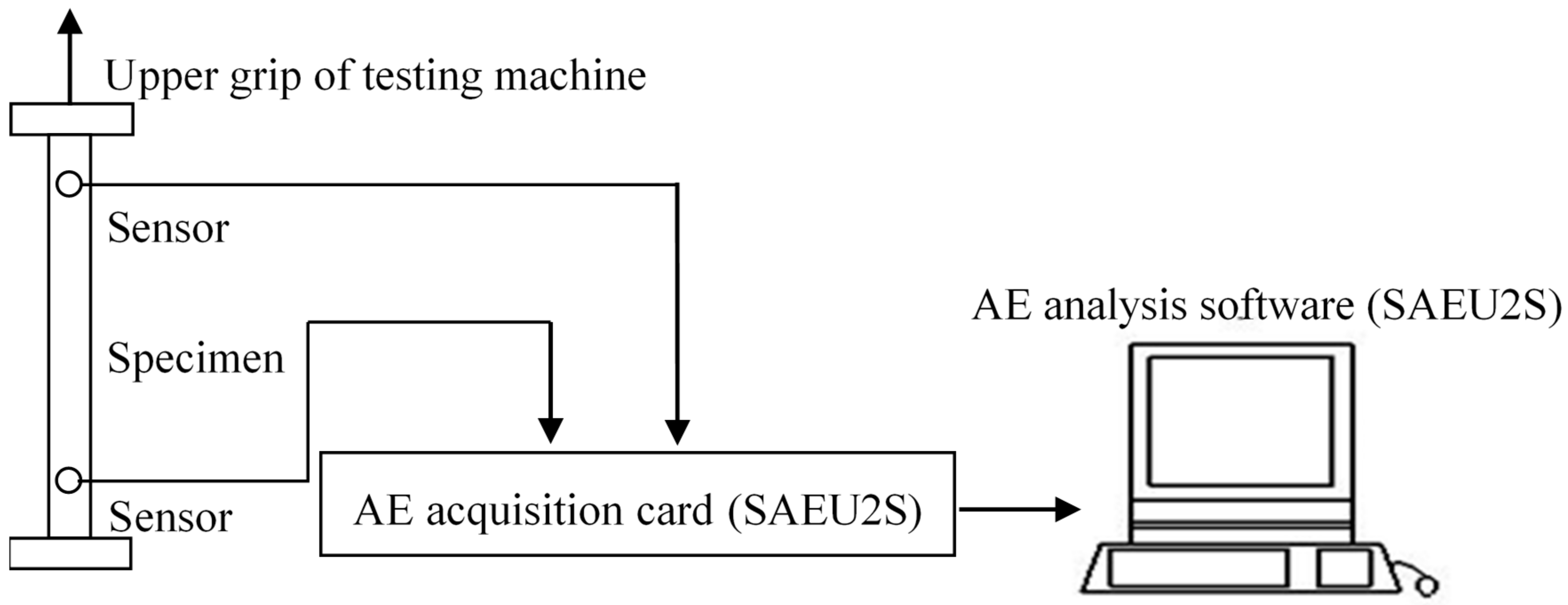
2.2. AE Signal Acquisition System
3. Hilbert–Huang Transform
3.1. The Basic Principles of EMD
- (1)
- All local maxima and local minima of X(t) are determined;
- (2)
- All local maxima are synthesized on the envelope Xmax(t) and all local minima are synthesized against the lower envelope Xmin(t) by a cubic spline;
- (3)
- The mean of the upper and lower envelopes is calculated by Equation (1):m1 = [Xmax(t) + Xmin(t)]/2.
- (4)
- The mean m1 is eliminated from the original data sequence X(t) and a new data sequence h1(t) is obtained using Equation (2):h1(t) = h1(t) − m1(t).
- (5)
- Determine whether h1(t) satisfies the IMF condition: If it is satisfied, h1(t) is the IMF. If it is not satisfied, loop execution steps (1)–(4) to obtain a suitable h1(t), until h1k(t) satisfies the IMF condition, the first order eigenmode function decomposed C1 is obtained.H11 = h1 − m11
……
C1 = h1k = h1(k−1) − m1k
3.2. HHT Analysis
Advantages of HHT
4. Results and Discussion
4.1. Experimental Results and Discussion
4.2. AE Signal Analysis of 3D Braided Composites in Tensile Tests
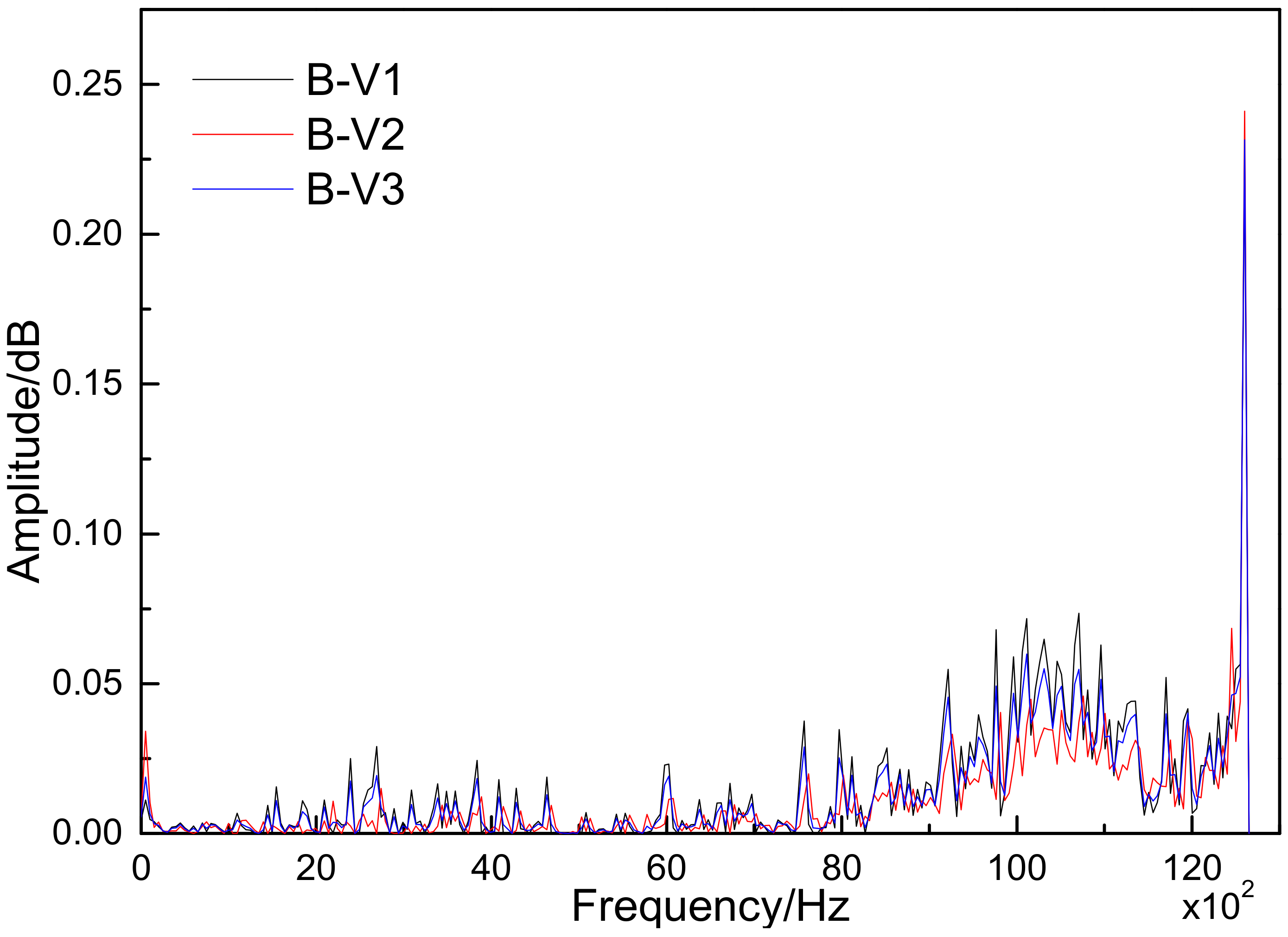
4.3. HHT Analysis of AE Signal in Tensile Test
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Shahabi, E.; Forouzan, M.R. A damage mechanics based failure criterion for fiber reinforced polymers. Compos. Sci. Technol. 2017, 140, 23–29. [Google Scholar] [CrossRef]
- D’Orazio, T.; Leo, M.; Distante, A.; Guaragnella, C.; Pianese, V.; Cavaccini, G. Automatic ultrasonic inspection for internal defect detection in composite materials. NDT E Int. 2008, 41, 145–154. [Google Scholar] [CrossRef]
- Chowdhury, N.T.; Wang, J.; Chiu, W.K. Matrix failure in composite laminates under tensile loading. Compos. Struct. 2016, 135, 61–73. [Google Scholar] [CrossRef]
- Johnston, J.P.; Koo, B.; Subramanian, N. Modeling the molecular structure of the carbon fiber/polymer interphase for multiscale analysis of composites. Compos. Part B Eng. 2017, 111, 27–36. [Google Scholar] [CrossRef]
- Trauth, A.; Pinter, P.; Weidenmann, K. Investigation of quasi-static and dynamic material properties of a structural sheet molding compound combined with acoustic emission damage analysis. J. Compos. Sci. 2017, 1, 1–18. [Google Scholar] [CrossRef]
- Dickinson, L.P.; Fletcher, N.H. Acoustic detection of invisible damage in aircraft composite panels. Appl. Acoust. 2009, 70, 110–119. [Google Scholar] [CrossRef]
- Carvelli, V.; D’Ettorre, A.; Lomov, S.V. Acoustic emission and damage mode correlation in textile reinforced PPS composites. Compos. Struct. 2017, 163, 399–409. [Google Scholar] [CrossRef]
- Baccar, D.; Soeffker, D. Identification and classification of failure modes in laminated composites by using a multivariate statistical analysis of wavelet coefficients. Mech. Syst. Signal Process. 2017, 96, 77–87. [Google Scholar] [CrossRef]
- Maillet, E.; Morscher, G.N. Waveform-based selection of acoustic emission events generated by damage in composite materials. Mech. Syst. Signal Process. 2015, 52–53, 217–227. [Google Scholar] [CrossRef]
- Fang, G.D.; Liang, J.; Wang, Y.; Wang, B.L. The effect of yarn distortion on the mechanical properties of 3D four-directional braided composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 343–350. [Google Scholar]
- Zhang, C.; Curiel-Sosa, J.L.; Duodu, E.A. Finite element analysis of the damage mechanism of 3D braided composites under high-velocity impact. J. Mater. Sci. 2017, 52, 4658–4674. [Google Scholar] [CrossRef]
- Pei, X.Y.; Li, J.L.; Chen, K.F.; Gang, D. Vibration modal analysis of three-dimensional and four-directional braided composites. Compos. Part B Eng. 2015, 69, 212–221. [Google Scholar] [CrossRef]
- Pei, X.Y.; Chen, L.; Li, J.L.; Tang, Y.; Chen, K.F. Effect of damage on the vibration modal of a novel three-dimensional and four-directional braided composite T-beam. Compos. Part B Eng. 2016, 86, 108–119. [Google Scholar] [CrossRef]
- Zhang, C.; Curiel-Sosa, J.L.; Tinh, Q.B. A novel interface constitutive model for prediction of stiffness and strength in 3D braided composites. Compos. Struct. 2017, 163, 32–43. [Google Scholar] [CrossRef]
- Zhang, C.; Curiel-Sosa, J.L.; Tinh, Q.B. Comparison of periodic mesh and free mesh on the mechanical properties prediction of 3D braided composites. Compos. Struct. 2017, 159, 667–676. [Google Scholar] [CrossRef]
- Zhang, C.; Mao, C.J.; Curiel-Sosa, J.L.; Tinh, Q.B. Meso-Scale finite element simulations of 3D braided textile composites: Effects of force loading modes. Appl. Compos. Mater. 2018, 25, 823–841. [Google Scholar] [CrossRef]
- Ivanov, D.S.; Baudry, F.; Van Den Broucke, B.; Lomov, S.V.; Xie, H.; Verpoest, I. Failure analysis of triaxial braided composite. Compos. Sci. Technol. 2009, 69, 1372–1380. [Google Scholar] [CrossRef]
- Yan, S.; Guo, L.Y.; Zhao, J.Y.; Lu, X.M.; Zeng, T.; Guo, Y.; Jiang, L. Effect of braiding angle on the impact and post-impact behavior of 3D braided composites. Strength Mater. 2017, 49, 198–205. [Google Scholar] [CrossRef]
- Huang, N.E.; Shen, Z.; Long, S.R. A new view of non-linear water waves: The Hilbert spectrum. Annu. Rev. Fluid Mech. 1999, 31, 417–457. [Google Scholar] [CrossRef]
- Peng, Z.K.; Tse, P.W.; Chu, F.L. An improved Hilbert-Huang transform and its application in vibration signal analysis. J. Sound Vib. 2005, 286, 187–205. [Google Scholar] [CrossRef]
- Han, W.Q.; Zhou, J.Y. Acoustic emission characterization methods of damage modes identification on carbon fiber twill weave laminate. Sci. China Technol. Sci. 2013, 56, 2228–2237. [Google Scholar] [CrossRef]
- Han, W.Q.; Zhou, J.Y.; Gu, A.J. Damage modes recognition and Hilbert-Huang transform analyses of CFRP laminates utilizing acoustic emission technique. Appl. Compos. Mater. 2016, 23, 155–178. [Google Scholar]
- Hamdi, S.E.; Le Duff, A.; Simon, L. Acoustic emission pattern recognition approach based on Hilbert-Huang transform for structural health monitoring in polymer-composite materials. Appl. Acoust. 2013, 74, 746–757. [Google Scholar] [CrossRef]
- Zhang, Y.; Wang, P.; Guo, C.B. Low-velocity impact failure mechanism analysis of 3-D braided composites with Hilbert-Huang transform. J. Ind. Text. 2017, 46, 1241–1256. [Google Scholar] [CrossRef]
- Resin Transfer Molding. Available online: http://nl.wikipedia.org/wiki/Resin_transfer_molding (accessed on 13 November 2018).
- ASTM D3039/D3039M—14 Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. Available online: http://file.yizimg.com/175706/2012061422194947.pdf (accessed on 13 November 2018).
- Lu, Z.X.; Xia, B.; Yang, Z.Y. Investigation on the tensile properties of three-dimensional full five-directional braided composites. Comput. Mater. Sci. 2013, 77, 445–455. [Google Scholar] [CrossRef]
- Gutkin, R.; Green, C.; Vangrattanachai, S.; Pinho, S.T.; Robinson, P.; Curtis, P.T. On acoustic emission for failure investigation in CFRP: Pattern recognition and peak frequency analyses. Mech. Syst. Signal Process. 2011, 25, 1393–1407. [Google Scholar] [CrossRef]
- Godin, N.; Huguet, S.; Gaertner, R. Integration of the Kohonen’s self-organising map and k-means algorithm for the segmentation of the AE data collected during tensile tests on cross-ply composites. NDT E Int. 2005, 38, 299–309. [Google Scholar] [CrossRef]
- Brendanj, F.; Delbert, D. Clustering by passing messages between data points. Science 2007, 315, 972–976. [Google Scholar]
- Yan, S.; Jiang, L.L.; Li, D.H. Experimental investigation of tensile damage mechanisms on 3-D braided composites with AE. Appl. Mech. Mater. 2013, 345, 290–293. [Google Scholar] [CrossRef]
- Wan, Z.K. Acoustic emission analysis of the flexural and tensile properties of 3-D braided composite materials. Text. Res. J. 2007, 28, 52–55. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Surface Braiding Angle (α)/° | Internal Braiding Angle (γ)/° | Pitch Length (h)/mm | Fiber Volume Fraction % |
|---|---|---|---|---|
| B-V1 | 22.60 | 32.14 | 6.0 | 45.00 |
| B-V2 | 21.60 | 30.69 | 5.0 | 52.50 |
| B-V3 | 22.60 | 32.14 | 3.5 | 60.91 |
| Specimen | B-V1 | SD/B-V1 | B-V2 | SD/B-V2 | B-V3 | SD/B-V3 |
|---|---|---|---|---|---|---|
| Maximum load/KN | 58.01 | 0.49 | 60.00 | 1.66 | 99.87 | 2.62 |
| Tensile strength/MPa | 580.10 | 1.82 | 600.00 | 2.58 | 745.20 | 1.78 |
| Tensile modulus/GPa | 42.62 | 0.62 | 44.85 | 1.89 | 65.34 | 1.06 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ding, G.; Sun, L.; Wan, Z.; Li, J.; Pei, X.; Tang, Y. Recognition of Damage Modes and Hilbert–Huang Transform Analyses of 3D Braided Composites. J. Compos. Sci. 2018, 2, 65. https://doi.org/10.3390/jcs2040065
Ding G, Sun L, Wan Z, Li J, Pei X, Tang Y. Recognition of Damage Modes and Hilbert–Huang Transform Analyses of 3D Braided Composites. Journal of Composites Science. 2018; 2(4):65. https://doi.org/10.3390/jcs2040065
Chicago/Turabian StyleDing, Gang, Liankun Sun, Zhenkai Wan, Jialu Li, Xiaoyuan Pei, and Youhong Tang. 2018. "Recognition of Damage Modes and Hilbert–Huang Transform Analyses of 3D Braided Composites" Journal of Composites Science 2, no. 4: 65. https://doi.org/10.3390/jcs2040065
APA StyleDing, G., Sun, L., Wan, Z., Li, J., Pei, X., & Tang, Y. (2018). Recognition of Damage Modes and Hilbert–Huang Transform Analyses of 3D Braided Composites. Journal of Composites Science, 2(4), 65. https://doi.org/10.3390/jcs2040065