In this section, the simulation results are presented and compared to experimental and FEM results.
4.1. Results of the Filling Simulation
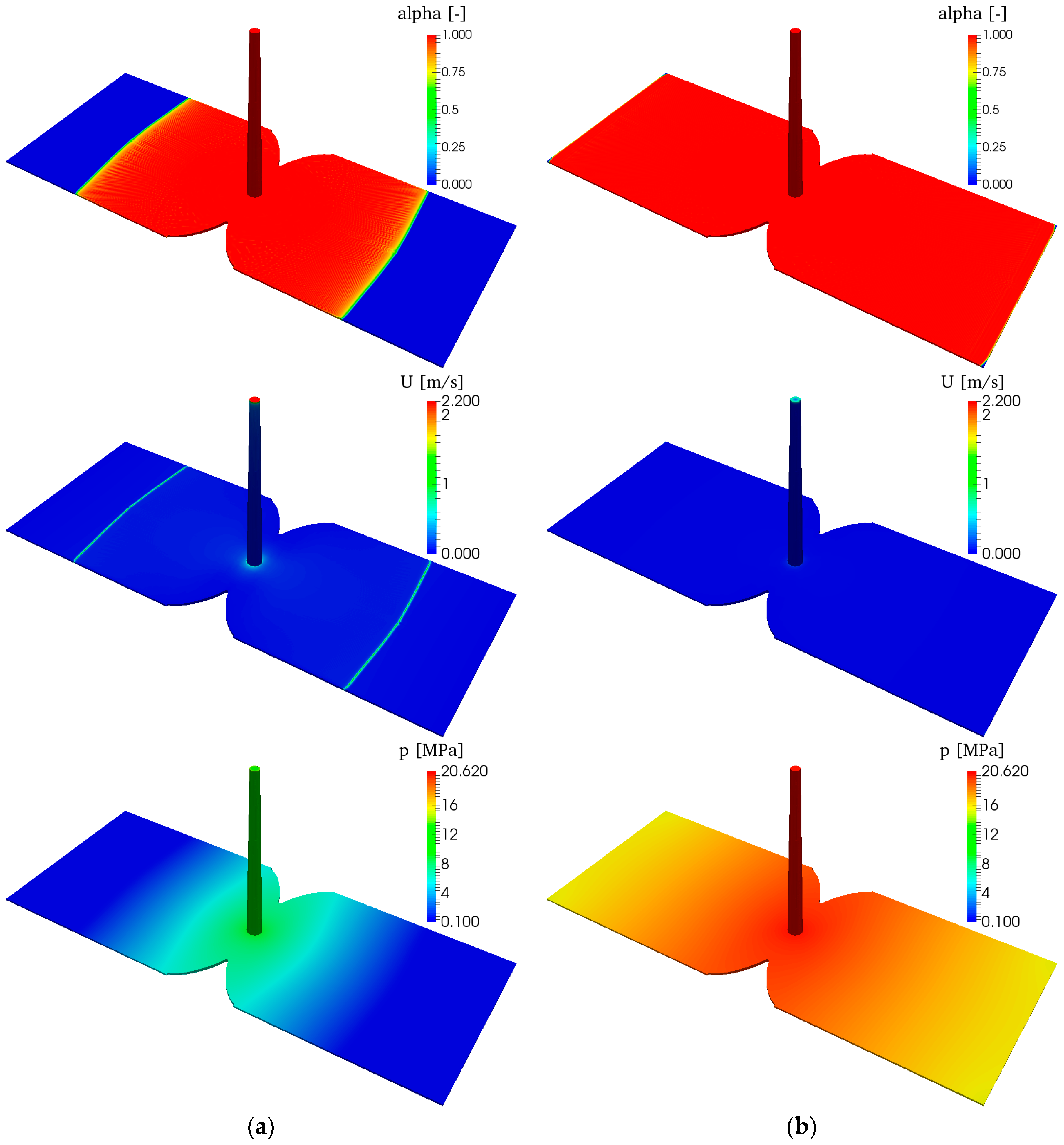
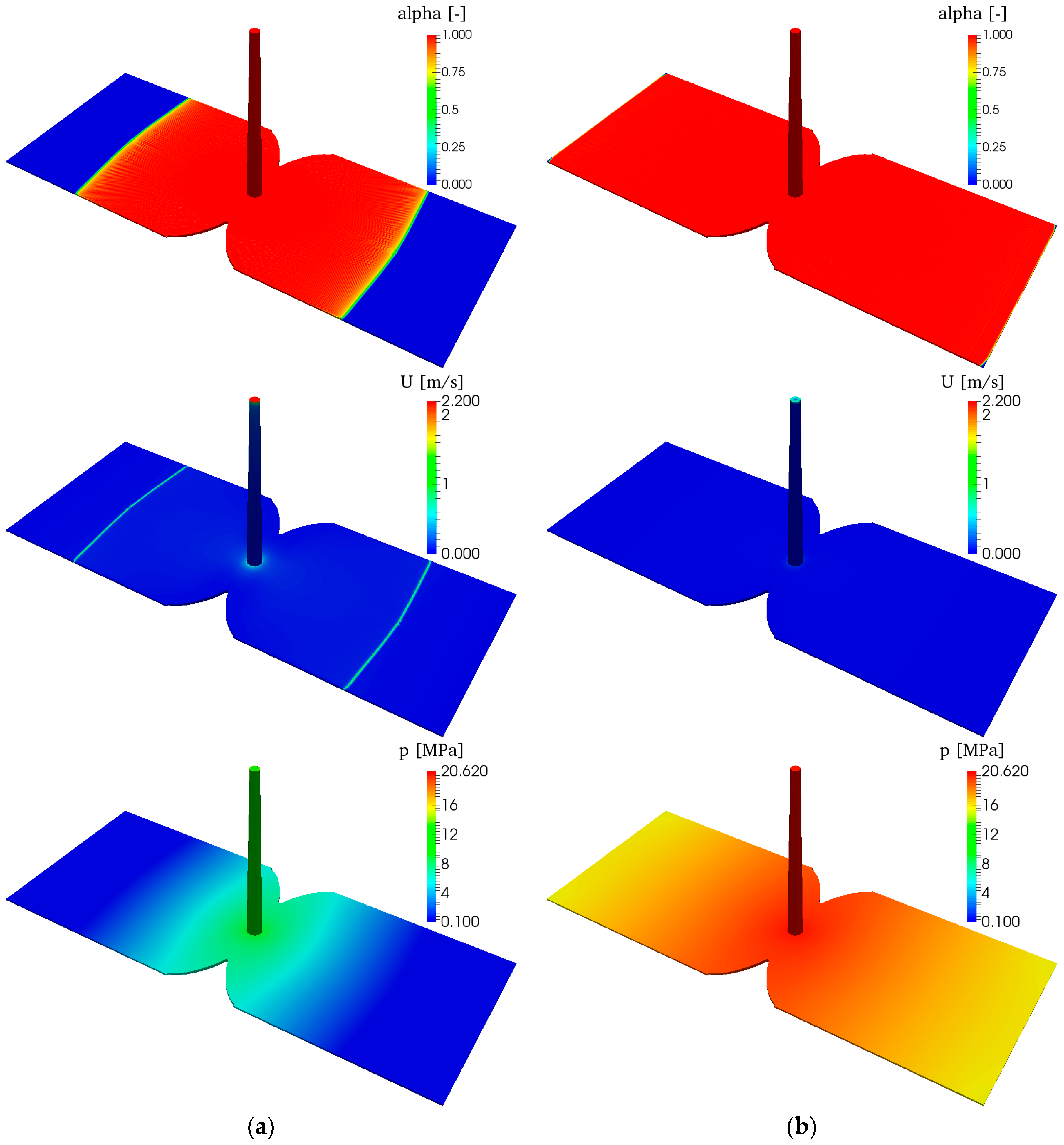
Figure 5 shows the FVM simulation results for a filling rate of 137.5 cm
3/s and a mold temperature of 170 °C. Displayed are (from top to bottom) the filling level (via VoF), the velocity in m/s and the pressure in MPa at 1 s (
Figure 5a), where the filling is velocity-controlled, and at 1.5 s (
Figure 5b), where it is pressure-controlled and should be just filled.
At 1.5 s the mold is not filled completely, visible at the corners, where air is still left in the system (blue). For a sum of
α over all cells, divided by the total number of cells, the value should be equal to one for a complete filled system. In this case, the value is 0.998, which matches a filling state of 99.8%. The 0.2% air can be neglected and the mold is regarded as completely filled. The mold gets completely filled during holding pressure stage 1. There is no possibility to make a statement when exactly the mold in the trials is filled completely, because the material can only be detected at the sensor points. Based on the pressure data, the pressure rise and difference between sensor 1 and 2 in the trials, the filling also takes approximately 1.5 s for an injection speed of 137.5 cm
3/s in the experimental studies (see
Section 4.2).
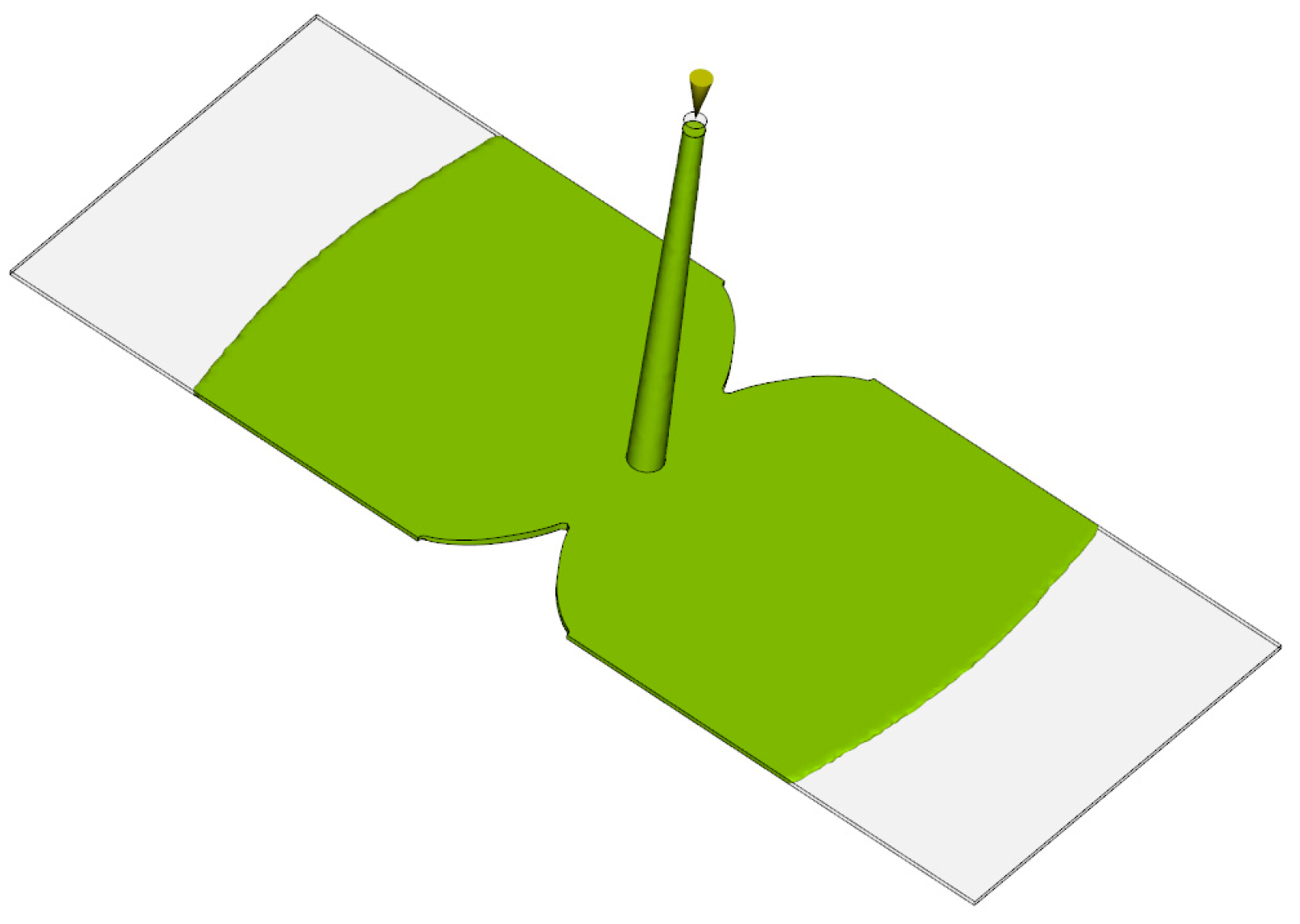
A detailed look at the flow front (
Figure 5a top) displays that there is no sharp interface between polymer and air, but an interface region with 0 <
α ≤ 1 over a few cells. This area indicates the region with partial wall contact, which is a typical phenomenon of RRIM, although a clear line between partial and full wall contact is not detectable as described in [
1,
2,
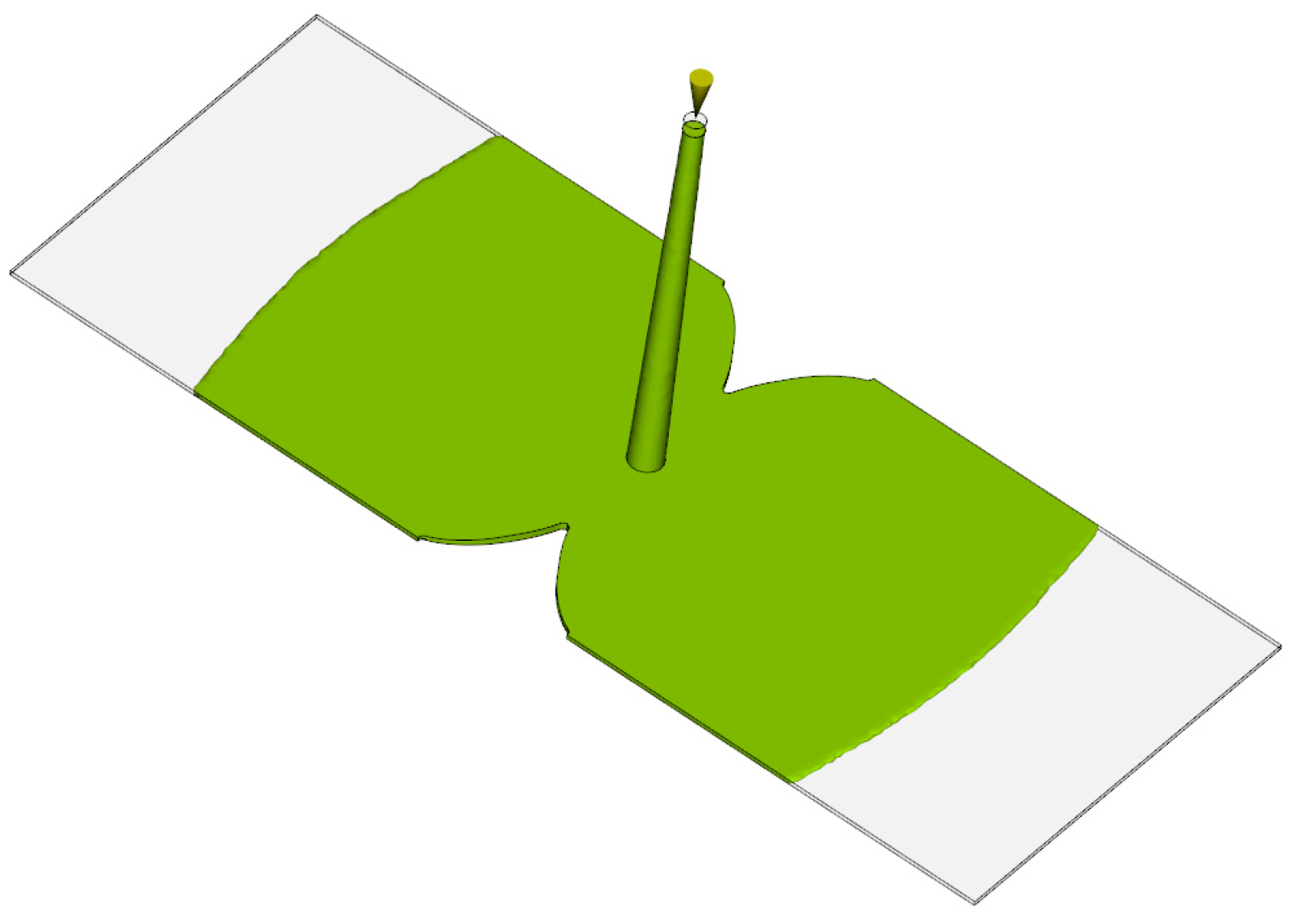
5]. This phenomenon cannot be observed in the FEM simulation, where a sharp interface is predicted and an element is always either polymer or empty, see
Figure 6.
The velocity (
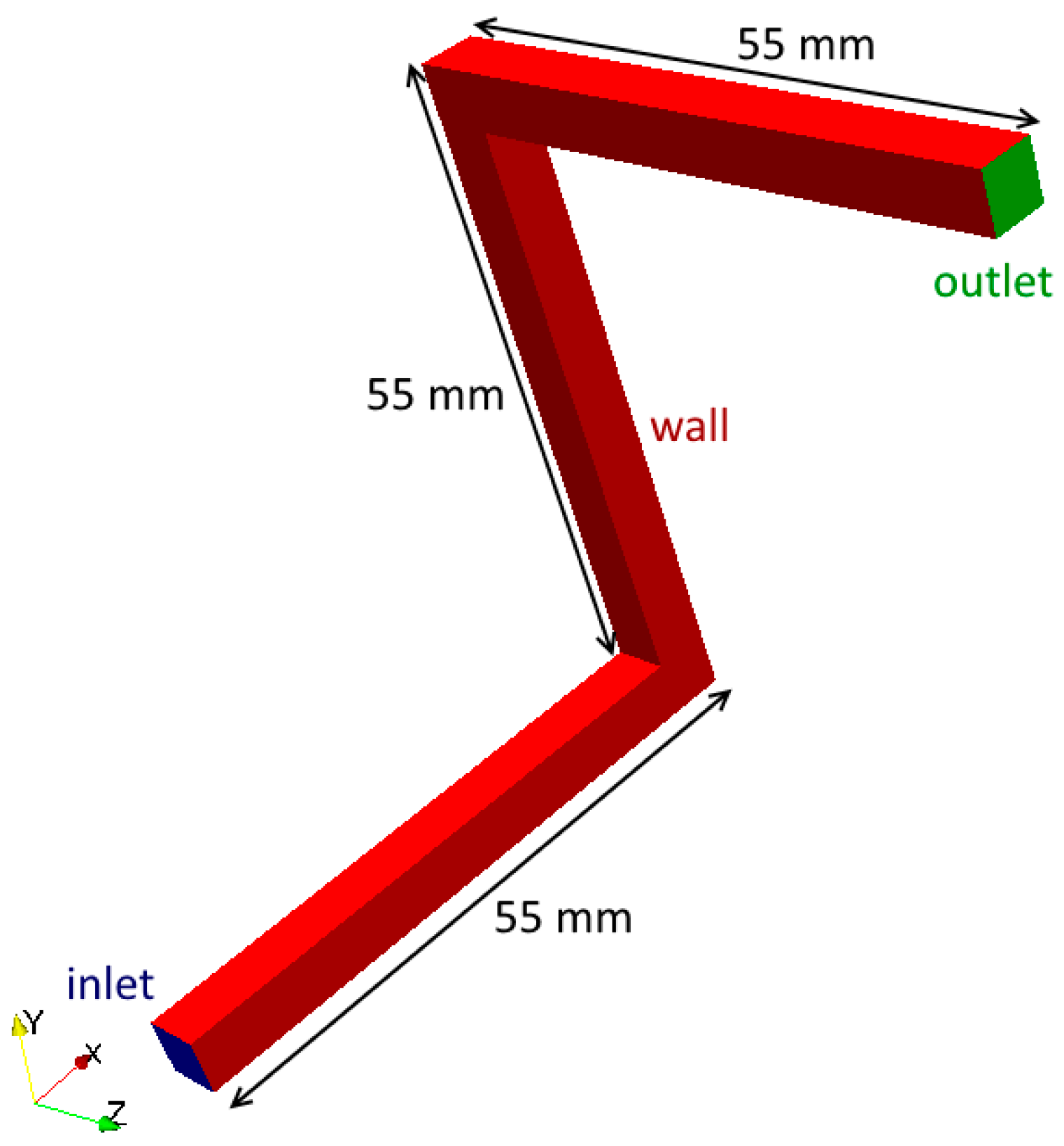
Figure 5 middle) ranges in a reasonable spectrum. The polymer enters the mold with an injection speed of 2.2 m/s at the inlet, which corresponds to a volumetric flow rate of 137.5 cm
3/s based on the inlet area. Furthermore, it can be seen that the velocity is nearly zero after 1.5 s (
Figure 5b middle), although there is still a pressure gradient at that moment (
Figure 5 bottom). This aspect approves the phase-dependent boundary condition, which stops the flow when the mold is filled.
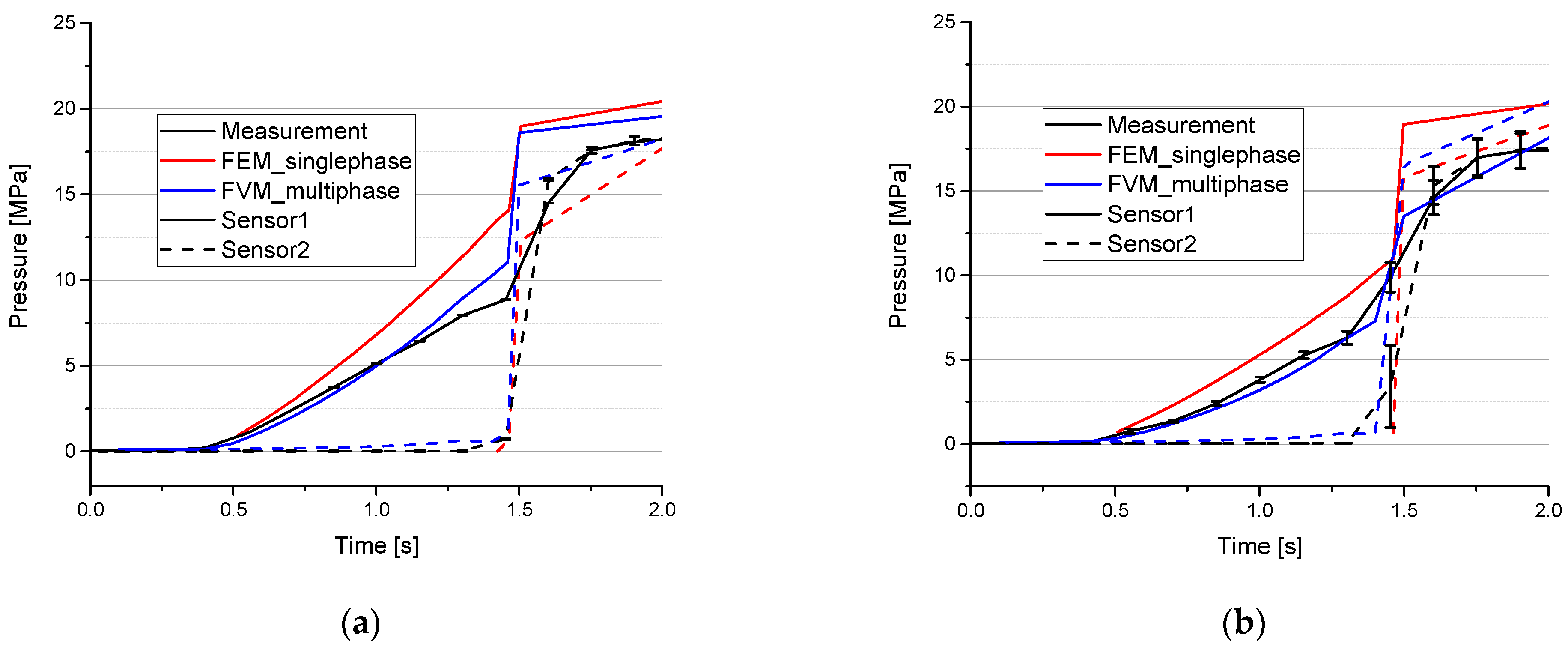
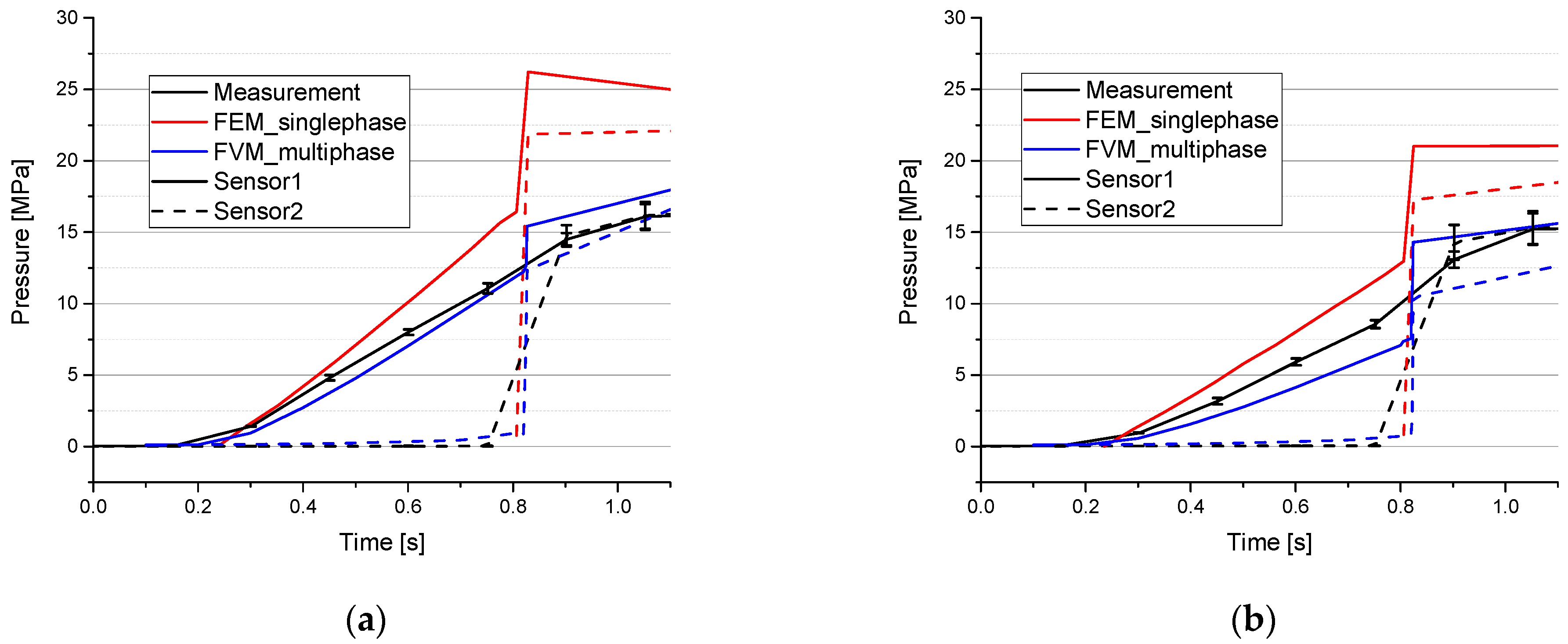
4.2. Comparisson of Pressure
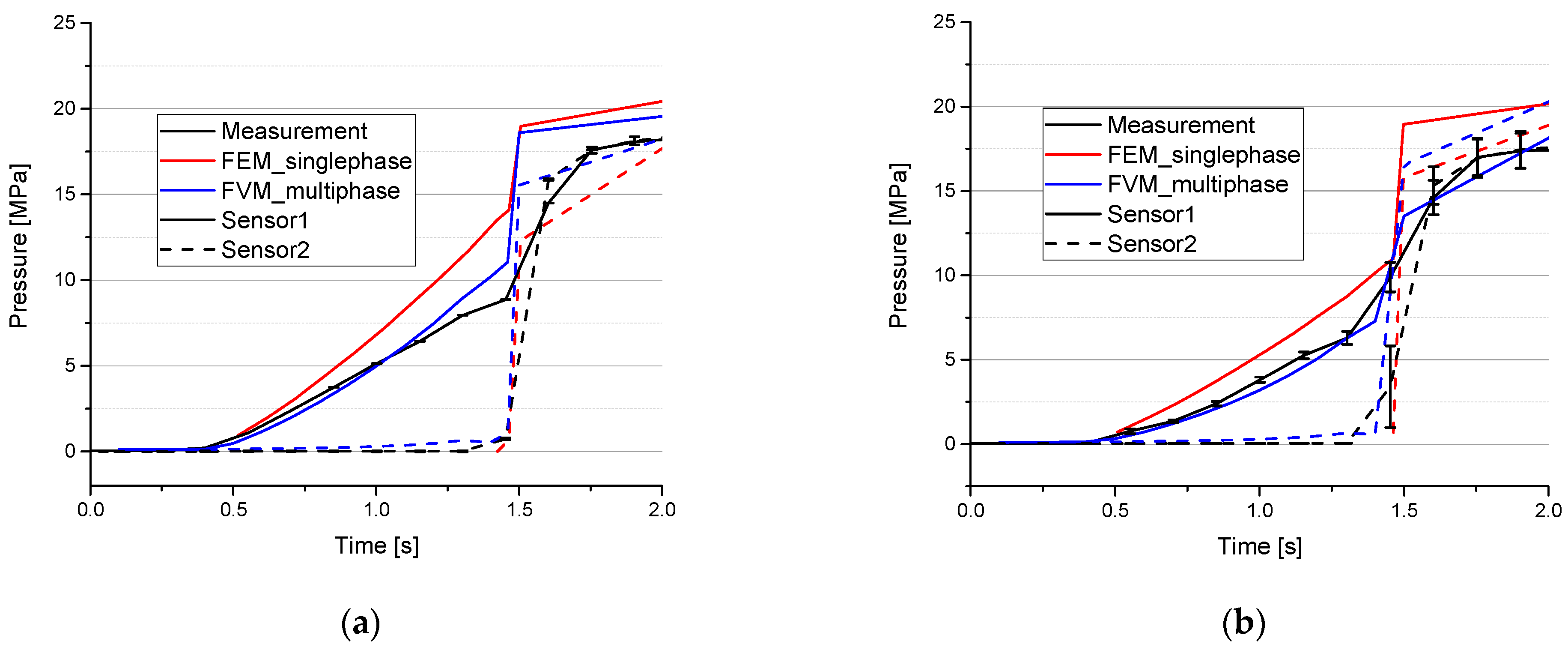
The pressure during filling with an injection speed of 137.5 cm
3/s is shown in
Figure 7a for a mold temperature of 170 °C and
Figure 7b for 190 °C. The experiments at 170 °C are more reproducible than the ones at 190 °C, as visualized by the scatter beams in
Figure 7. The large scatter at 190 °C might be caused by the fact that 190 °C is the maximum temperature for injection molding according to the manufacturer. Every curve of sensor position 1 shows a continuous pressure growth during filling (0–1.46 s). After filling, the experimental curves of sensor 1 and 2 are nearly identical, which shows good process control and filling behavior. The simulation results of FEM and FVM considerably differ from each other. Compared to measurements at sensor 1, FEM predicts a higher pressure, while the FVM results fit better to the experiments and are just slightly higher for 170 °C. At sensor 2, a significant pressure rise after switchover (1.46 s) is detectable in experiments as well as in FEM and FVM simulations. However, both simulations show a too fast pressure rise at sensor 2 compared to the measurements.
The pressure difference between sensor 1 and 2 after switchover is too high in both simulations for both temperatures, where it is even higher in the FEM than in the FVM calculations. In general, the pressure during filling is lower at 190 °C than for 170 °C in experiments and simulations. This is caused by the lower viscosity, resulting from the higher temperature.
Although material backflow is not simulated, the overall pressure rise at both sensor positions is quite similar in experiments and simulations. Hence, material backflow could be neglected, although no non-return valve is used in the experimental trials.
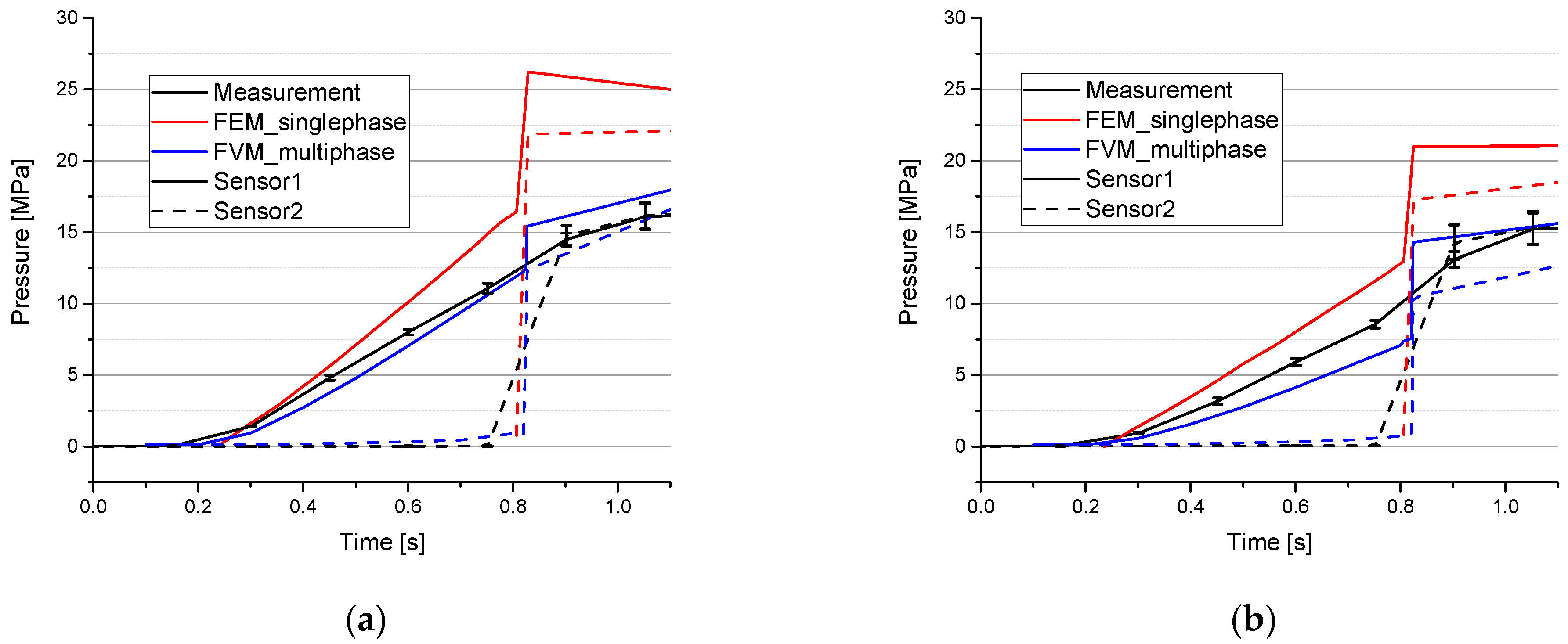
For a filling rate of 250 cm
3/s, there is also a greater scatter in pressure measurement for 190 °C (
Figure 8b) than for 170 °C (
Figure 8a) and the pressure is again lower at 190 °C because of the lower viscosity. Up to the first switchover, the experimental data of a filling rate of 250 cm
3/s show a higher pressure growth during filling than the data of the filling rate of 137.5 cm
3/s (
Figure 7), which is a consequence of the higher velocity. Hence, there is no visible pressure rise at switchover (0.8 s) for sensor 1. After switchover, the experimental curves of sensor 1 and 2 do not immediately fit to each other as well as for 137.5 cm
3/s. For 190 °C the measured pressure at sensor 2 is even higher than the one at sensor 1 between 0.85 and 1 s.
Both simulation methods overestimate the pressure rise at switchover, which is distinctly higher in the FEM simulations. As before, the FEM calculated pressure is too high for sensor 1. The pressure distribution of the FVM simulation fits well during filling for 170 °C and is too low for 190 °C. Regarding the curve course of sensor 2, the pressure rise of both methods appears too fast. However, the real pressure curve in this area is not entirely known, because there are only measure points at 0.75 and 0.9 s (switchover at 0.8 s), making the distribution look flatter.
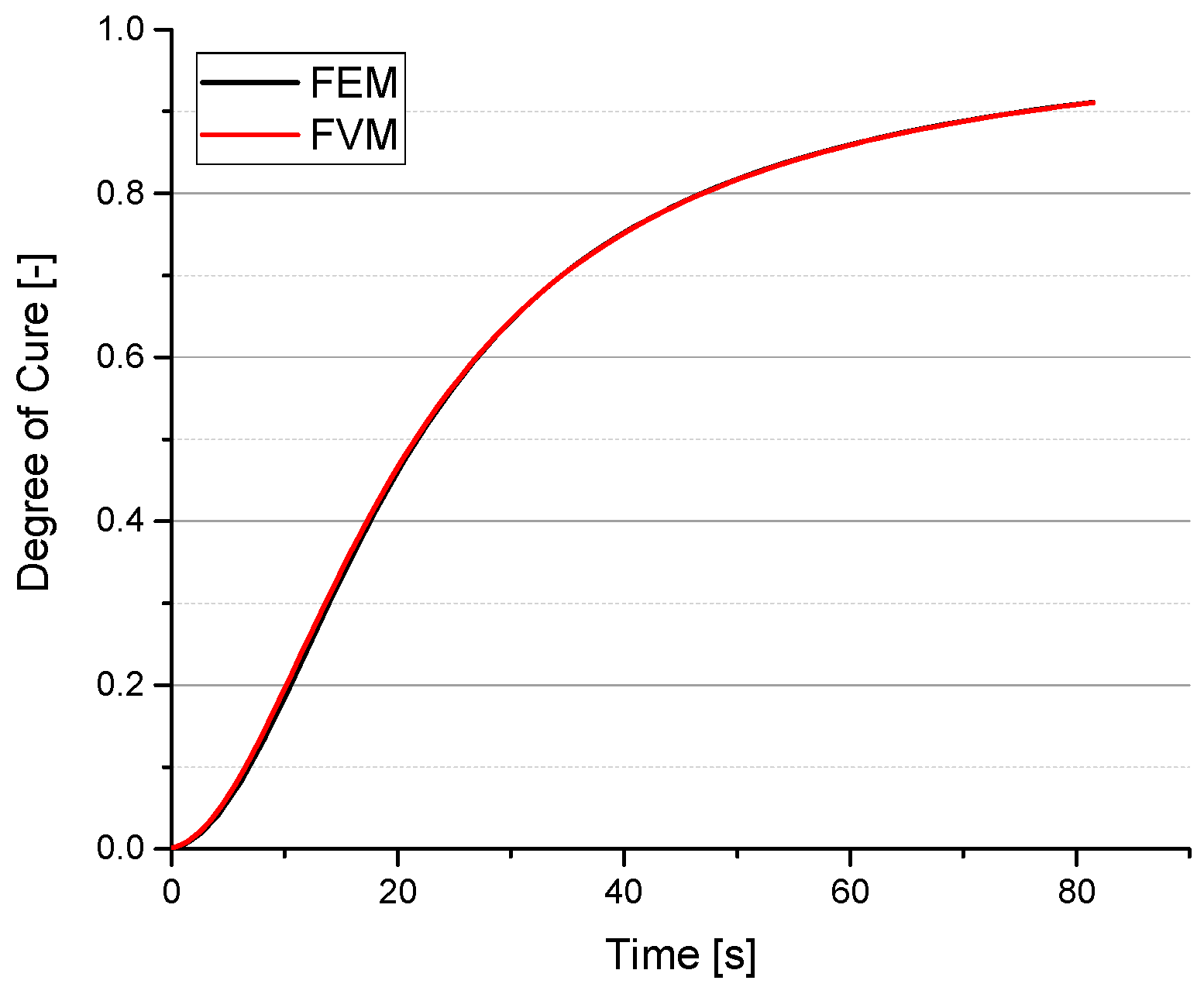
In summary, the results of the FVM simulation are satisfying, although no further material characterization has been done except for the material data provided by the manufacturer. By ranging in a correct spectrum and rising at the right time, the FVM simulation results show a good agreement with the experimental data. The proper pressure modeling indicates a suitable viscosity modeling and hence a suitable simulation of curing kinetics, as further evaluated in the following section.
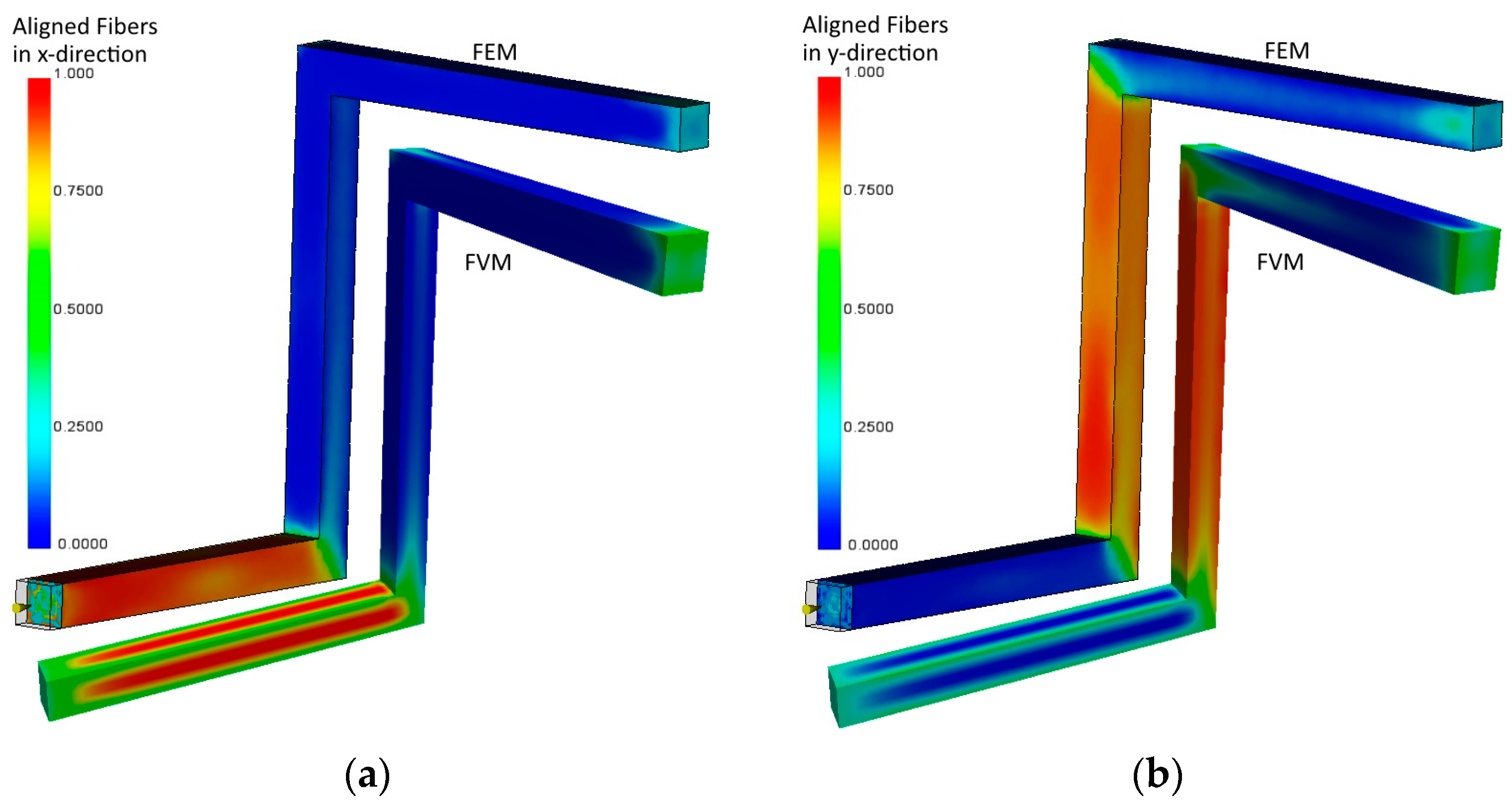
4.4. Comparison of Fiber Orientation
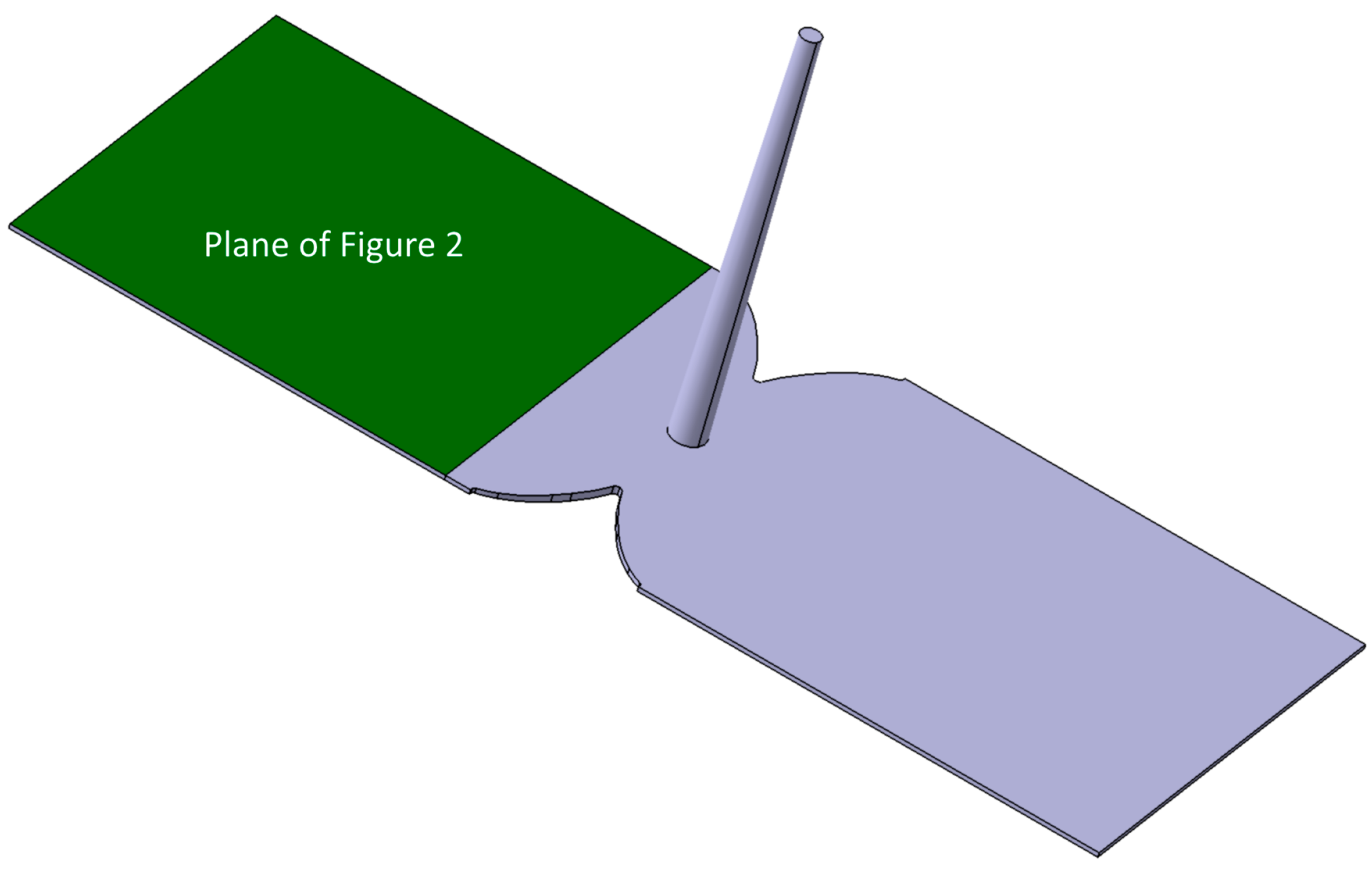
The fiber orientation computed by FVM simulation is compared to those of commercial FEM software. For the FEM simulation, the Moldflow standard model (Moldflow-rotation-diffusion) is chosen. The results are based on the geometry of
Figure 4. The geometries in
Figure 10 might seem to be different for FEM and FVM, which is only caused by the perspective.
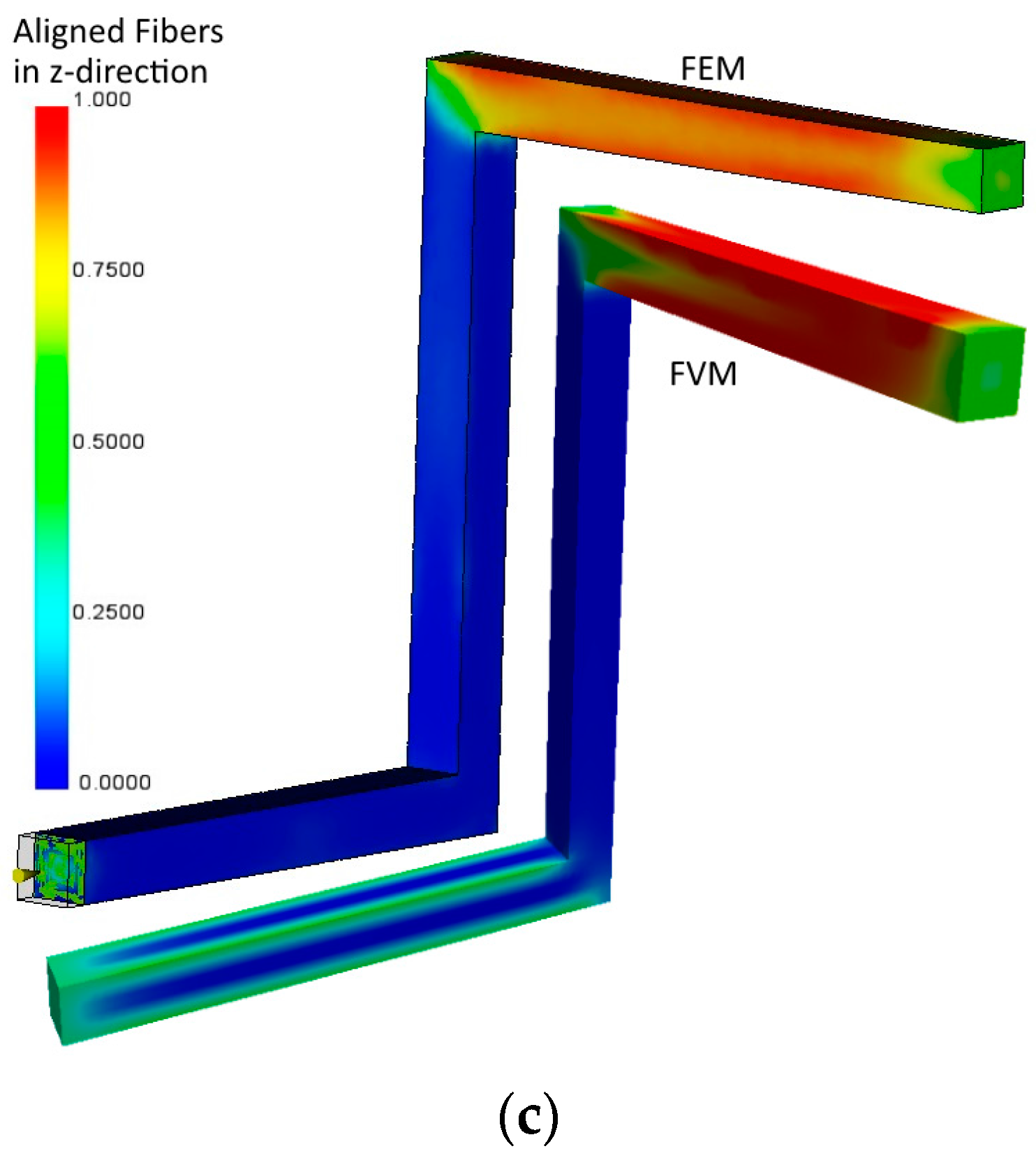
Regarding the fiber alignment in
x-direction (
Figure 10a), a deviation especially in the edges can be detected. In the FEM model, a high orientation right at the beginning can be detected, while the FVM result aligns only after a few millimeters. The results in
y-direction fit well, while in
z-direction the FVM-solver predicts a slightly higher alignment of about 10%. The FVM solution has a higher scattering in the transition area.
These slight differences may be caused by the different flow modeling. The plug flow, modeled in FEM, allows a faster orientation especially in regions near the walls (like edges and corners) because of the full wall contact, whereas the fountain flow with partial wall contact modeled in FVM does not lead to such a rapid orientation, because of the different velocity gradient. In summary the results fit well, which confirms a correct implementation.

 ,
, 



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}