
Evaluation of Conditions for Self-Healing of Additively Manufactured Polymer Composites with Continuous Carbon Fiber Reinforcement


Abstract

1. Introduction
2. Materials and Methods
2.1. Materials
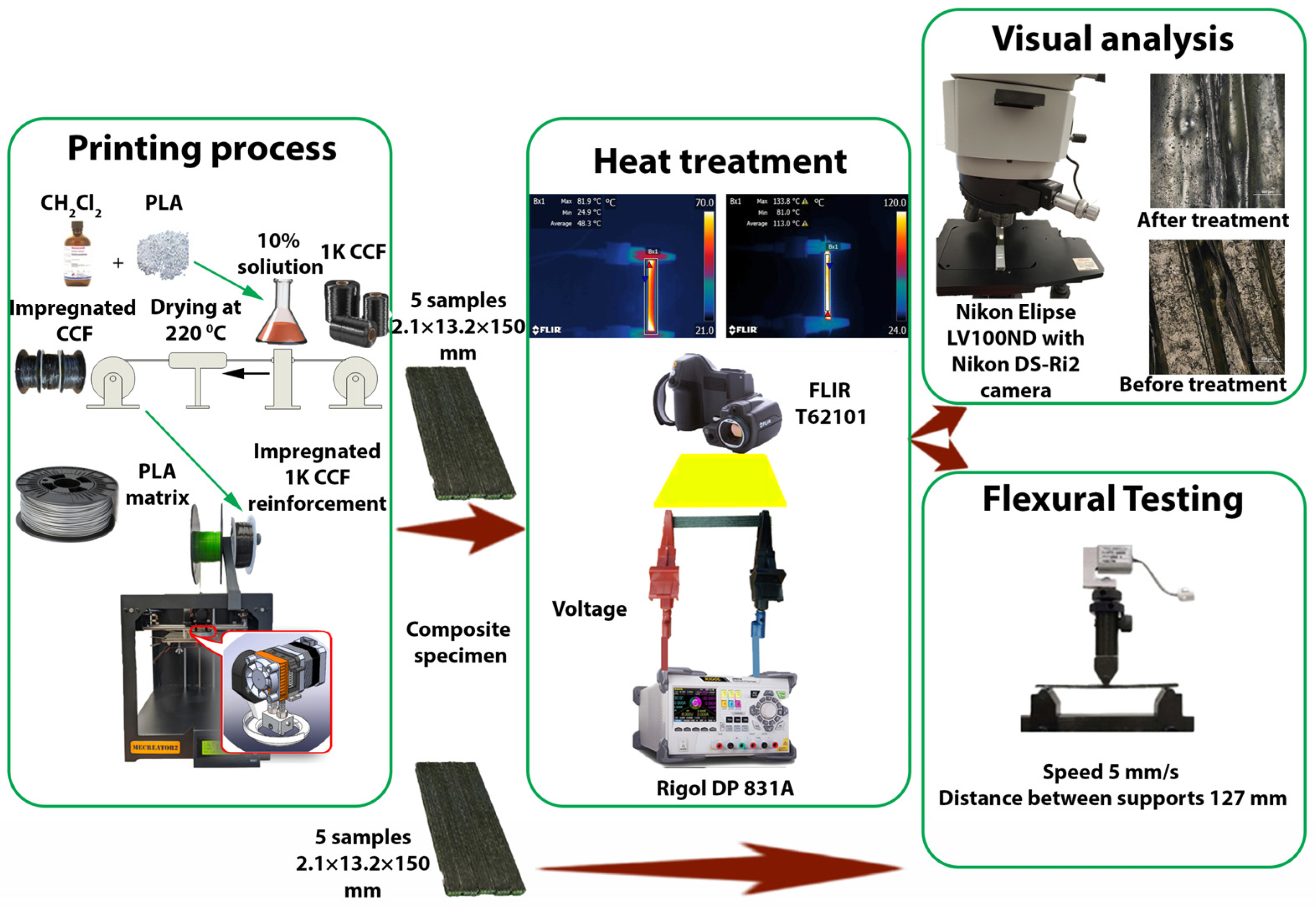
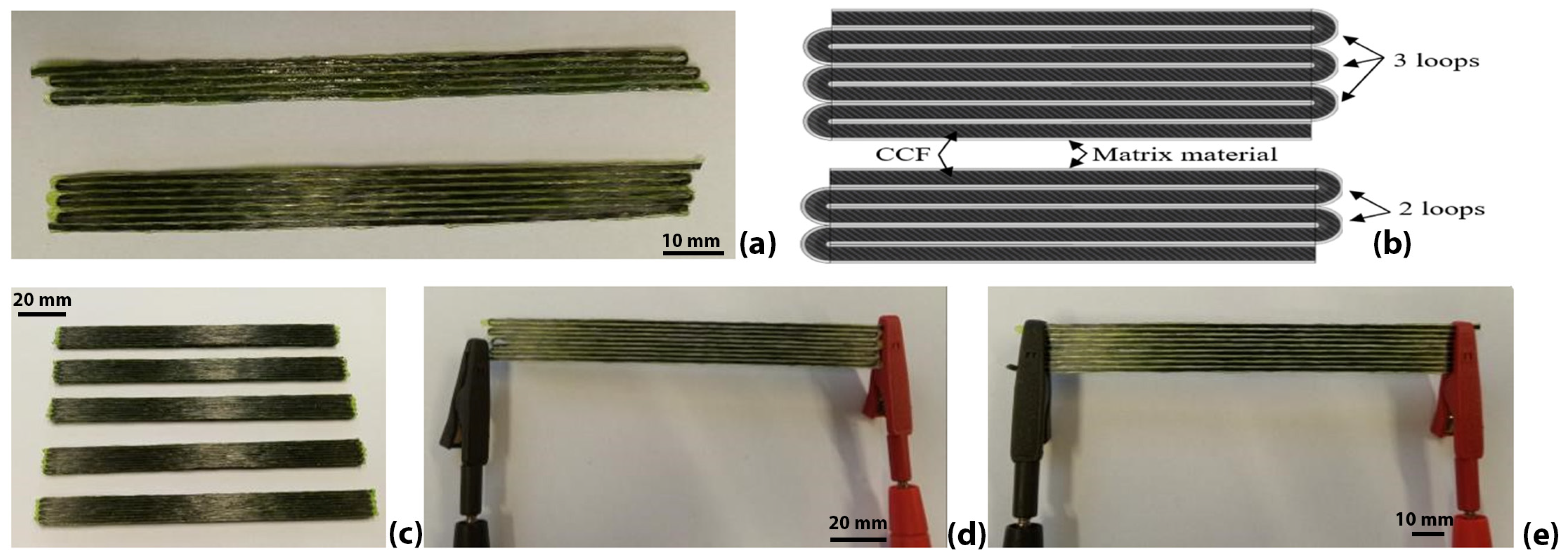
2.2. Additive Manufacturing of Composite Samples
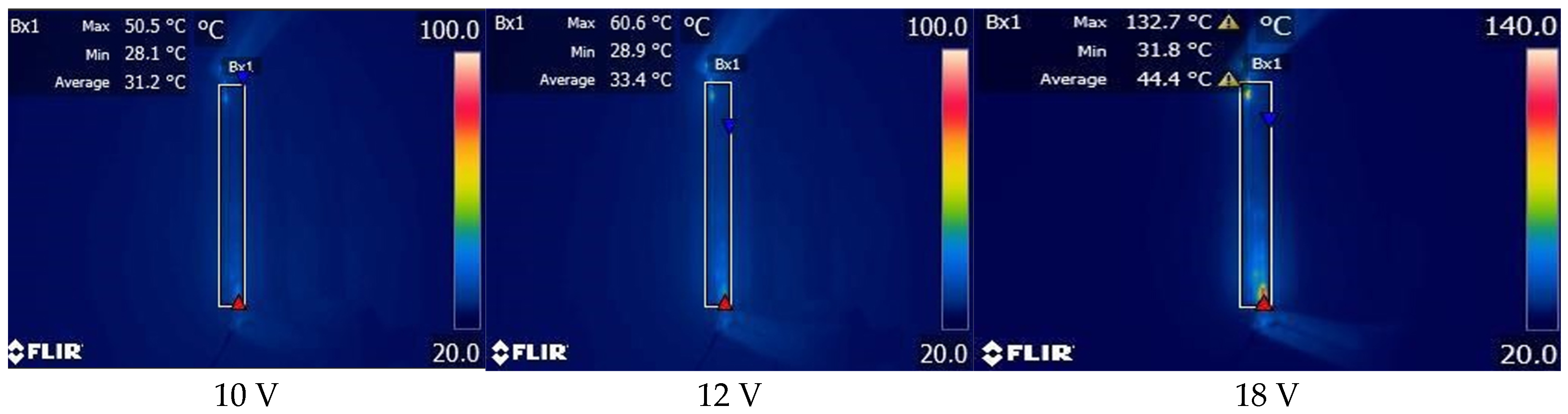
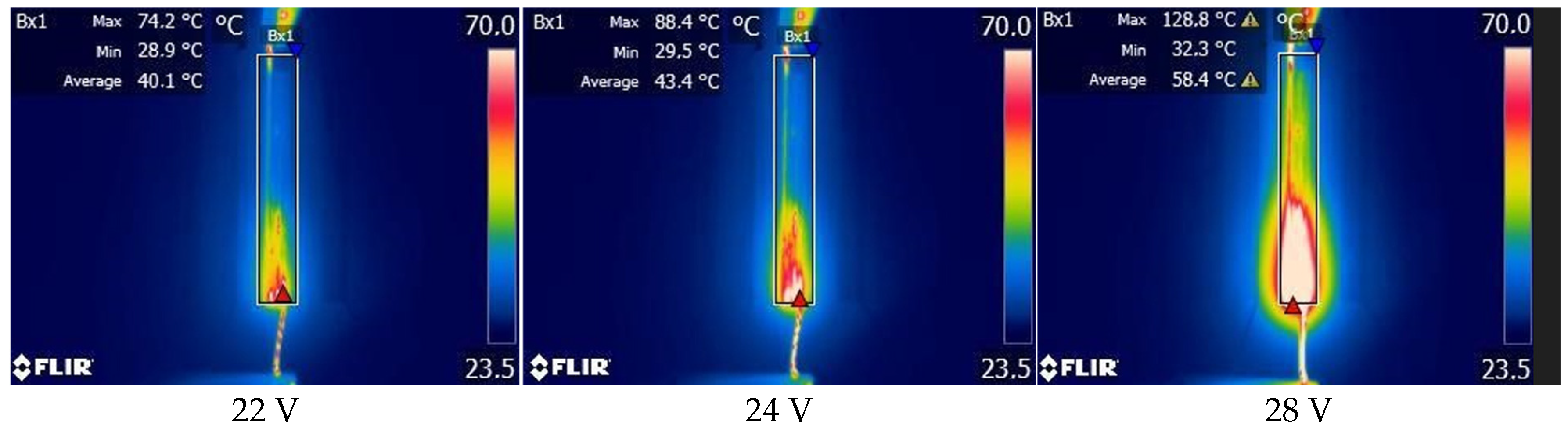
2.3. Heat Treatment Process
3. Results and Discussions
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yi, L.; Gläßner, C.; Aurich, J.C. How to Integrate Additive Manufacturing Technologies into Manufacturing Systems Successfully: A Perspective from the Commercial Vehicle Industry. J. Manuf. Syst. 2019, 53, 195–211. [Google Scholar] [CrossRef]
- Niaki, M.K.; Torabi, S.A.; Nonino, F. Why Manufacturers Adopt Additive Manufacturing Technologies: The Role of Sustainability. J. Clean. Prod. 2019, 222, 381–392. [Google Scholar] [CrossRef]
- ISO/ASTM. ISO/ASTM 52900:2021; Additive Manufacturing—General Principles—Fundamentals and Vocabulary. International Organization for Standardization: Geneva, Switzerland, 2021.
- Alghamdi, S.S.; John, S.; Roy Choudhury, N.; Dutta, N.K. Additive Manufacturing of Polymer Materials: Progress, Promise and Challenges. Polymers 2021, 13, 722. [Google Scholar] [CrossRef]
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Leary, M.; Berto, F.; du Plessis, A. Metal Additive Manufacturing in Aerospace: A Review. Mater. Des. 2021, 209, 110008. [Google Scholar] [CrossRef]
- Armstrong, M.; Mehrabi, H.; Naveed, N. An Overview of Modern Metal Additive Manufacturing Technology. J. Manuf. Process. 2022, 84, 1001–1029. [Google Scholar] [CrossRef]
- Dadkhah, M.; Tulliani, J.; Saboori, A.; Iuliano, L. Additive Manufacturing of Ceramics: Advances, Challenges, and Outlook. J. Eur. Ceram. Soc. 2023, 43, 6635–6664. [Google Scholar] [CrossRef]
- Magri, A.E.; El Mabrouk, K.; Vaudreuil, S.; Touhami, M.E. Mechanical Properties of CF-Reinforced PLA Parts Manufactured by Fused Deposition Modeling. J. Thermoplast. Compos. Mater. 2021, 34, 581–595. [Google Scholar] [CrossRef]
- Kubota, M.; Hayakawa, K.; Todoroki, A. Effect of Build-Up Orientations and Process Parameters on the Tensile Strength of 3D Printed Short Carbon Fiber/PA-6 Composites. Polymers 2021, 13, 1–18. [Google Scholar] [CrossRef]
- Zhao, N.; Parthasarathy, M.; Patil, S.; Coates, D.; Myers, K.; Zhu, H.; Li, W. Direct Additive Manufacturing of Metal Parts for Automotive Applications. J. Manuf. Syst. 2023, 68, 368–375. [Google Scholar] [CrossRef]
- Verma, S.; Sharma, N.; Kango, S.; Sharma, S. Developments of PEEK (Polyetheretherketone) as a Biomedical Material: A Focused Review. Eur. Polym. J. 2021, 147, 110295. [Google Scholar] [CrossRef]
- Kang, J.; Zhang, J.; Zheng, J.; Wang, L.; Li, D.; Liu, S. 3D-Printed PEEK Implant for Mandibular Defects Repair—A New Method. J. Mech. Behav. Biomed. Mater. 2021, 116, 104335. [Google Scholar] [CrossRef] [PubMed]
- de Boer, J.; Lambrechts, W.; Krikke, H. Additive Manufacturing in Military and Humanitarian Missions: Advantages and Challenges in the Spare Parts Supply Chain. J. Clean. Prod. 2020, 257, 120301. [Google Scholar] [CrossRef]
- Bloomfield, M.; Borstrock, S. Modeclix. The Additively Manufactured Adaptable Textile. Mater. Today Commun. 2018, 16, 212–216. [Google Scholar]
- Ning, F.; Cong, W.; Qiu, J.; Wei, J.; Wang, S. Additive Manufacturing of Carbon Fiber Reinforced Thermoplastic Composites Using Fused Deposition Modeling. Compos. B Eng. 2015, 80, 369–378. [Google Scholar] [CrossRef]
- Maqsood, N.; Rimašauskas, M. Characterization of Carbon Fiber Reinforced PLA Composites Manufactured by Fused Deposition Modeling. Compos. C Open Access 2021, 4, 100112. [Google Scholar] [CrossRef]
- Rimašauskas, M.; Kuncius, T.; Rimašauskienė, R. Processing of Carbon Fiber for 3D Printed Continuous Composite Structures. Mater. Manuf. Process. 2019, 34, 1528–1536. [Google Scholar] [CrossRef]
- Rimašauskas, M.; Jasiūnienė, E.; Kuncius, T.; Rimašauskienė, R.; Cicėnas, V. Investigation of Influence of Printing Parameters on the Quality of 3D Printed Composite Structures. Compos. Struct. 2022, 281, 115061. [Google Scholar] [CrossRef]
- Kuncius, T.; Rimašauskas, M.; Rimašauskienė, R. Interlayer Adhesion Analysis of 3D-Printed Continuous Carbon Fibre-Reinforced Composites. Polymers 2021, 13, 1582. [Google Scholar] [CrossRef]
- Kabir, S.M.F.; Mathur, K.; Seyam, A.M. A Critical Review on 3D Printed Continuous Fiber-Reinforced Composites: History, Mechanism, Materials and Properties. Compos. Struct. 2020, 232, 111476. [Google Scholar] [CrossRef]
- van de Werken, N.; Tekinalp, H.; Khanbolouki, P.; Ozcan, S.; Williams, A.; Tehrani, M. Additively Manufactured Carbon Fiber-Reinforced Composites: State of the Art and Perspective. Addit. Manuf. 2020, 31, 100962. [Google Scholar] [CrossRef]
- Calderón-Villajos, R.; López, A.J.; Peponi, L.; Manzano-Santamaría, J.; Ureña, A. 3D-Printed Self-Healing Composite Polymer Reinforced with Carbon Nanotubes. Mater. Lett. 2019, 249, 91–94. [Google Scholar] [CrossRef]
- Kanu, N.J.; Gupta, E.; Vates, U.K.; Singh, G.K. Self-Healing Composites: A State-of-the-Art Review. Compos. A Appl. Sci. Manuf. 2019, 121, 474–486. [Google Scholar] [CrossRef]
- Jones, A.R.; Watkins, C.A.; White, S.R.; Sottos, N.R. Self-Healing Thermoplastic-Toughened Epoxy. Polymer 2015, 74, 254–261. [Google Scholar] [CrossRef]
- Vishe, N.J.; Mulani, S.B.; Roy, S. Repeatable Self-Healing of Composite’s Fatigue Delamination. Compos. Struct. 2023, 311, 116846. [Google Scholar] [CrossRef]
- Pan, Z.; Zhou, W.; Ma, L.H.; Liu, J. Effect of Heat Treatment on the Damage and Failure Mechanism of 3D Printed Continuous Fiber Composites Using Acoustic Emission. Fibers Polym. 2023, 24, 2117–2213. [Google Scholar] [CrossRef]
- Handwerker, M.; Wellnitz, J.; Marzbani, H.; Tetzlaff, U. Pressure and heat treatment of continuous fibre reinforced thermoplastics produced by fused filament fabrication. Prog. Addit. Manuf. 2023, 8, 99–116. [Google Scholar] [CrossRef]
- ASTM. ASTM D7264/D7264M-15; Standard Test Method for Flexural Properties of Polymer Matrix Composite Materials. ASTM International: West Conshohocken, PA, USA, 2015.
- Champagne, J.; Pang, S.; Li, G. Effect of confinement level and local heating on healing efficiency of self-healing particulate composites. Compos. B. Eng. 2016, 97, 344–352. [Google Scholar] [CrossRef]
- Wan, W.; Shen, R.; Tang, J.; Xu, Y.; Zou, X.; Gou, H. Carbon fiber reinforced composites with self-sensing and self-healing capabilities enabled by CNT-modified nanofibers. Polym. Compos. 2024, 45, 7301–7315. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Property | Value, Units |
|---|---|
| Diameter | 1.75 mm |
| Tensile strength (X-Y) | 52.3 MPa |
| Young’s modulus (X-Y) | 3.4 GPa |
| Flexural strength (X-Y) | 86.9 MPa |
| Flexural modulus (X-Y) | 3.2 GPa |
| Density | 1.17 g/cm3 at 23 °C |
| Melting temperature | 150 °C |
| Glass transition temperature | 61 °C |
| Crystallization temperature | 114 °C |
| Printing Settings | Value, Units |
|---|---|
| Extruder temperature | 220 °C |
| Extrusion multiplier | 0.8 |
| Printing speed | 3 mm/s |
| Cooling | 100% |
| Printing bed temperature | 80 °C |
| Line width | 1.2 mm |
| Layer height | 0.3 mm |
| Infill density | 100% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rimašauskas, M.; Kuncius, T.; Rimašauskienė, R.; Simokaitis, T. Evaluation of Conditions for Self-Healing of Additively Manufactured Polymer Composites with Continuous Carbon Fiber Reinforcement. J. Manuf. Mater. Process. 2025, 9, 179. https://doi.org/10.3390/jmmp9060179
Rimašauskas M, Kuncius T, Rimašauskienė R, Simokaitis T. Evaluation of Conditions for Self-Healing of Additively Manufactured Polymer Composites with Continuous Carbon Fiber Reinforcement. Journal of Manufacturing and Materials Processing. 2025; 9(6):179. https://doi.org/10.3390/jmmp9060179
Chicago/Turabian StyleRimašauskas, Marius, Tomas Kuncius, Rūta Rimašauskienė, and Tomas Simokaitis. 2025. "Evaluation of Conditions for Self-Healing of Additively Manufactured Polymer Composites with Continuous Carbon Fiber Reinforcement" Journal of Manufacturing and Materials Processing 9, no. 6: 179. https://doi.org/10.3390/jmmp9060179
APA StyleRimašauskas, M., Kuncius, T., Rimašauskienė, R., & Simokaitis, T. (2025). Evaluation of Conditions for Self-Healing of Additively Manufactured Polymer Composites with Continuous Carbon Fiber Reinforcement. Journal of Manufacturing and Materials Processing, 9(6), 179. https://doi.org/10.3390/jmmp9060179