
A Machine Learning Approach for Mechanical Component Design Based on Topology Optimization Considering the Restrictions of Additive Manufacturing

 , , , ,
, , , ,
Abstract
1. Introduction
2. Methodology
2.1. Design Approximations
2.2. ML Approach
2.3. Parameters Utilized
3. Results
3.1. Assessment of ML Design Models
3.2. Validation
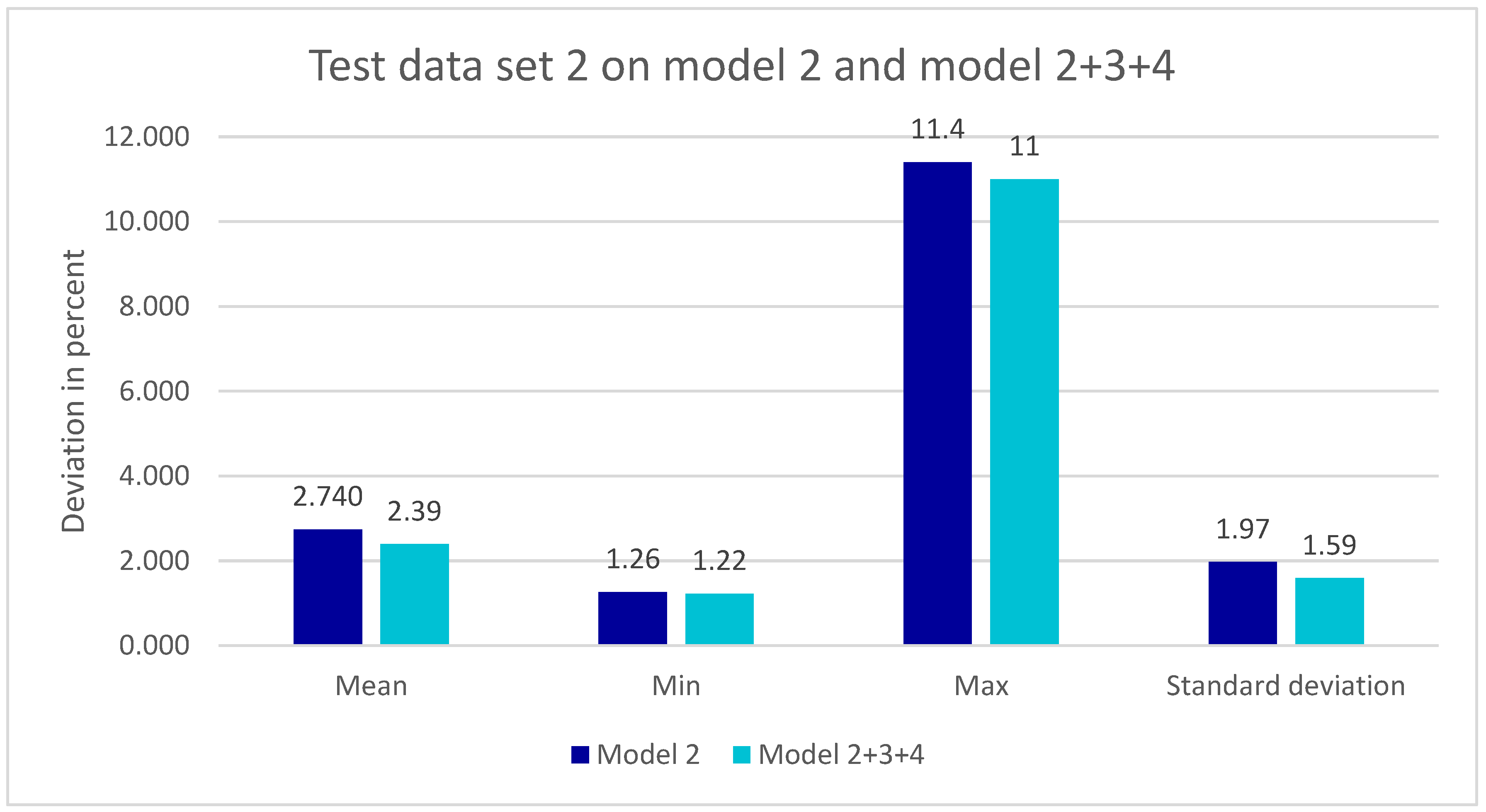
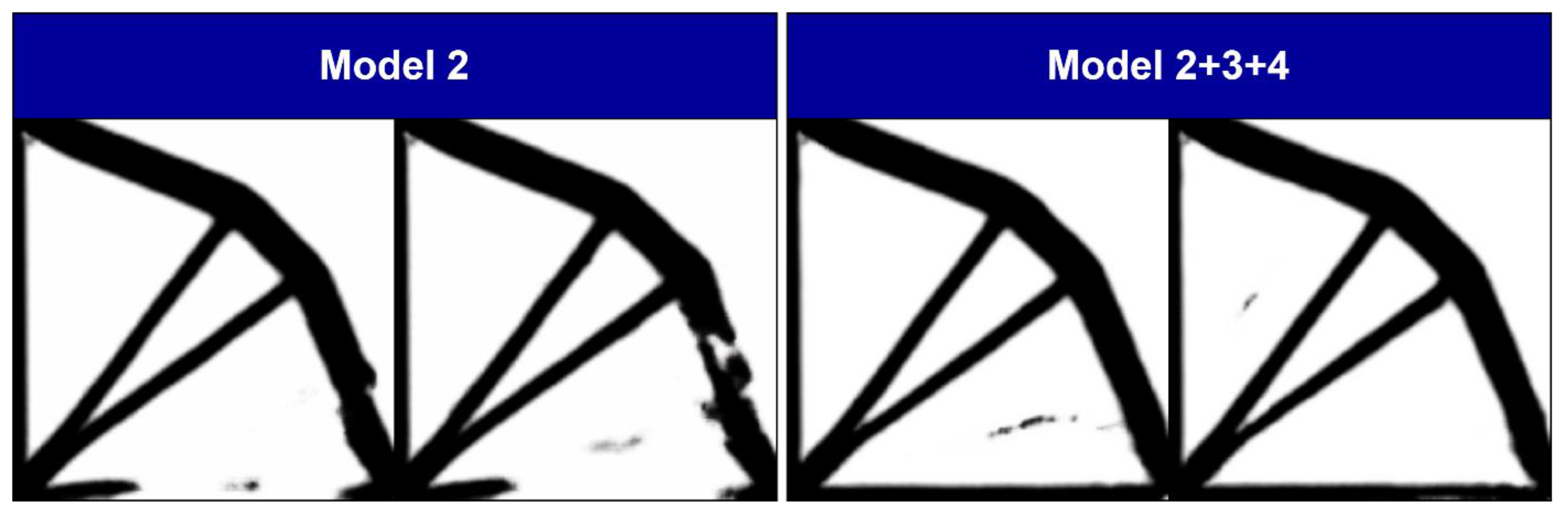
3.3. Combination of Models to Improve Results
3.4. Algorithm Extension to Additive Manufacturing (AM)
4. Practical Application of TO and ML
5. Possible Future Work
6. Conclusions
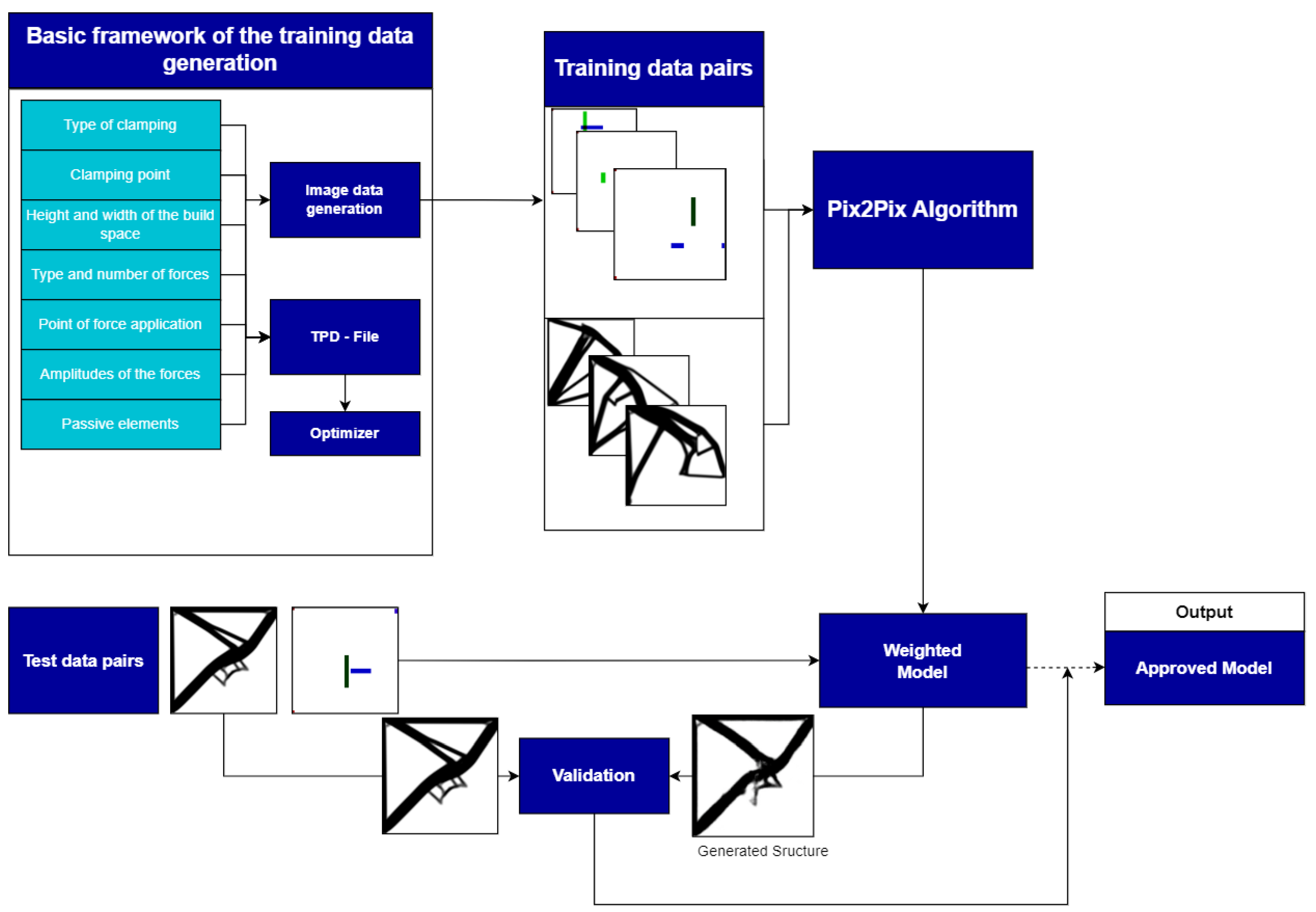
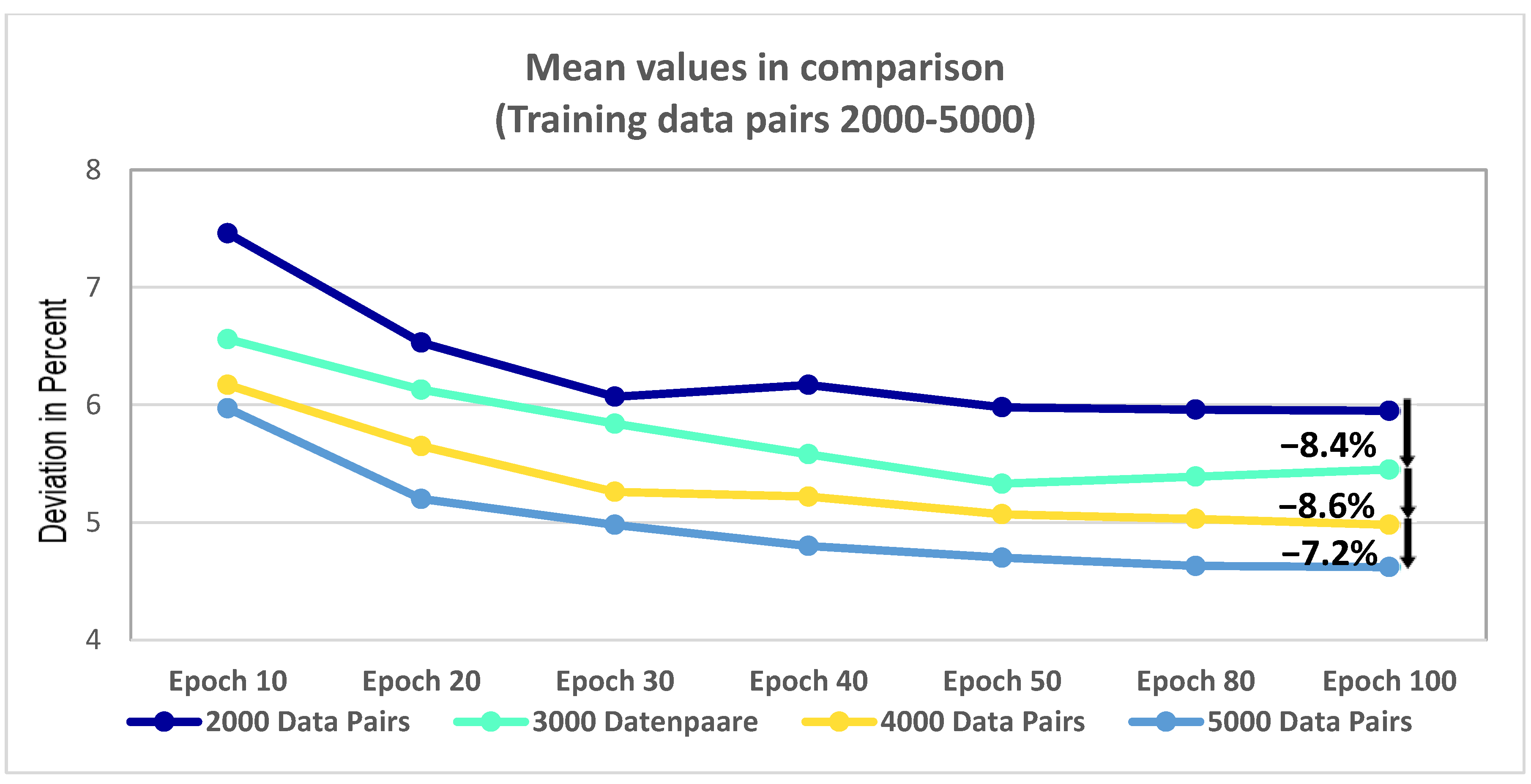
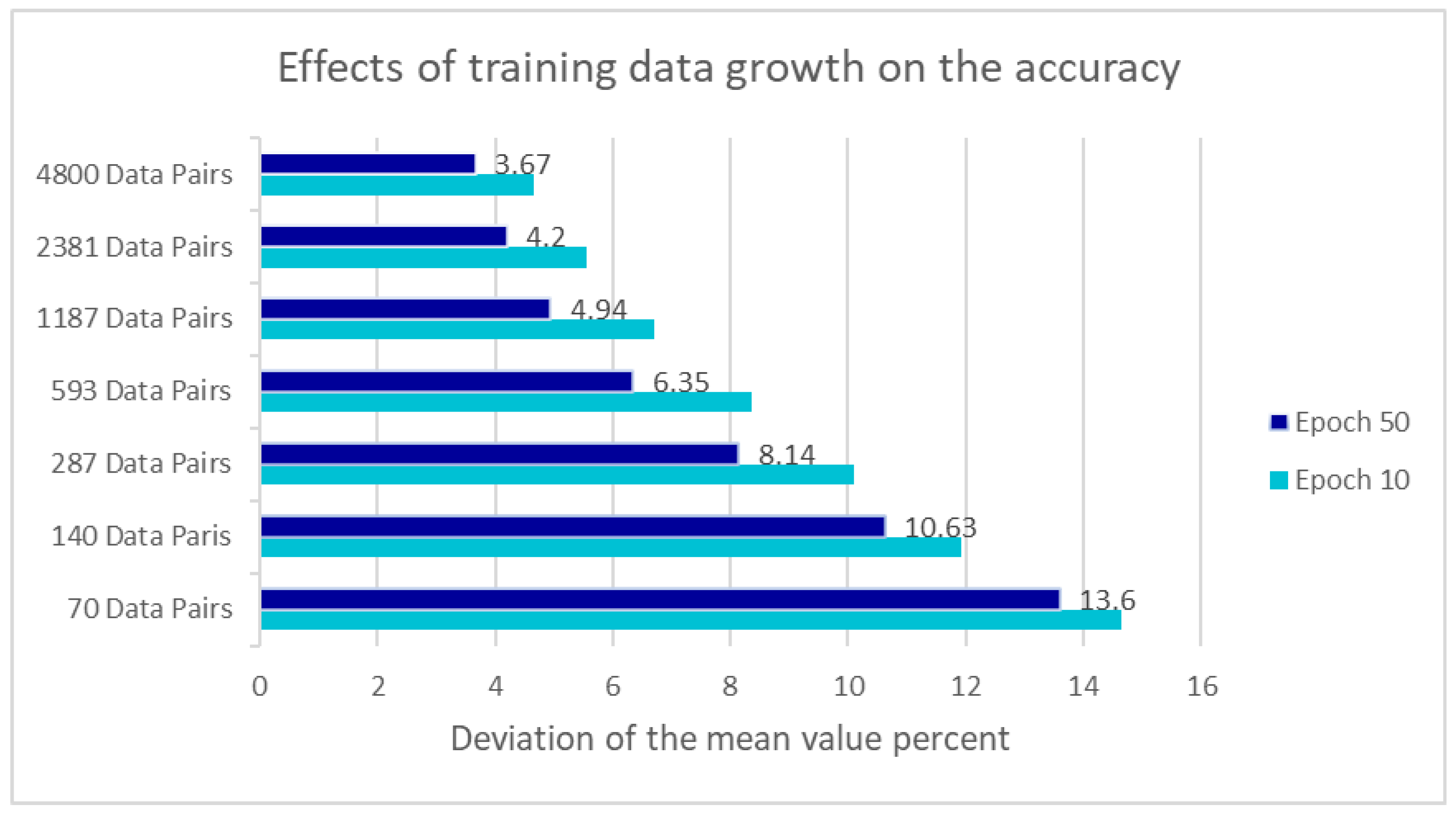
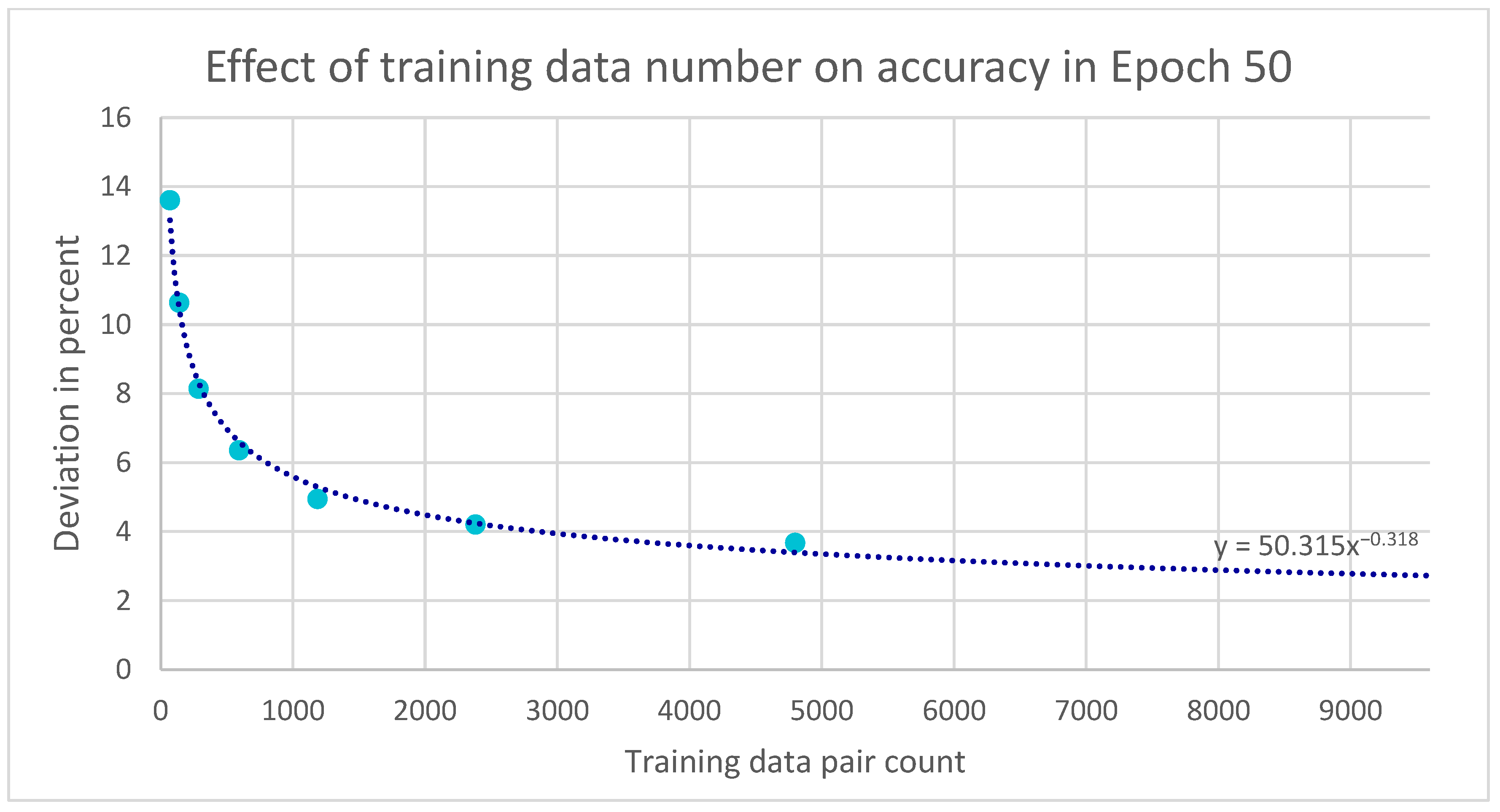
- The work encompasses the development of code for training data generation, the utilization of software for topology optimization, and the implementation of an AI algorithm. Specifically, the adopted AI algorithm is a conditional generative adversarial network (cGAN) known as Pix2Pix. This cGAN was trained using pairs of data, where each pair comprises color-coded images containing the cantilever’s parameters and the corresponding topology-optimized target structures. Throughout this study, diverse models for generating topology-optimized cantilevers were conceived and subsequently investigated. Moreover, the analysis extended to exploring the relationship between the quantity of training data and the model’s accuracy.
- The developed model uses an ML-trained model to substitute or streamline the traditional iterative phases of the TO, which shortens the development cycle and decreases overall development costs.
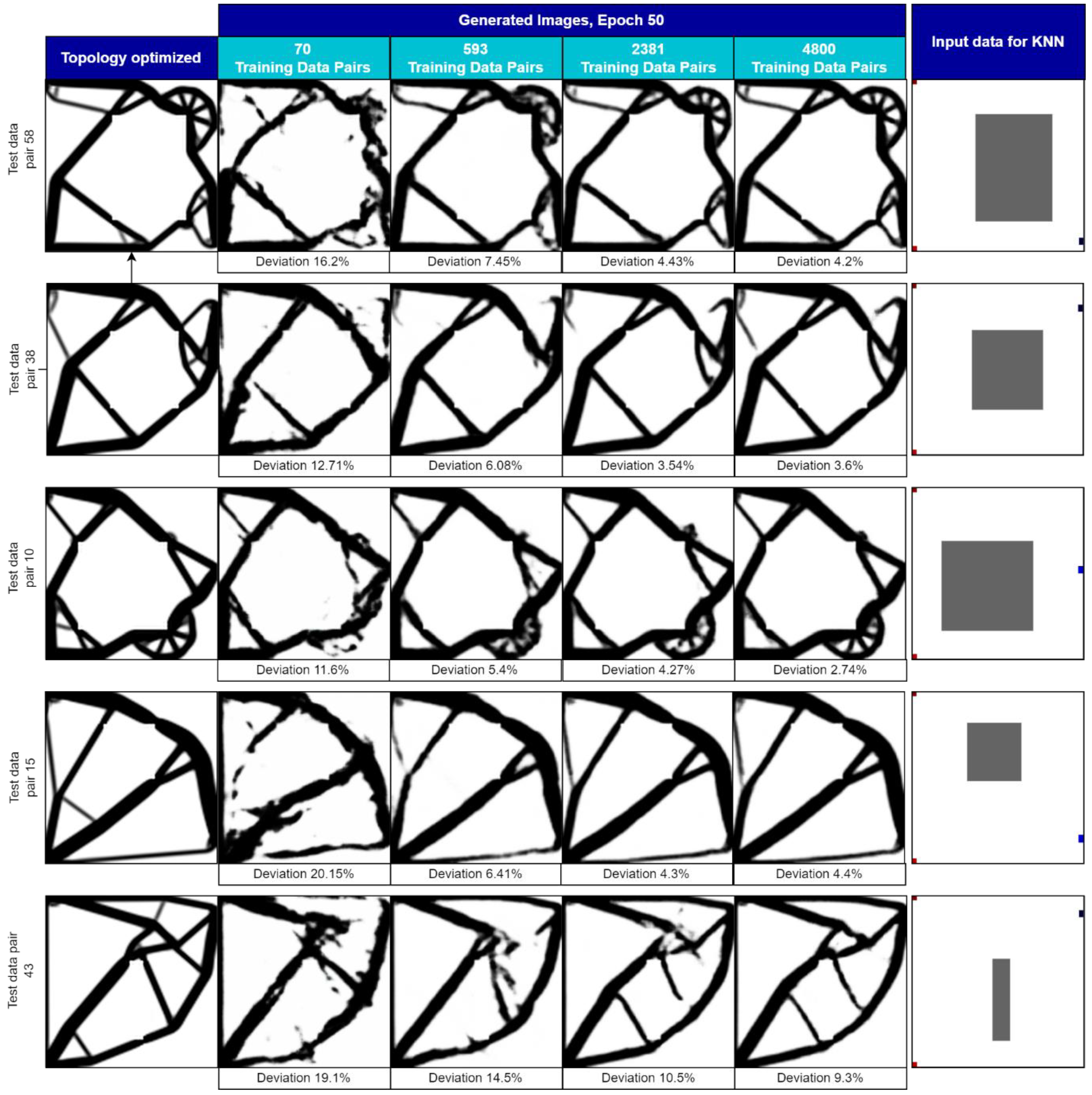
- Parameters subject to parameterization in this study encompassed the load type, force application location, quantity of applied forces, force amplitude, direction of force application, dimensions of the construction space, and manufacturing constraints that specify that regions are to be preserved and free. Test data pairs that remained undisclosed to the algorithm were employed for validation purposes.
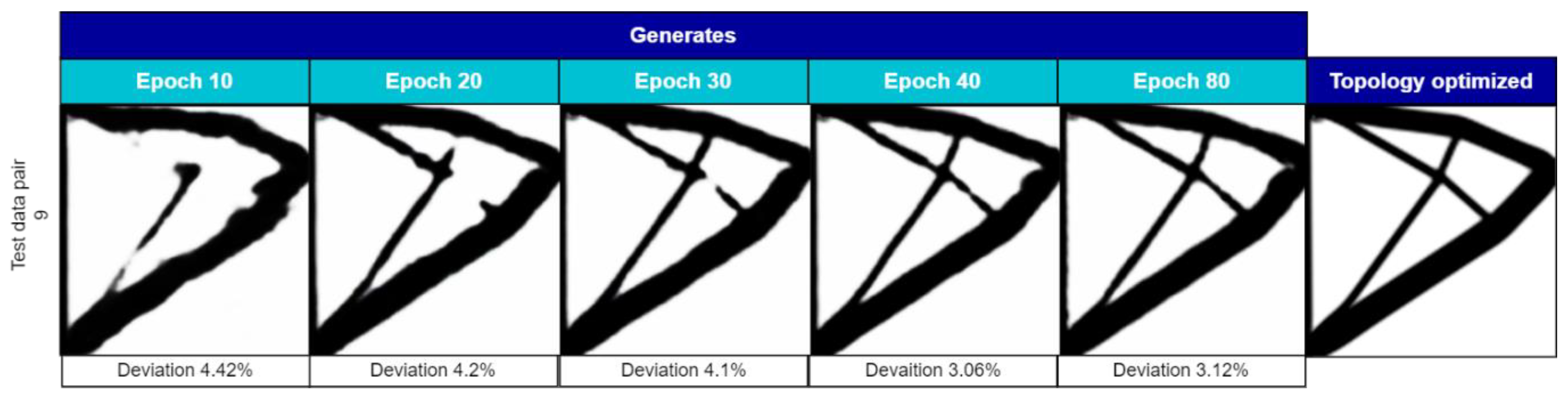
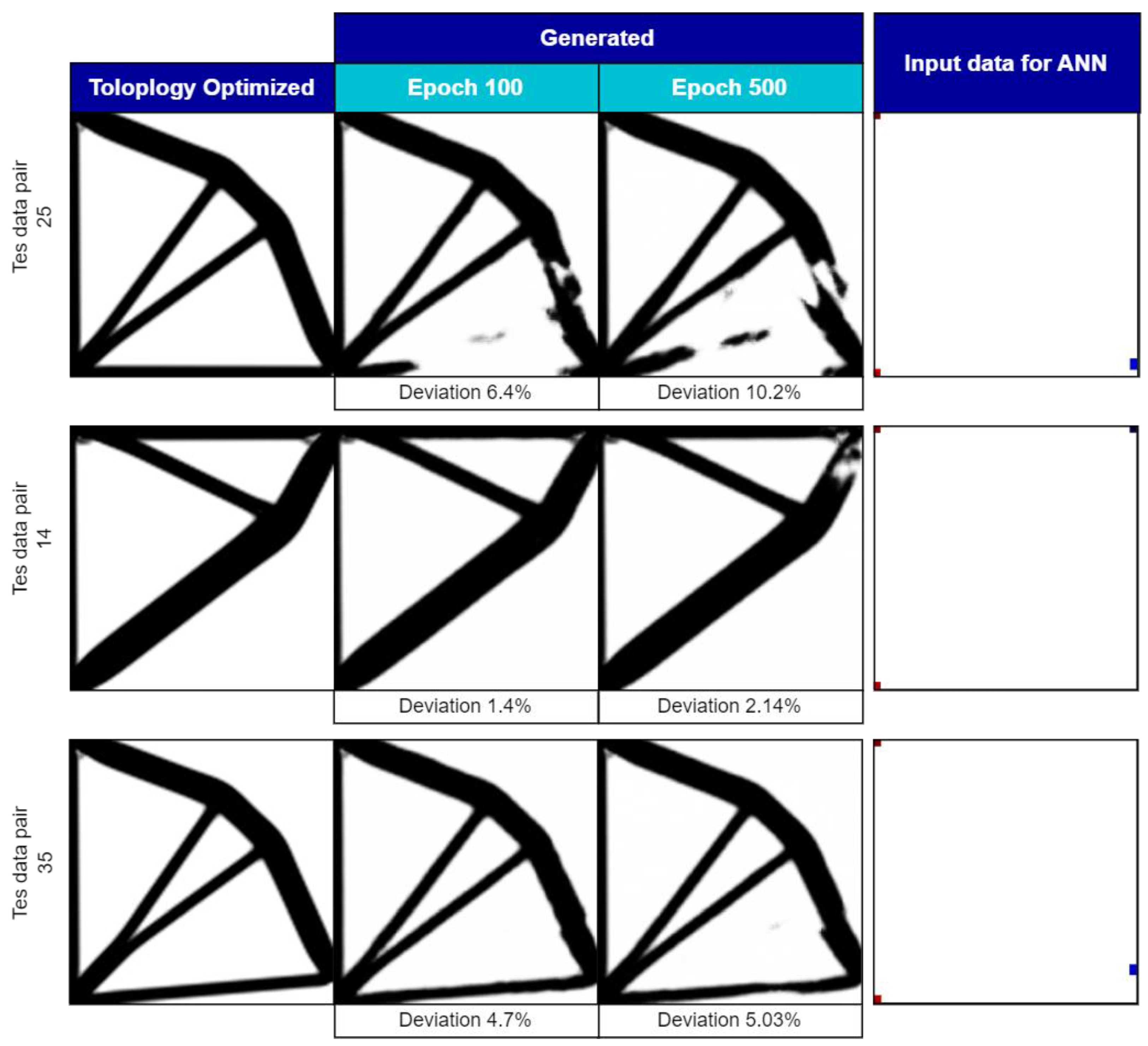
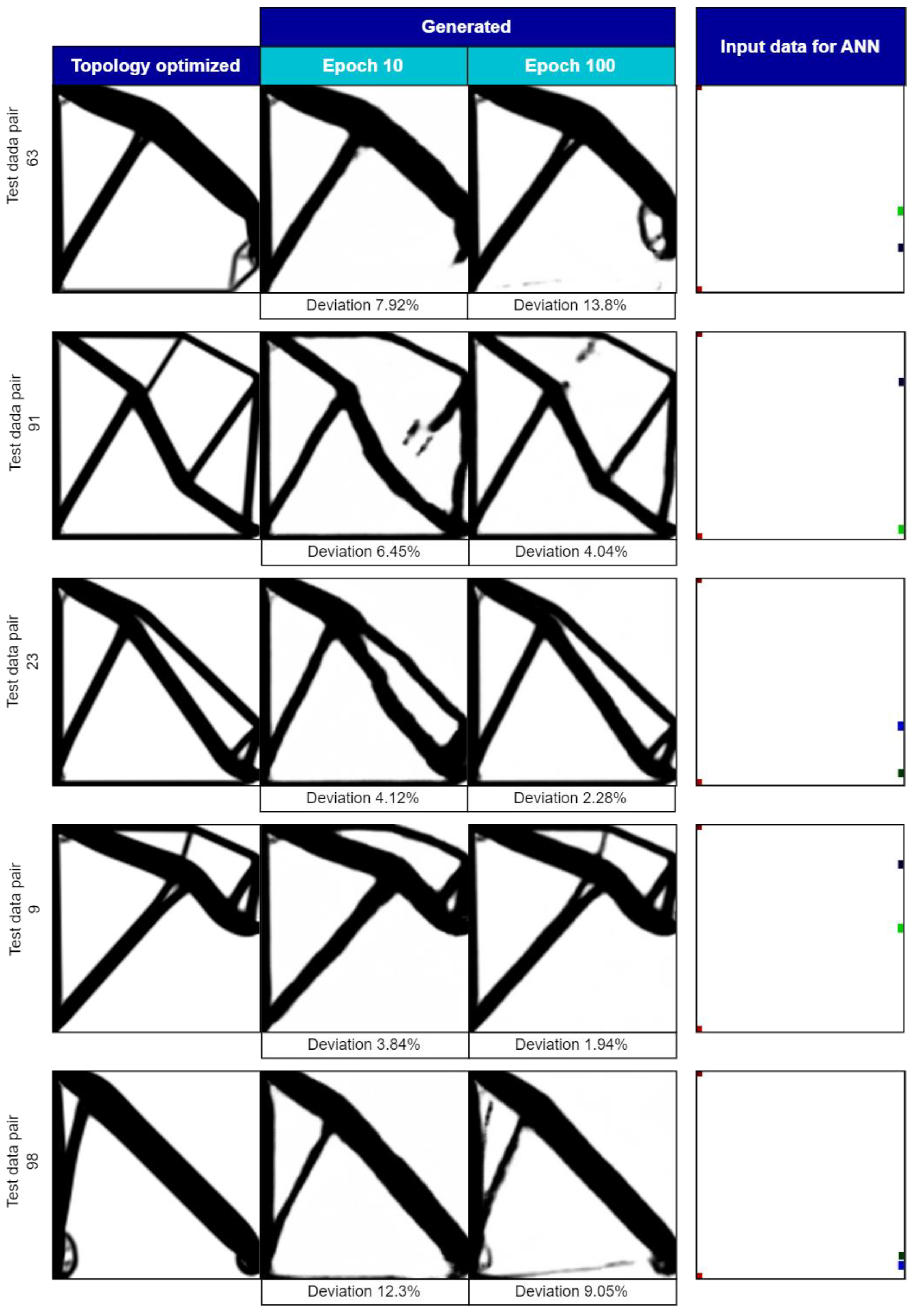
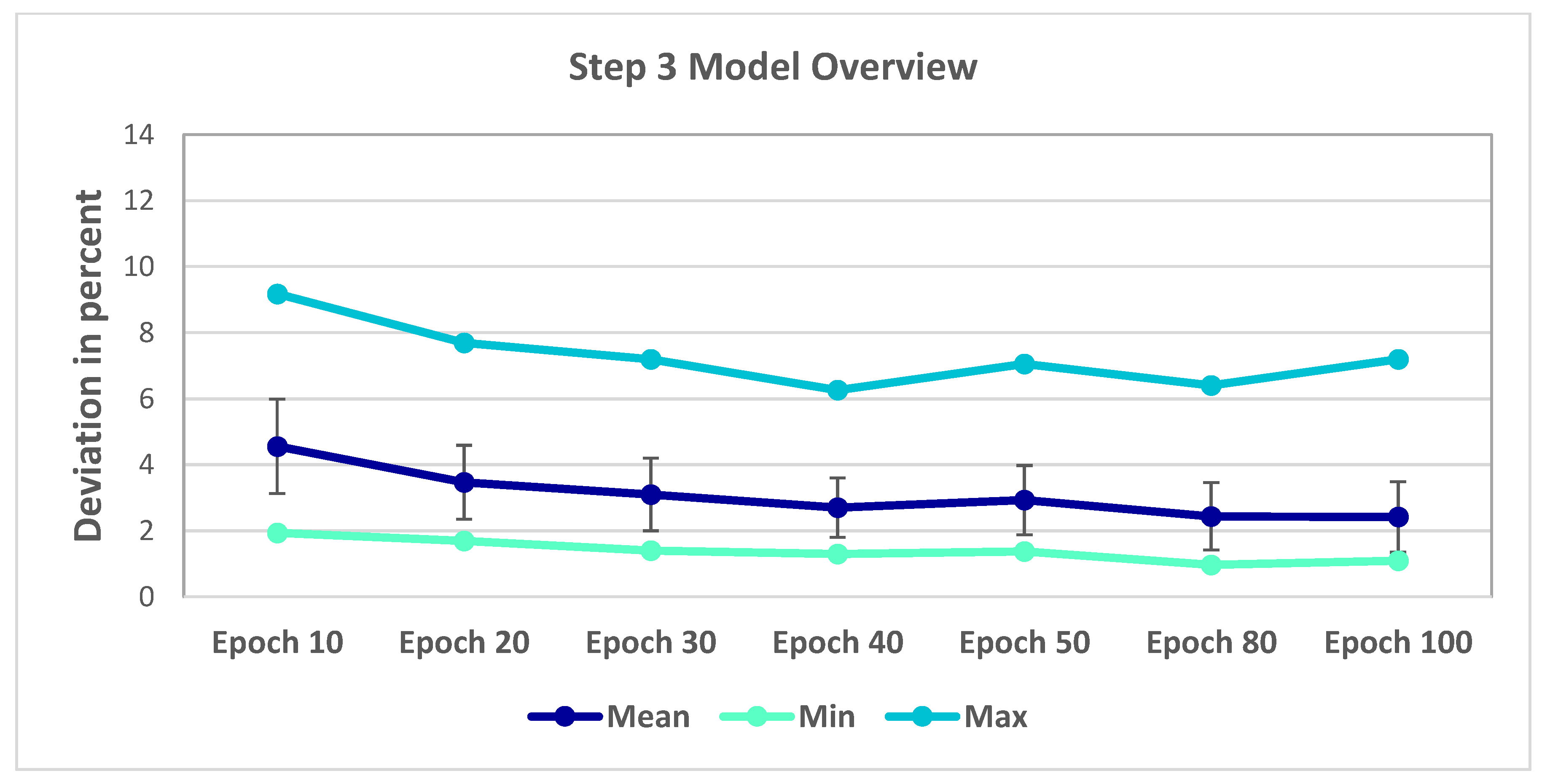
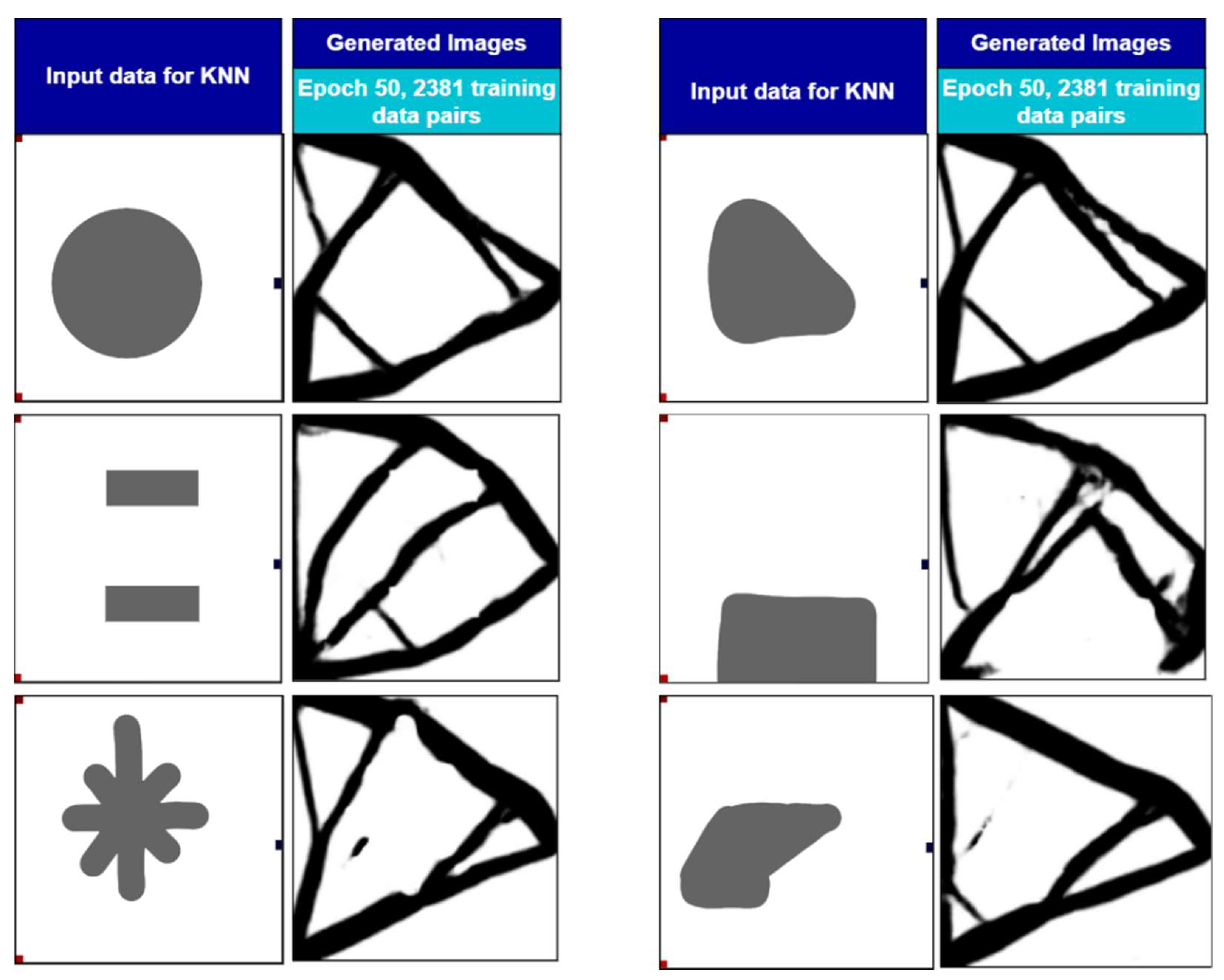
- The model displaying the highest accuracy is the third model for all potential variations. This model focuses on varying the parameters related to the positions of two applied forces along the opposite edge of the cantilever’s restraint. The varying parameters in the seventh model include a force that varies in location and direction and a color-coded rectangle that traverses the construction space and delineates areas where no material can be placed. This shows the robust nature of the trained algorithm. The combination of the model with sub-models is also a tested method to increase the accuracy of the results. Models 2, 3, and 4 with sub-models also prove the robust nature of the algorithm.
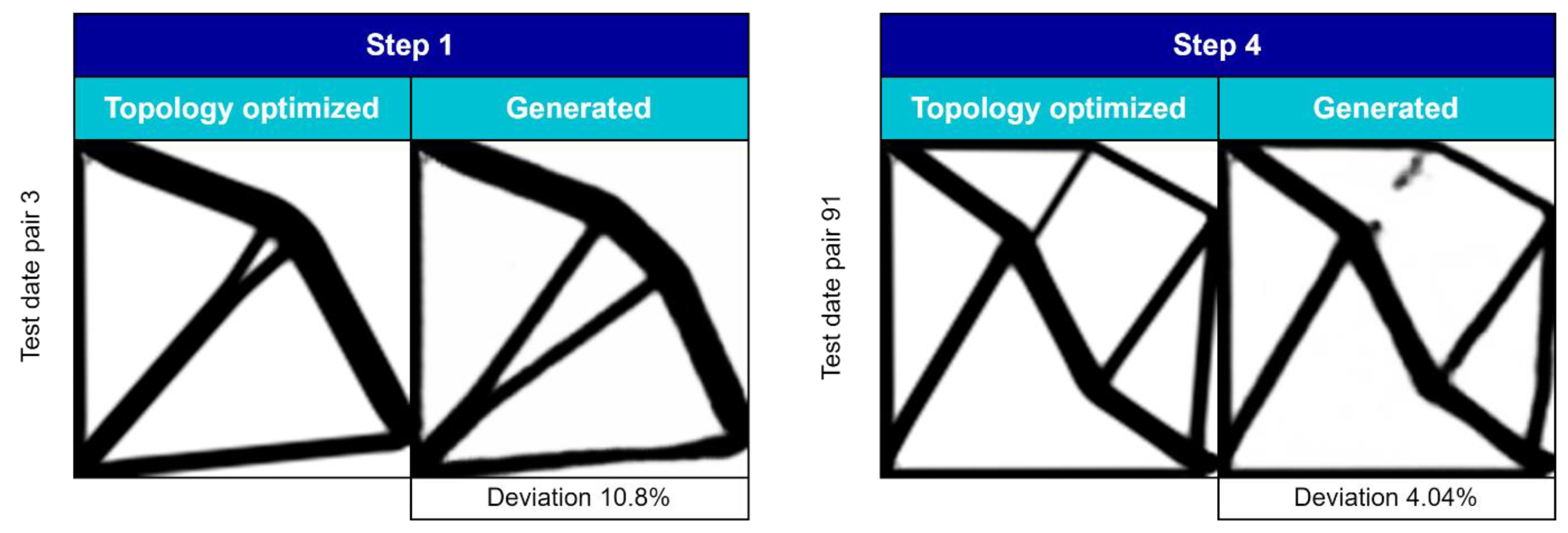
- There are several artefacts in the ML model compared to TO. Dependability of up to 91% was reached for artefact-free structures. However, the resulting artefact-filled pictures may be used extremely dependably as design templates. Additionally, Step 7, which was used to evaluate production restrictions, has always complied with and performed quite dependably with constraints.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhu, J.; Zhou, H.; Wang, C.; Zhou, L.; Yuan, S.; Zhang, W. A review of topology optimization for additive manufacturing: Status and challenges. Chin. J. Aeronautics 2021, 34, 91–110. [Google Scholar] [CrossRef]
- Sepasgozar, S.M.E.; Shi, A.; Yang, L.; Shirowzhan, S.; Edwards, D.J. Additive Manufacturing Applications for Industry 4.0: A Systematic Critical Review. Buildings 2020, 10, 231. [Google Scholar] [CrossRef]
- Ullah, A.; Ur Rehman, A.; Salamci, M.U.; Pıtır, F.; Liu, T. The influence of laser power and scanning speed on the microstructure and surface morphology of Cu2O parts in SLM. Rapid Prototyp. J. 2022, 28, 1796–1807. [Google Scholar] [CrossRef]
- Vahedi Nemani, A.; Ghaffari, M.; Sabet Bokati, K.; Valizade, N.; Afshari, E.; Nasiri, A. Advancements in Additive Manufacturing for Copper-Based Alloys and Composites: A Comprehensive Review. J. Manuf. Mater. Process. 2024, 8, 54. [Google Scholar] [CrossRef]
- Granse, T.; Pfeffer, S.; Springer, P.; Refle, O.; Leitl, S.; Neff, M.; Duffner, E.; Dorneich, A.; Fritton, M. Manufacturing of individualized sensors: Integration of conductive elements in additively manufactured PBT parts and qualification of functional sensors. Prog. Addit. Manuf. 2024, 9, 273–283. [Google Scholar] [CrossRef]
- Hegab, H.; Khanna, N.; Monib, N.; Salem, A. Design for sustainable additive manufacturing: A review. Sustain. Mater. Technol. 2023, 35, e00576. [Google Scholar] [CrossRef]
- Mangla, S.K.; Kazancoglu, Y.; Sezer, M.D.; Top, N.; Sahin, I. Optimizing fused deposition modelling parameters based on the design for additive manufacturing to enhance product sustainability. Comput. Ind. 2023, 145, 103833. [Google Scholar] [CrossRef]
- Sigmund, O. A 99 line topology optimization code written in Matlab. Struct. Multidiscip. Optim. 2001, 21, 120–127. [Google Scholar] [CrossRef]
- Andreassen, E.; Clausen, A.; Schevenels, M.; Lazarov, B.S.; Sigmund, O. Efficient topology optimization in MATLAB using 88 lines of code. Struct. Multidiscip. Optim. 2011, 43, 1–16. [Google Scholar] [CrossRef]
- Talischi, C.; Paulino, G.H.; Pereira, A.; Menezes, I.F.M. PolyTop: A Matlab implementation of a general topology optimization framework using unstructured polygonal finite element meshes. Struct. Multidiscip. Optim. 2012, 45, 329–357. [Google Scholar] [CrossRef]
- Kumar, P. TOPress: A MATLAB implementation for topology optimization of structures subjected to design-dependent pressure loads. Struct. Multidiscip. Optim. 2023, 66, 97. [Google Scholar] [CrossRef]
- Hoang, V.-N.; Nguyen, N.-L.; Tran, D.Q.; Vu, Q.-V.; Nguyen-Xuan, H. Data-driven geometry-based topology optimization. Struct. Multidiscip. Optim. 2022, 65, 69. [Google Scholar] [CrossRef]
- Dugast, F.; To, A.C. Topology optimization of support structures in metal additive manufacturing with elastoplastic inherent strain modeling. Struct. Multidiscip. Optim. 2023, 66, 105. [Google Scholar] [CrossRef]
- Zou, J.; Zhang, Y.; Feng, Z. Topology optimization for additive manufacturing with self-supporting constraint. Struct. Multidiscip. Optim. 2021, 63, 2341–2353. [Google Scholar] [CrossRef]
- Ibhadode, O.; Zhang, Z.; Sixt, J.; Nsiempba, K.M.; Orakwe, J.; Martinez-Marchese, A.; Ero, O.; Shahabad, S.I.; Bonakdar, A.; Toyserkani, E. Topology optimization for metal additive manufacturing: Current trends, challenges, and future outlook. Virtual Phys. Prototyp. 2023, 18, e2181192. [Google Scholar] [CrossRef]
- Miki, T.; Yamada, T. Topology optimization considering the distortion in additive manufacturing. Finite Elem. Anal. Des. 2021, 193, 103558. [Google Scholar] [CrossRef]
- Zou, J.; Xia, X. Topology optimization for additive manufacturing with strength constraints considering anisotropy. J. Comput. Des. Eng. 2023, 10, 892–904. [Google Scholar] [CrossRef]
- Parvizian, J.; Düster, A.; Rank, E. Topology optimization using the finite cell method. Optim. Eng. 2012, 13, 57–78. [Google Scholar] [CrossRef]
- Gao, J.; Xiao, M.; Zhang, Y.; Gao, L. A Comprehensive Review of Isogeometric Topology Optimization: Methods, Applications and Prospects. Chin. J. Mech. Eng. 2020, 33, 87. [Google Scholar] [CrossRef]
- Shin, S.; Shin, D.; Kang, N. Topology optimization via machine learning and deep learning: A review. J. Comput. Des. Eng. 2023, 10, 1736–1766. [Google Scholar] [CrossRef]
- Liu, J.; Gaynor, A.T.; Chen, S.; Kang, Z.; Suresh, K.; Takezawa, A.; Li, L.; Kato, J.; Tang, J.; Wang, C.C.L.; et al. Current and future trends in topology optimization for additive manufacturing. Struct. Multidiscip. Optim. 2018, 57, 2457–2483. [Google Scholar] [CrossRef]
- Senck, S.; Rendl, S.; Kastner, J.; Ehrenfellner, P.; Happl, M.; Reiter, M. Simulation-based optimization of microcomputed tomography inspection parameters for topology-optimized aerospace brackets. In AIAA SCITECH 2022 Forum; American Institute of Aeronautics and Astronautics: Reston, VA, USA, 2021. [Google Scholar]
- Zegard, T.; Paulino, G.H. Bridging topology optimization and additive manufacturing. Struct. Multidiscip. Optim. 2016, 53, 175–192. [Google Scholar] [CrossRef]
- Chaturvedi, S.; Thakur, A.; Srivastava, P. Refining Language Translator Using Indepth Machine Learning Algorithms. In Proceedings of the 2024 11th International Conference on Reliability, Infocom Technologies and Optimization (Trends and Future Directions) (ICRITO), Noida, India, 14–15 March 2024; pp. 1–6. [Google Scholar]
- Henrique, B.M.; Sobreiro, V.A.; Kimura, H. Literature review: Machine learning techniques applied to financial market prediction. Expert Syst. Appl. 2019, 124, 226–251. [Google Scholar] [CrossRef]
- Zerouaoui, H.; Idri, A. Reviewing Machine Learning and Image Processing Based Decision-Making Systems for Breast Cancer Imaging. J. Med. Syst. 2021, 45, 8. [Google Scholar] [CrossRef] [PubMed]
- Soori, M.; Arezoo, B.; Dastres, R. Artificial intelligence, machine learning and deep learning in advanced robotics, a review. Cogn. Robot. 2023, 3, 54–70. [Google Scholar] [CrossRef]
- Jin, H.; Zhang, E.; Espinosa, H.D. Recent Advances and Applications of Machine Learning in Experimental Solid Mechanics: A Review. Appl. Mech. Rev. 2023, 75, 061001. [Google Scholar] [CrossRef]
- Ciccone, F.; Bacciaglia, A.; Ceruti, A. Optimization with artificial intelligence in additive manufacturing: A systematic review. J. Braz. Soc. Mech. Sci. Eng. 2023, 45, 303. [Google Scholar] [CrossRef]
- Weichert, D.; Link, P.; Stoll, A.; Rüping, S.; Ihlenfeldt, S.; Wrobel, S. A review of machine learning for the optimization of production processes. Int. J. Adv. Manuf. Technol. 2019, 104, 1889–1902. [Google Scholar] [CrossRef]
- Xiong, Y.; Tang, Y.; Zhou, Q.; Ma, Y.; Rosen, D.W. Intelligent additive manufacturing and design: State of the art and future perspectives. Addit. Manuf. 2022, 59, 103139. [Google Scholar] [CrossRef]
- Lei, X.; Liu, C.; Du, Z.; Zhang, W.; Guo, X. Machine learning-driven real-time topology optimization under moving morphable component-based framework. J. Appl. Mech. Trans. ASME 2019, 86, 011004. [Google Scholar] [CrossRef]
- Woldseth, R.V.; Aage, N.; Bærentzen, J.A.; Sigmund, O. On the use of artificial neural networks in topology optimisation. Struct. Multidiscip. Optim. 2022, 65, 294. [Google Scholar] [CrossRef]
- Abueidda, D.W.; Koric, S.; Sobh, N.A. Topology optimization of 2D structures with nonlinearities using deep learning. Comput. Struct. 2020, 237, 106283. [Google Scholar] [CrossRef]
- Qian, C.; Ye, W. Accelerating gradient-based topology optimization design with dual-model artificial neural networks. Struct. Multidiscip. Optim. 2021, 63, 1687–1707. [Google Scholar] [CrossRef]
- Wu, C.; Luo, J.; Zhong, J.; Xu, Y.; Wan, B.; Huang, W.; Fang, J.; Steven, G.P.; Sun, G.; Li, Q. Topology optimisation for design and additive manufacturing of functionally graded lattice structures using derivative-aware machine learning algorithms. Addit. Manuf. 2023, 78, 103833. [Google Scholar] [CrossRef]
- Hassan, A.M.; Biaggi, A.P.; Asaad, M.; Andejani, D.F.; Liu, J.; Offodile2nd, A.C.; Selber, J.C.; Butler, C.E. Development and Assessment of Machine Learning Models for Individualized Risk Assessment of Mastectomy Skin Flap Necrosis. Ann. Surg. 2023, 278, e123–e130. [Google Scholar] [CrossRef]
- Maksum, Y.; Amirli, A.; Amangeldi, A.; Inkarbekov, M.; Ding, Y.; Romagnoli, A.; Rustamov, S.; Akhmetov, B. Computational Acceleration of Topology Optimization Using Parallel Computing and Machine Learning Methods—Analysis of Research Trends. J. Ind. Inf. Integr. 2022, 28, 100352. [Google Scholar] [CrossRef]
- Sun, Z.; Wang, Y.; Liu, P.; Luo, Y. Topological dimensionality reduction-based machine learning for efficient gradient-free 3D topology optimization. Mater. Des. 2022, 220, 110885. [Google Scholar] [CrossRef]
- Deng, C.; Wang, Y.; Qin, C.; Fu, Y.; Lu, W. Self-directed online machine learning for topology optimization. Nat. Commun. 2022, 13, 388. [Google Scholar] [CrossRef]
- Herrero-Pérez, D.; Picó-Vicente, S.G.; Martínez-Barberá, H. Efficient distributed approach for density-based topology optimization using coarsening and h-refinement. Comput. Struct. 2022, 265, 106770. [Google Scholar] [CrossRef]
- Träff, E.A.; Sigmund, O.; Aage, N. Topology optimization of ultra high resolution shell structures. Thin-Walled Struct. 2021, 160, 107349. [Google Scholar] [CrossRef]
- Puri, D.; Sihag, P.; Thakur, M.S. A review: Aeration efficiency of hydraulic structures in diffusing DO in water. MethodsX 2023, 10, 102092. [Google Scholar] [CrossRef] [PubMed]
- Zhu, C. Chapter 1—Introduction to machine reading comprehension. In Machine Reading Comprehension; Zhu, C., Ed.; Elsevier: Amsterdam, The Netherlands, 2021; pp. 3–26. [Google Scholar]
- What Is the “k-Nearest Neighbors’ Algorithm”? | IBM. Available online: https://www.ibm.com/de-de/topics/knn (accessed on 22 September 2024).
- Mirza, M.; Osindero, S. Conditional Generative Adversarial Nets. arXiv 2014, arXiv:1411.1784. [Google Scholar]
- What Is a Conditional Generative Adversarial Network (cGAN)? DataScientest. Available online: https://datascientest.com/en/what-is-a-conditional-generative-adversarial-network-cgan (accessed on 23 September 2024).
- Cascella, M.; Scarpati, G.; Bignami, E.G.; Cuomo, A.; Vittori, A.; Di Gennaro, P.; Crispo, A.; Coluccia, S. Utilizing an artificial intelligence framework (conditional generative adversarial network) to enhance telemedicine strategies for cancer pain management. J. Anesth. Analg. Crit. Care 2023, 3, 19. [Google Scholar] [CrossRef] [PubMed]
- El-Brawany, M.A.; Adel Ibrahim, D.; Elminir, H.K.; Elattar, H.M.; Ramadan, E.A. Artificial intelligence-based data-driven prognostics in industry: A survey. Comput. Ind. Eng. 2023, 184, 109605. [Google Scholar] [CrossRef]
- Erickson, B.J.; Kitamura, F. Magician’s Corner: 9. Performance Metrics for Machine Learning Models. Radiol. Artif. Intell. 2021, 3, e200126. [Google Scholar] [CrossRef]
- Joglekar, A.; Chen, H.; Kara, L.B. DMF-TONN: Direct Mesh-free Topology Optimization using Neural Networks. Eng. Comput. 2024, 40, 2227–2240. [Google Scholar] [CrossRef]
- Zhang, W.; Wang, Y.; Youn, S.-K.; Guo, X. Machine learning powered sketch aided design via topology optimization. Comput. Methods Appl. Mech. Eng. 2024, 419, 116651. [Google Scholar] [CrossRef]
- Shishir, M.I.R.; Tabarraei, A. Multi–materials topology optimization using deep neural network for coupled thermo–mechanical problems. Comput. Struct. 2024, 291, 107218. [Google Scholar] [CrossRef]
- Xia, Z.; Zhang, H.; Zhuang, Z.; Yu, C.; Yu, J.; Gao, L. A machine-learning framework for isogeometric topology optimization. Struct. Multidiscip. Optim. 2023, 66, 83. [Google Scholar] [CrossRef]
- Lim, J.; Jung, K.; Jung, Y.; Kim, D.-N. Accelerating topology optimization using deep learning-based image super-resolution. Eng. Appl. Artif. Intell. 2024, 133, 108370. [Google Scholar] [CrossRef]
- Chi, H.; Zhang, Y.; Tang, T.L.E.; Mirabella, L.; Dalloro, L.; Song, L.; Paulino, G.H. Universal machine learning for topology optimization. Comput. Methods Appl. Mech. Eng. 2021, 375, 112739. [Google Scholar] [CrossRef]
- Isola, P.; Zhu, J.-Y.; Zhou, T.; Efros, A.A. Image-to-Image Translation with Conditional Adversarial Networks. In Proceedings of the 2017 IEEE Conference on Computer Vision and Pattern Recognition (CVPR), Honolulu, HI, USA, 21–26 July 2017; pp. 5967–5976. [Google Scholar]
- Mahdavi, M.; Abedjan, Z.; Castro Fernandez, R.; Madden, S.; Ouzzani, M.; Stonebraker, M.; Tang, N. Raha: A Configuration-Free Error Detection System. In Proceedings of the 2019 International Conference on Management of Data, Amsterdam, The Netherlands, 30 June 2019–5 July 2019; pp. 865–882. [Google Scholar]
- Epochs, Batch Size, Iterations—How Are They Important to Training AI and Deep Learning Models? SabrePC. Available online: https://www.sabrepc.com/blog/Deep-Learning-and-AI/Epochs-Batch-Size-Iterations (accessed on 21 September 2024).
- du Plessis, A.; Broeckhoven, C.; Yadroitsava, I.; Yadroitsev, I.; Hands, C.H.; Kunju, R.; Bhate, D. Beautiful and Functional: A Review of Biomimetic Design in Additive Manufacturing. Addit. Manuf. 2019, 27, 408–427. [Google Scholar] [CrossRef]
- King, W.E.; Anderson, A.T.; Ferencz, R.M.; Hodge, N.E.; Kamath, C.; Khairallah, S.A.; Rubenchik, A.M. Laser powder bed fusion additive manufacturing of metals; physics, computational, and materials challenges. Appl. Phys. Rev. 2015, 2, 041304. [Google Scholar] [CrossRef]
- Ullah, A.; Wu, H.; Ur Rehman, A.; Zhu, Y.; Liu, T.; Zhang, K. Influence of laser parameters and Ti content on the surface morphology of L-PBF fabricated Titania. Rapid Prototyp. J. 2021, 27, 71–80. [Google Scholar] [CrossRef]
- Park, S.M.; Park, S.; Park, J.; Choi, M.; Kim, L.; Noh, G. Design process of patient-specific osteosynthesis plates using topology optimization. J. Comput. Des. Eng. 2021, 8, 1257–1266. [Google Scholar] [CrossRef]
- Cheng, L.; Bai, J.; To, A.C. Functionally graded lattice structure topology optimization for the design of additive manufactured components with stress constraints. Comput. Methods Appl. Mech. Eng. 2019, 344, 334–359. [Google Scholar] [CrossRef]
- Kim, J.E.; Cho, N.K.; Park, K. Computational homogenization of additively manufactured lightweight structures with multiscale topology optimization. J. Comput. Des. Eng. 2022, 9, 1602–1615. [Google Scholar] [CrossRef]
- Bender, D.; Barari, A. Using 3D Density-Gradient Vectors in Evolutionary Topology Optimization to Find the Build Direction for Additive Manufacturing. J. Manuf. Mater. Process. 2023, 7, 46. [Google Scholar] [CrossRef]
- Barroqueiro, B.; Andrade-Campos, A.; Valente, R.A.F. Designing Self Supported SLM Structures via Topology Optimization. J. Manuf. Mater. Process. 2019, 3, 68. [Google Scholar] [CrossRef]
- Ferrari, F.; Sigmund, O. Towards solving large-scale topology optimization problems with buckling constraints at the cost of linear analyses. Comput. Methods Appl. Mech. Eng. 2020, 363, 112911. [Google Scholar] [CrossRef]
- Dørffler, P.; Jensen, L.; Wang, F.; Dimino, I.; Sigmund, O.; Jensen, C.; Wang, P.D.L.; Dimino, F.; Sigmund, I.; Topology, O. Topology Optimization of Large-Scale 3D Morphing Wing Structures. Actuators 2021, 10, 217. [Google Scholar] [CrossRef]
- Li, J.; Gao, L.; Ye, M.; Li, H.; Li, L. Topology optimization of irregular flow domain by parametric level set method in unstructured mesh. J. Comput. Des. Eng. 2022, 9, 100–113. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
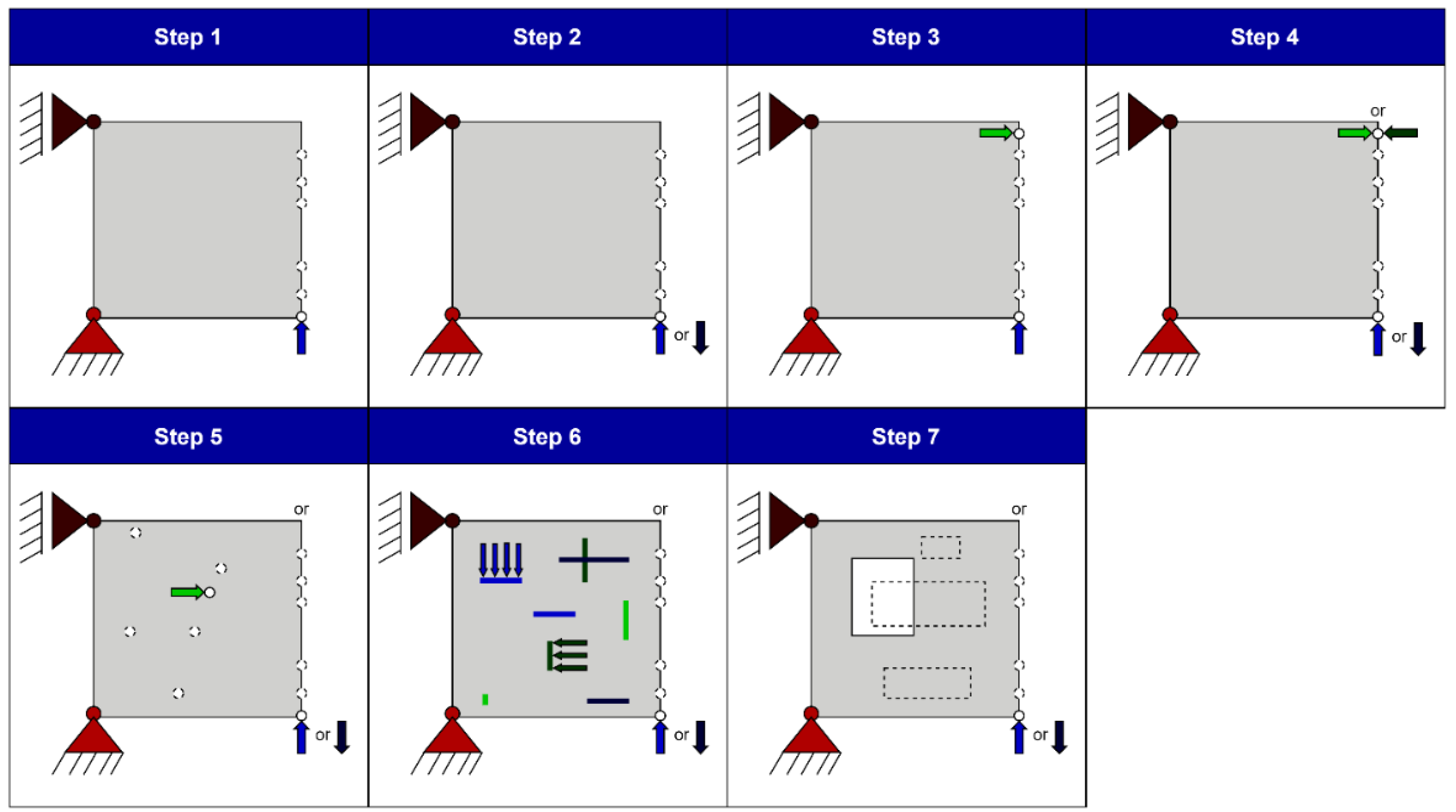
| Steps | Varying Parameters | Possible Variations | Number of Training Data | |
| 1 | Location of a point load Y+ (along the right outer edge). | 101 | 30 | |
| 2 | Location of a point load Y± (along the right outer edge). | 202 | 65 | |
| 3 | Location of two point loads X+Y+ (along the right outer edge). | 10,201 | 700 | |
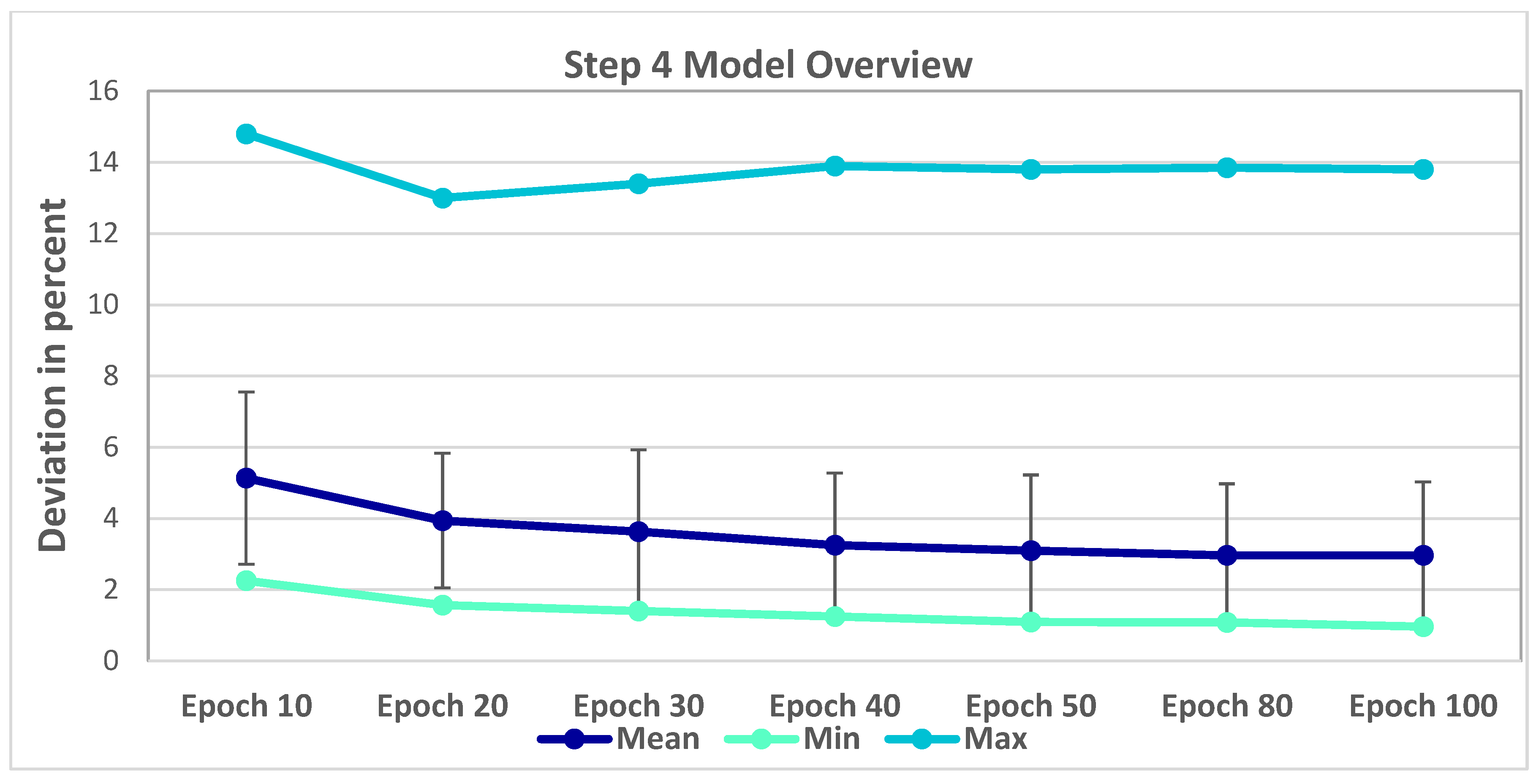
| 4 | Location of two point loads X±Y± (along the right outer edge). | 40,804 | 1500 | |
| 5 | Location of two point loads X+Y± (Y± along the right outer edge) (X+ in the entire installation space). | 2,060,602 | 5000 | |
| 6 | Location and amplitude of a point load Y±. Location and length of two line loads X± Y± (Y± along the right outer edge) (line load X± vertical with length 5–30) (line load Y± horizontal with length). | 17.1 × 109 | 10,000 | |
| 7 | Location of a point load Y± (along the right outer edge). Passive element (variable rectangle) free in installation space. | 303,126,250 | 4800 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ullah, A.; Asami, K.; Holtz, L.; Röver, T.; Azher, K.; Bartsch, K.; Emmelmann, C. A Machine Learning Approach for Mechanical Component Design Based on Topology Optimization Considering the Restrictions of Additive Manufacturing. J. Manuf. Mater. Process. 2024, 8, 220. https://doi.org/10.3390/jmmp8050220
Ullah A, Asami K, Holtz L, Röver T, Azher K, Bartsch K, Emmelmann C. A Machine Learning Approach for Mechanical Component Design Based on Topology Optimization Considering the Restrictions of Additive Manufacturing. Journal of Manufacturing and Materials Processing. 2024; 8(5):220. https://doi.org/10.3390/jmmp8050220
Chicago/Turabian StyleUllah, Abid, Karim Asami, Lukas Holtz, Tim Röver, Kashif Azher, Katharina Bartsch, and Claus Emmelmann. 2024. "A Machine Learning Approach for Mechanical Component Design Based on Topology Optimization Considering the Restrictions of Additive Manufacturing" Journal of Manufacturing and Materials Processing 8, no. 5: 220. https://doi.org/10.3390/jmmp8050220
APA StyleUllah, A., Asami, K., Holtz, L., Röver, T., Azher, K., Bartsch, K., & Emmelmann, C. (2024). A Machine Learning Approach for Mechanical Component Design Based on Topology Optimization Considering the Restrictions of Additive Manufacturing. Journal of Manufacturing and Materials Processing, 8(5), 220. https://doi.org/10.3390/jmmp8050220