1. Introduction
The machinery industry underpins the progress of the manufacturing sector. As labor scarcity and escalating operational expenses become increasingly acute, the machining industry is compelled to adopt intelligent automation to drive transformation and growth. Fortunately, the real-time monitoring capabilities inherent to smart manufacturing, a cornerstone of Industry 4.0, effectively address the demands of this industrial evolution. Furthermore, the current trend is towards Industry 5.0. It recognizes the power of industry to achieve societal goals beyond jobs and growth, to become a resilient provider of prosperity for a sustainable, human-centric and resilient European industry. This study continues to follow the paradigm and vision of Industry 4.0 and 5.0.
Overlooking machining quality in unmanned factories can readily result in significant product defects or costly rework, compromising production efficiency. Tool wear directly impacts machining precision and overall process integrity. Consequently, real-time tool wear monitoring is indispensable for ensuring machining quality and preventing process anomalies in the pursuit of intelligent manufacturing. In response to evolving industry demands, this study develops an efficient, precise, and economical online intelligent monitoring system for tool life and machined surface quality based on CNC machine tool spindle-load current. The system offers three primary advantages: (1) enhanced workpiece machining quality, (2) improved process efficiency, and (3) reduced operational expenditures.
A plethora of research has been dedicated to tool wear prediction and monitoring, yet existing methodologies necessitate further refinement. Previous studies predominantly concentrate on analyzing and identifying anomalous patterns during the machining process, often requiring costly instrumentation and equipment, thereby impeding industrial implementation. To circumvent these challenges, this study endeavors to develop an online tool wear monitoring system utilizing machine tool spindle-load current, predicated on the analysis of anomalous signal patterns induced by tool wear. The system constructs a diagnostic rule for tool wear and process anomalies based on the evolution of signal characteristics, facilitating real-time tool wear monitoring and machining abnormality detection.
Tool wear exacerbates cutting forces. Traditionally, dynamometers have been employed for direct measurement of cutting forces during milling, but their substantial spatial requirements and high cost render them impractical for sustained production environments. Fontaine et al. [
1] utilized a dynamometer to quantify three-axis cutting forces generated by a ball-end mill, investigating the influence of the machining inclination angle—the angle between the workpiece plane and the ball-end mill’s rotational axis—on cutting forces. Through experimental analysis, they established a recommended range of machining inclination angles that minimize cutting force impacts for tool paths traversing from low to high points and vice versa. Albertlli et al. [
2] measured concurrently three-axis machining vibration with an accelerometer and cutting force with a dynamometer. Subsequently, they derived a correlation equation between amplitude and cutting force based on the measured three-axis cutting force. Experimental outcomes demonstrated a strong correlation between machining vibration and cutting force trends. Zhu et al. [
3] explored the effects of varying tool inclination angles and cutting speeds on cutting force and tool wear. Their experimental findings indicated that high-speed cutting results in lower cutting forces and superior energy efficiency compared to low-speed cutting, attributable to reduced tool-tip-to-workpiece contact time, and consequently diminished frictional wear.
Numerous researchers have investigated the utility of diverse signals for tool wear monitoring and machining process optimization. Altintas [
4] explored the potential of inferring cutting force from variations in feed-axis motor input current. His findings suggest that time-domain analysis of feed-axis motor current can effectively predict cutting force magnitude when sampling frequency is sufficiently high. Soliman et al. [
5] employed spindle-load current for chatter detection, demonstrating that time-domain analysis of current characteristics can effectively identify chatter even when machine tool current bandwidth is approximately one-third of the chatter frequency. Li et al. [
6] utilized feed-axis motor input current for tool wear monitoring. Through extensive cutting experiments, they identified an accelerated wear rate as a diagnostic end-of-life threshold. By monitoring for significant upward trends in tool wear rate during machining, they established a current-based tool-wear diagnosis rule. Yong et al. [
7] simultaneously measured milling machine servo-motor current and cutting load. Their experimental results indicated a linear correlation between absolute motor input current and cutting load magnitude. Regression analysis yielded a relationship equation between feed-axis motor current and cutting load. Experimental validation demonstrated that the error between estimated cutting force using motor load current and actual cutting force was within 8%. Herwan et al. [
8] measured turning machining vibration, observing a sudden amplification upon tool breakage. They concluded that high-frequency machining vibration monitoring can enable real-time detection of abrupt events such as tool breakage or damage.
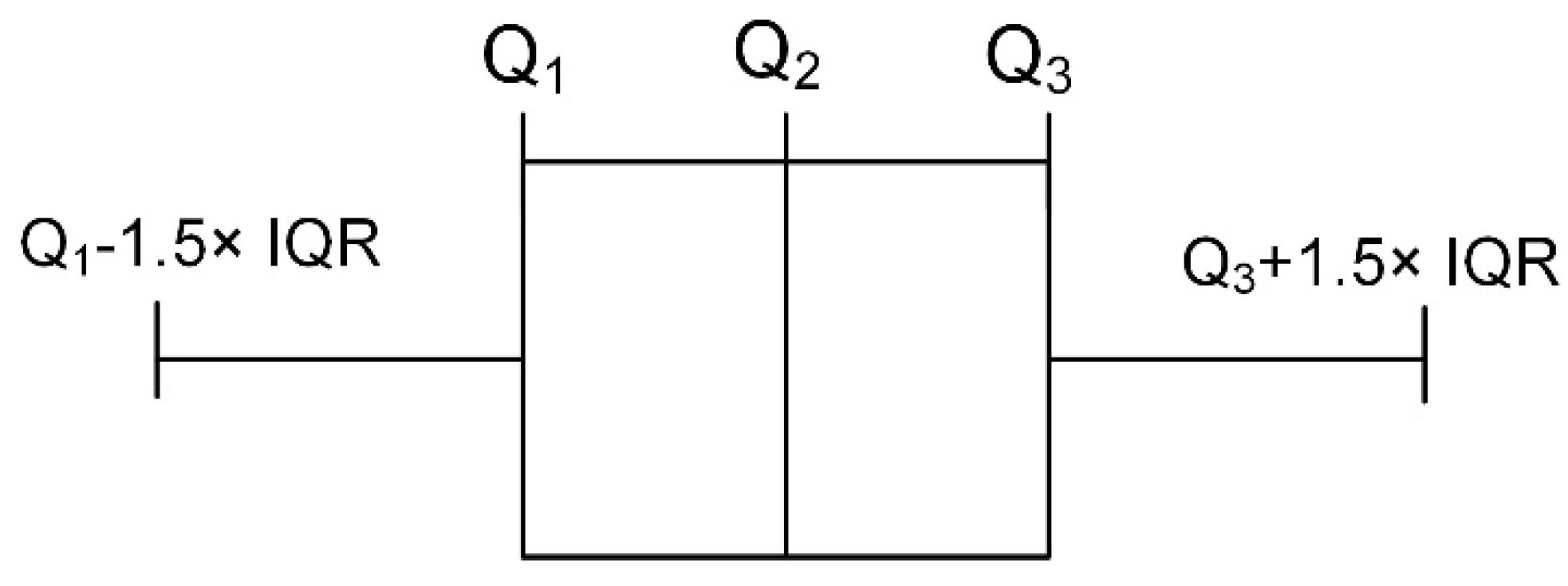
Endika Tapia et al. [
9] used a statistical method to detect outliers in the manufacturing process. In the study, a software platform that can monitor and detect outliers in an industrial manufacturing process using scalable software tools was built. The platform shows the results visually on a dashboard. The monitoring of a five-axis milling machine and use of simulated tests were performed. The results prove the suitability and scalability of the platform and reveal the issues that arise in a real environment. Iñigo Aldekoa et al. [
10] presented a study with evidence that sensorless machine-variable monitoring can achieve tool wear monitoring in broaching in real production environments, with advantages including reducing production errors, enhancing product quality, and facilitating zero-defect manufacturing. The machine data collected facilitated the training of a set of machine learning models, accurately estimating tool wear on the broaches. The test results showed high predictive accuracy, with a coefficient of determination surpassing 0.9. The authors [
11] presented the method using the GelSight device for topographic measurements of microworn surfaces of a tool. The instrument uses a gel-backed elastomer tactile membrane providing a different approach from traditionally used optical microscopes and sensors. It provides advantages such as cost, portability, and the ability to measure translucent and highly reflective surfaces over other surface metrology systems. Moreover, industrial communication protocols are essential to interconnect systems, interfaces, and machines in industrial environments for smart manufacturing applications. Endika Tapia et al. [
12] evaluated OPC-UA, Modbus, and Ethernet/IP with three machine tools to assess their performance and their complexity of use from a software perspective. The results show that Modbus provides the best latency figures and communication has different complexities depending on the used protocol, from the software perspective.
During machining, elevated temperatures and friction induce oxidative wear on cutting tools. This wear progressively alters tool tip geometry, diminishing sharpness and resulting in increased cutting forces. Consequently, machining vibration and spindle energy consumption escalate with rising cutting forces. Moreover, machining vibration imparts tool marks on the workpiece surface, compromising surface roughness. In large-area material removal processes, severely worn tools experience a substantial reduction in cutting capacity. Insufficient spindle torque to drive the tool under excessive cutting force can lead to catastrophic tool failure, resulting in scrap, spindle damage, and costly production downtime. Hence, real-time tool-wear status monitoring and timely tool replacement are imperative for preserving product quality and process stability.
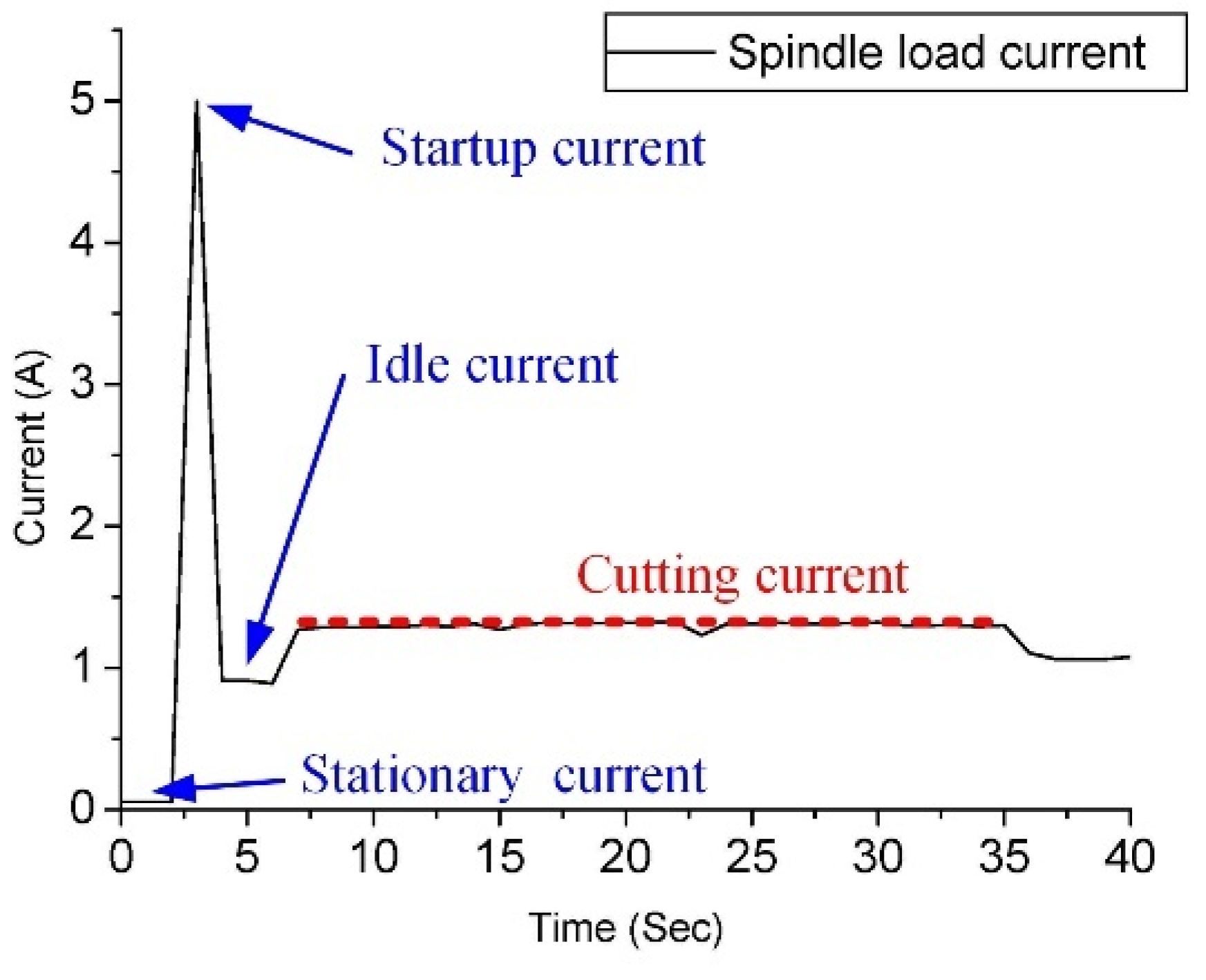
Several methods can be used for machine status/machining process monitoring, such as force measurement, acoustic emission detection, and vibration detection, etc. A dynamometer can be used for force measurement, but due to its expensive cost, inconvenient installation, and limited machine space for its installment, it is not suitable for the applications requiring 24 h monitoring for many machines in a factory or the machining process with a large workpiece. Much research explored the possibility of using sound/voice signals to diagnose machine health status or abnormalities of the manufacturing process. However, the interferences problem caused by the background noise from other machines/environment is till the major issue needed to be resolved for on-line precision diagnosis. The vibration signals can precisely reflect the instant status of a tool, a machine, or a manufacturing process through time-domain or frequency-domain signal analysis with the advantages of lower cost and relatively easy setup. The motor current of a machine spindle of a CNC machine could provide same the functions with even lower cost compared to the vibration signals, and a digital current meter can be easily installed in the electrical cabinet of a CNC machine to collect the spindle-load current. Therefore, the motor current has become a popular signal for real-time monitoring functions.
To effectively quantify tool wear severity, this study adopts the ISO 8668-2 [
13] standard to establish tool wear evaluation criteria. Auto-Optical Inspection (AOI) is employed to measure tool wear, and a predictive model for tool life is developed, incorporating characteristic changes in spindle-load current. During measurement, the end mill under test is laid flat to assess flank wear.
Figure 1a illustrates typical end-mill wear patterns, where VB1 represents uniform flank wear, VB2 represents non-uniform flank wear, and VB3 represents localized flank wear. According to the ISO standard, tool replacement criteria based on the tool-edge projection line are as follows:
Beyond ISO standard-based tool wear monitoring, sudden catastrophic tool breakage, as depicted in
Figure 1b, can occur during machining, significantly impacting workpiece surface roughness. Despite not reaching the ISO-recommended replacement threshold, increased cutting force induces a sudden spindle-load current spike. In such cases, the operator should replace the tool, based on the required machining accuracy.
To meet the exigencies of real-time computational efficiency and cost reduction, this study employs a digital current meter to continuously monitor spindle-load current characteristic values and their temporal trends. Regression analysis is subsequently applied to establish a model correlating tool wear, spindle-load current, and machining surface roughness (induced by cutting vibration). A spindle-load current-based tool-life-monitoring rule and real-time machining surface-roughness-prediction method are then developed. Based on these rules, a C# program is constructed to create an intelligent tool status and life monitoring system. Finally, experimental cutting is conducted to validate the performance, accuracy, and reliability of the developed prediction method and monitoring system.
3. Experimental Design and Data Analysis
To satisfy the efficiency and cost-control mandates of intelligent manufacturing, anomaly-monitoring systems require real-time communication, monitoring, and adaptive anomaly threshold adjustment to accommodate diverse machining conditions. Compared to costly dynamometers and vibration accelerometers, we employ low-cost digital current meters, primarily focusing on spindle current measurement, while concurrently measuring machining vibration to validate current signal accuracy. To analyze current signal characteristics indicative of wear and machining anomalies, this study conducted two distinct experiments. First, a simple linear cutting-tool path experiment measured spindle-load current and machine tool vibration simultaneously, to verify current signal characteristics under critical tool-life conditions. Second, experiments on severe tool wear were conducted to examine current characteristics under varying material removal rates. Additionally, surface-roughness correlation experiments established the relationship between tool wear and machining surface roughness.
Building upon the established experimental design, this study develops a tool-life monitoring rule and a surface-roughness estimation rule. To validate the accuracy and reliability of this system under complex machining conditions, two distinct verification experiments were conducted. The tool-life verification experiment employed two different materials to assess the system’s capability to diagnose tool life across varying material conditions. The surface-roughness-estimation verification experiment comprised two phases: initial validation within the rule’s parameter range, followed by extended testing beyond this range to evaluate the system’s surface-roughness prediction accuracy under complex machining scenarios.
To investigate spindle-load current characteristics related to tool life and the correlation between tool wear and surface roughness, two experiments were conducted: a tool-life experiment and a tool-wear–surface-roughness correlation experiment. Two types of end mills, procured from Precision Technology Co., Ltd., Taichung, Taiwan, were employed for cutting experiments. These end mills varied in terms of tooth count, coating, and helix angle. Tool specifications are detailed in
Table 1.
3.1. The Tool-Life Verification Experiment
To investigate tool life under varying machining parameters, a tool-life experiment was conducted using SK2 high-hardness quenched steel (HRC 55 ± 2) as the workpiece material. Two tool specifications and three cutting parameters were evaluated. Each experimental condition was replicated three times to ensure data reliability.
Given machine rigidity constraints, the experiment focused on characterizing tool critical wear under varying cutting widths while maintaining constant feed for the tooth and cutting depth. A tool-life monitoring rule was established based on these experimental findings. The experiments primarily involved continuous straight-line cutting. Tool wear was assessed when the relative increase in spindle-load current and machining vibration demonstrated significant time-domain variations. This process was iterated until the tool approached ISO standards or experienced tool tip fracture.
3.2. Experiment on the Correlation between Tool Wear and Surface Roughness
Surface roughness is primarily influenced by cutting volume per tooth, material properties, and machining vibration. As tool wear progresses, spindle-load current and machining vibration tend to increase. To investigate the relationship between spindle-load current, surface roughness, and wear during finish machining, medium carbon steel (HB167-229, HRC20) was selected as the workpiece material. Two distinct end mills and three finish machining parameters were employed for the cutting experiments.
To simulate finish-machining conditions, feed per tooth was varied while maintaining constant cutting width and depth. Spindle-load current, tool wear, and surface roughness were measured concurrently. Prior to each experiment, a calibration process using a test piece compared actual measurements to the test piece measurement report. Multiple measurements were acquired from the same surface, and the average of the five most concentrated data points determined the surface center-line average roughness (Ra). Each experiment was replicated three times, to assess result reproducibility.
Establish Prediction Rules for Surface Roughness during Processing
This study utilized T01 tool experiment data to develop a surface-roughness prediction model, as depicted in
Figure 9. To mitigate overfitting, the model was constrained to a second-order polynomial. Subsequently, 67 measured data points from the T02 tool experiment were employed for validation. The average absolute error in predicted surface-roughness ratio was 0.164, corresponding to a 9.6% error rate. These findings suggest that the regression model accurately predicts surface roughness for different tools under consistent material and cutting-volume for tooth conditions. Consequently, the relationship between current and surface-roughness ratio is modeled by the following equation:
where
represents the ratio of increase in surface roughness and
represents the ratio of increase in spindle-load current.
This study presents a novel method for predicting surface roughness during machining. Initially, the user inputs the surface roughness of a workpiece produced by a new end mill. Subsequently, the established current–surface-roughness relationship is employed to calculate the spindle-load–current ratio during the machining process, enabling estimation of the wear increase ratio. By multiplying this increase ratio by the tool’s initial surface roughness, a predicted current surface-roughness value is obtained.
Figure 10 illustrates the flowchart of this surface-roughness prediction methodology.
For the finishing process, surface roughness is usually a machining tolerance which needs to be followed. Thus, the tool wear should be controlled by the requirement of surface roughness, rather than the standard of ISO 8668-2. It is why the correlation model between tool wear and surface roughness was developed in this study. The correlation model could provide two functions: (1) predict the surface roughness, based on the relative ratio of current increase; and (2) define the threshold value, based on the tolerable surface roughness defined. With the second function, a user can define a threshold value based on the correlation model. When the current increasing ratio is close to or exceeds the threshold value, the system will display an alarm to remind the user that the cutter has worn and will cause unqualified surface roughness.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}