
Investigating the Impact of 3D Printing Parameters on Hexagonal Structured PLA+ Samples and Analyzing the Incorporation of Sawdust and Soybean Oil as Post-Print Fillers


Abstract
1. Introduction
2. Materials
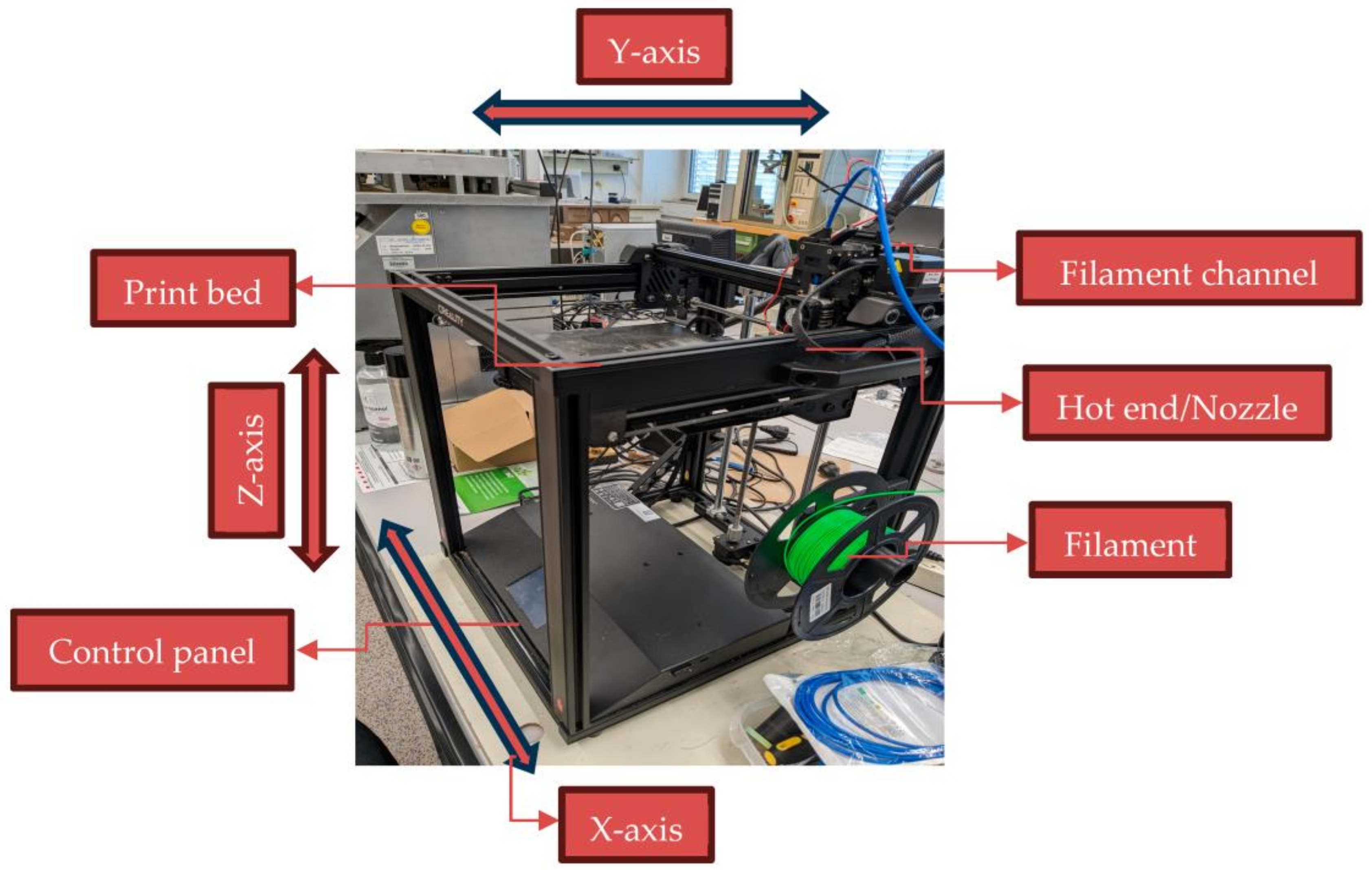
2.1. 3D Printer and PLA+ Filament
2.2. Soybean Oil and Sawdust
2.3. Bed Adhesive Spray and Isopropanol
3. 3D Printing and Post-Treatment
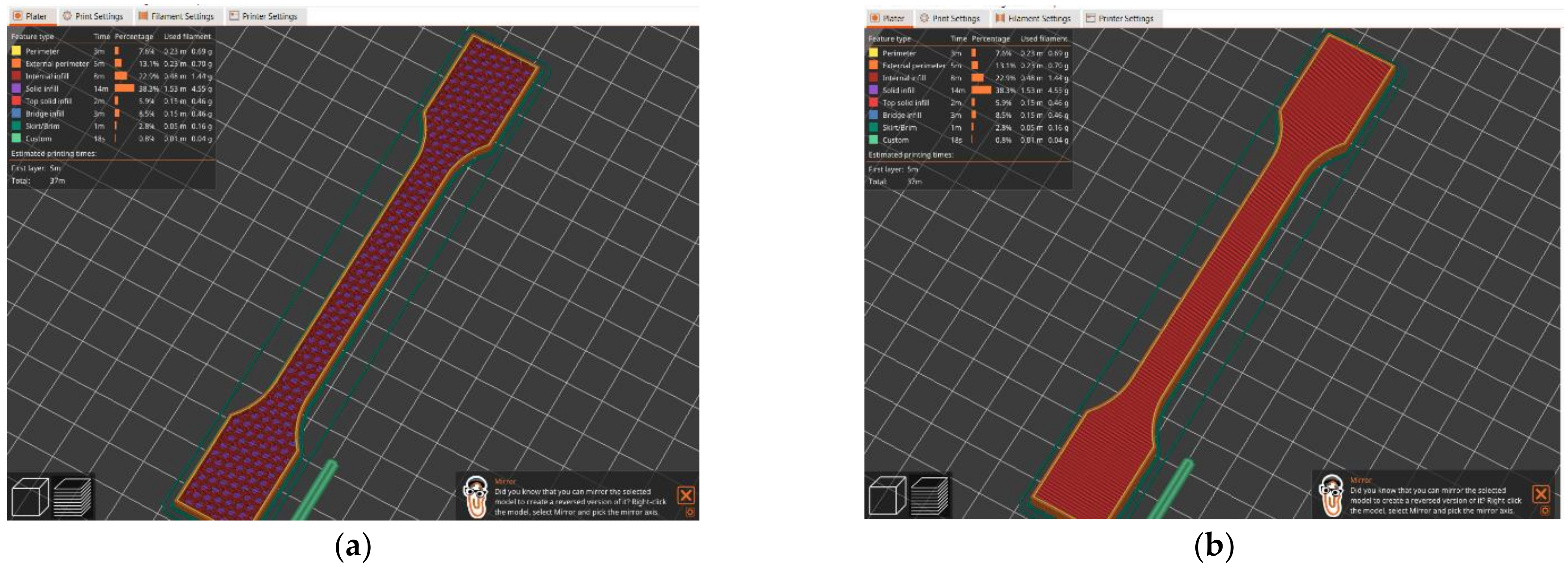
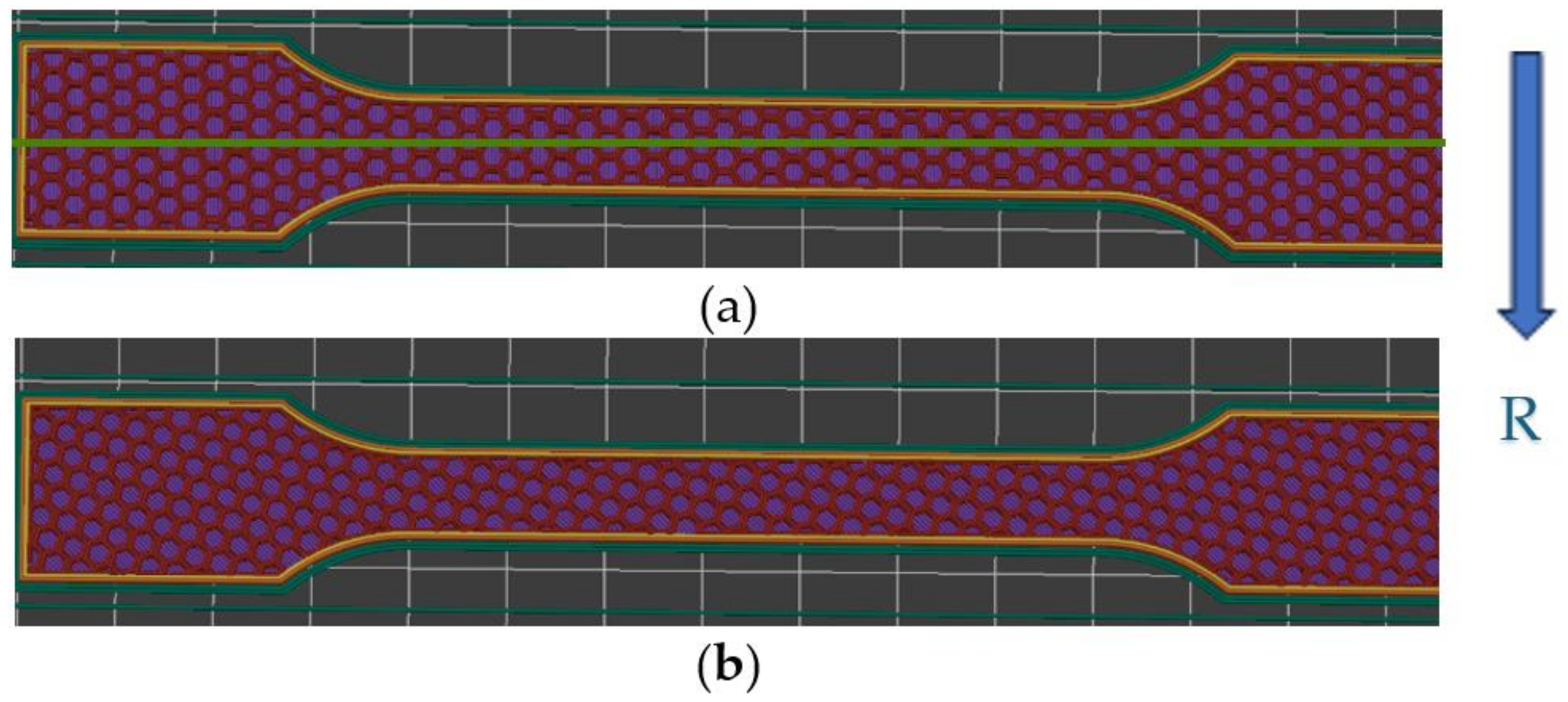
3.1. Sample Preparation
- ▪
- The bottom layer has a height of approximately 1 mm.
- ▪
- The layer thickness for the bottom portion of the sample is 0.25 mm.
- ▪
- The layer printed immediately after the hollow pattern has a thickness of 0.15 mm to ensure complete coverage of the design.
- ▪
- The top layer section has a height of 0.75 mm.
- ▪
- The total height of the pattern section is 2.35 mm, with a thickness of 0.2 mm.
- ▪
- The remaining top layers have a thickness of 0.35 mm each.
- ▪
- The printing speed was reduced to 80% for the pattern layers to improve quality.
- ▪
- For the bottom and top layers, the printing speed was set to 100%.
- ▪
- The slicing software was configured with infill percentages of 30% and 40% and orientations of 0° and 45° for each infill percentage.
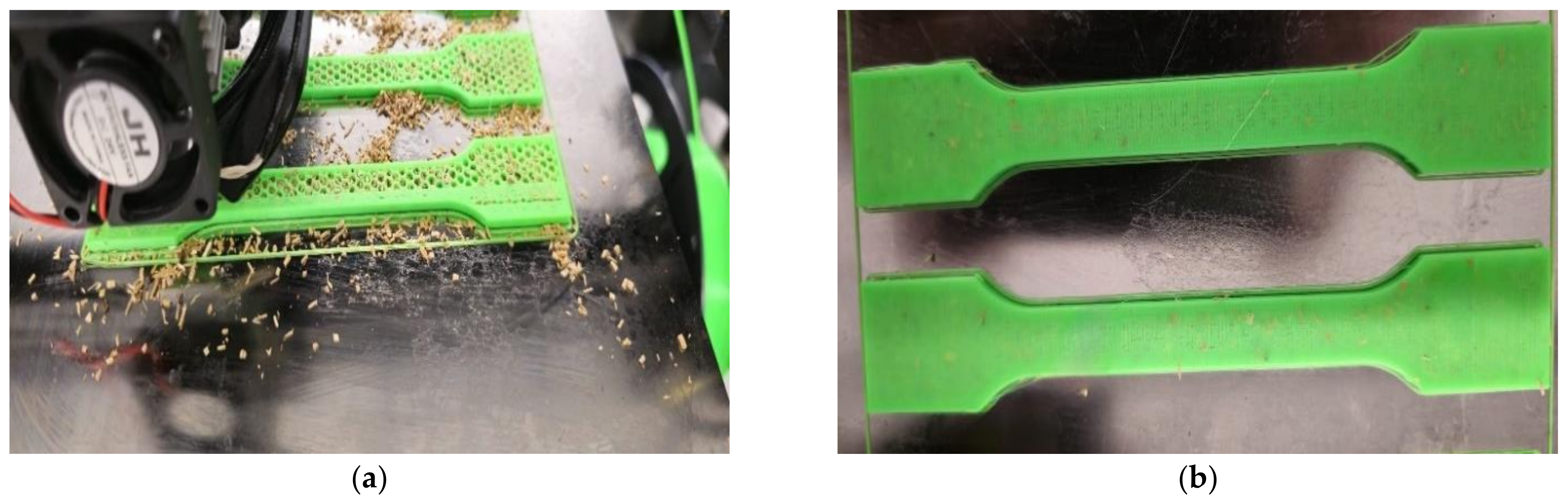
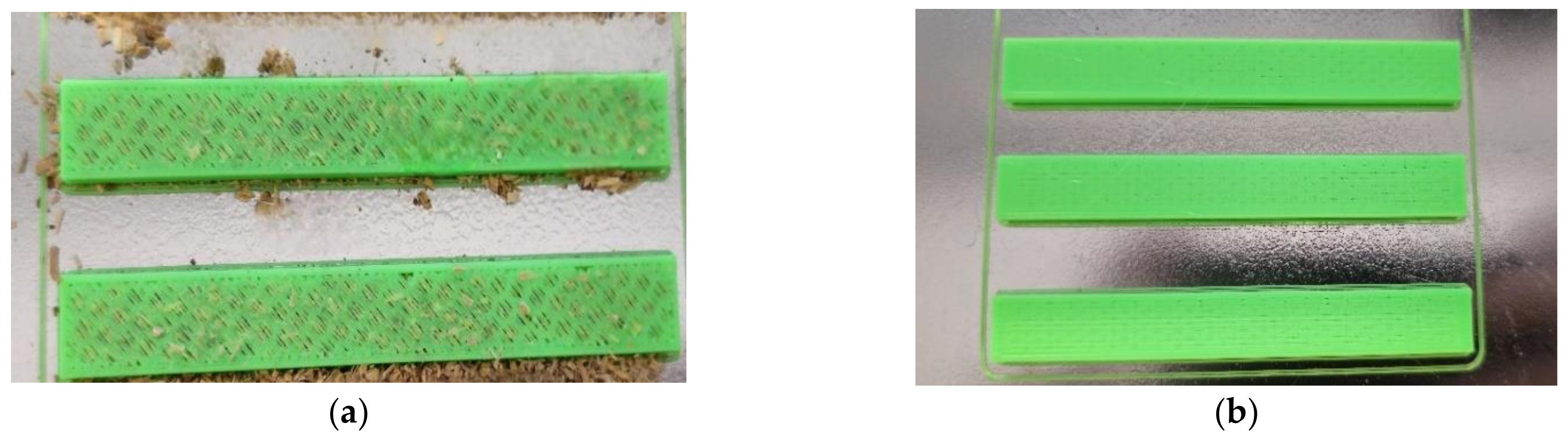
3.2. Post-Treatment
4. Design of Experiments
5. Measurements
5.1. Oil Absorption Test Parameters
5.2. Tensile Test Parameters
5.3. Flexural Test Parameters
5.4. Charpy Impact Test Parameters
5.5. Heat Deflection Temperature Test Parameters
6. Results
6.1. Oil Absorption Test
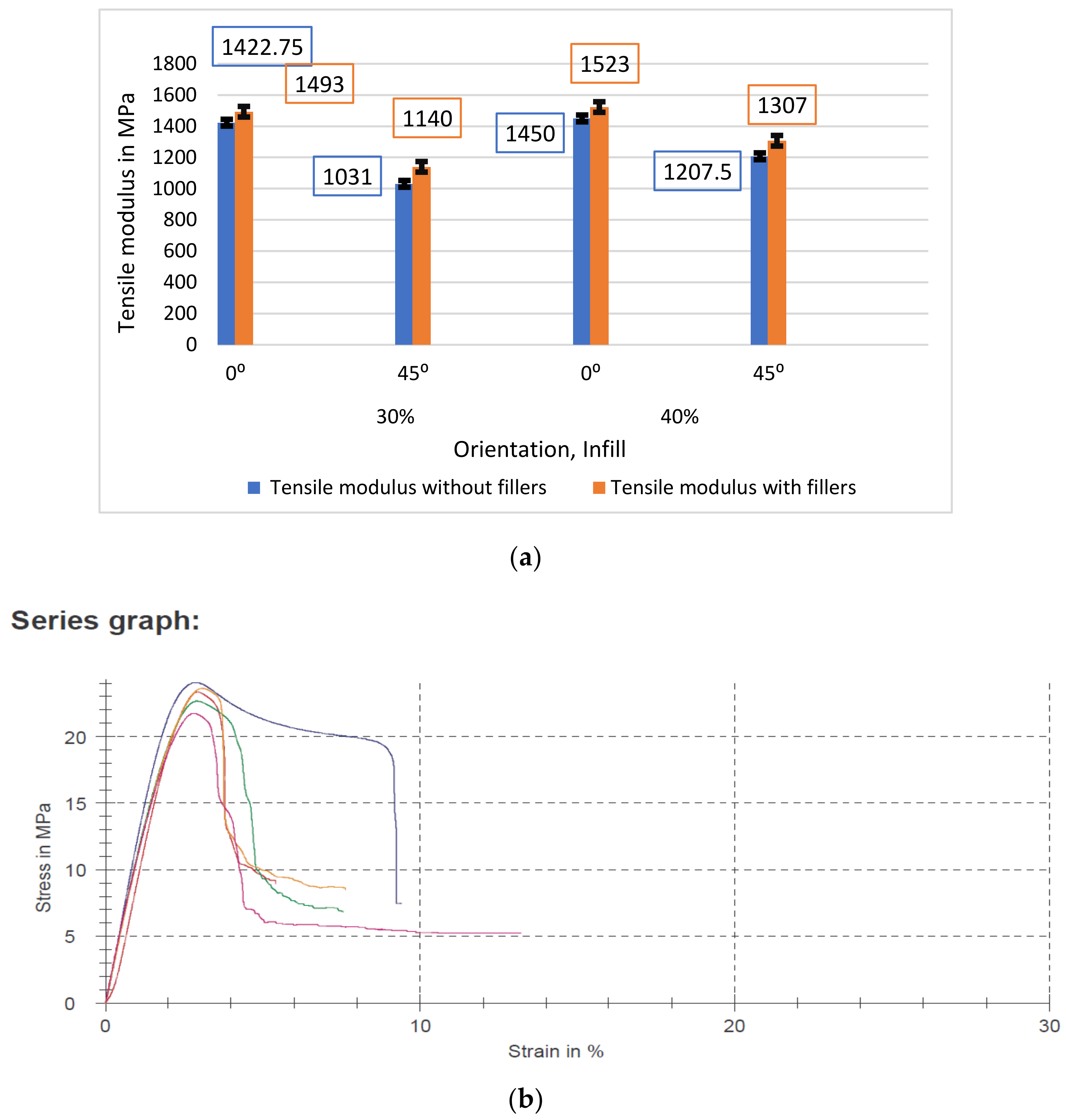
6.2. Tensile Test
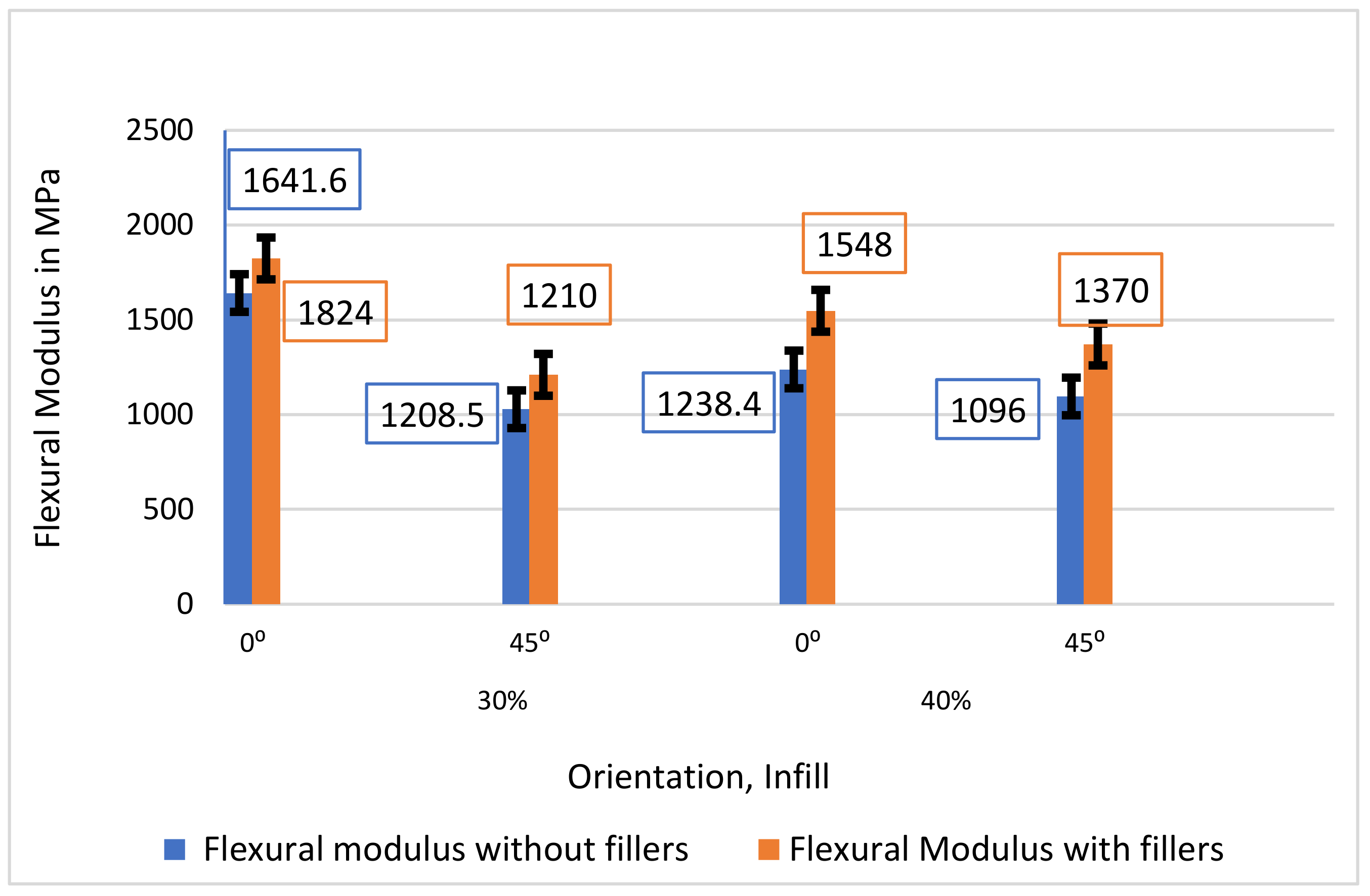
6.3. Flexural Test
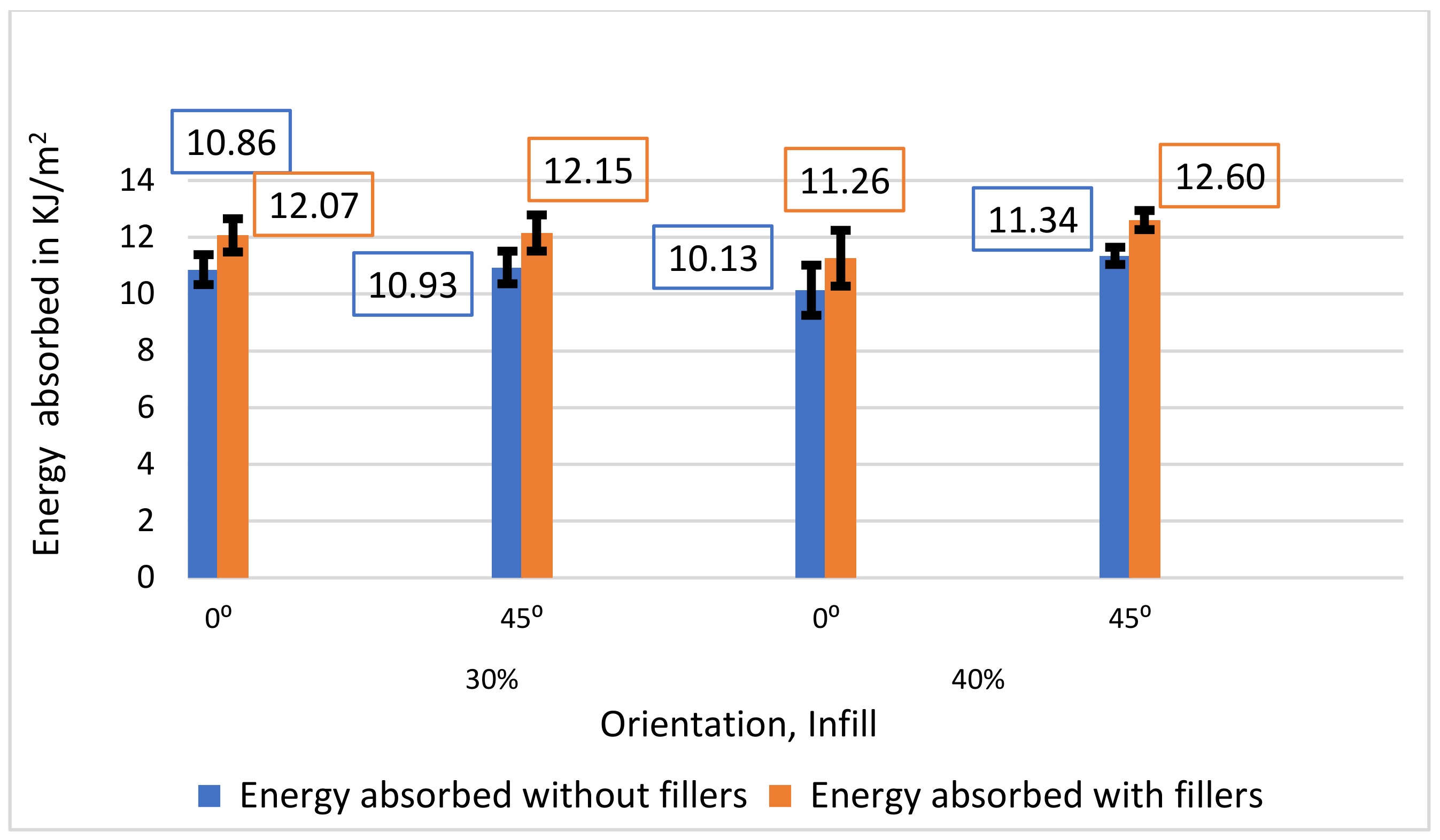
6.4. Charpy Impact Test
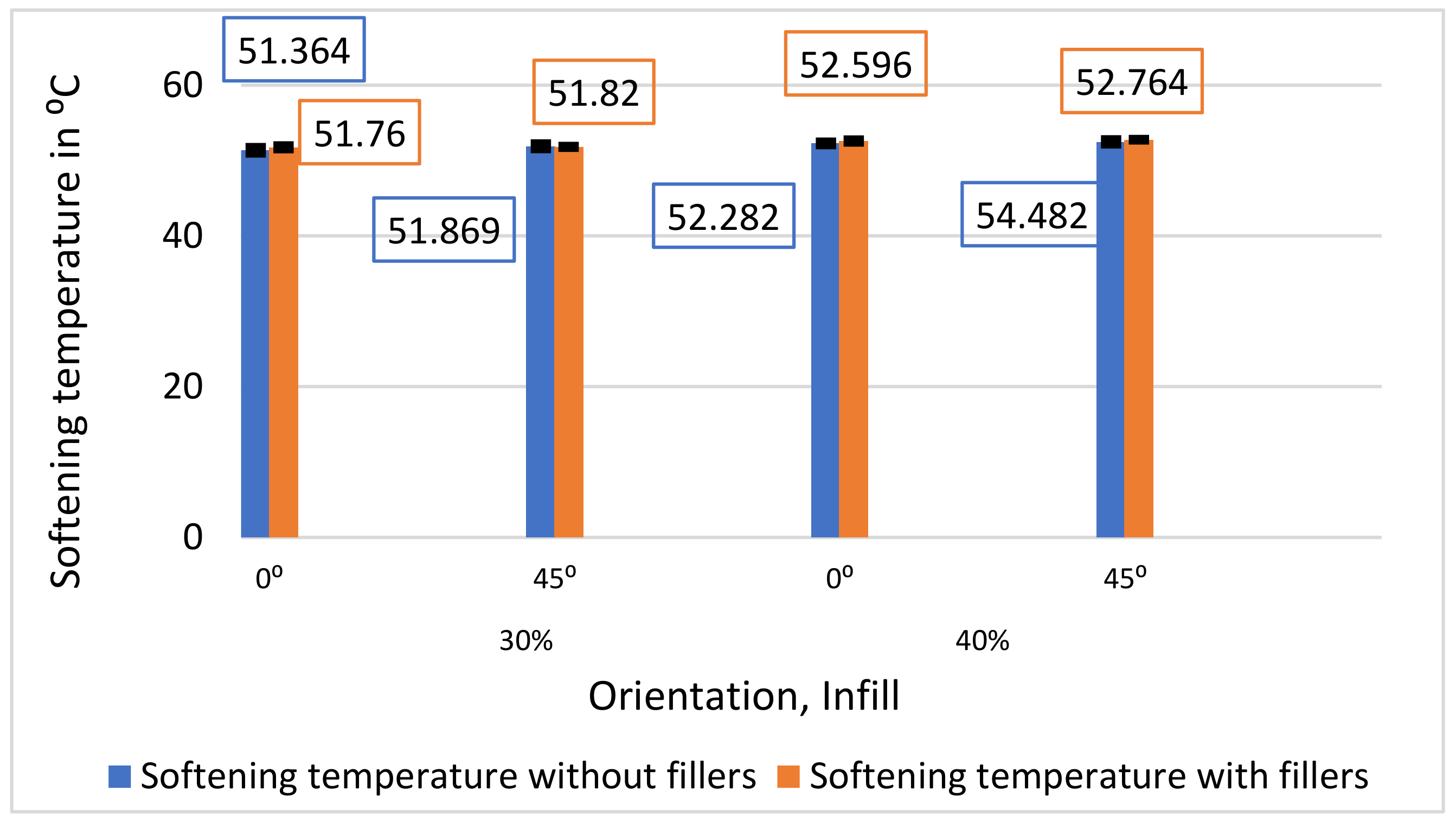
6.5. Heat Deflection Temperature Test
7. Discussion
8. Conclusions
9. Future Scope
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Nyabadza, A.; Mc Donough, L.M.; Manikandan, A.; Ray, A.B.; Plouze, A.; Muilwijk, C.; Freeland, B.; Vazquez, M.; Brabazon, D. Mechanical and antibacterial properties of FDM additively manufactured PLA parts. Results Eng. 2024, 21, 101744. [Google Scholar] [CrossRef]
- Dizon, J.R.C.; Espera, A.H., Jr.; Chen, Q.; Advincula, R.C. Mechanical characterization of 3D-printed polymers. Addit. Manuf. 2018, 20, 44–67. [Google Scholar] [CrossRef]
- Shahrubudin, N.; Lee, T.C.; Ramlan RJ, P.M. An overview on 3D printing technology: Technological, materials, and applications. Procedia Manuf. 2019, 35, 1286–1296. [Google Scholar] [CrossRef]
- Chacón, J.M.; Caminero, M.A.; García-Plaza, E.; Núnez, P.J. Additive manufacturing of PLA structures using fused deposition modelling: Effect of process parameters on mechanical properties and their optimal selection. Mater. Des. 2017, 124, 143–157. [Google Scholar] [CrossRef]
- Rajan, K.; Samykano, M.; Kadirgama, K.; Harun WS, W.; Rahman, M.M. Fused deposition modeling: Process, materials, parameters, properties, and applications. Int. J. Adv. Manuf. Technol. 2022, 120, 1531–1570. [Google Scholar] [CrossRef]
- Tanikella, N.G.; Wittbrodt, B.; Pearce, J.M. Tensile strength of commercial polymer materials for fused filament fabrication 3D printing. Addit. Manuf. 2017, 15, 40–47. [Google Scholar] [CrossRef]
- Shaik, Y.P.; Schuster, J.; Shaik, A.; Mohammed, M.; Katherapalli, H.R. Effect of autoclave pressure and temperature on consolidation of layers and mechanical properties of additively manufactured (FDM) products with PLA. J. Manuf. Mater. Process. 2021, 5, 114. [Google Scholar] [CrossRef]
- Chadha, A.; Ul Haq, M.I.; Raina, A.; Singh, R.R.; Penumarti, N.B.; Bishnoi, M.S. Effect of fused deposition modelling process parameters on mechanical properties of 3D printed parts. World J. Eng. 2019, 16, 550–559. [Google Scholar] [CrossRef]
- Wasti, S.; Adhikari, S. Use of biomaterials for 3D printing by fused deposition modeling technique: A review. Front. Chem. 2020, 8, 315. [Google Scholar] [CrossRef] [PubMed]
- Lohar, D.V.; Nikalje, A.M.; Damle, P.G. Synthesis and characterization of PLA hybrid composites using bio waste fillers. Mater. Today Proc. 2023, 72, 2155–2162. [Google Scholar] [CrossRef]
- Jandyal, A.; Chaturvedi, I.; Wazir, I.; Raina, A.; Haq, M.I.U. 3D printing—A review of processes, materials and applications in industry 4.0. Sustain. Oper. Comput. 2022, 3, 33–42. [Google Scholar] [CrossRef]
- Bakar AA, B.A.; Zainuddin MZ, B.; Adam AN, B.; Noor IS, B.M.; Tamchek, N.B.; Alauddin MS, B.; Ghazali MI, B.M. The study of mechanical properties of poly (lactic) acid PLA-based 3D printed filament under temperature and environmental conditions. Mater. Today Proc. 2022, 67, 652–658. [Google Scholar] [CrossRef]
- Jawad, I.M.; Kochhar, S.P.; Hudson, B.J.F. Quality characteristics of physically refined soyabean oil: Effects of pre-treatment and processing time and temperature. Int. J. Food Sci. Technol. 1983, 18, 353–360. [Google Scholar] [CrossRef]
- Ayrilmis, N. Effect of layer thickness on surface properties of 3D printed materials produced from wood flour/PLA filament. Polym. Test. 2018, 71, 163–166. [Google Scholar] [CrossRef]
- Jubinville, D.; Tzoganakis, C.; Mekonnen, T.H. Recycled PLA–Wood flour based bio composites: Effect of wood flour surface modification, PLA recycling, and maleation. Constr. Build. Mater. 2022, 352, 129026. [Google Scholar] [CrossRef]
- Letcher, T.; Waytashek, M. Material property testing of 3D-printed specimen in PLA on an entry-level 3D printer. In ASME International Mechanical Engineering Congress and Exposition; American Society of Mechanical Engineers: New York, NY, USA, 2014; Volume 46438, p. V02AT02A014. [Google Scholar]
- Ezoji, M.; Razavi-Nouri, M.; Rezadoust, A.M. Optimization of processing parameters in 3D-printing of poly (lactic acid) by fused deposition modeling method. Iran. J. Polym. Sci. Technol. 2017, 30, 115–126. [Google Scholar]
- Butt, J.; Bhaskar, R. Investigating the effects of annealing on the mechanical properties of FFF-printed thermoplastics. J. Manuf. Mater. Process. 2020, 4, 38. [Google Scholar] [CrossRef]
- Michigan Tech. Michigan Technology University, Internet Citation (2022) about Tensile Test. Available online: https://www.mtu.edu/materials/k12/experiments/tensile (accessed on 13 June 2024).
- Internet Citation (2022) about Flexural Test Resources. Available online: https://www.testresources.net/applications/test-types/flexural-test (accessed on 15 June 2024).
- Faustino, M. On the effect of shear and local performance in three point bending tests. Polym. Test. 2007, 26, 869–877. [Google Scholar]
- Tóth, L. Historical background and development of the Charpy test. In From Charpy to Present Impact Testing; European Structural Integrity Society: Cassino, Italy, 2002; pp. 3–19. [Google Scholar]
- Plastics–Thermoplastic Materials–Determination of Vicat Softening Temperature (VST) (ISO 306:2013), German Version EN ISO 306:2013. Available online: https://www.dinmedia.de/de/norm/din-en-iso-306/191854089 (accessed on 25 March 2024).
- Narlıoğlu, N.; Salan, T.; Alma, M.H. Properties of 3D-printed wood sawdust-reinforced PLA composites. BioResources 2021, 16, 5467–5480. [Google Scholar] [CrossRef]
- Bajwa, D.; Eichers, M.; Shojaeiarani, J.; Kallmeyer, A. Influence of biobased plasticizers on 3D printed polylactic acid composites filled with sustainable biofiller. Ind. Crops Prod. 2021, 173, 114132. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tests without Fillers | Tests with Fillers | ||
|---|---|---|---|
| Infill % | Orientation | Infill % | Orientation |
| 30% | 0° | 30% | 0° |
| 45° | 45° | ||
| 40% | 0° | 40% | 0° |
| 45° | 45° |
| (a) | ||||
| Infill % | Orientation | Initial Weight, Wi [g] | Final Weight, Wf [g] | Oil Absorption [%] |
| 30 | 0° | 6.48 | 6.68 | 3.08 |
| 45° | 6.63 | 6.80 | 2.54 | |
| 40 | 0° | 7.81 | 7.98 | 1.97 |
| 45° | 7.98 | 8.15 | 2.12 | |
| (b) | ||||
| Infill % | Orientation | Initial Weight, Wi [g] | Final Weight, Wf [g] | Oil Absorption [%] |
| 30 | 0° | 7.23 | 7.95 | 9.95 |
| 45° | 7.45 | 8.11 | 8.84 | |
| 40 | 0° | 8.42 | 8.96 | 6.41 |
| 45° | 8.68 | 9.08 | 5.81 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ramisetty, Y.T.; Schuster, J.; Shaik, Y.P. Investigating the Impact of 3D Printing Parameters on Hexagonal Structured PLA+ Samples and Analyzing the Incorporation of Sawdust and Soybean Oil as Post-Print Fillers. J. Manuf. Mater. Process. 2024, 8, 193. https://doi.org/10.3390/jmmp8050193
Ramisetty YT, Schuster J, Shaik YP. Investigating the Impact of 3D Printing Parameters on Hexagonal Structured PLA+ Samples and Analyzing the Incorporation of Sawdust and Soybean Oil as Post-Print Fillers. Journal of Manufacturing and Materials Processing. 2024; 8(5):193. https://doi.org/10.3390/jmmp8050193
Chicago/Turabian StyleRamisetty, Yeswanth Teja, Jens Schuster, and Yousuf Pasha Shaik. 2024. "Investigating the Impact of 3D Printing Parameters on Hexagonal Structured PLA+ Samples and Analyzing the Incorporation of Sawdust and Soybean Oil as Post-Print Fillers" Journal of Manufacturing and Materials Processing 8, no. 5: 193. https://doi.org/10.3390/jmmp8050193
APA StyleRamisetty, Y. T., Schuster, J., & Shaik, Y. P. (2024). Investigating the Impact of 3D Printing Parameters on Hexagonal Structured PLA+ Samples and Analyzing the Incorporation of Sawdust and Soybean Oil as Post-Print Fillers. Journal of Manufacturing and Materials Processing, 8(5), 193. https://doi.org/10.3390/jmmp8050193