3.1. Single Tracks
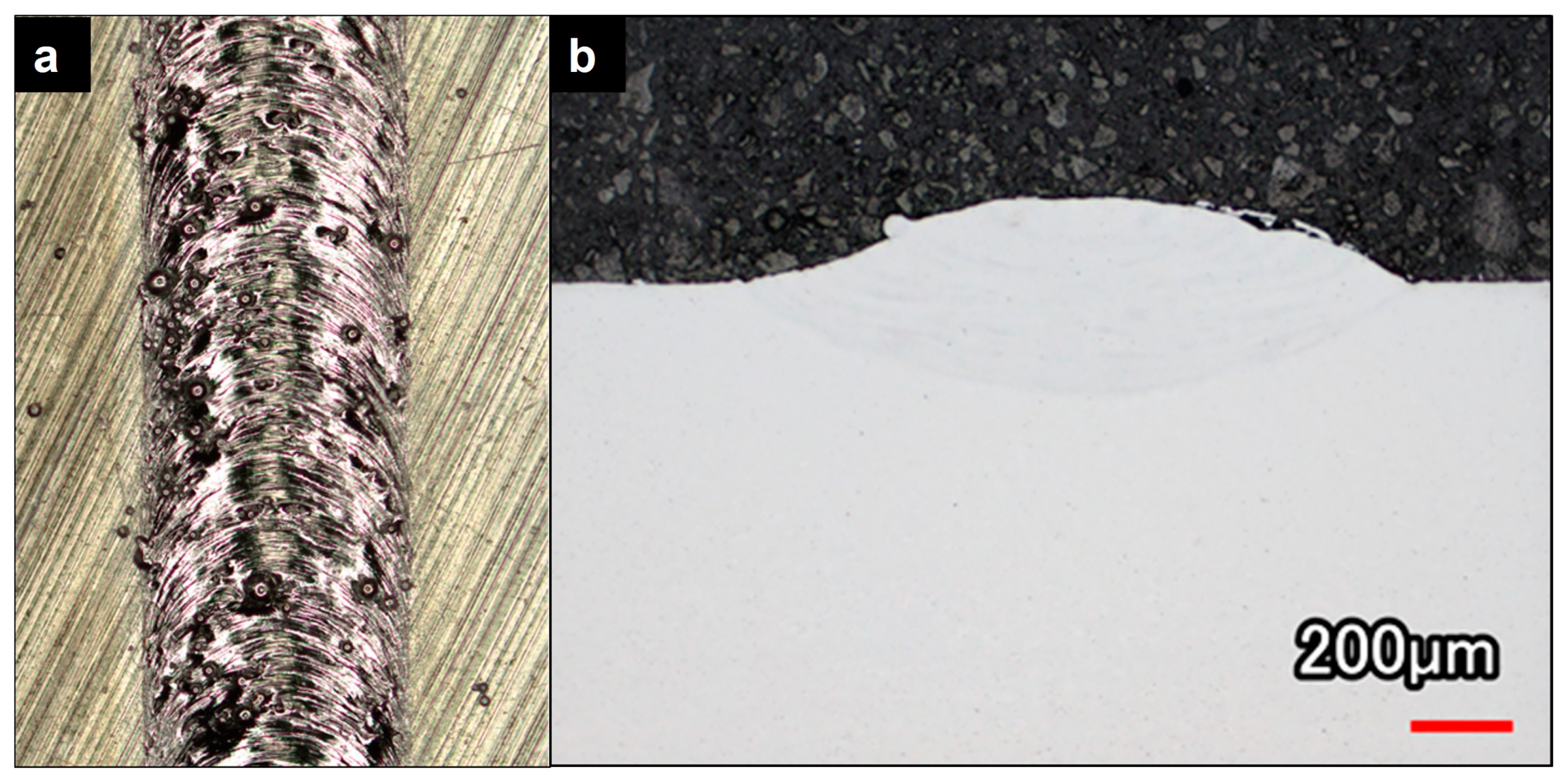
The top view and a polished cross-section of a representative single track from the first CCD are presented in
Figure 2a,b, respectively. Polished cross-sections of the single tracks were analyzed using optical microscopy to identify any visible deposition defects (i.e., pores, lack of fusion, cracks, etc.) and characterize the amount of dilution. track 20, shown in
Figure 2, contained no internal defects and had approximately 50% dilution (where dilution is the ratio of the depth of penetration to the depth of penetration plus the bead height [
3]). The topography of each track was analyzed using laser confocal microscopy to determine the bead geometry and cross-sectional area. For the track presented in
Figure 2, the bead width and height were found to be 1360 µm and 181 µm, respectively, while the cross-sectional area was 147,000 µm
2.
The cross-sectional area was used to calculate the capture efficiency and effective deposition rate for each single track deposit via Equations (1) and (2). Note that a 100% capture efficiency refers to all the blown powder being captured in the deposited bead.
The capture efficiency and effective deposition rates were determined for each track and used to rank the associated parameter sets, as shown in
Table 4. Single tracks that contained defects were not selected for further evaluation. Notable track parameter sets are bolded in
Table 4. Both tracks 4 and 14 achieved the highest ranking, followed by track 9. These tracks had capture efficiencies above 34% and deposition rates above 0.5 g/min. Track 5 was identified as the best low-power candidate, having a similarly high capture efficiency to tracks 4, 14, and 9 but a slower deposition rate. Despite tracks 4 and 14 both being ranked highest, only track 4 was selected for further testing due to its significantly higher deposition rate and lower power. Based on this ranking, the parameter sets for tracks 4, 5, and 9 were selected for testing in a second CCD of cube deposits.
The effects and interaction effects of the single-track parameters (laser power, traverse rate, powder feed rate) on the capture efficiency and deposition rate were modeled using Minitab and analyzed by ANOVA. A stepwise approach was employed and a level of significance of 0.05 was used to test the individual terms, their squares, and their interactions. Low
p-values (
p < 0.001) and insignificant lack-of-fit tests (
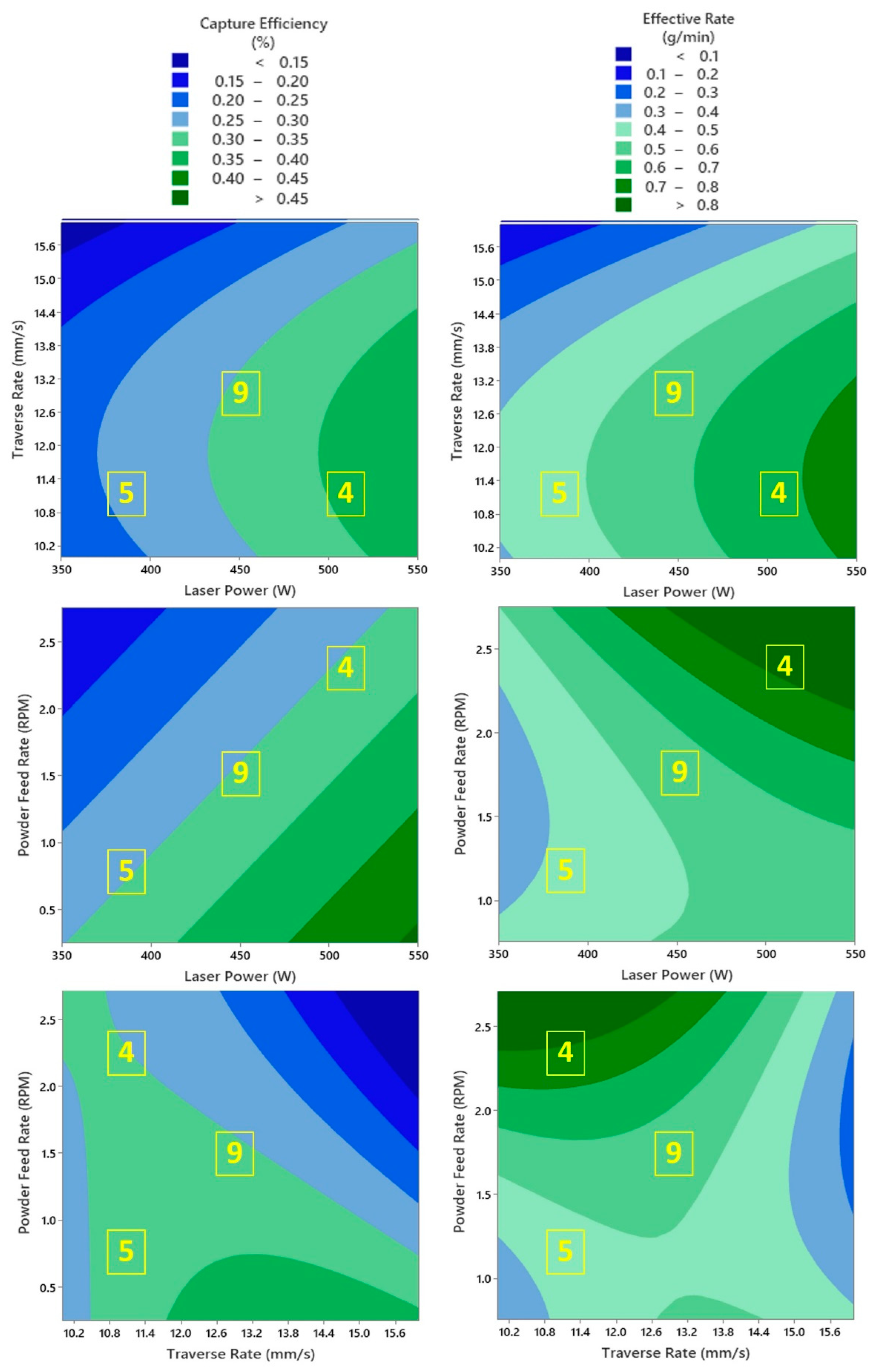
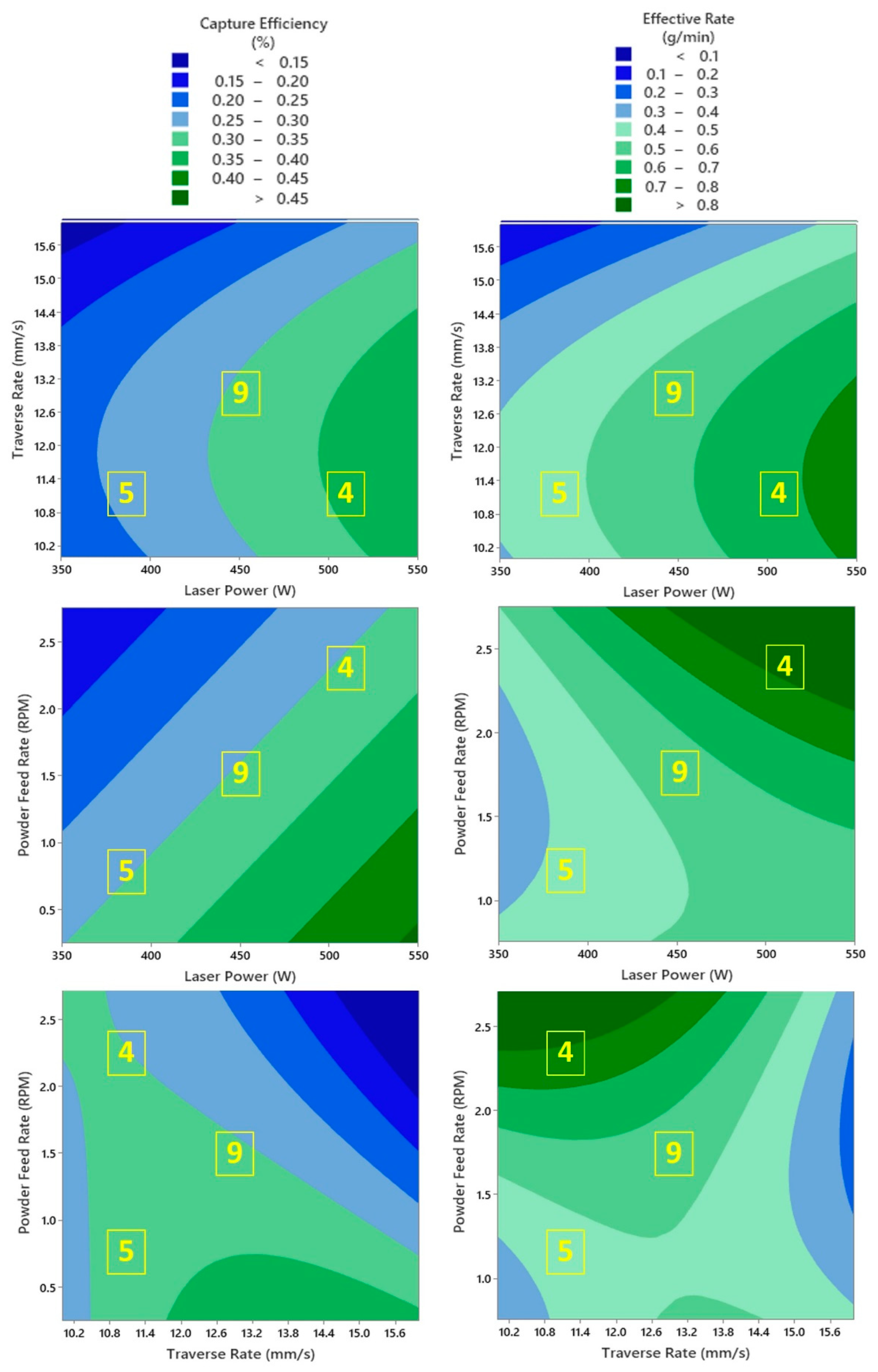
p > 0.05) in both cases suggested the models were statistically suitable to predict the deposition response for single tracks. The adjusted R-sq values were 68.0% and 78.2% for the capture efficiency and deposition rate models, respectively. Contour plots of the modeled single-track deposition behavior are presented in
Figure 3. The capture efficiency plots (left column,
Figure 3) indicated that higher laser powers and lower powder feed rates led to higher capture efficiencies. Mid-range traverse rates also appeared to provide higher capture efficiency at low laser powers and high powder feed rates, but the traverse rate became less important as the laser power was increased. The deposition rate exhibited similar behavior to the capture efficiency; however, the deposition rate increased as the powder feed was increased. The selected tracks (4, 5, 9) had predicted deposition rates between 0.4 and 0.8 g/min, while the capture efficiency predictions were confined to a mid-range of 25–35%. Note that these contour plots do not provide any information about how the tested machine parameters influence the density of the deposited beads.
3.2. Solid Cube Characterization
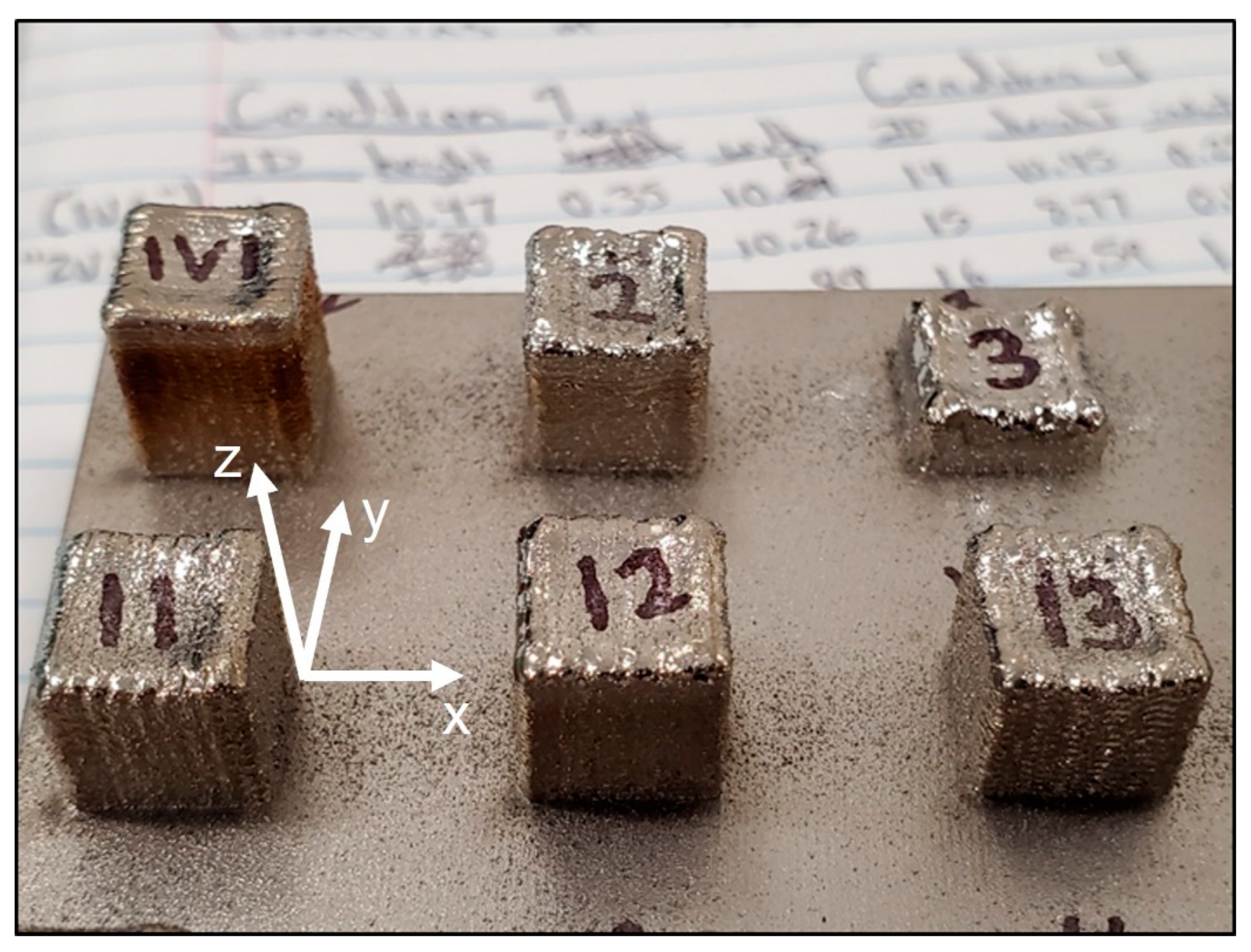
Solid cubes with different X–Y and Z overlaps were built in a second CCD according to
Table 3 using the selected machine parameters from the single-track CCD (conditions 4, 5, and 9). The density and microstructure of the cube specimens were analyzed and compared against a full theoretical density of 4.642 g/cm
3 for Ti-55511. As-deposited cubes of Ti-55511 are shown in
Figure 4.
AM parameters are commonly simplified into a singular energy input parameter such as the linear heat input [
1]. However, this approach only considers the ratio of the laser power to the scan speed and does not capture the hatch spacing or layer thickness. Instead, the DED machine parameters were simplified using a volumetric energy density, which can be calculated according to Equation (3) [
39]:
where ED is the energy density, L
P is the laser power, T
R is the traverse rate, H
S is the spacing of adjacent laser passes (xy-step size), and Z
S is the layer thickness (z-step size). Note that the powder feed rate (P
F), an important parameter in DED, is not accounted for in this ED calculation. Within the solid cube CCDs, the ED varied from 93 J/mm
3 to 1204 J/mm
3.
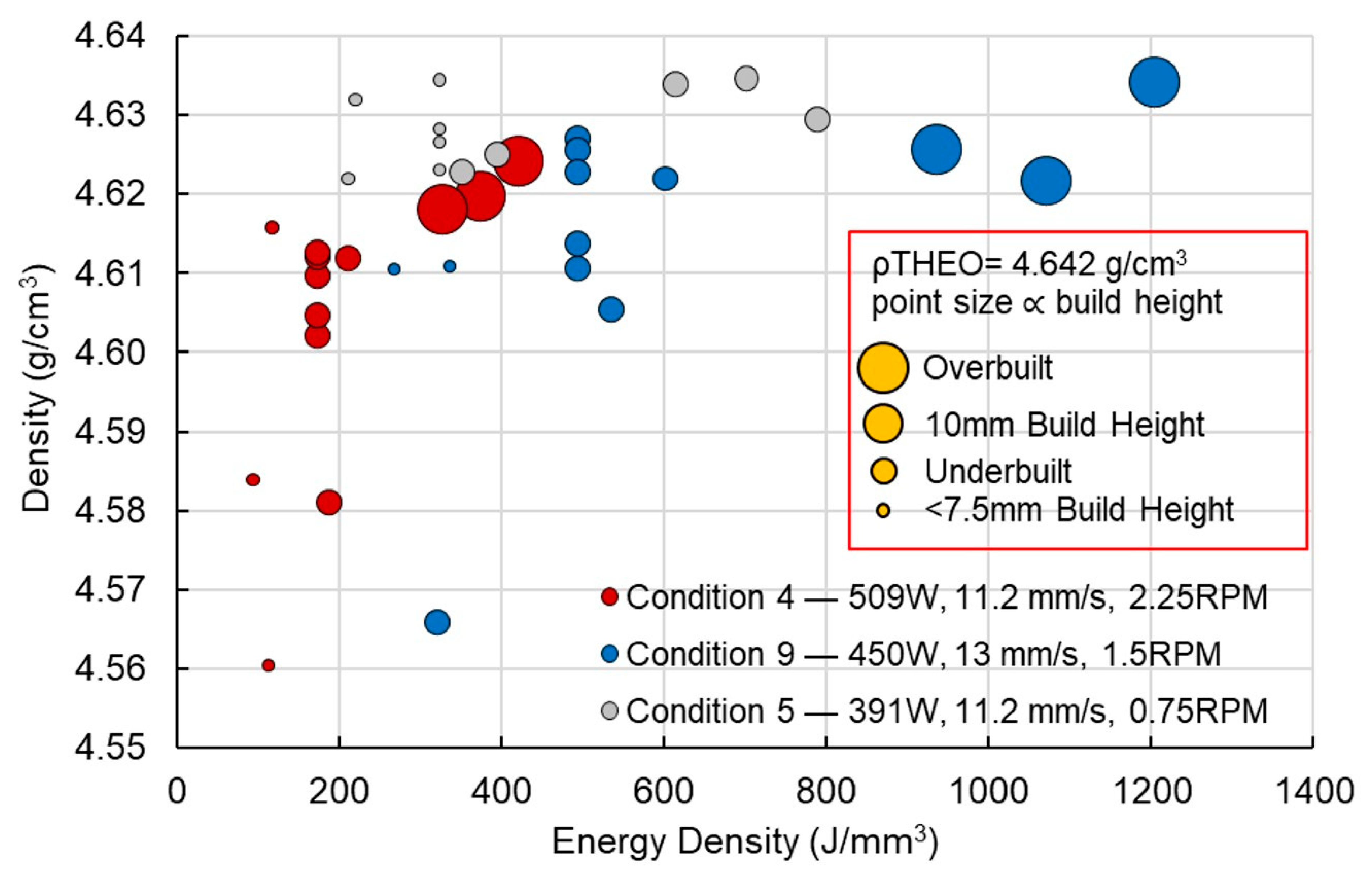
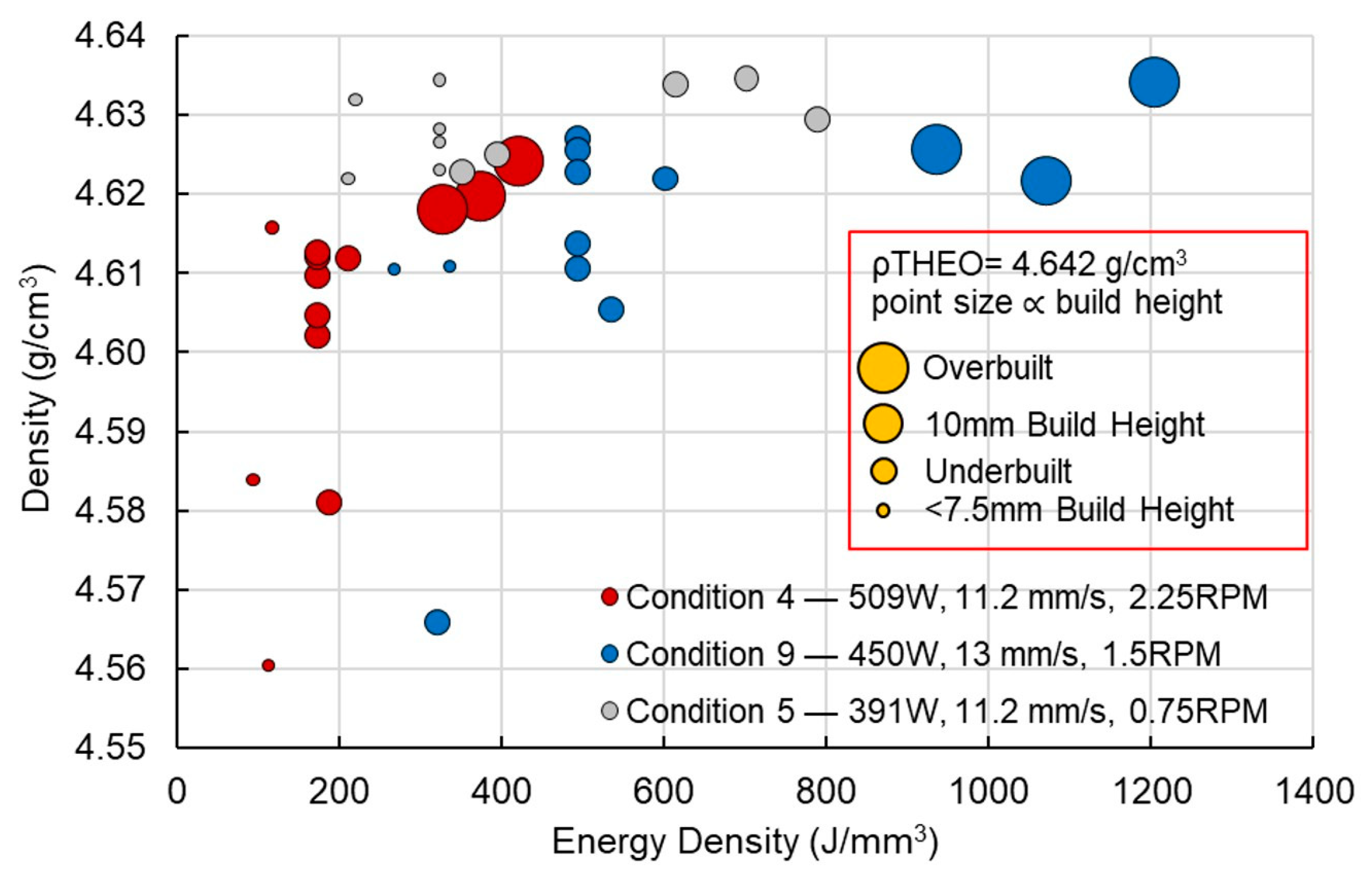
The effect of the ED on the specimen density is presented in
Figure 5, where it is apparent that this trait improved with increasing EDs between 100 and 450 J/mm
3. Above 500 J/mm
3, there was minimal improvement in density and the data exhibited an asymptotic trend. Due to the formation of keyhole porosity, decreases in specimen density are commonly observed following a peak in density with the ED [
1]. This was not the case for Ti-55511, as high densities were achieved for specimens between 300 and 1200 J/mm
3.
The point sizes in
Figure 5 are proportional to the build height of the cubes (i.e., small points represent under-building, while large points represent over-building of the programmed height). The distribution of the point sizes shows the general amount of under-building and over-building, with the majority of the cube building being successful and only select samples failing to build at all (i.e., cube # 3 shown in
Figure 4.).
Figure 5 also demonstrates that all the cube specimens exhibited relative densities of above 98% (4.55 g/cm
3). Energy densities above 300 J/mm
3 were required to achieve densities above 99.5% (4.62 g/cm
3). A maximum density of 99.8% (4.633 g/cm
3) was achieved in conditions 5 and 9, while condition 4 exhibited a maximum density of 99.6% (4.624 g/cm
3). An energy density above 330 J/mm
3 was required to avoid significant under-building, though some lower energy density specimens in condition 4 exhibited no under-building. Dense specimens (>99.5% density) with no under-building were deposited under each of the selected DED conditions, implying that Ti-55511 has a relatively wide DED processing window.
Although the specimen density appeared to trend with the ED, the variances in the density data were not entirely explained by the singular ED parameter. For example, cube 10 (ED = 321 J/mm3 and ρ = 98.4%) and cube 33 (ED = 324 J/mm3 and ρ = 99.8%) were deposited using similar EDs but employed unique LP, PF, and overlap parameters. Despite the comparable ED, the lower laser power, powder feed rate and X–Y overlap resulted in a higher density. This inferred that certain machine parameters, including the PF (which is not included in the ED model), may interact with one another and influence the Ti-55511 density.
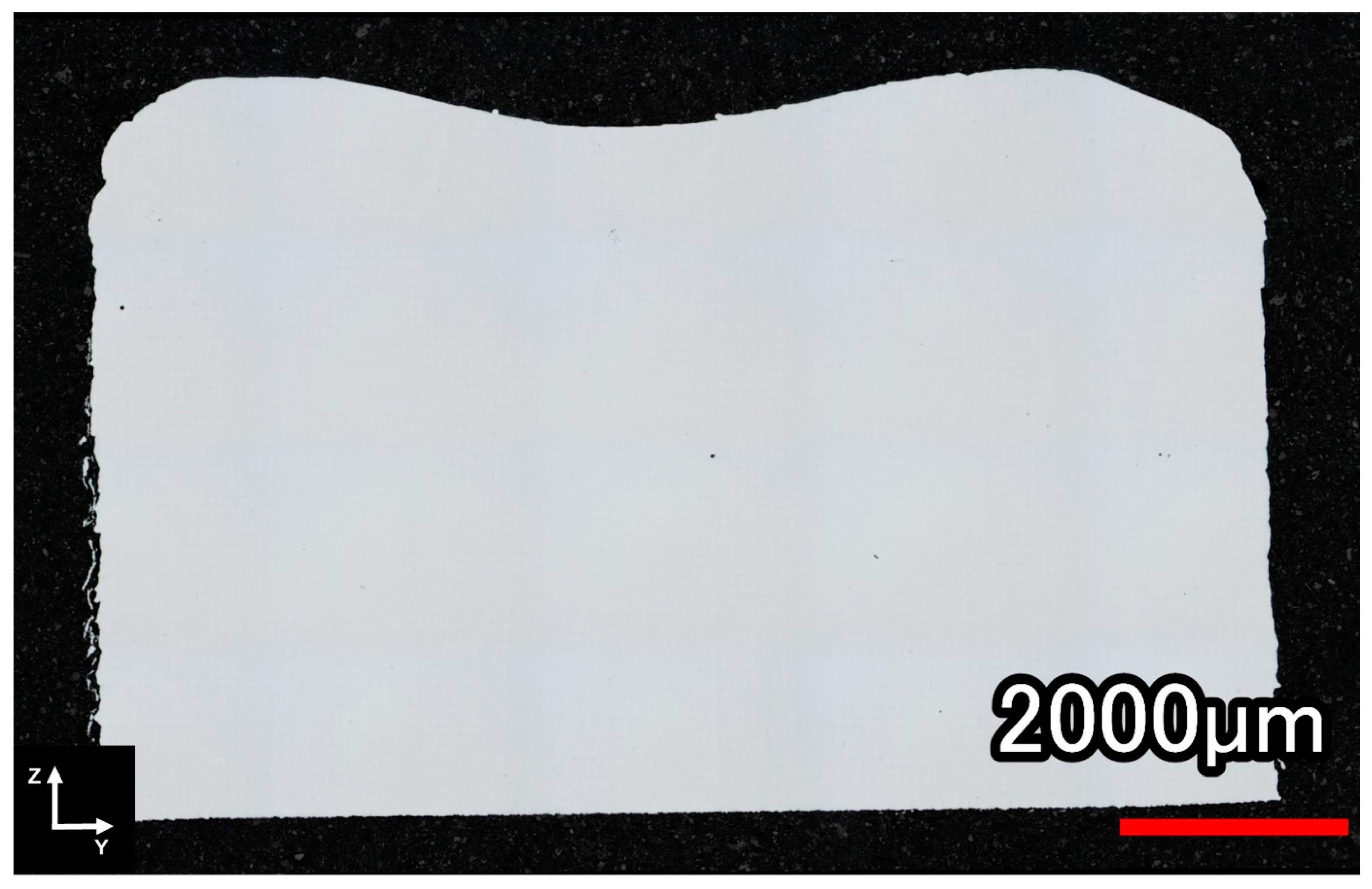
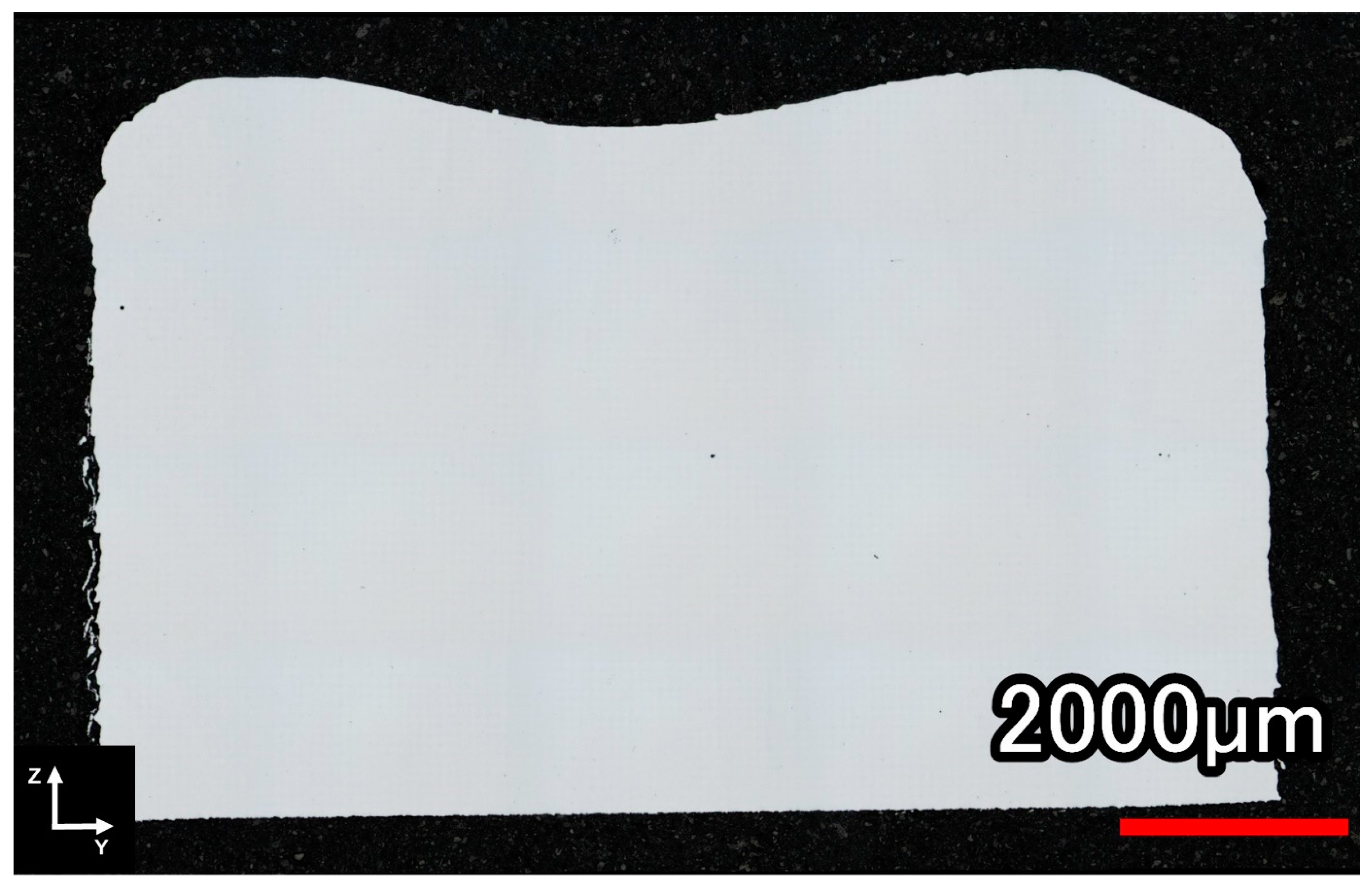
The polished cross-section of condition 5 (391 W, 11.2 mm/s, 1.0 g/min) printed with an X–Y overlap of 35% and Z overlap of 10% (the CCD center point parameters) is shown in
Figure 6. Few pores were visible in the cross-section, which supported the high measured density of 99.84% (4.634 g/cm
3).
Each print condition was modeled individually to analyze the effects of the X–Y and Z overlaps on the density of the Ti-55511 deposits. An outlier printed with an X–Y overlap of 10% and Z overlap of −20% was removed from condition 5 (391 W, 11.2 mm/s, 1.0 g/min) due to significant under-building and a 100% density measurement. A stepwise approach and a level of significance of 0.05 were used to test the individual terms, their squares, and their interactions. The low
p-values (
p < 0.001) and insignificant lack-of-fit tests (
p > 0.05) in conditions 4 and 9 suggested the models were statistically suitable to predict the density of the cube deposits. The adjusted R-sq values were 93.0% and 64.0% for conditions 4 and 9, respectively. The ANOVA for condition 5 returned high
p-values, indicating that the variation in density was not attributable to the controlled parameters. This result makes sense because condition 5 had very little variation in density for different overlaps compared to the other two conditions (see
Figure 5).
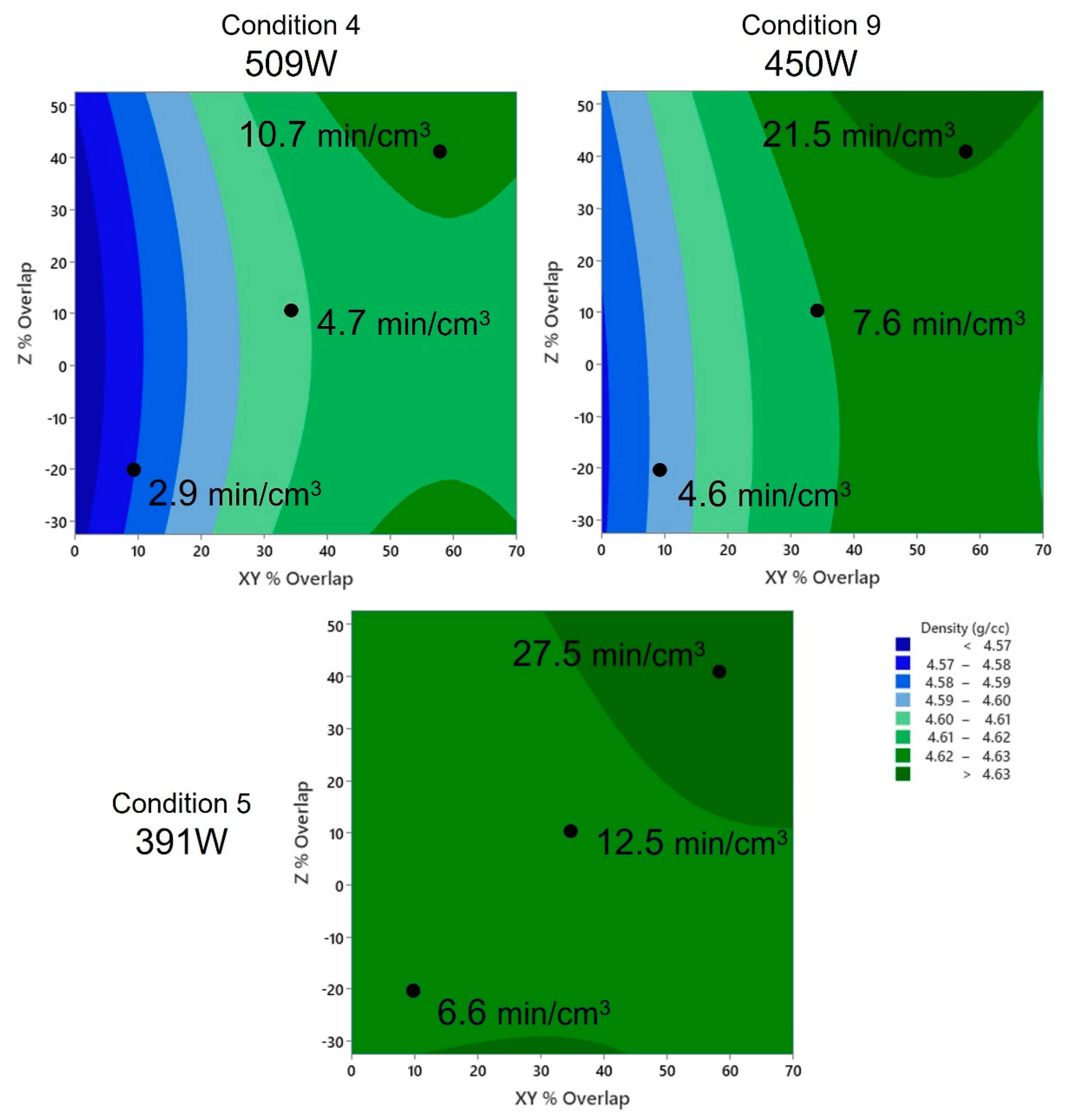
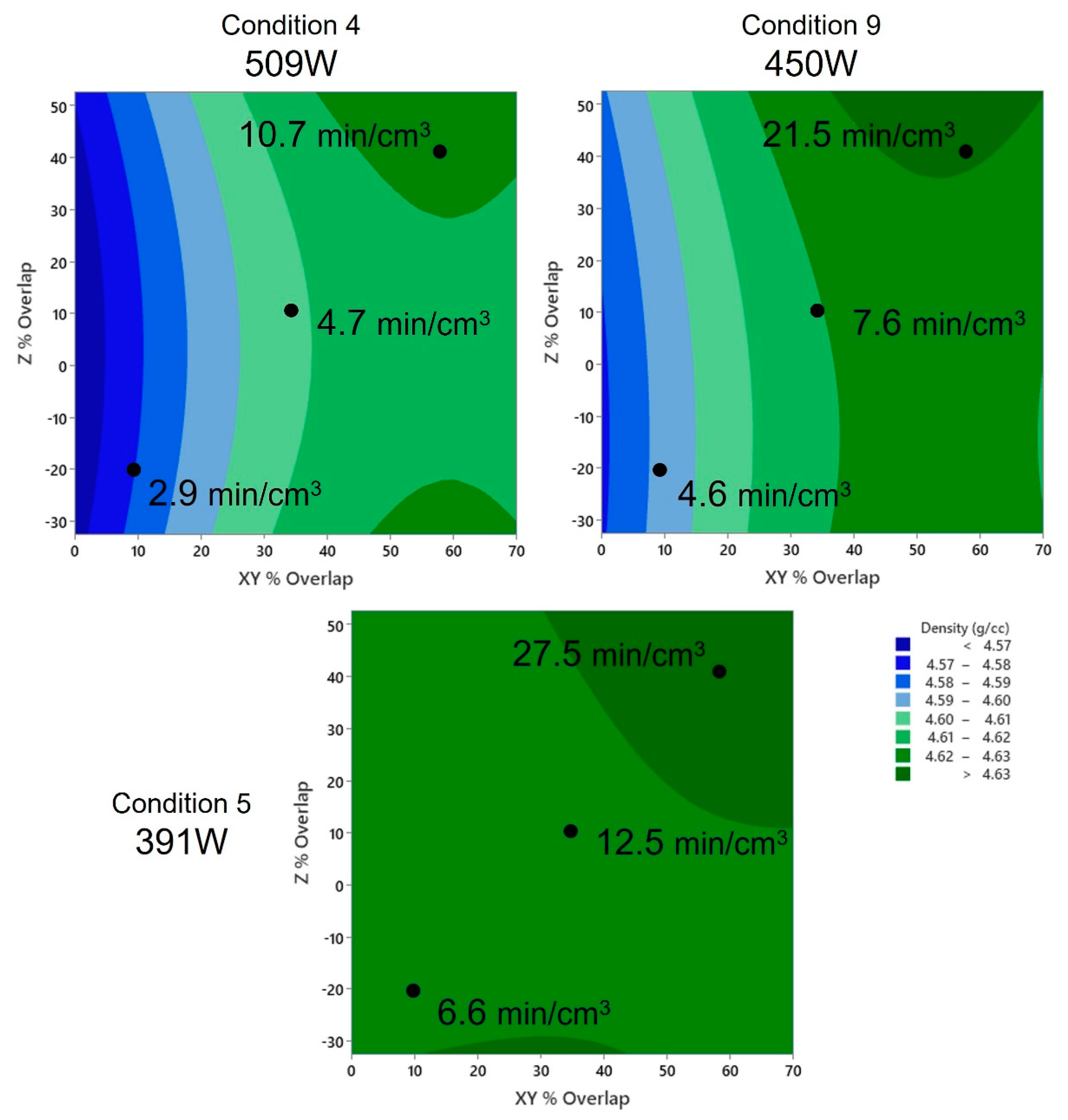
Statistical contour plots for the three build conditions with respect to the effective build rate are presented in
Figure 7. The contour plots demonstrate that the specimen density was proportional to the effective build rate across all three tested conditions. The specimen density increased with the lower build rates, while small X–Y overlaps, which have lower EDs, resulted in lower densities. The specimen density was also more sensitive to the X–Y and Z overlaps at the higher laser powers, with condition 4 (509 W) exhibiting the largest range in densities (<4.57–4.63 g/cm
3). Larger X–Y overlaps have higher EDs, increasing the dilution and the ability to correct the porosity in previously deposited layers. Condition 5 offered the lowest density variation over the range of effective build rates, implying that lower powers can produce highly dense deposits with relatively low build times.
All the cube density data were combined, and a statistical model was fitted to evaluate the effect of all the tested factors (laser power, traverse rate, powder feed rate, hatch spacing, and layer thickness). There were 13 individual data points for the hatch spacing and layer thickness (including repeat center points) for each condition. In contrast, there were only three tested levels for the laser power, traverse rate, and powder feed rate, limiting the accuracy of their modeled effects due to the small sample size. Regardless, these parameters were included in the model as they could potentially provide useful information about the general behavior of Ti-55511 deposition.
A backwards elimination stepwise approach was employed on all the terms, their squares, and their interactions. The model had an adjusted R-sq value of 84%. The low p-values (<0.005) and insignificant lack-of-fit test (>0.05) showed that the model was statistically suitable. The hatch spacing and its square term were the only statistically significant terms in the resulting model (p-values of 0.002 and 0.000, respectively). The ZS was the next most significant term, with a p-value = 0.013, followed by the interaction between the HS and ZS. Parameters LP and TR, as well as the interaction terms LP*HS, and HS*ZS, remained in the model but had p-values >0.005. The powder feed rate and remaining interactions either could not be estimated and were removed or eliminated from the model having an alpha value >0.1. Given the limited test points for the LP, TR, and PF, it is not surprising that the most significant parameters in the model were those with the most data, HS and ZS. As expected, the LP, TR, and PF, and their interactions could not be attributed to variations in the Ti-55511 density due to their limited sample size.
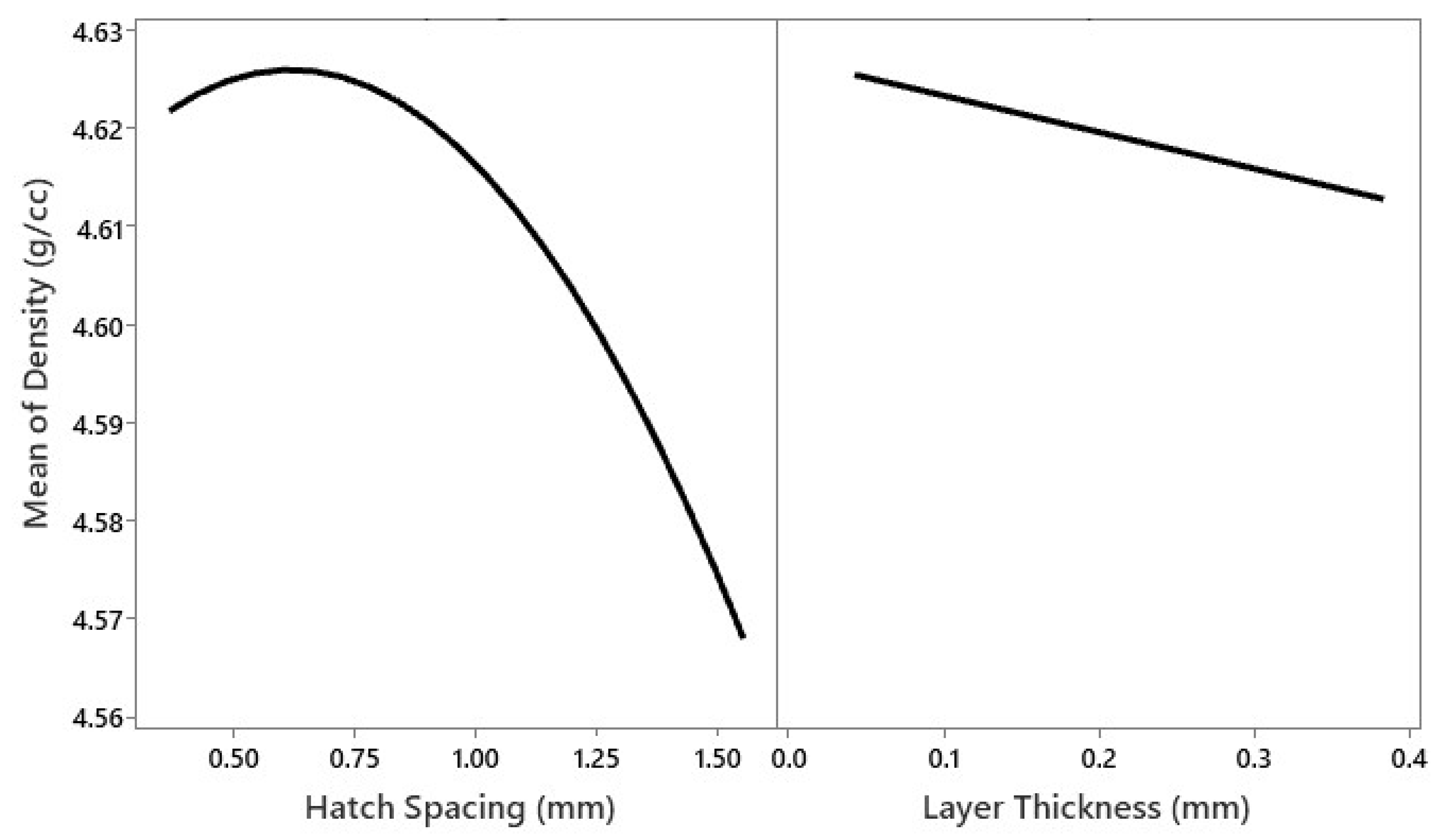
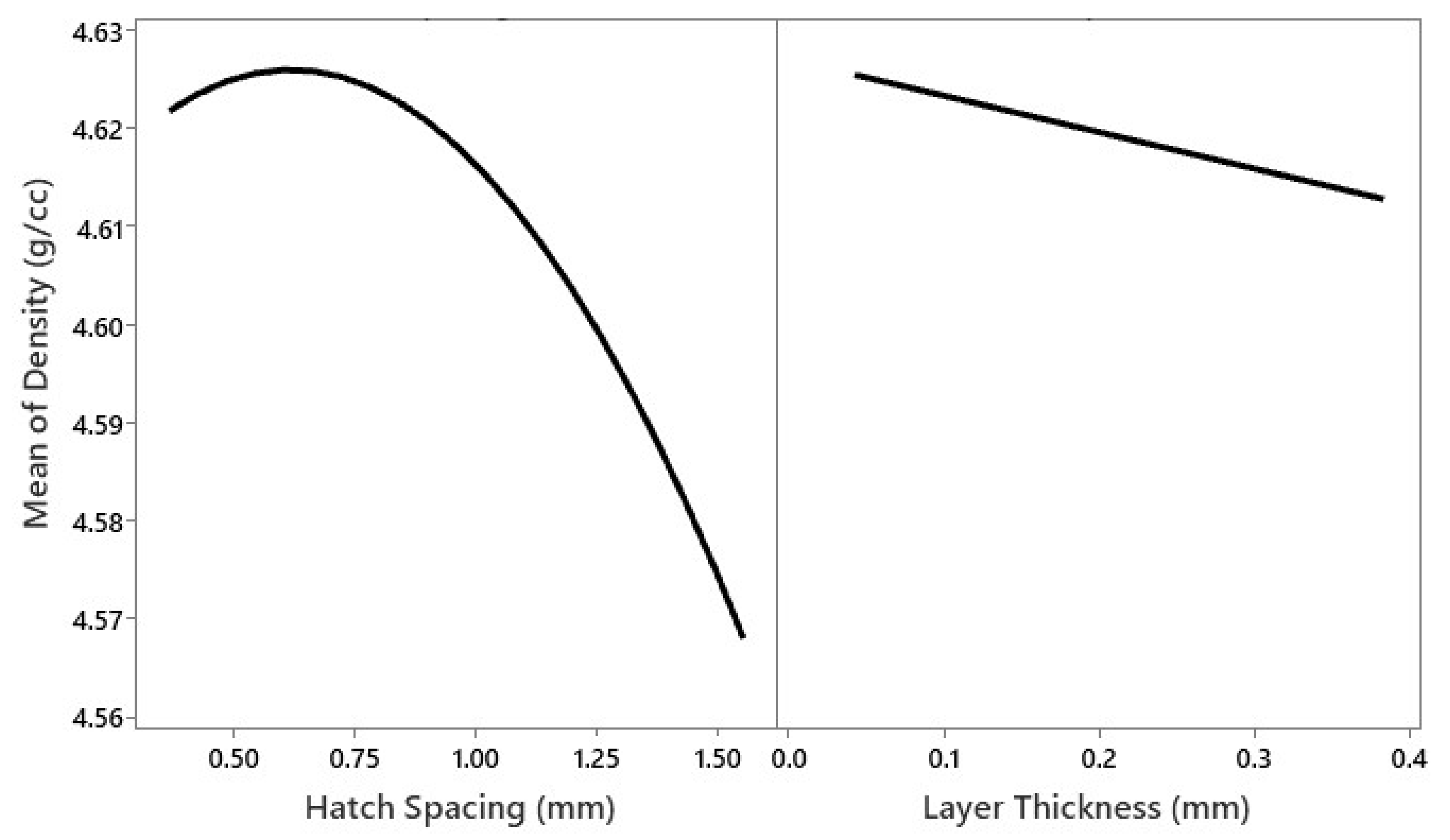
The modeled effects of the hatch spacing and layer thickness on the Ti-55511 specimen density are presented in
Figure 8. The L
P, T
R, and Z
S had minimal effects on the density (F-values of 1.23, 4.94, and 7.04, respectively), while the hatch spacing proved to have the largest effect (F-value = 26.23).
The model suggested that the hatch spacing was attributable to variations in the density. The hatch spacing had a parabolic relationship with the density, which exhibited a maximum between 0.5 and 0.75 mm. The specimen density quickly deteriorated to a minimum of 4.560 g/cm
3 (98.24%) as the hatch spacing was increased beyond 1 mm. This result agrees with the measured density data, where all the densities above 4.633 g/cm
3 (>99.80%) were achieved using low hatch spacings between 0.37 mm and 0.80 mm (corresponding to X–Y overlaps of 35–70%). Similarly, all the densities above 4.633 g/cm
3 (>99.80%) were achieved with layer thicknesses below 0.2 mm, which agrees with the predicted effect of the layer thickness shown in
Figure 8. The main effects of these parameters are aligned with the previously observed trends in the energy density data (see
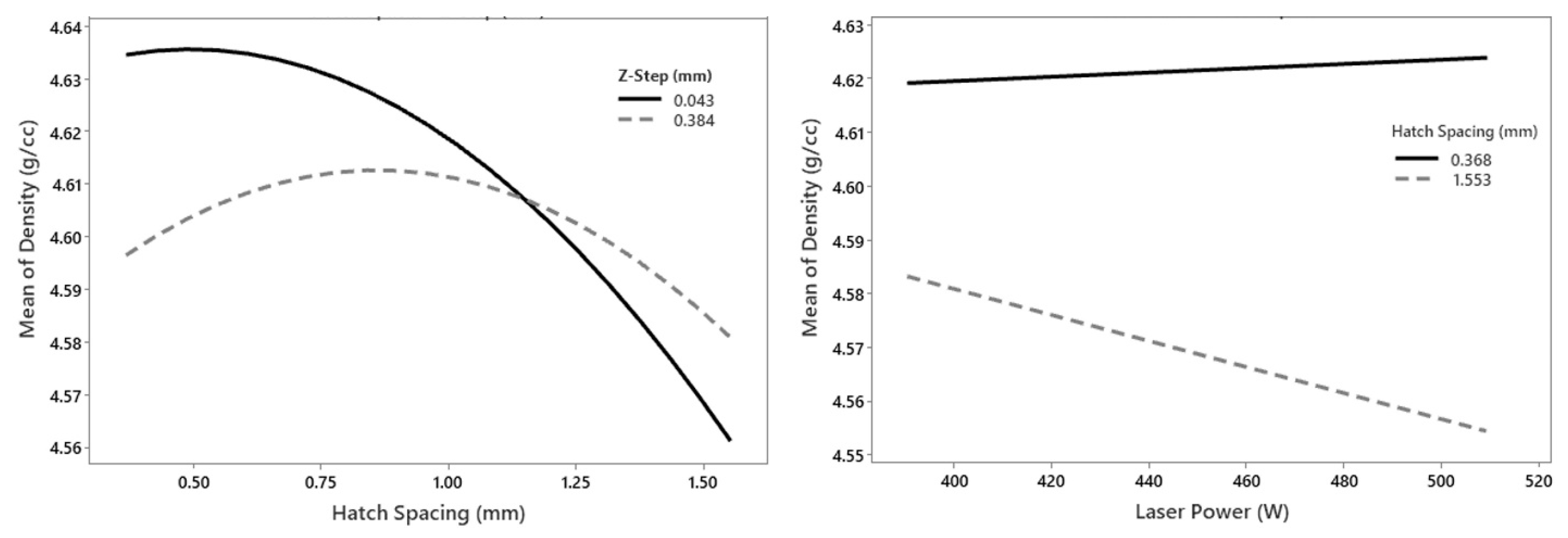
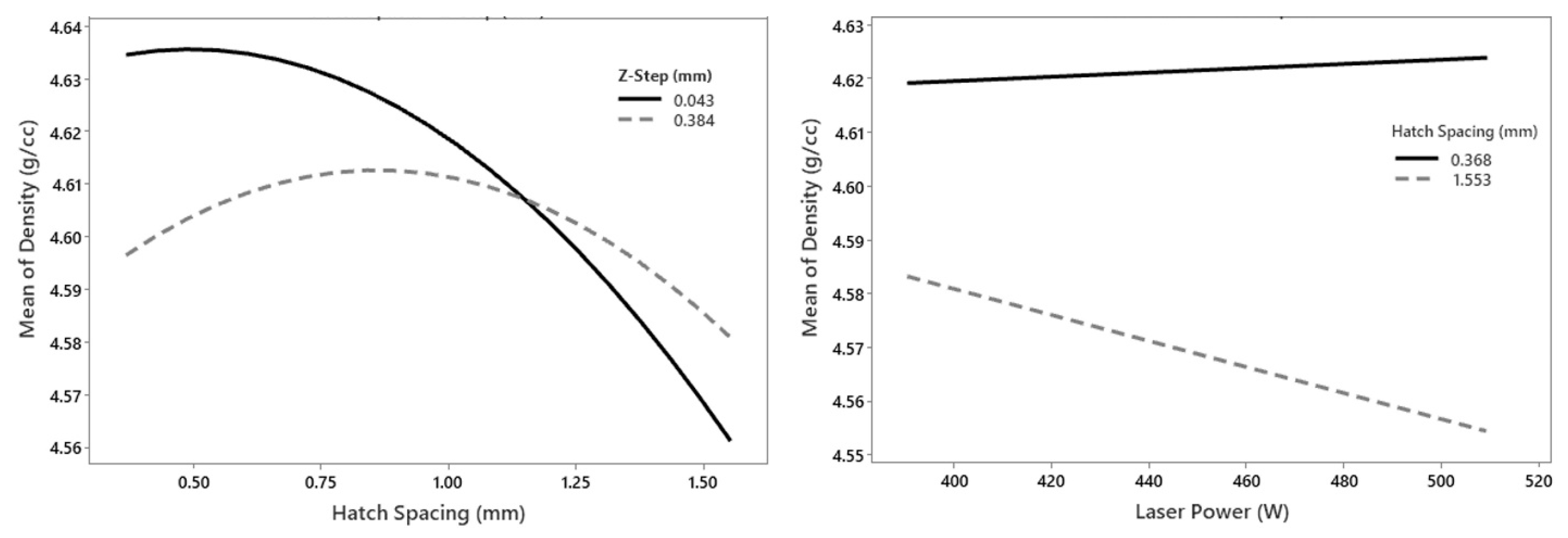
Figure 5). The small hatch spacings and layer thicknesses (high X–Y and Z overlaps) increased the energy density, which generally resulted in higher densities. In contrast, the low laser powers decreased the energy density, which resulted in lower densities except for the lowest power CCD (condition 5; 391 W). Condition 5 had the highest densities, least variance, and was not explained by a statistical model. However, the model also suggested that the hatch spacing interacted with both the laser power and layer thickness to influence the specimen density. The interaction effects of the hatch spacing with both the layer thickness and hatch spacing are presented in
Figure 9.
There was a clear interaction effect between the hatch spacing and layer thickness. The hatch spacing had a more dramatic effect on the specimen density when a small layer thickness was employed, reaching high densities at low HS values and rapidly deteriorating as the HS was increased. In contrast, the HS had less influence on the density at larger layer thicknesses. The laser power also interacted with the hatch spacing, exhibiting more sensitivity to the laser power at larger hatch spacings, with high laser powers resulting in lower densities. At low hatch spacings (high X–Y overlap), high densities could be achieved across the tested laser power range. The interaction between these parameters demonstrates that low HS and ZS can interact to achieve high densities, while laser power is less critical at a small HS.
The powder feed rate is an important parameter not accounted for in the ED calculation (Equation (3)). All the specimens deposited when the powder feed rate was 1.0 g/min had >99.5% density, suggesting that low powder feed rates generally help promote high densities in Ti-55511. Higher powder feed rates, which were employed at both higher laser power levels, were associated with lower densities. In a similar study on the DED of dual-phase steel, Sweet et al. also noted a decreased density with increased mass inputs (powder feed rates) [
18]. This effect was attributed to an increase in the energy lost by the powder stream by either reflection, evaporation, or heating of unfused powder [
18,
40]. In DED, the presence of powder in the laser path can also intercept the energy input and shadow the substrate, contributing to the energy lost by the powder stream [
40]. Similar to Sweet et al.’s work, the fraction of powder input to the system that absorbed energy but did not fuse to the substrate was increased at high powder feed rates, effectively reducing the energy input to the substrate and deposited powder. This theory is supported by the single-track results shown in
Table 3, where all the powder feed rates ≤1.0 g/min exhibited >30% capture efficiency, while higher powder feed rates generally exhibited <30% capture efficiency. This likely resulted in the reduced densities observed at both higher powder feed rate settings.
3.3. Microstructural Evaluation
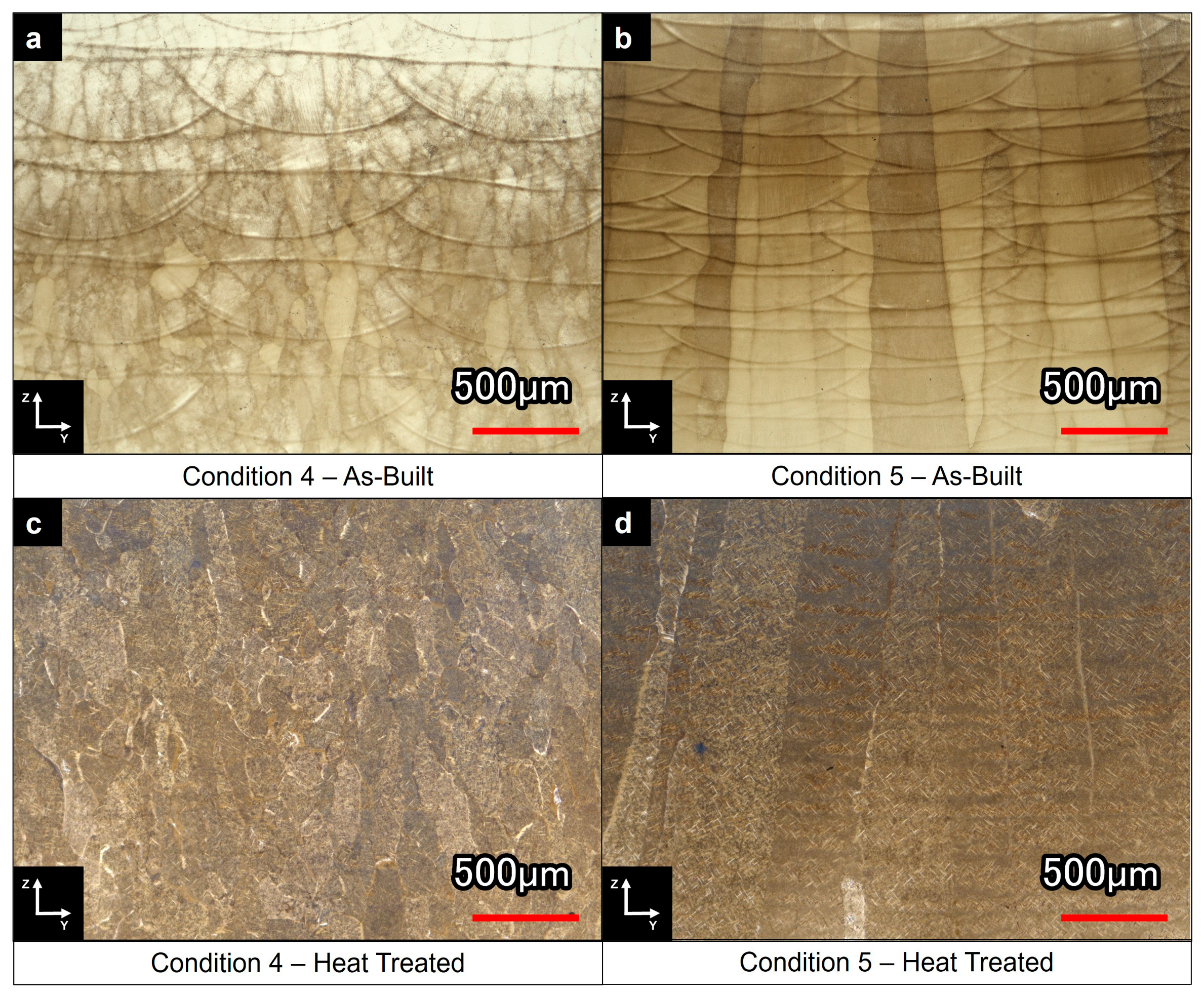
Cube specimens printed under build conditions 4 and 5 were mounted and polished for metallurgical examination. Cross-sections of as-built and stress-relieved specimens printed under identical parameters are presented in
Figure 10 for samples representing the center point of the CCDs (the condition to which the significance of changes was tested). The resulting as-built grain structures (
Figure 10a,b) were quite different. Condition 4 (ED = 173 J/mm
3, 509 W, 11.2 mm/s, 2.4 g/min, H
S = 1.010 mm, Z
S = 0.261 mm) exhibited a nominally equiaxed grain structure, while condition 5 (ED = 324 J/mm
3, 391 W, 11.2 mm/s, 1.0 g/min, H
S = 0.796 mm, Z
S = 0.135 mm) manifested a highly columnar grain structure that extended through numerous build layers. Etching of the samples (Kroll’s reagent) revealed the grain boundaries and melt-track details. The bead size and layer thickness were notably larger in the higher power condition (509 W, condition 4), which is consistent with the single-track bead height and width measurements. The samples stress relieved at 960 °C for 1 h under a high vacuum (
Figure 10c,d) did not exhibit any obvious recrystallization or grain growth.
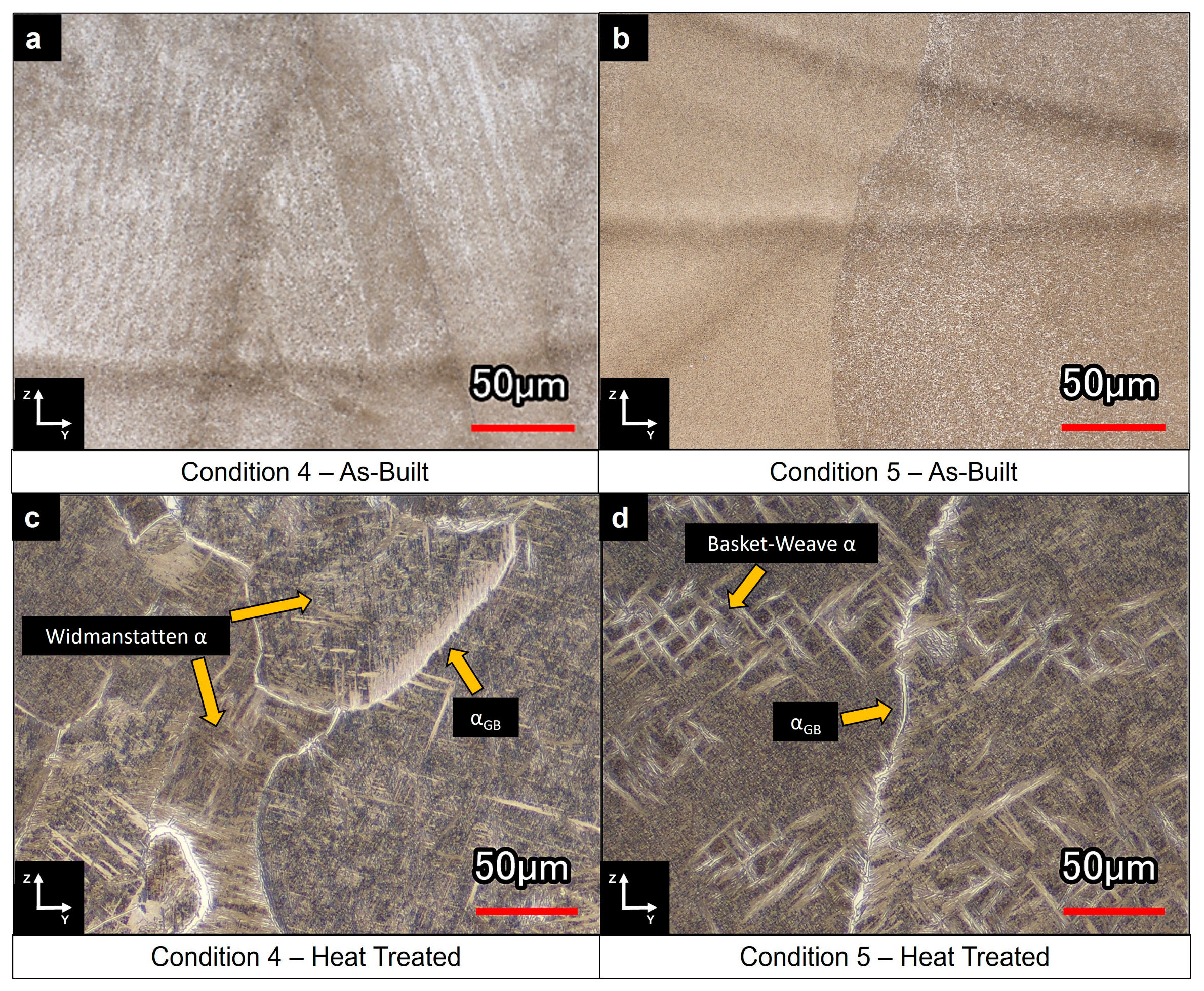
Higher-magnification images of the as-built and stress-relieved microstructures are presented in
Figure 11. Areas of the Widmanstatten- and basket-weave-type alpha phase are present under both conditions post-stress relieving, though condition 5 appeared to experience a higher degree of alpha-phase coarsening and contained bands of basket-weave alpha. The grain boundary alpha was also observed in the stress-relieved microstructures.
A. Dass et al. described how the DED process parameters influence the deposited microstructure [
1]. Increases in the T
R and P
F and decreases in the L
P lead to lower thermal gradients, G (K/cm), between the melt pool and the solidified material. Lower thermal gradients give rise to higher solidification front velocities, R (cm/s), which result in higher degrees of nucleation and equiaxed microstructures [
1]. The contrary promotes columnar growth due to less nucleation and a lower cooling rate, while a mixed region exists between both regimes, which contains a combination of equiaxed and columnar growth. The clear difference in the grain structure between conditions 4 and 5 points to these deposition processes operating within two different grain structure regimes.
C. Liu et al. observed a mixed-mode grain structure in laser-melting deposition (LMD)-processed Ti-55511 [
6]. In their work, epitaxial growth occurred at the bottom of the melt pool due to heterogeneous nucleation promoted by the previously deposited layer. Equiaxed growth occurred at the top of the melt pool due to the higher nucleation from the powder feed and the columnar to equiaxed transition (CET) caused by constitutional supercooling from solute segregation. As a result, each layer consisted of columnar grains at the bottom and equiaxed grains at the top in a bamboo-like morphology.
Figure 10a,b exhibit entirely equiaxed and columnar structures, respectively. Although there was some localized evidence of epitaxial growth between successive layers in condition 4 (
Figure 10a), the bulk of the deposited material had an equiaxed grain structure. Condition 5 (
Figure 10b) was entirely columnar and showed no evidence of a CET.
Conditions 4 and 5 employed different L
P, P
F, H
S, and Z
S. Condition 4 used a high L
P and P
F, which produced an equiaxed structure, suggesting that the high P
F promoted high nucleation and equiaxed growth despite a high laser energy input. Condition 4 also used relatively large H
S and Z
S (low X–Y and Z overlaps), decreasing the ED, which manifested in a lower thermal gradient and equiaxed structure. In contrast, condition 5 used a low L
P and P
F, which produced a columnar structure, despite the use of a relatively low laser energy input. Condition 5 also employed a small H
S and Z
S (large X–Y and Z overlaps), increasing the ED, which led to a higher thermal gradient and enhanced propensity for the observed columnar structure. Put simply, condition 5 exhibited epitaxial grain growth due to the higher energy density and associated higher G/R ratio, while condition 4 exhibited an equiaxed grain structure due to the lower energy density and associated lower G/R ratio [
1]. Apparently, there is a change in the deposited structure over a small ED range (173–324 J/mm
3). This is consistent with the interaction effects of the H
S and Z
S on the deposition process (see
Figure 9), where small H
S and Z
S (higher ED) caused a different density response than large H
S and Z
S (lower ED). It is also important to highlight that the columnar structure was produced using a higher energy density (324 J/mm
3) than the equiaxed structure (173 J/mm
3).
In condition 4, the higher LP was required to compensate for the additional powder mass flow and lower overlaps (higher HS and ZS). As a result, the overall ED is lower compared to condition 5, which used a lower laser power to account for the low powder mass flow and high heat accumulation in the deposited layer due to the higher overlaps. In either case, the PF evidently influences the deposited structure and, likely, specimen density in a similar manner to the LP.
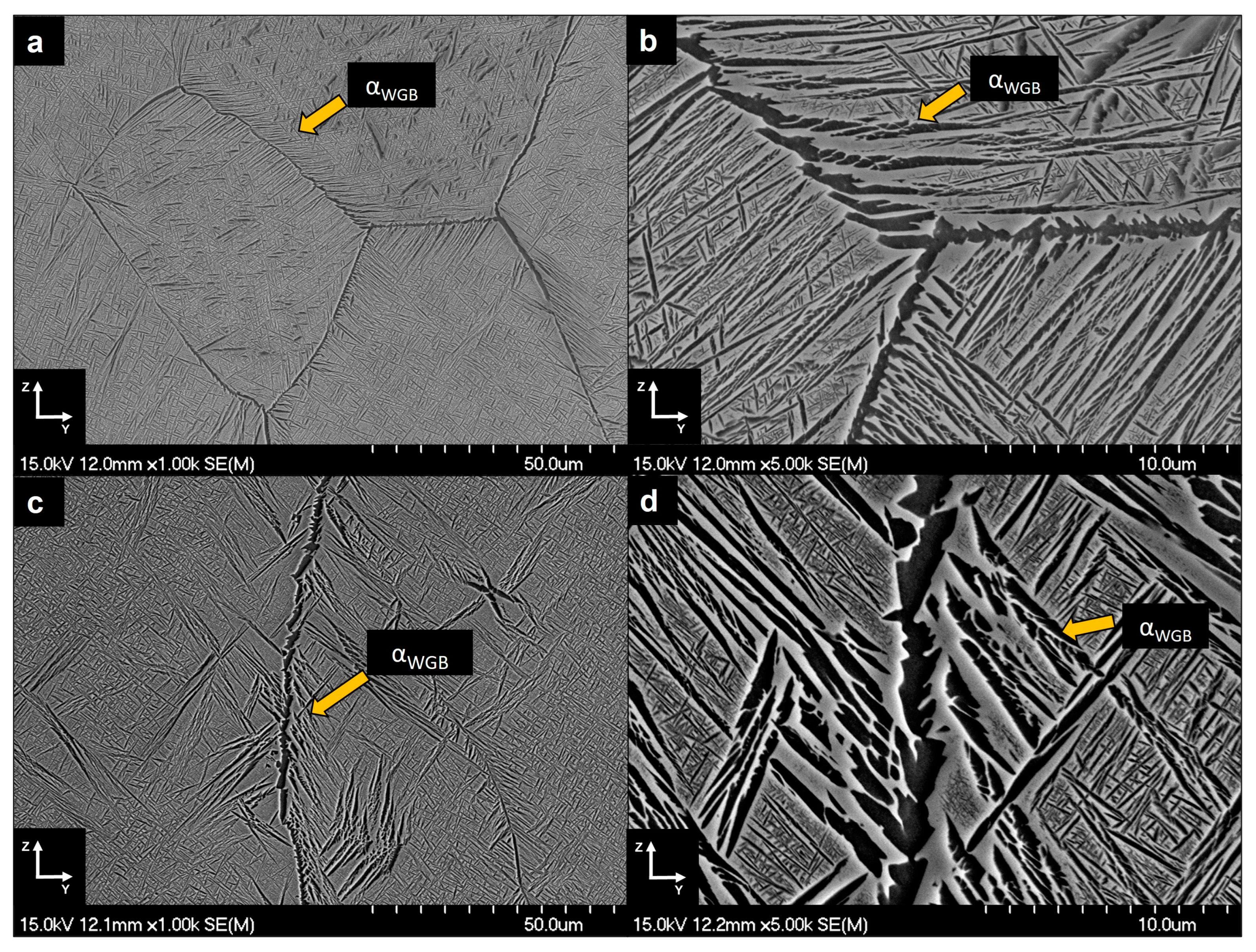
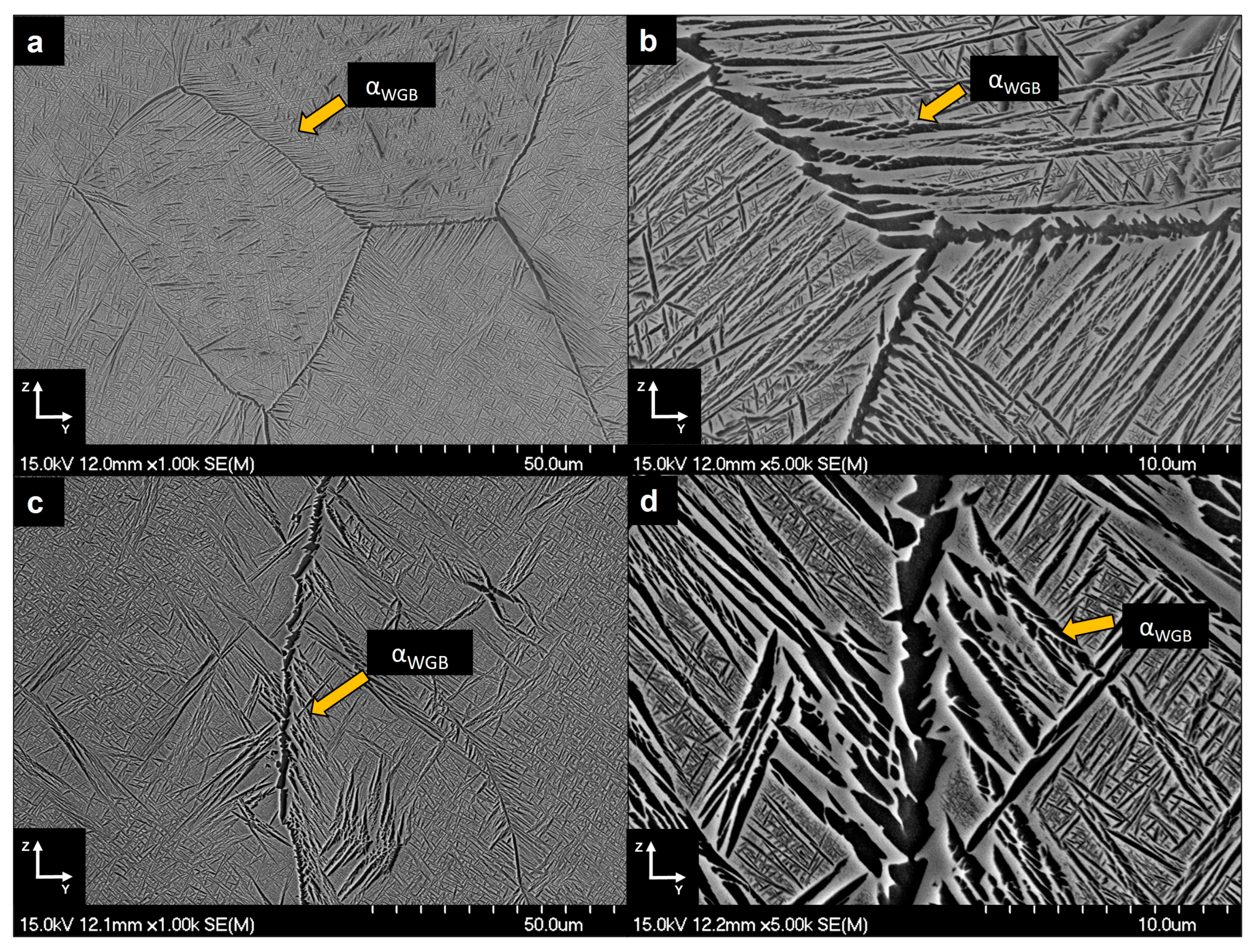
The post-heat treatment microstructures of deposition conditions 4 and 5 are shown in
Figure 12. Grain boundary alpha (α
GB) was present throughout both specimens and exhibited continuous and discontinuous features. Colonies of Widmanstatten grain boundary alpha (α
WGB) were found throughout both deposition conditions. A basket-weave microstructure of primary (α
P) and secondary (α
S) alpha was prominent within the beta grains. A thin precipitate free zone (PFZ) was also observed between the α
GB/α
WGB and the α
P/α
S regions.
The microstructures observed are consistent with the work of Liu et al., who studied the beta heat treatment of LMD Ti-55511 [
5]. Their work demonstrated that as-printed Ti-55511 specimens contained linear grain boundary alpha (α
LGB) because of the complex thermal cycling during deposition. The presence of continuous films of α
LGB in the as-printed Ti-55511 allowed intergranular crack propagation through the PFZs and resulted in low ductility (<5%). In contrast, the formation of herringbone and Widmanstatten alpha-phase morphologies, α
WGB, which form upon cooling from the β-phase field, breaks up the PFZs and limits crack propagation, increasing the ductility. Therefore, a β heat treatment (above the β transus temperature, T
β = 880 °C, for Ti-55511 [
5]) is required to transform the retained α
LGB to α
WGB and improve the ductility of the material. The microstructures in
Figure 12 were heat treated above the β transus (T
HT = 960 °C) and exhibit the discontinuous grain boundary morphologies reported by Liu et al., which can lead to superior ductility.
3.4. Mechanical Properties
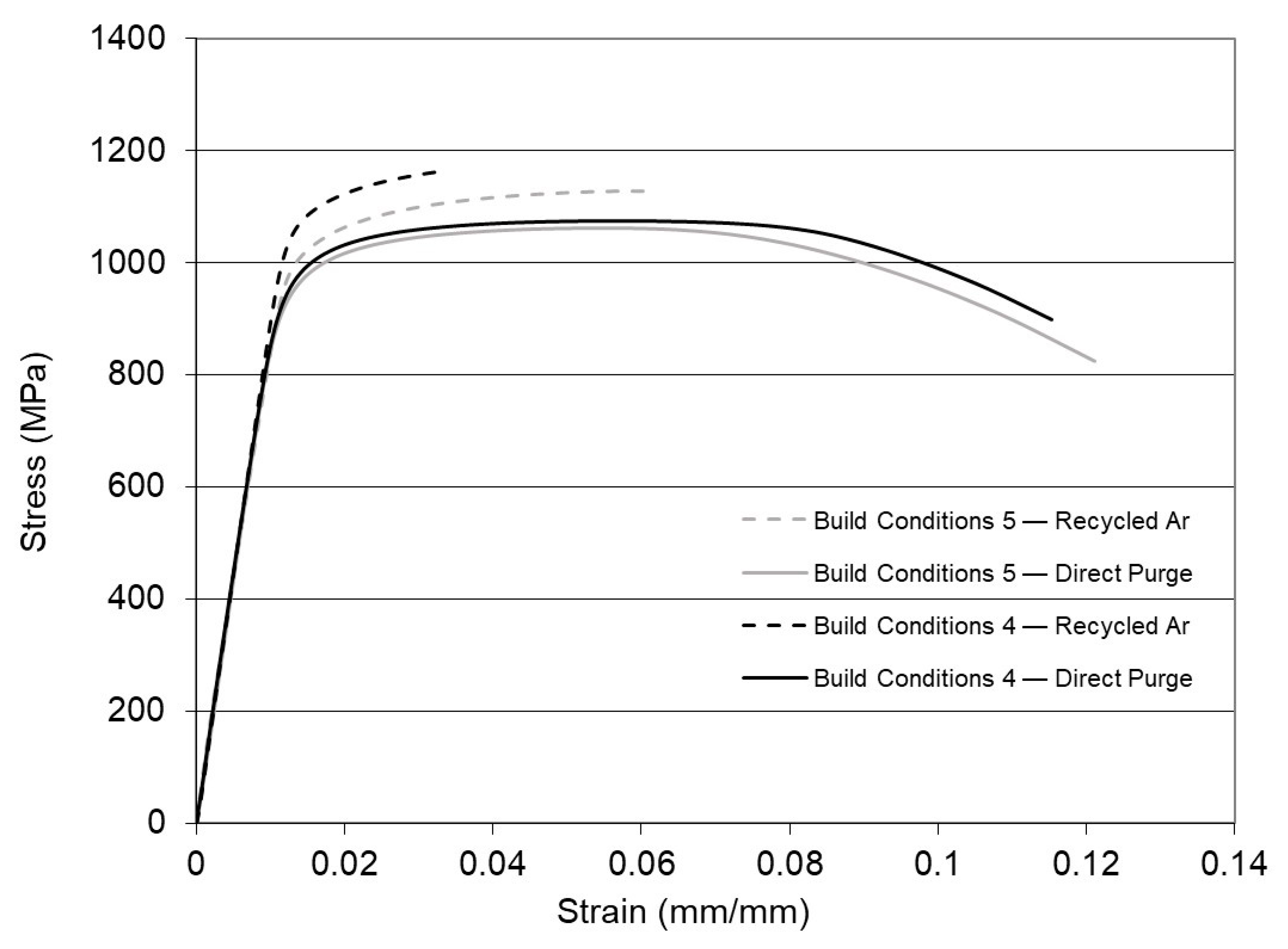
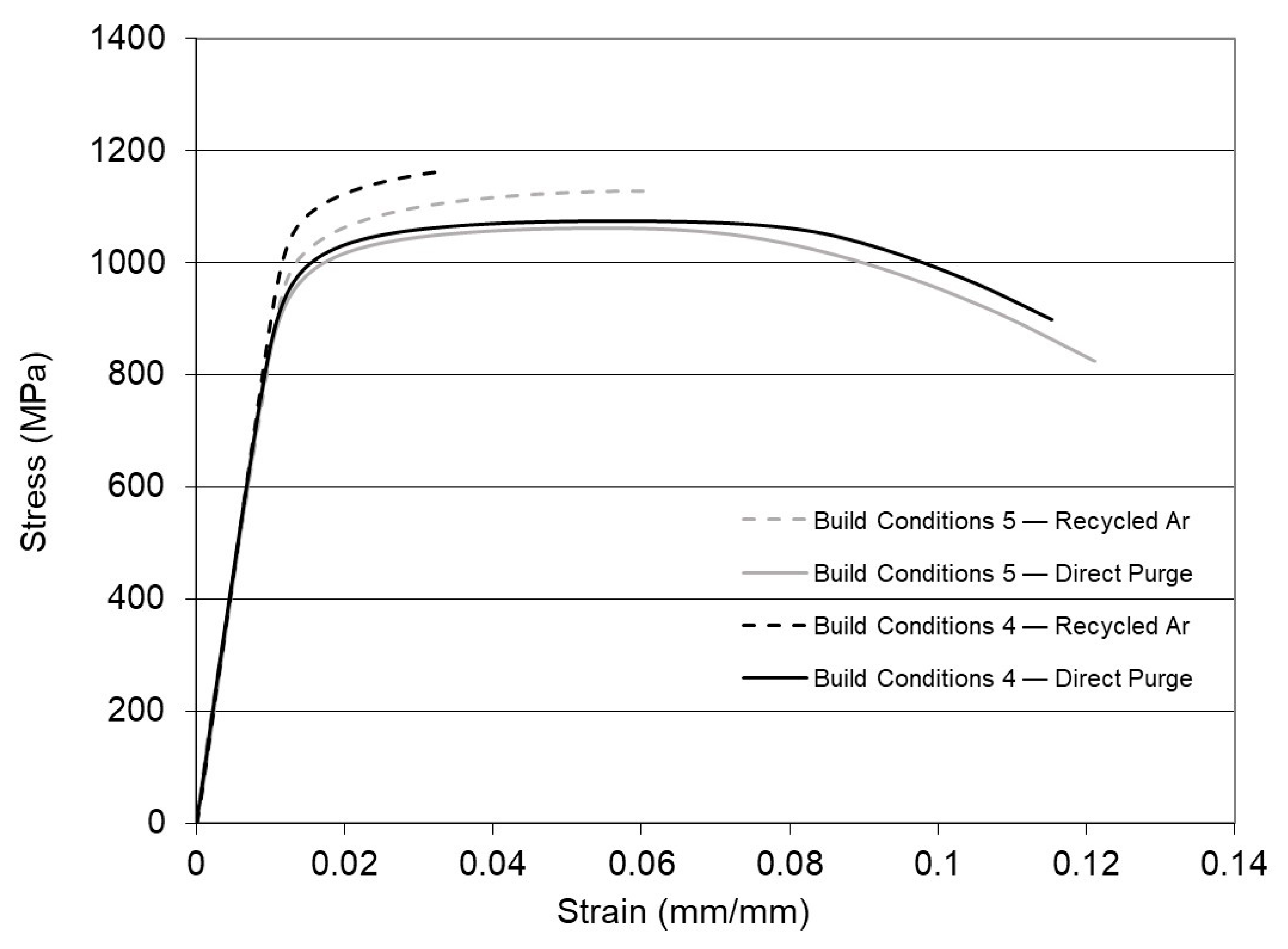
The tensile properties of the specimens printed under conditions 4 and 5 are presented in
Table 5 These two deposition conditions were selected for tensile testing due to their differing grain structures (see
Figure 11). The presented data are an average of two or more individual tests and all the specimens were tested in the stress-relieved condition (960 °C for 1 h under a high vacuum). Each deposition condition was printed utilizing both recycled argon (Recycled Ar) and a direct purge of argon (Direct Ar) to shield the melt pool. In the direct purge (Direct Ar) set-up, high-purity Ar gas (99.999% Ar) was drawn directly from the compressed gas bank to supply the shield gas and powder feeder carrier gas. This approach ensures that high-purity Ar gas is being used to shield the melt pool during the printing process to minimize contamination. However, it is more economical to recycle the Ar shield gas using an argon recirculation system. By printing tensile blanks under both Recycled Ar and Direct Ar shield gas conditions, the resulting mechanical properties for either shield gas type could be directly compared
The specimens printed while continually recycling argon through the chamber, process shield gas, and powder feed exhibited acceptable ultimate tensile strength (UTS) and yield strength (YS) but poor ductility when compared with the literature values [
5,
6]. The percent elongation for condition 4 was 2.7%, while condition 5 had a higher ductility at 6.2%. The inferior ductility exhibited by condition 4 could be caused by a slightly lower density. Under the Direct Ar condition, the specimens had lower UTS and YS but were substantially more ductile and exceeded the elongation requirement in the literature [
5,
6]. The difference in elongation between the Recycled Ar and Direct Ar processing conditions is evident in the stress–strain curves presented in
Figure 13. In general, the specimens printed using Recycled Ar had inferior ductility to those printed under direct purge conditions regardless of the print parameter set employed.
Titanium has a high affinity to oxygen, nitrogen, and carbon. These elements diffuse interstitially through the microstructure and can negatively impact the ductility [
34,
41]. Rousseau et al. highlighted that by increasing the oxygen content in Ti-6Al-4V up to a limit of 2000 ppm O
2, the tensile strength could be improved without negatively impacting the ductility [
42]. However, controlling the impurity content during printing is critical because the interstitial content can cause embrittlement [
13]. Generally, when high ductility and toughness are required, as is the case in most Ti alloy aerospace applications, the interstitial content must be kept to acceptably low levels to prevent embrittlement [
13].
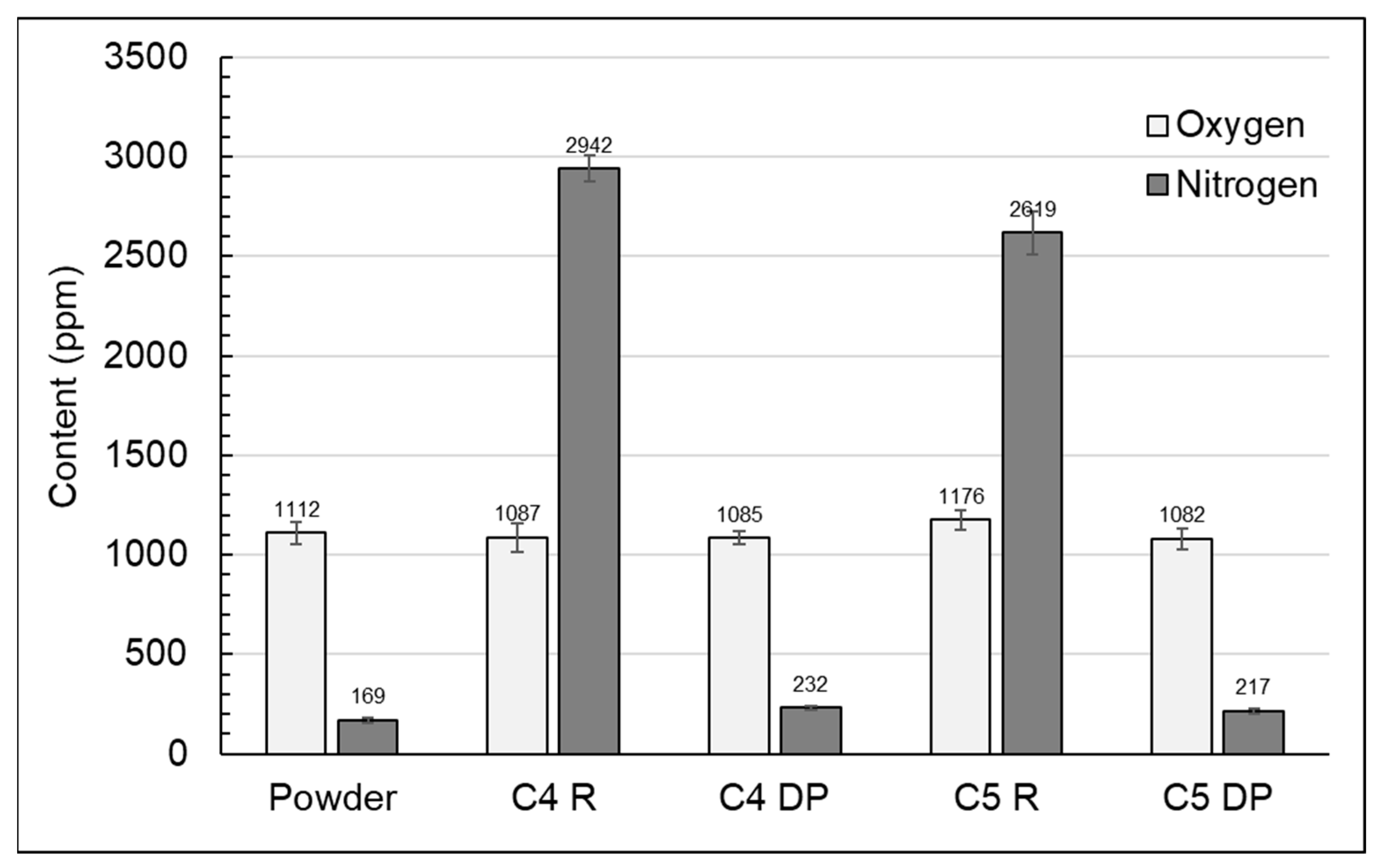
The oxygen and nitrogen (ON) contents of the tensile specimens were measured to quantify and compare the impurity level imparted by the Recycled and Direct Ar process conditions. The results, presented in
Figure 14, demonstrate that there was a significant amount of nitrogen pick-up during the deposition process when the argon purge gas was continually recycled. The Ti-55511 powder feedstock had 169 ppm N
2, but processing using the Recycled Ar gas caused an increase to over 2500 ppm N
2. In contrast, the oxygen content was consistently 1100 ppm O
2 for the powder feedstock and all the deposition conditions. The ductility achieved under the Direct Ar purge condition is aligned with the results reported by Rousseau et al., where the ductility could be maintained in Ti-6Al-4V with oxygen levels below 2000 ppm O
2 [
42]. In the Recycled Ar case, the accumulation of N
2 in the deposited Ti-55511 clearly caused embrittlement. Although this result may not be surprising, it highlights the importance of monitoring the O and N impurity levels in the DED process environment for Ti alloys.
The tensile specimens printed using Recycled Ar exhibited elevated N
2 contents, but their O
2 contents were consistent with the level measured for the as-received Ti-55511 powder. The tensile specimens printed with the Direct Ar showed no significant change in the O or N content from the as-received powder. This result implies that the source of the N
2 contamination was in the Ar recirculation system. However, an air leak in the Ar recirculation system would have imparted both O
2 and N
2 to the material. Therefore, an alternate source of N
2 in the Ar recirculation system must have existed. To further investigate the source of the N
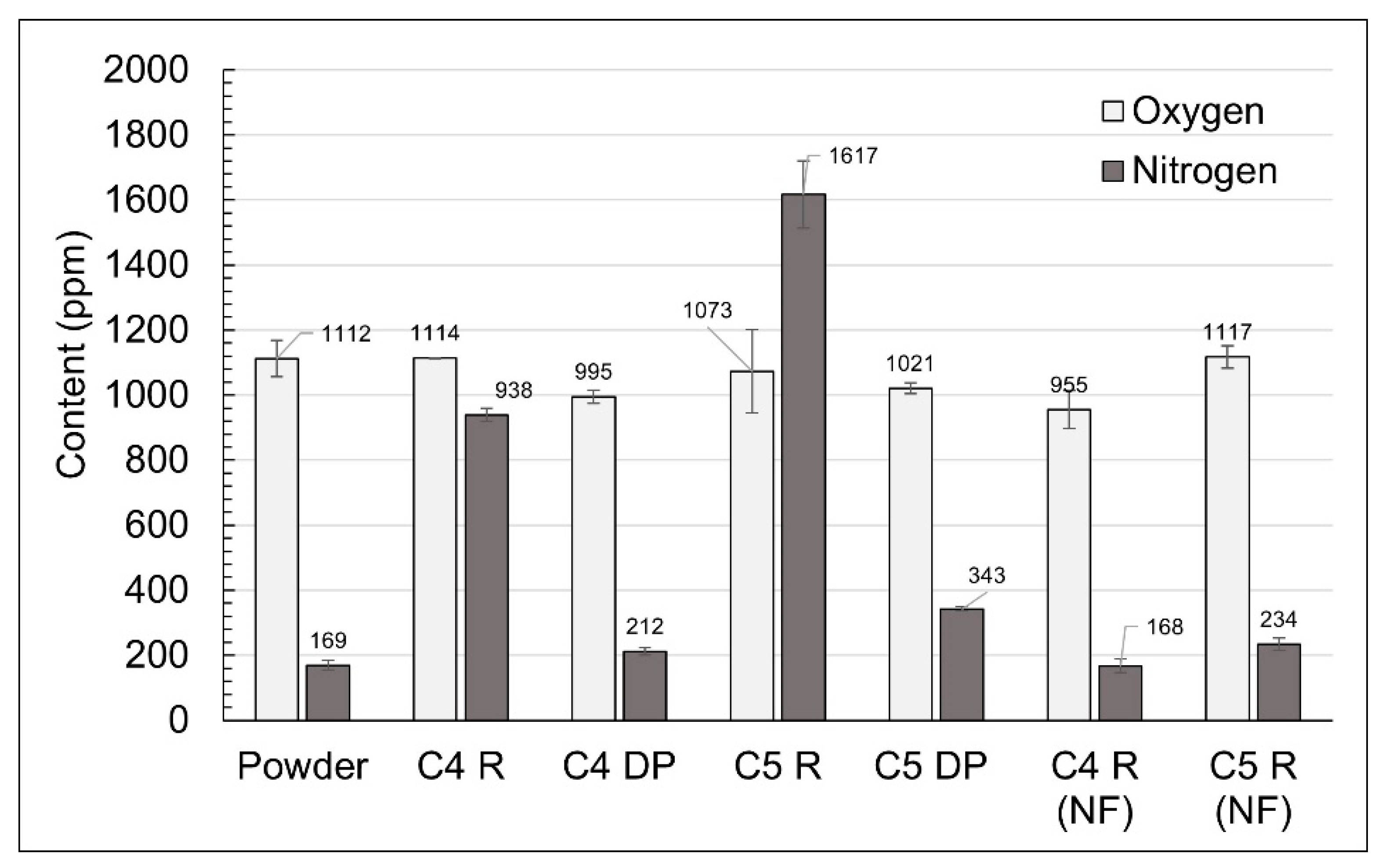
2 contamination, additional ON test pins were printed using deposition conditions 4 and 5 with both the recycled and direct purge Ar. Following these additional prints, the particulate filter in the Ar recirculation system was replaced and an additional set of ON test pins were printed using deposition conditions 4 and 5 with the Recycled Ar. The ON results for these test pins are compared in
Figure 15.
The ON results from the Ti-55511 test pins demonstrated that the N
2 pick-up observed in the tensile specimens (
Figure 14) was repeatable and that the same trend was present in the ON test pins (
Figure 15). The Ti-55511 pins printed using Recycled Ar showed an increased N
2 content, while the specimens printed with Direct Ar showed no significant ON pick-up. When the particulate filter in the Ar recirculation system was replaced prior to printing, the test pins printed with the recycled Ar no longer exhibited significant ON pick-up. Evidently, the observed N
2 pick-up was effectively mitigated by employing a new filter in the Ar recirculation system. The filter in the Ar recirculation system captures metal particulates formed during printing operations. It is postulated that the accumulated metal particulates in the filter off-gassed N
2 into the recirculating Ar purge gas, causing the shield gas for the melt pool to contain elevated levels of N
2, which then contaminated the Ti-55511 during printing.
The chemical compositions of the samples printed under DED conditions 4 and 5 are presented in
Table 6. The compositions were nearly identical under both processing conditions and were within the acceptable compositional range. The composition of the printed material was also very similar to the as-received powder composition, exhibiting no major loss of alloying additions during the DED process or subsequent heat treatment.
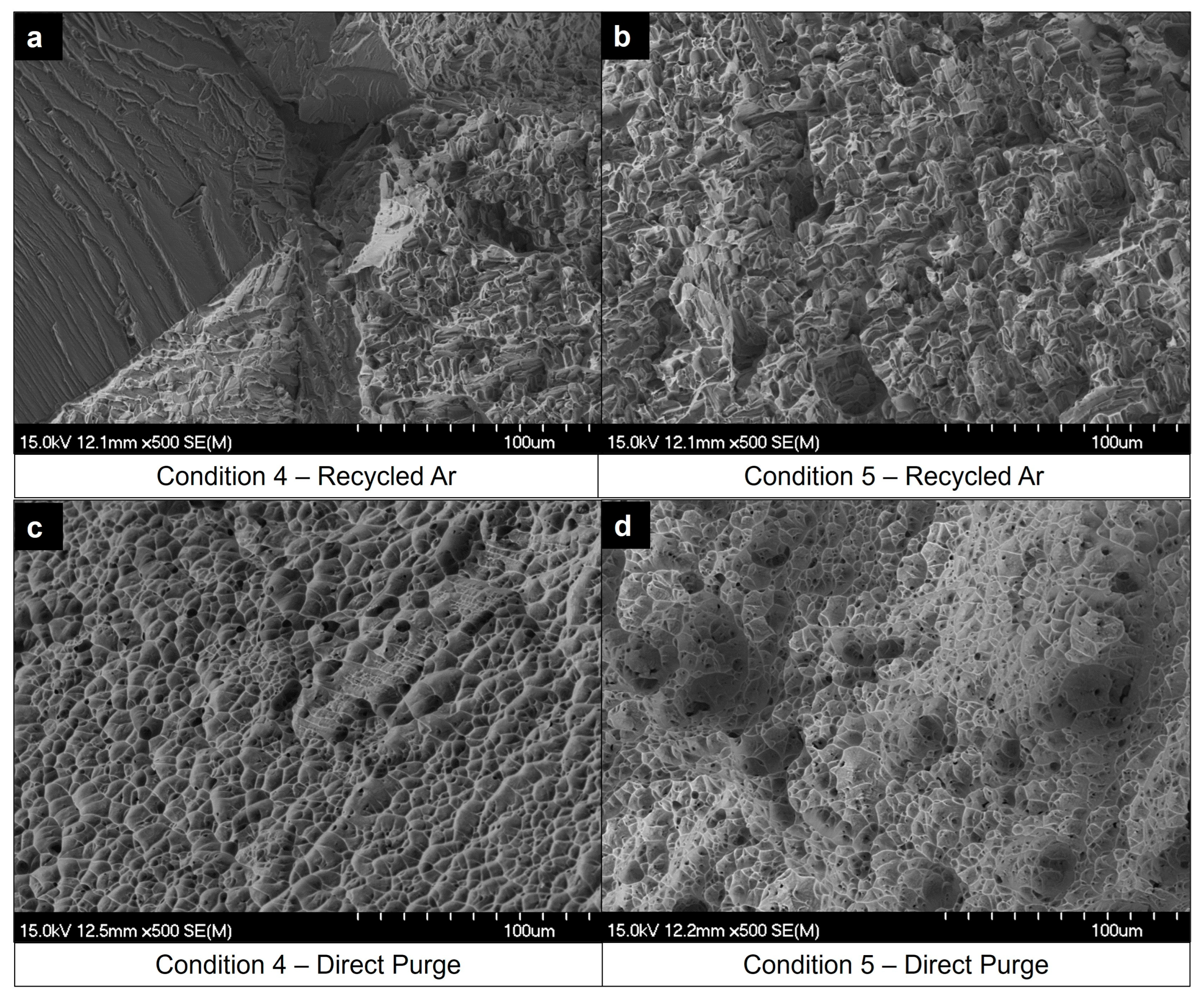
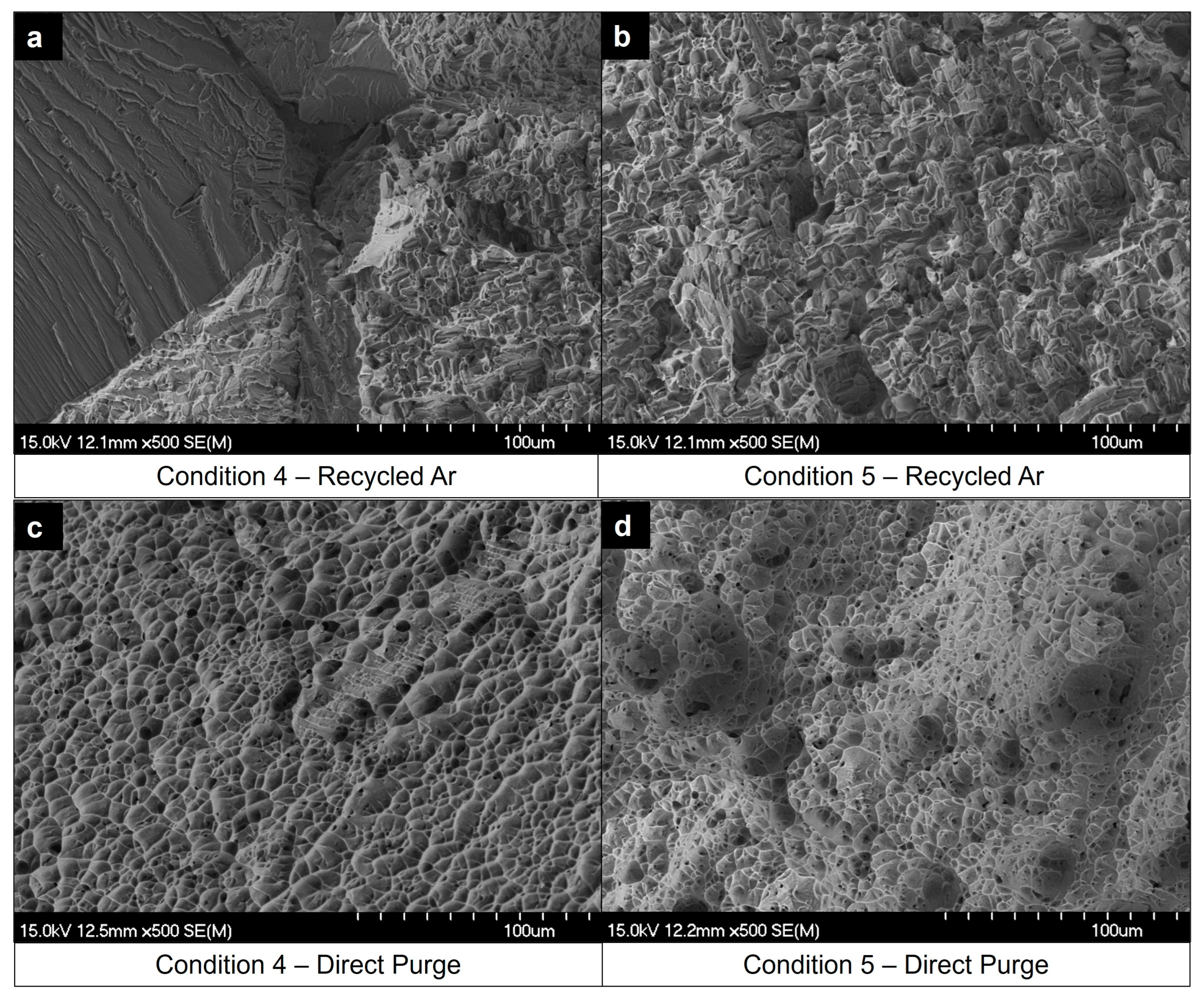
The fracture surfaces of the four different tensile specimens are presented in
Figure 16. The specimens printed using the Recycled Ar process gas (
Figure 16a,b) exhibited brittle, intergranular fractures, while the Direct Ar (
Figure 16c,d) displayed a ductile, trans-granular fracture mode. The fracture surfaces for condition 4 and 5 were very similar under each processing gas set-up.
The tensile specimens in this work were stress relieved above the beta transus temperature (β heat treatment). The specimens that were processed under the Direct Ar process gas formed the beneficial α
WGB phase in the grain boundaries (see
Figure 12) and displayed high ductility (see
Table 5 and
Figure 13). Liu et al. concluded that DED Ti-55511 required an intermediate heat treatment following the initial stress-relieving/β heat treatment to coarsen the α
WGB phase and avoid an intergranular mode of fracture, which would decrease the ductility [
5]. By applying additional heat treatments, Liu et al. achieved 11% elongation in DED Ti-55511, which exceeded the requirements outlined in the literature [
5]. In the present study, so long as the interstitial content was minimized, elongations between 10 and 12% were achieved after a single β heat treatment step above the β transus temperature. However, the UTS and YS were lower than those reported for DED Ti-55511 with additional heat treatment steps beyond the initial β heat treatment step. Additional aging steps at 750 °C and 600 °C promote the development of beneficially α
P and α
S, which increase the strength by resisting dislocation motion and limiting crack propagation. Therefore, the development of α
P and α
S through subsequent aging treatments increases the strength but is not detrimental to the ductility.



 ,
, 








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}