
Development and Practical Implementation of Digital Observer for Elastic Torque of Rolling Mill Electromechanical System

 ,
,  ,
,  , ,
, , 
Abstract
1. Introduction
1.1. Digital Twin and Digital Shadow
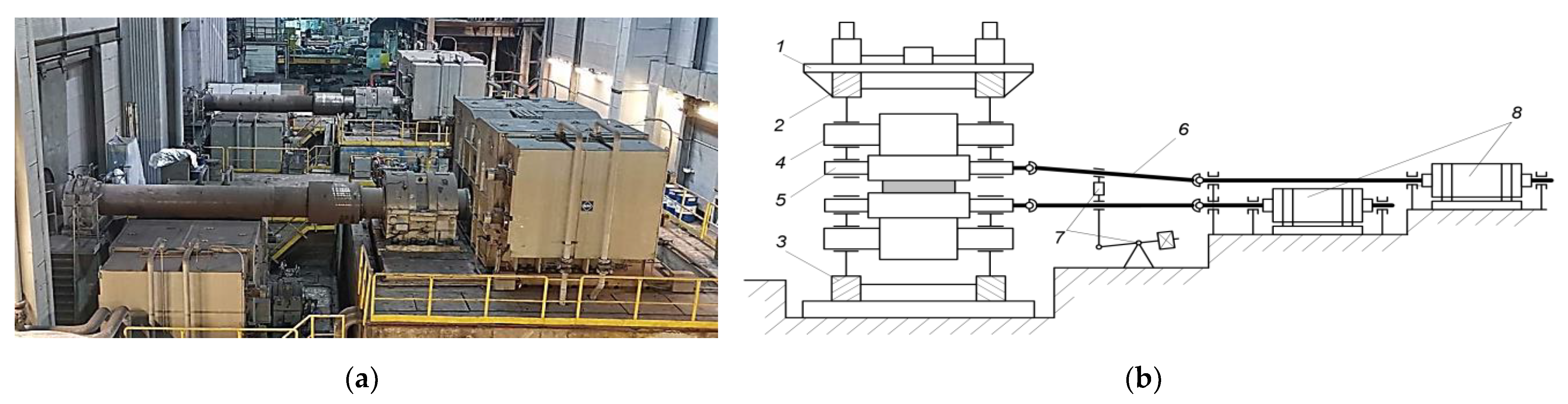
1.2. Characteristics of the Study Object
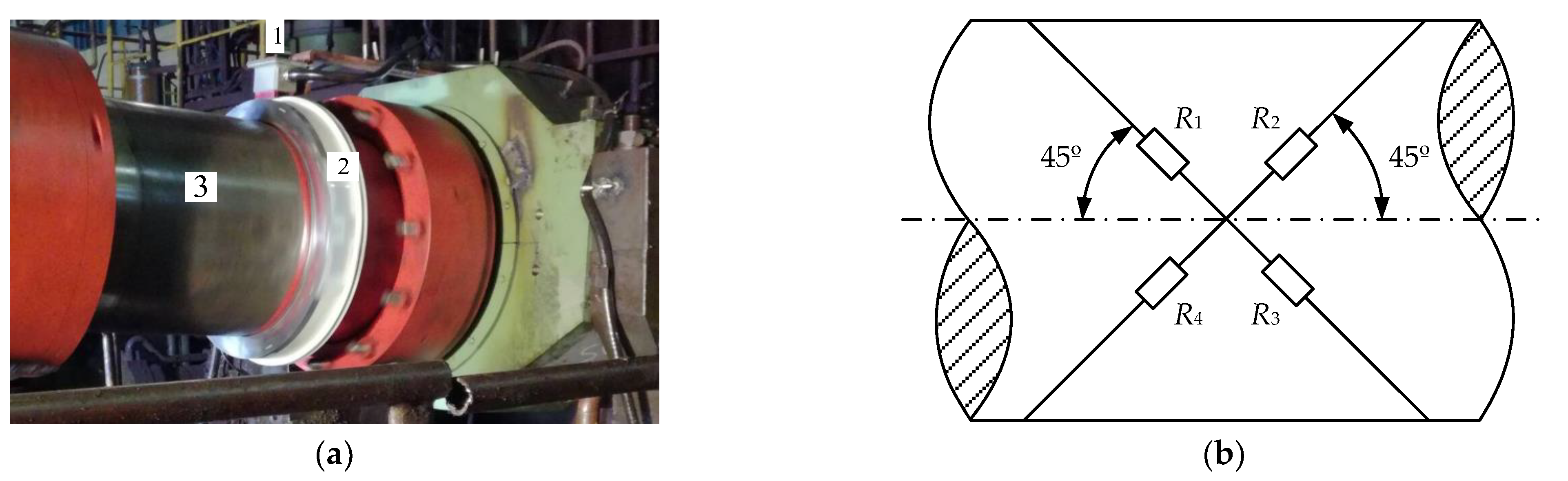
1.3. Direct Torsional Oscillation Measurement System
1.4. Rationale for the Research Status
- Developing a method for the digital adjustment and calculation of the parameters for the elastic torque observer is suggested. Estimating the reliability of elastic torque recovery in dynamic modes with optimal observer parameters.
- Experimental studies of the possibility and expediency of the developed observer application to recover the elastic torque in emergency modes occurring at rolling mills. Special focus shall be placed on the modes accompanied by the breakdowns of the equipment at the main lines of electric drives of the stands (accidents with severe aftermath).
- The development of an emergency braking system to stop the electric drives of the stand upper and lower rolls in the near future. The flaw of the known control systems is the stop of the “emergency” electric drive only. In this case, the hazard of the transmission shaft rotation at the “work” electric drive is not taken into account. As practice has shown, this mode is particularly hazardous at the overlap of the strip on the roll that causes significant damage.
- The experimental evaluation of the speed and efficiency of the emergency braking system. Such research can be conducted by the method of mathematical modeling. However, the paper considers the application of the digital elastic torque observer, which is referred to in its title. Therefore, emergency modes are researched by the method of passive coordinate observation, which makes it possible to identify signs of a pre-emergency situation.
2. Problem Formulation
2.1. Requirements for a Torque Observer
- -
- quick response in analyzing the dynamic metal bite process; the sampling time should not exceed 1 ms;
- -
- the possibility of implementing algorithms in the operating mill’s industrial controller software. Accordingly, the relative simplicity of the developed observer is required.
2.2. Research Areas
- -
- justifying pre-emergency signs (preferably, according to several independent criteria);
- -
- developing a computational procedure, ensuring control over the emergency development;
- -
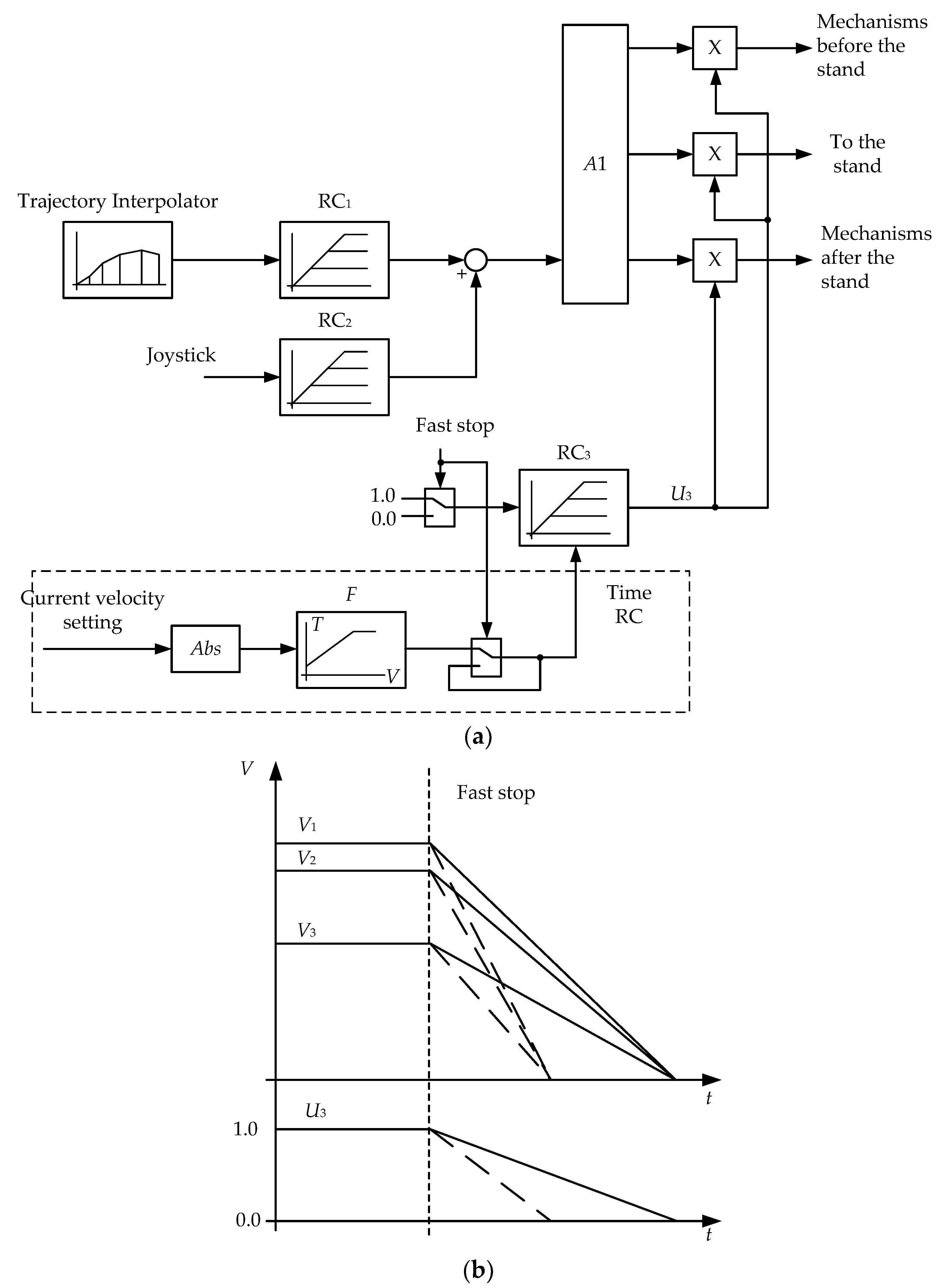
- developing a control algorithm, ensuring braking with a rate depending on the drive velocity at the time of the accident.
3. Materials and Methods
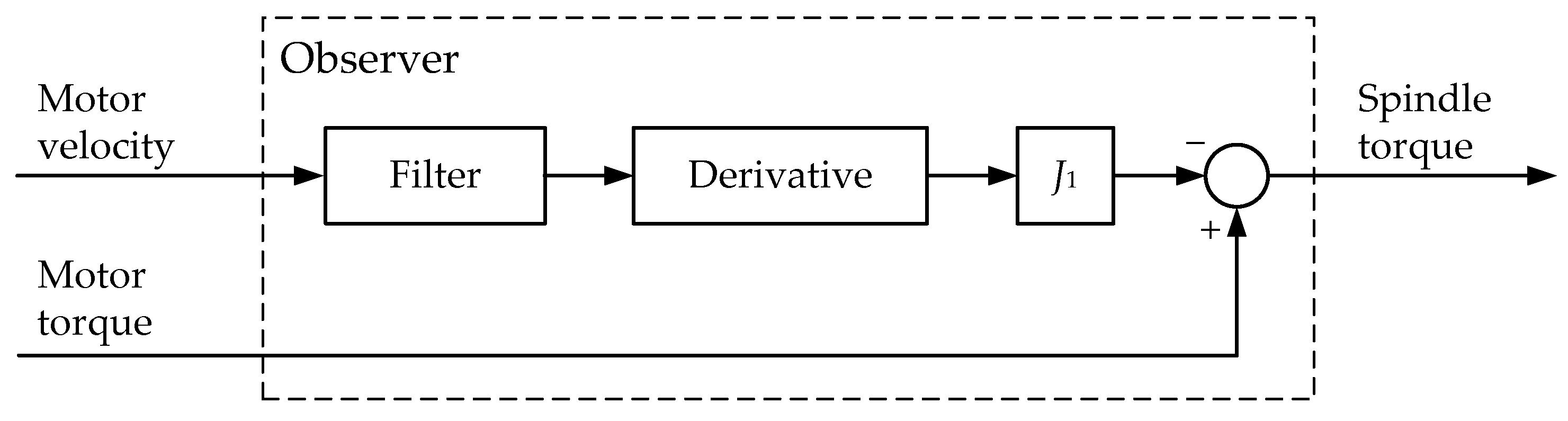
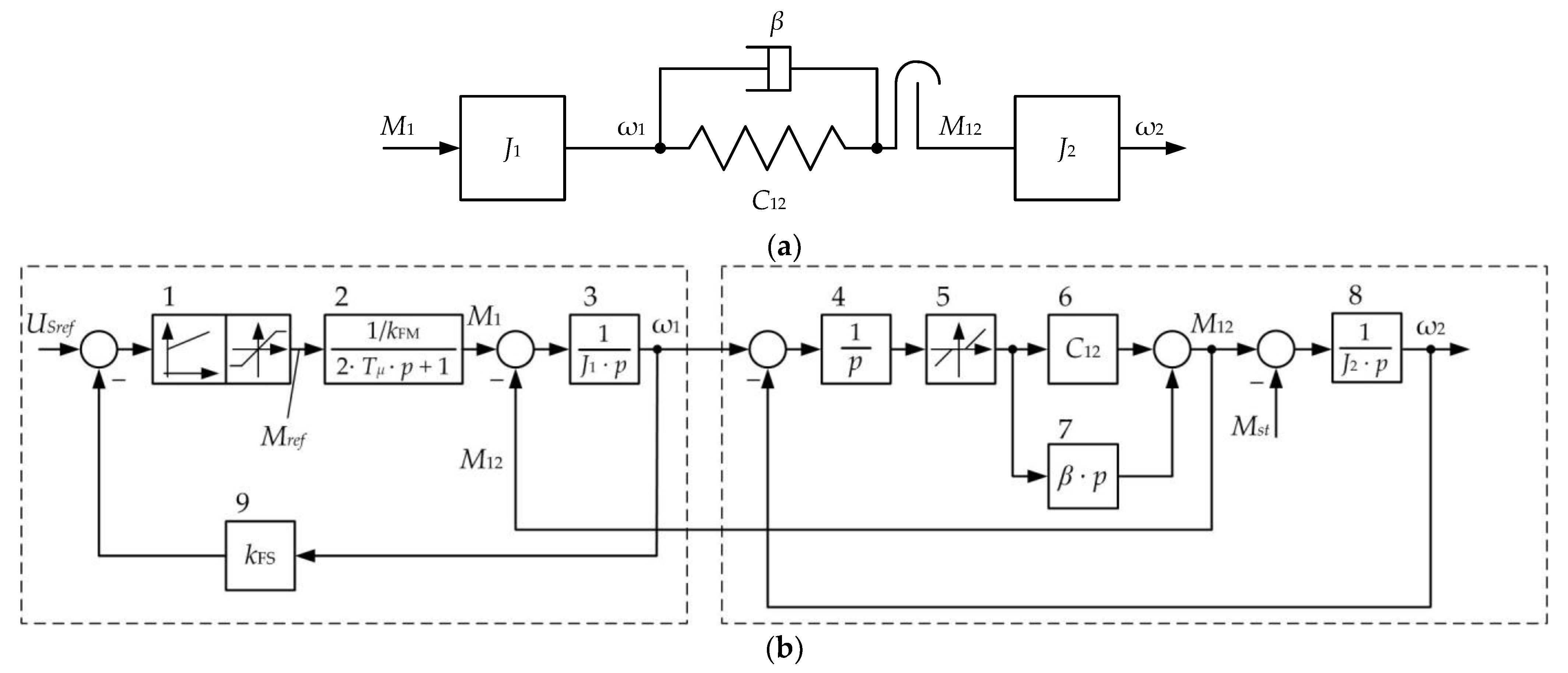
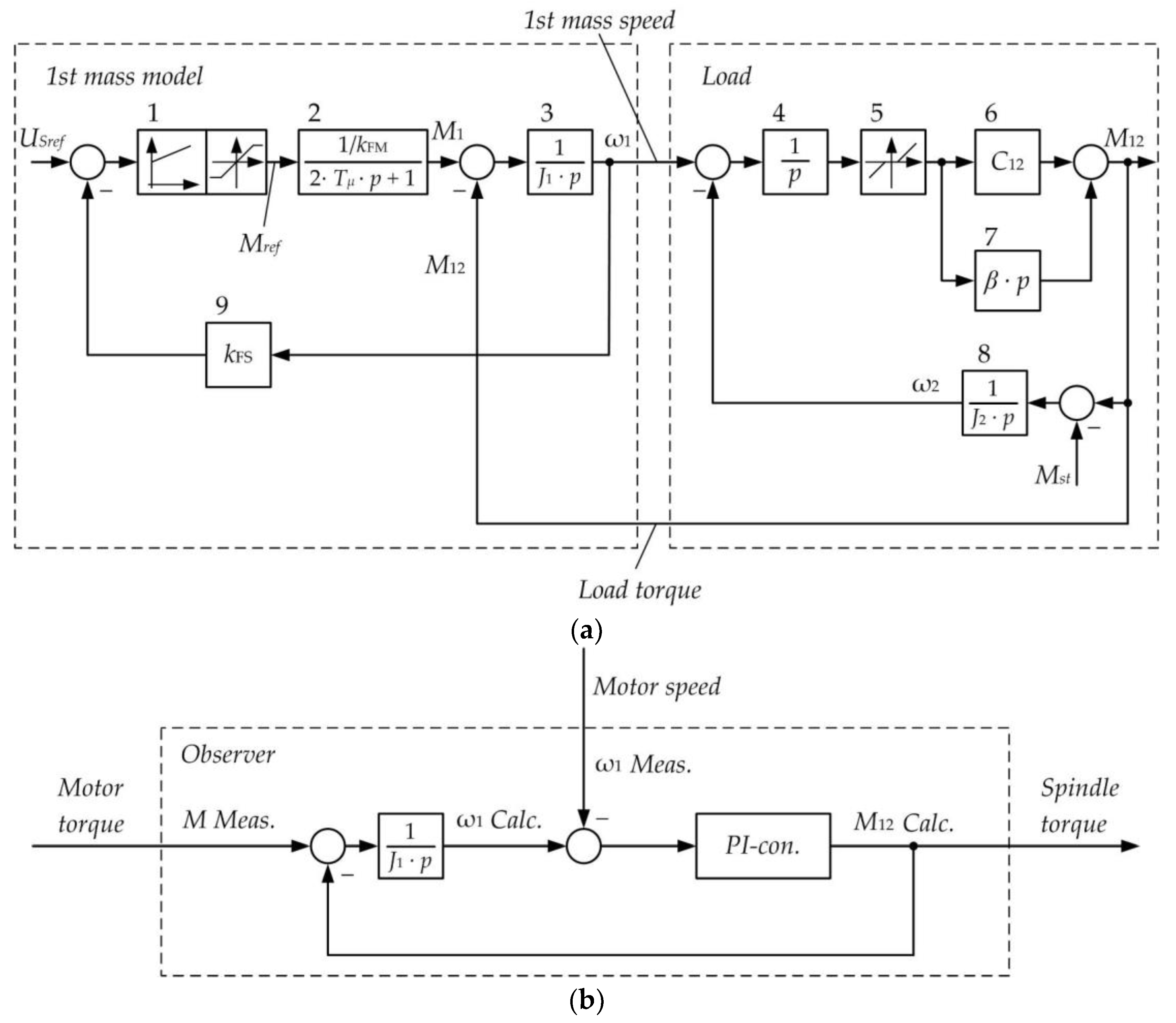
3.1. Developing a Spindle Torque Observer. The Observer Structure
3.2. Virtual Parametrization
3.3. Calculation of the Observer Parameters
- -
- integrator with a transfer function
- -
- controller with a transfer function
- 1.
- In the course of the setting, the bandwidth and the desired system cutoff frequency should be determined. The setting should provide the following:
- -
- a set loop bandwidth (lower and upper limits of the permitted frequency range);
- -
- an open-loop logarithmic amplitude–frequency characteristic (LAFC) slope of −20 dB/dec over a range of ∓, one decade from the cutoff frequency. Further, one should set the system cutoff frequency (as a rule, it should be in the mid of the bandwidth).
- 2.
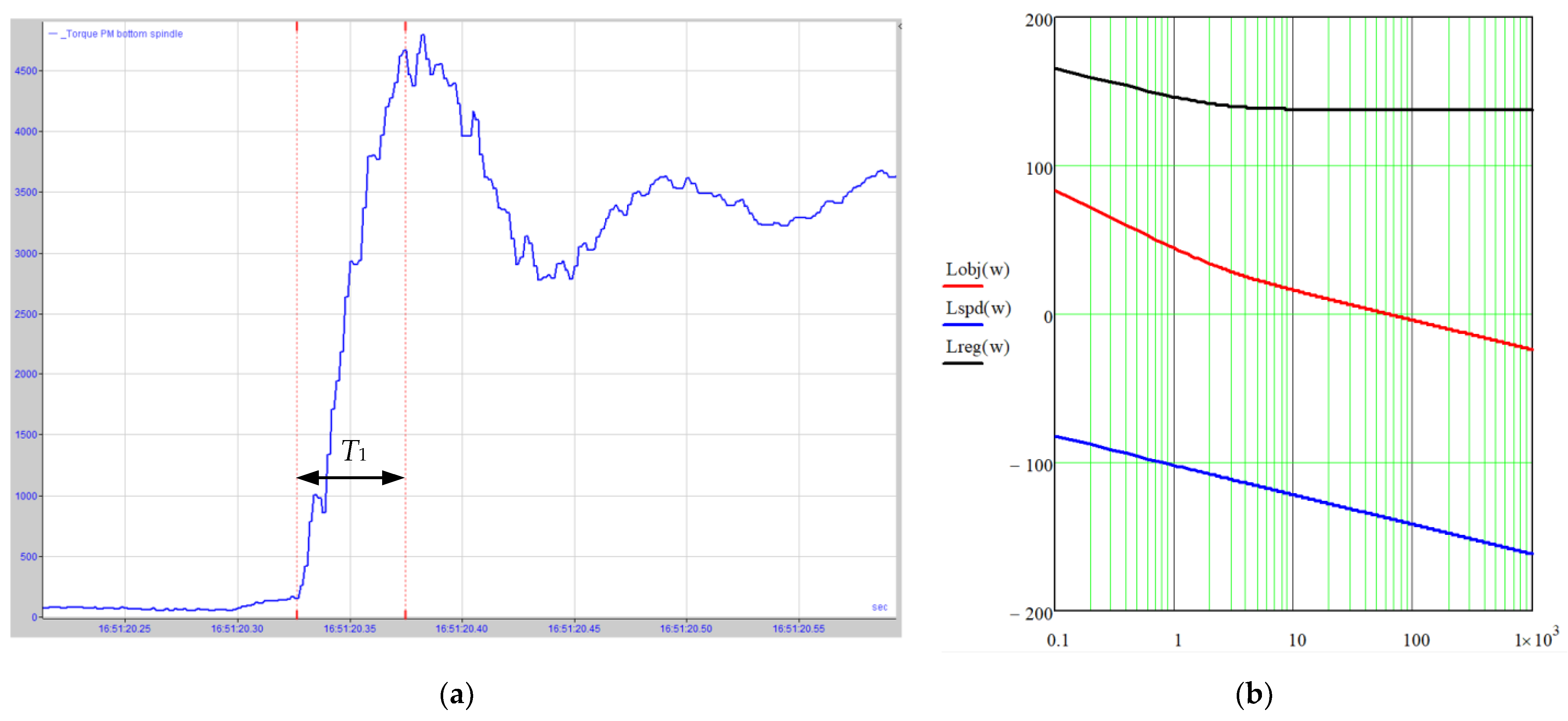
- The controller gain ratio is defined by the condition of the open-loop LAFC approximation to the LAFC desired (Figure 8b). Legend: Lobj—open-loop object the LAFC desired (the observer with an open-loop feedback); Lspd—integrator LAFC with the inertia torque J1; Lreg—controller LAFC. They are built according to the following dependences:
- -
- LAFC—member spd:orwhere
- -
- LAFC—member reg:or
4. Implementation
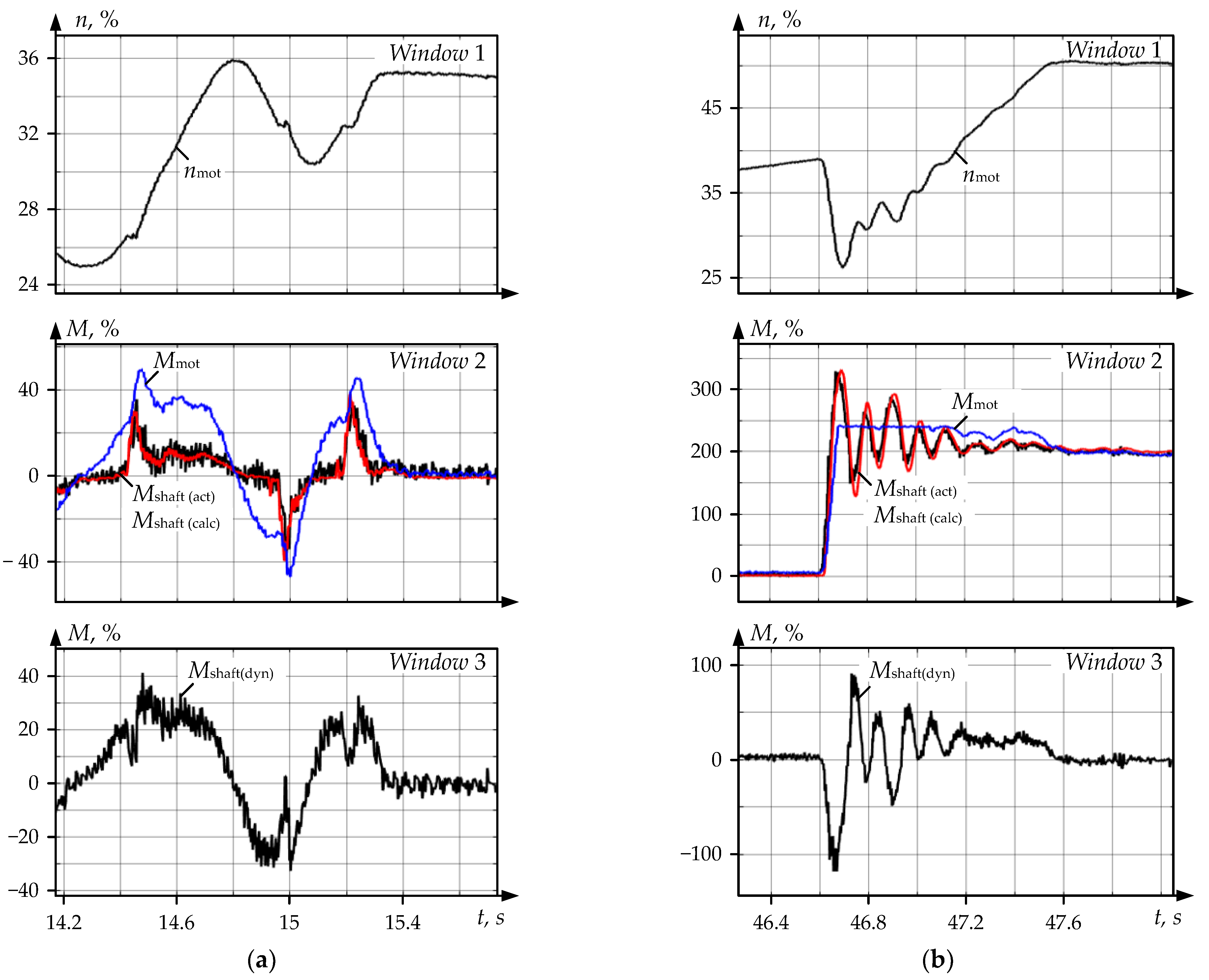
4.1. Checking the Adequacy of Elastic Torque Recovery
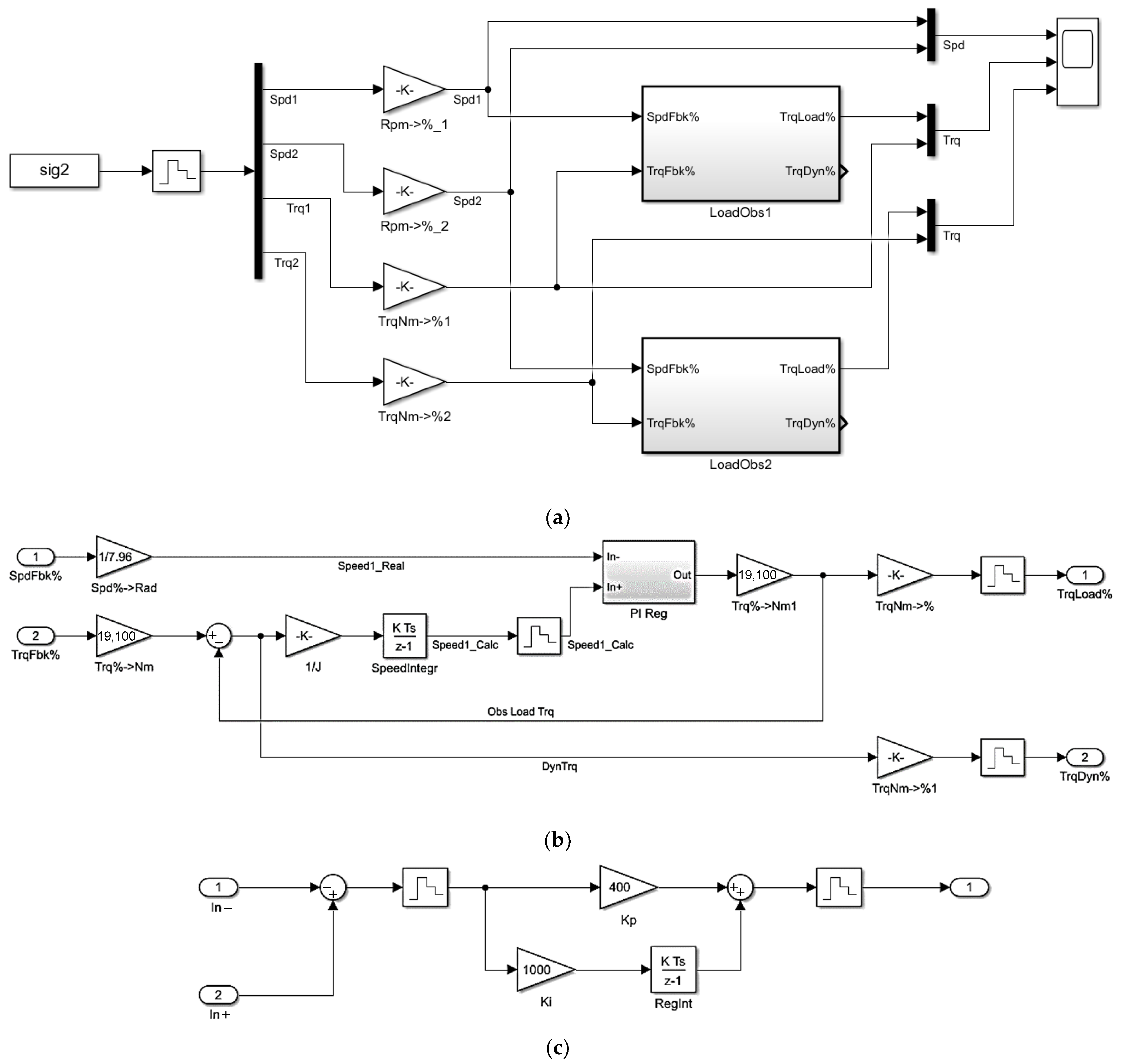
- The stored data arrays are imported into Matlab and fed to the discrete model input (Figure 7b).
- Processes are simulated, previously fixed on oscillograms.
- The oscillograms are compared with the calculated dependencies by superimposing them or comparing the parameters at representative points. To estimate the reliability, statistical processing techniques can be applied (as will be shown below, the case under study does not require using them).
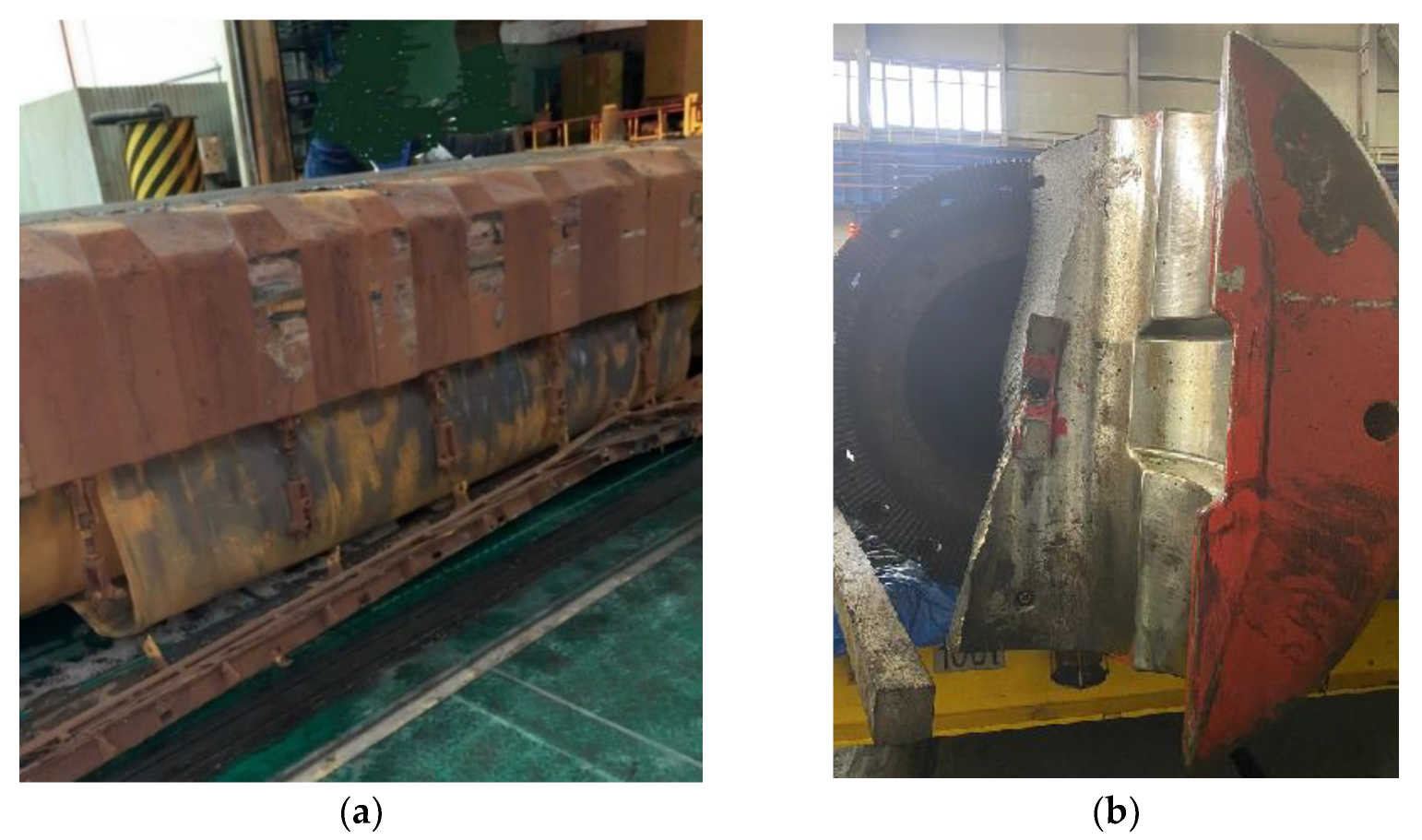
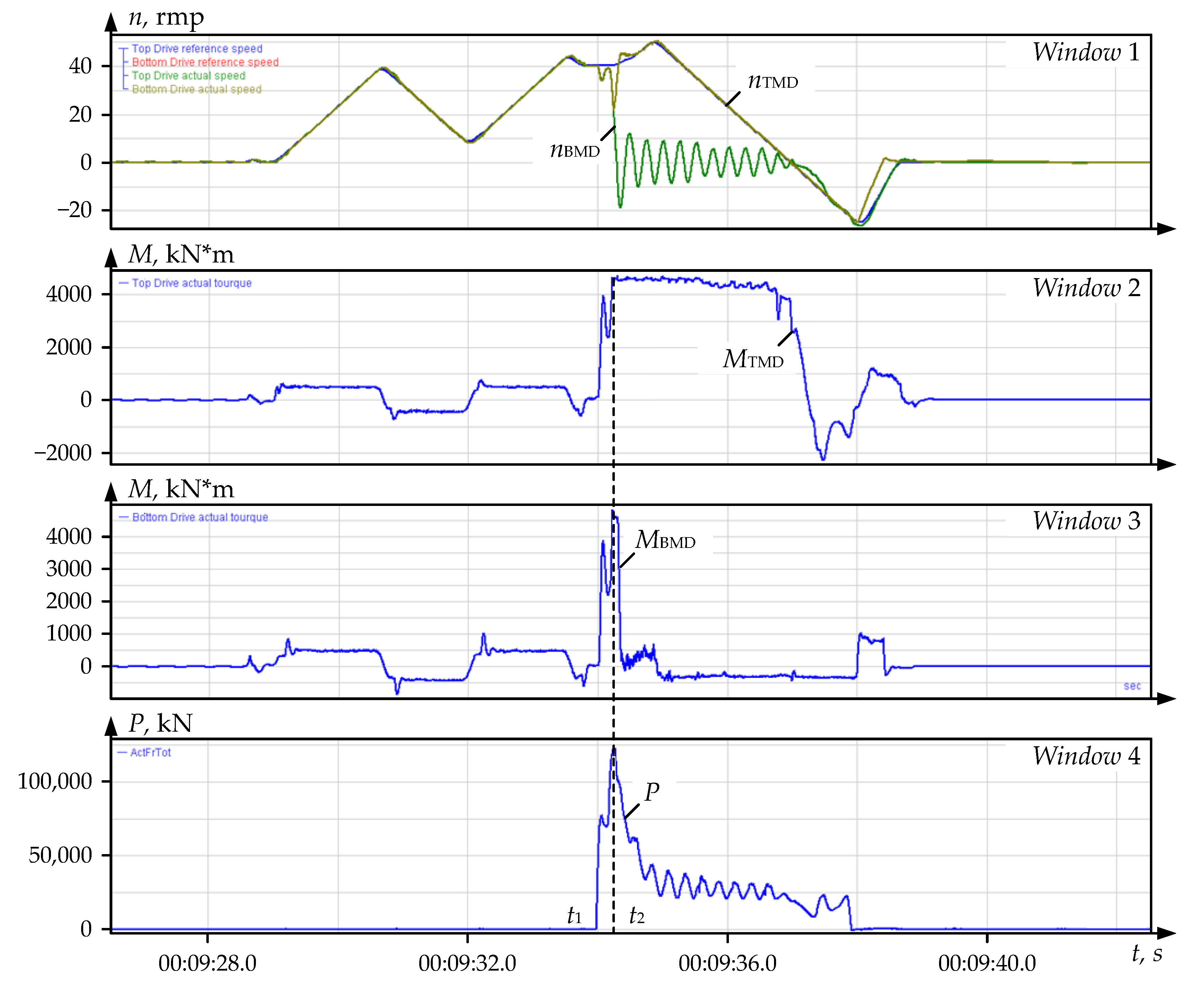
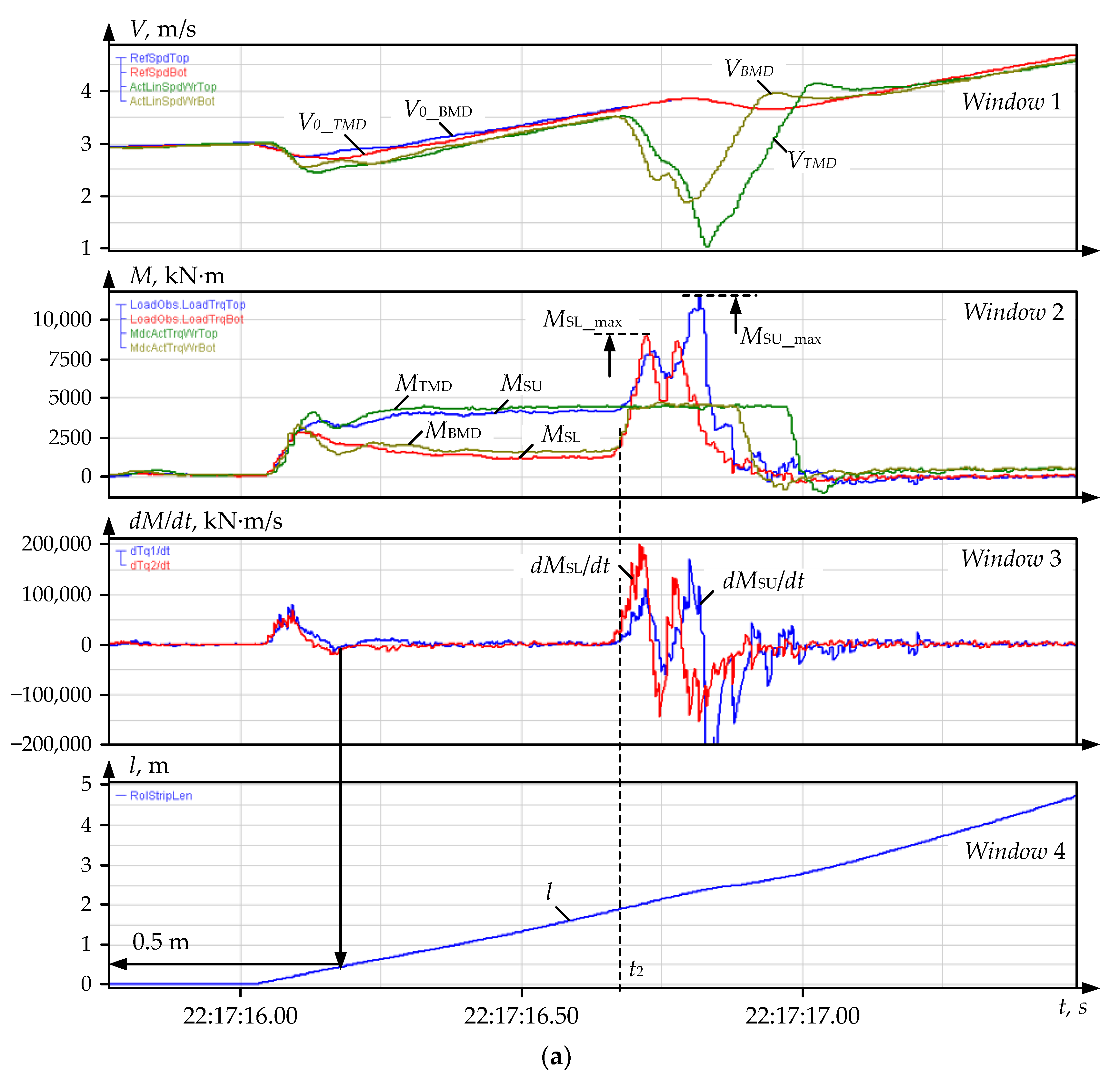
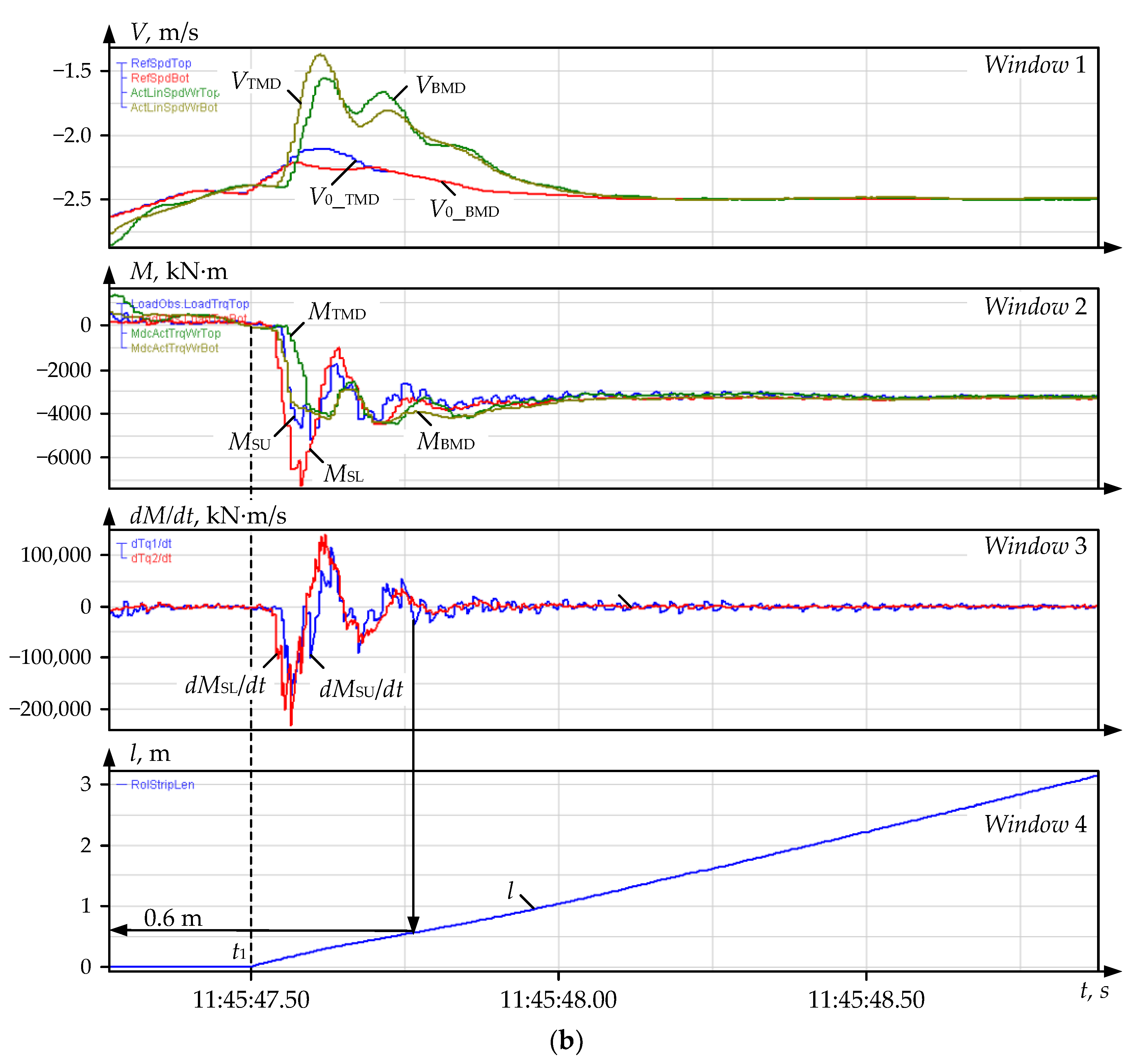
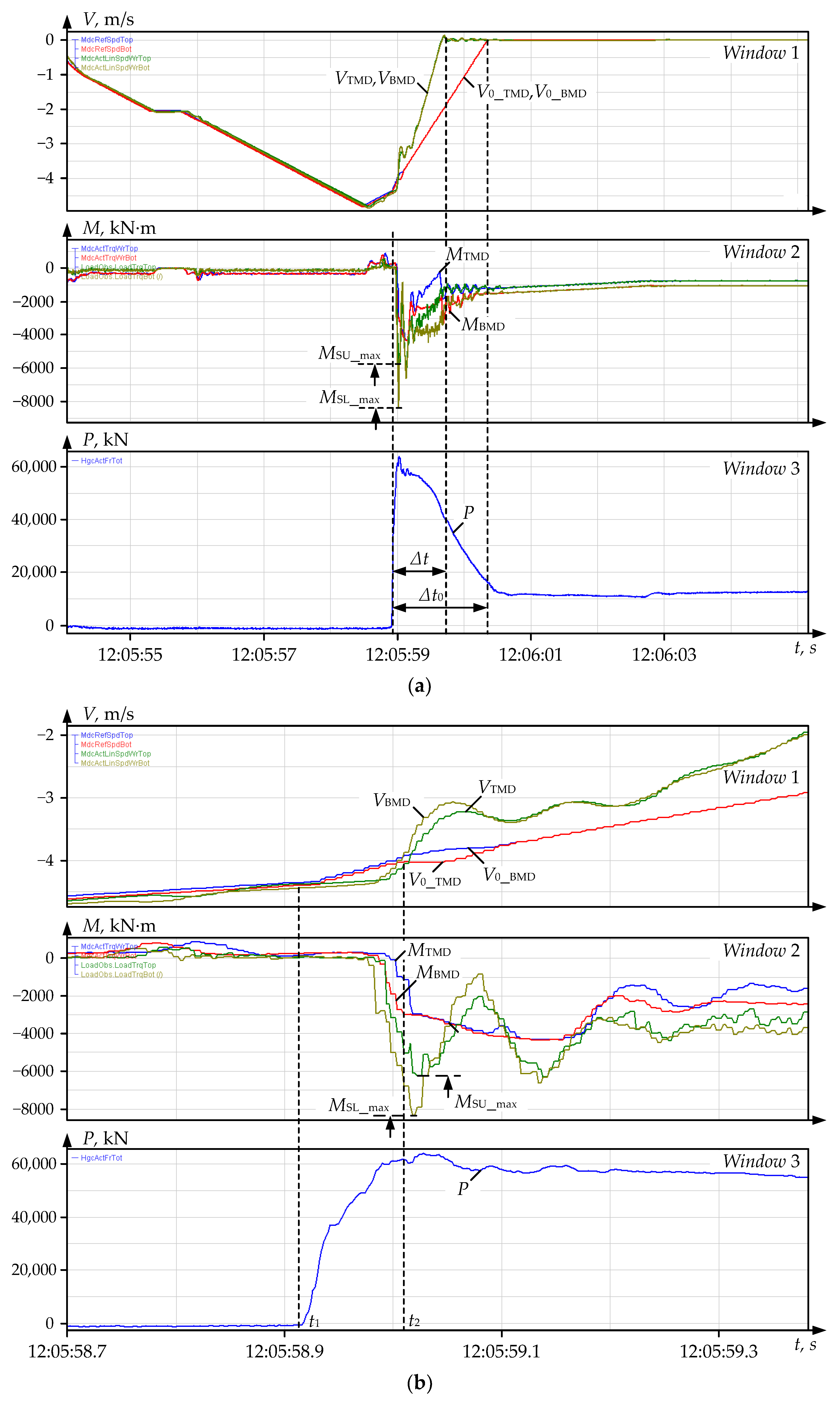
4.2. Dynamic Loads at the Roll Breakage
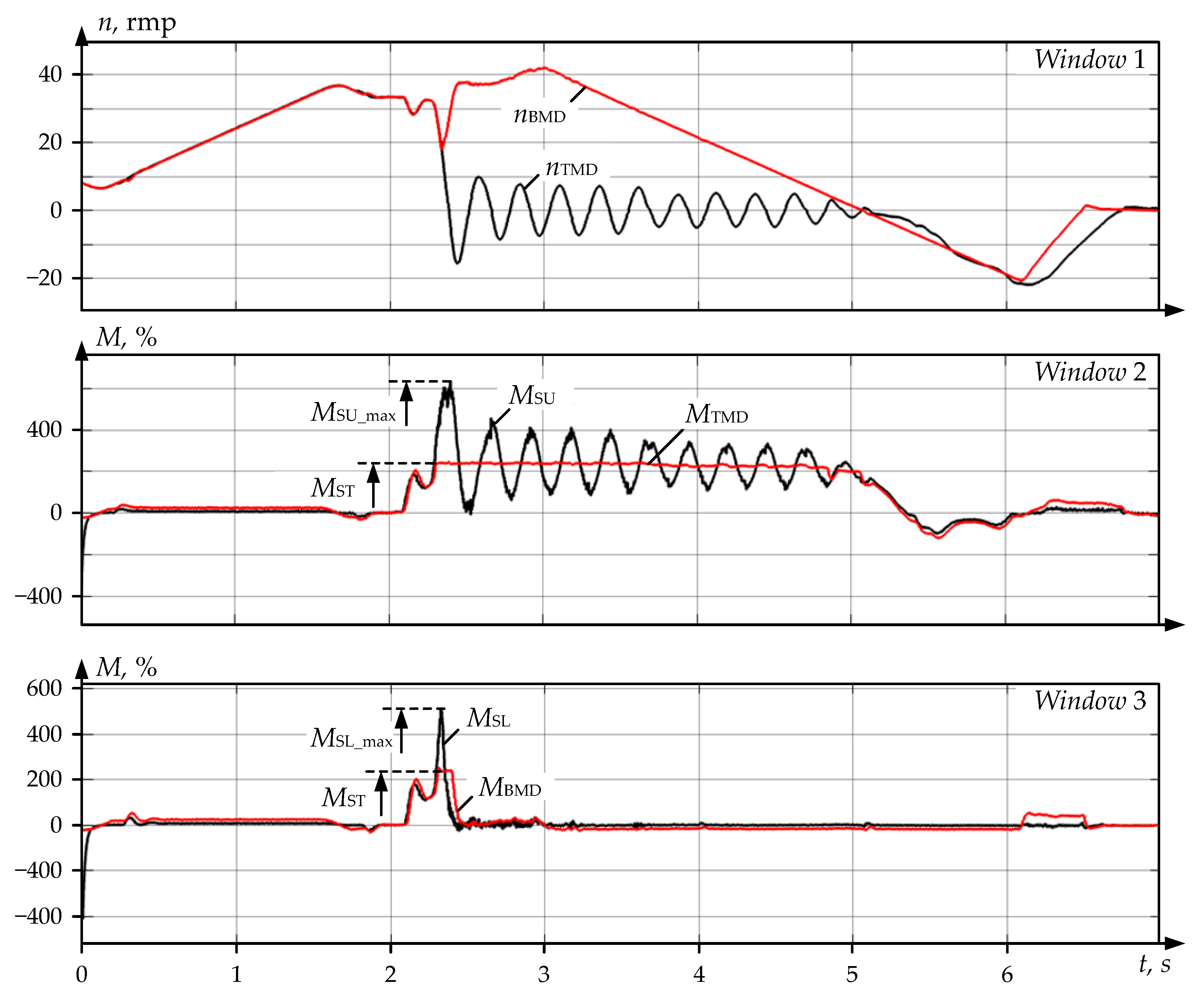
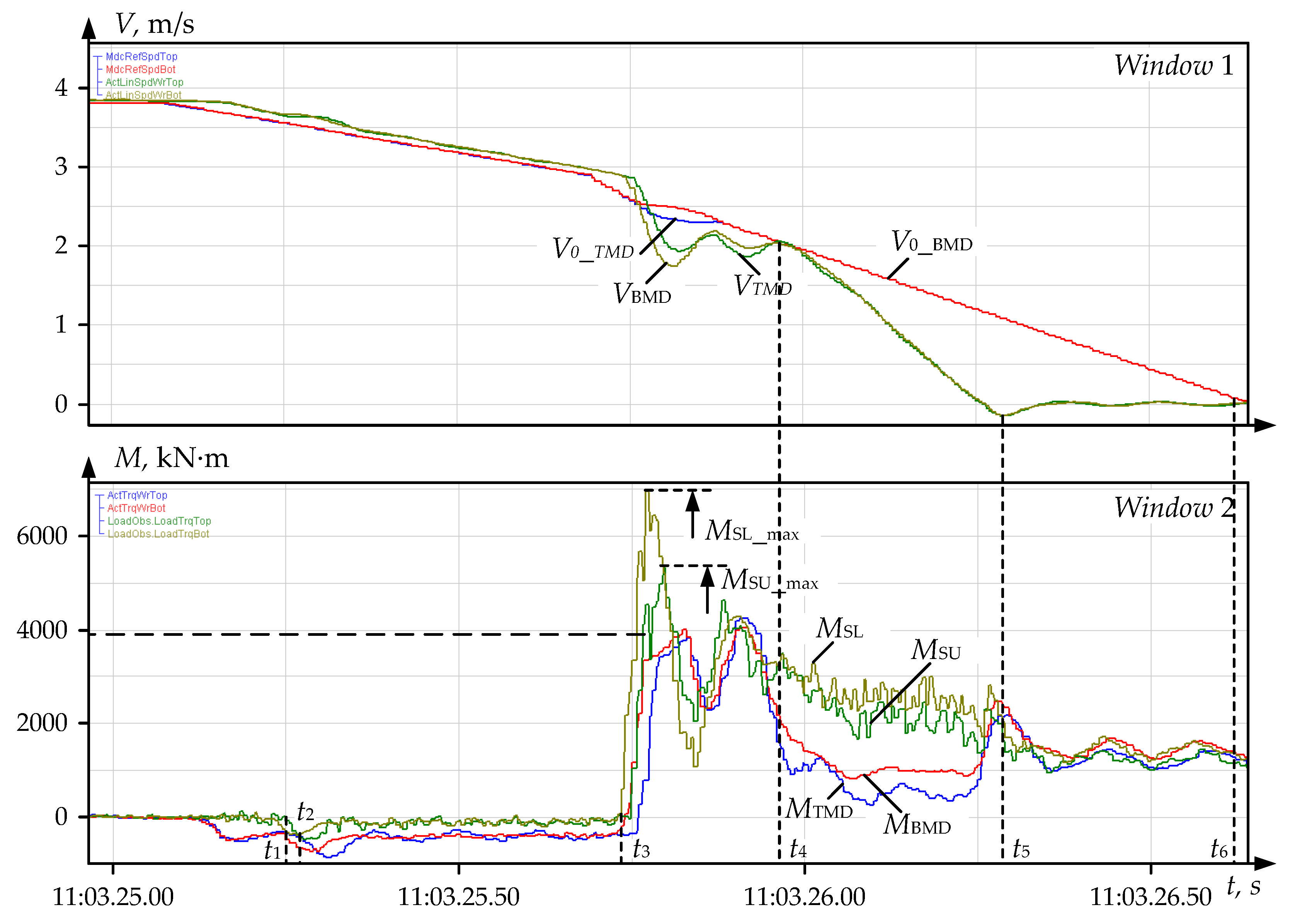
4.3. Analyzing Dynamics in Strip Overlap Mode
4.4. Diagnostic Signs of the Accident Start
5. Developing a Method for the Emergency Stand Drive Shutdown
5.1. The Method Specifics
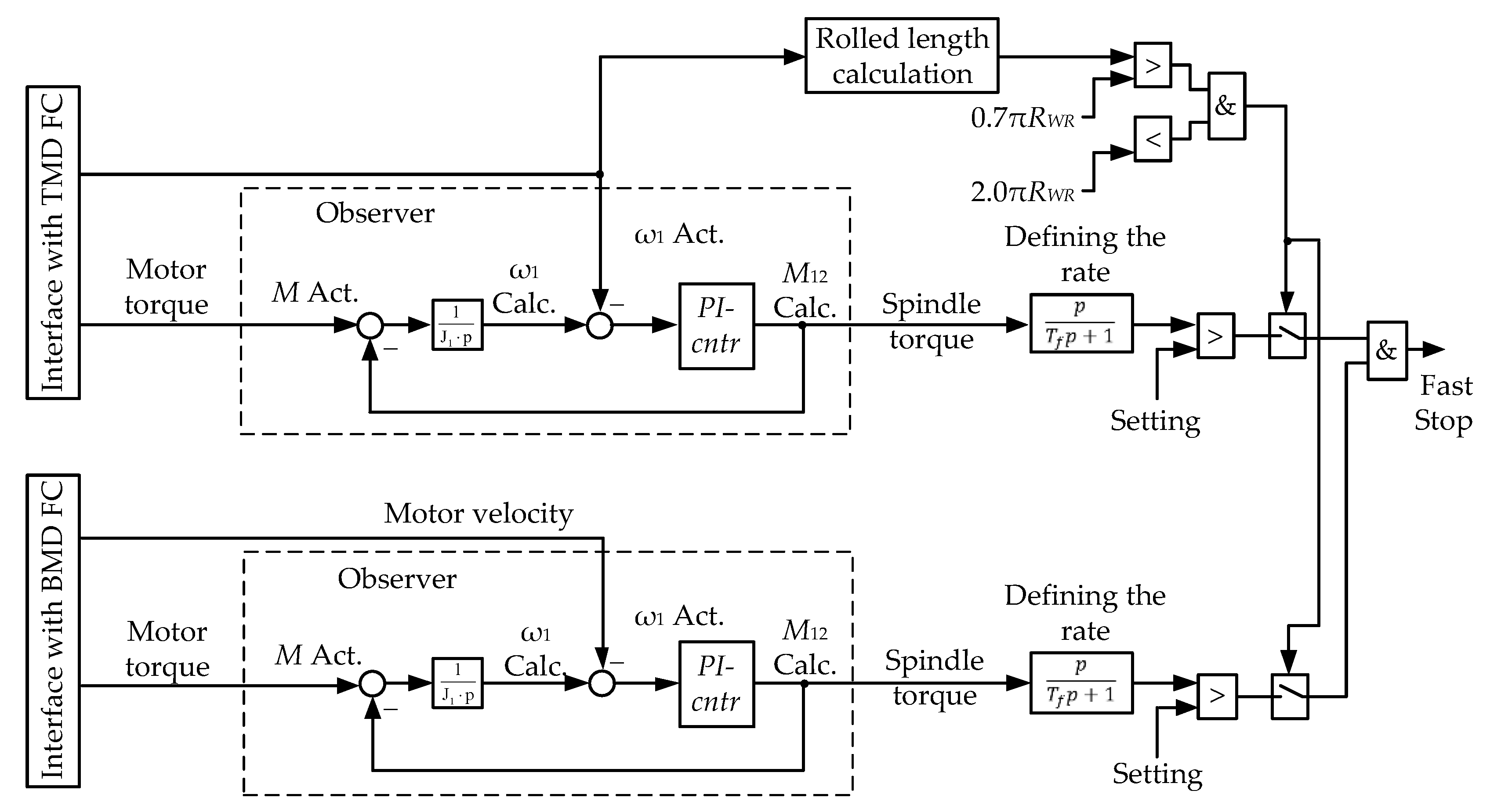
- Calculate the spindle torque derivative to diagnose a pre-emergency. At a high torque rise rate (e.g., more than 25,000 kN∙m/s), send a signal for emergency braking.
- To prevent false triggering caused by torque fluctuations occurring during the bite, it is proposed that the rolled part length after the metal enters the stand is monitored. To do this, it is suggested that the torque rise rate at the workpiece length within (0–2) m is monitored, which corresponds to half the roll circumference. After the overlap, the workpiece moves along the circumference with the roll and enters the gap between the work and backup rolls. This occurs when the rolled part length is equal to half the circumference.
- 3.
- Emergency shutdown should take place when the above conditions are met. This will reduce the likelihood of the false triggering of the emergency braking system.
5.2. The Emergency Shutdown System Structure
5.3. Developing an Adaptive Rate Controller
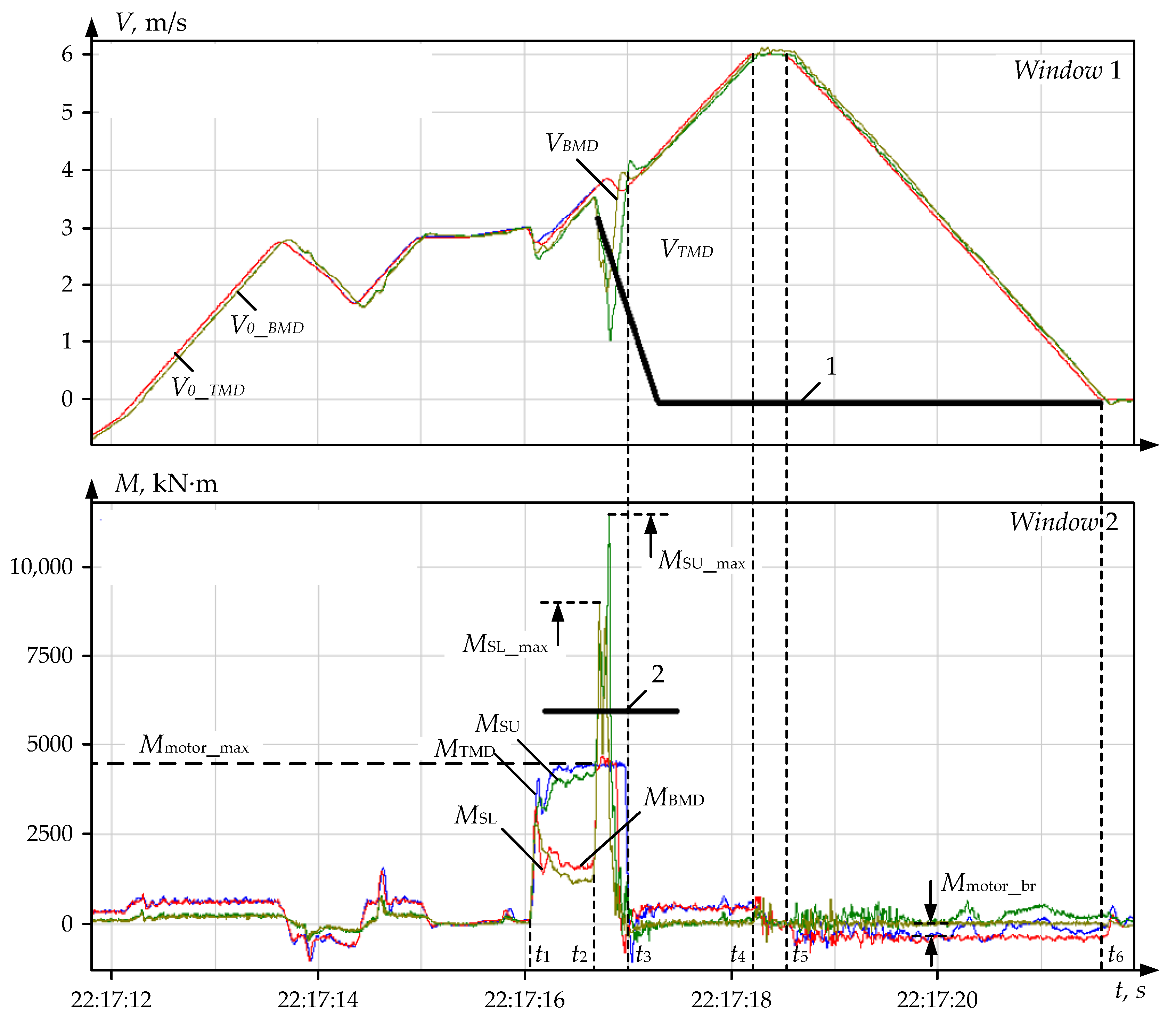
5.4. Testing the Algorithm
- The dynamic torque setting has been increased to prevent false triggering. An additional torque derivative signal has been introduced into the triggering logic system.
- To justify the optimal deceleration rate after the bite and to estimate the technical efficiency of the developed solutions, studies were performed using mathematical simulation. Their results are bulky and may be the subject of a separate publication.
6. Discussion of the Results
- -
- simplicity and high reliability;
- -
- no need for any maintenance;
- -
- no value in fact, since it is a piece of software.
- 1.
- A spindle overload monitoring system ensuring the recording and calculation of torque overloads exceeding the set limits.
- 2.
- A technique for determining the expected spindle life based on the calculation of spindle overloads and the estimation of the torque amplitudes.
- 3.
- Methods for limiting dynamic loads. Currently, at the mill 5000, the drive control system operates, reducing loads due to the drive acceleration before the bite and short-term intensive braking after the bite [58,78]. The following should be performed additionally:
- 3.1
- Justifying the optimal bite speed depending on the workpiece thickness and the absolute reduction (in fact, the pass number). This is determined by different deformation zone filling rates in the stand at different reductions. The biting speed varies from pass to pass, from 2 to 5 m/s. Absolute reductions vary from 30 mm in the first passes to 2 mm in the last ones. These factors affect the dynamic torque magnitude.
- 3.2
- Developing and implementing a method for adaptive braking after the bite. The difference between this and the implemented version is that the braking rate is calculated on the model and then automatically set individually for each pass.
- 3.3
- The issue of calculating (recovering) the uncontrolled mass. The roll velocity should also be resolved.
7. Conclusions
- A digital observer of the top and bottom roll spindle torques has been developed, which is a fragment of the industrial controller software. The observer’s key component is an autotuning PI controller, which allows replacing differentiation with integration. This is an advantage over conventional technical solutions. The second advantage is its easy adjustment. Non-recovery of the second mass velocity signal is its disadvantage compared to the development [50]. This problem can be solved in the course of further research.
- The virtual observer parametrization was performed, and after fine-tuning in Matlab-Simulink, the computational algorithm was exported to the PLC software. The equations for calculating the autotuning controller parameters are provided. Oscillograms are provided, confirming that, with the proper PI controller parametrization, the proposed algorithm allows achieving an absolute match of the recovered and measured (physical) signals in dynamic modes occurring during the rolling cycle.
- The spindle torques were analyzed by processing data arrays under the following emergency modes:
- overlap of the strip on the roll;
- dynamic overloads when the metal enters the stand;
- emergency modes causing breakage of the roll and spindle joint.
- 4.
- A method for preventing accidents has been developed, which suggests isolating the spindle torque derivative and performing a forced shutdown of the mill at a high torque rise rate (more than 25,000 kN∙m/s). This will prevent further spindle rotation and accidental consequences. The structure of the control system that allows for emergency braking at the strip overlap is proposed. To implement it, an adaptive braking rate controller with a switching structure has been developed.
- 5.
- The developed observer is currently in commercial operation. The use of the received spindle torque signals in the drive control systems is not supposed. They are mainly aimed at providing information on the torque amplitudes in dynamic modes during the metal bite. The observer also allows monitoring pre-emergencies to prevent accidents or reveal their causes if an accident occurs.
Author Contributions
Funding
Conflicts of Interest
References
- Murri, M.; Streppa, E.; Colla, V.; Fornai, B.; Branca, T.A. Digital Transformation in European Steel Industry: State of Art and Future Scenario. Blueprint “New Skills Agenda Steel”: Industry-Driven Sustainable European Steel Skills Agenda and Strategy (ESSA). Deliverable D2.1 Version 1 (Status: 30.09.2019). Available online: https://www.estep.eu/assets/Uploads/Technological-and-Economic-Development-in-the-Steel-Industry-ESSA-D6.1.pdf (accessed on 10 November 2022).
- Buchmayr, B.; Degner, M.; Palkowski, H. Future Challenges in the Steel Industry and Consequences for Rolling Plant Technologies. BHM Berg- und Hüttenmännische Monatshefte 2018, 163, 76–83. [Google Scholar] [CrossRef]
- Ha, D.H.; Kim, R. Nonlinear Optimal Position Control with Observer for Position Tracking of Surfaced Mounded Permanent Magnet Synchronous Motors. Appl. Sci. 2021, 11, 10992. [Google Scholar] [CrossRef]
- Park, C.Y.; Kim, J.W.; Kim, B.; Lee, J. Prediction for Manufacturing Factors in a Steel Plate Rolling Smart Factory Using Data Clustering-Based Machine Learning. IEEE Access 2020, 8, 60890–60905. [Google Scholar] [CrossRef]
- Ohlert, J.; Sprock, A.; Sudau, P. Digitalization in hot and cold rolling mills. Mat. Sci. Forum 2016, 854, 215–224. [Google Scholar] [CrossRef]
- Bai, Q.; Jin, B.; Gao, Y.; Zhang, H. An Online Fault Pre-warning System of the Rolling Mill Screw-down Device Based on Virtual Instrument. Sens. Transducers 2014, 168, 1–7. [Google Scholar]
- Wang, Q.; Fang, Y.; Zhou, Z.; Zuo, J.; Xiao, Q.; Zhou, S. Reliability assessment of the vertical roller mill based on ARIMA and multi-observation HMM. Cogent Eng. 2017, 4, 1270703. [Google Scholar] [CrossRef]
- Liu, L.L.; Wan, X.; Gao, Z.; Li, X.; Feng, B. Research on modelling and optimization of hot rolling scheduling. J. Ambient. Intell. Human. Comput. 2019, 10, 1201–1216. [Google Scholar] [CrossRef]
- Klinkov, M.; Feist, R. The Virtual Rolling Mill—Enhancing Product Development and Commissioning. Mater. Sci. Forum 2016, 854, 231–236. [Google Scholar] [CrossRef]
- Hu, Z.; Wei, Z.; Sun, H.; Yang, J.; Wei, L. Optimization of Metal Rolling Control Using Soft Computing Approaches: A Review. Arch. Computat. Methods Eng. 2021, 28, 405–421. [Google Scholar] [CrossRef]
- Radionov, A.A.; Karandaev, A.S.; Loginov, B.M.; Gasiyarova, O.A. Conceptual Directions of Creating Digital Twins for Electrotechnical Systems of Rolling Mill Facilities. Russ. Electromechanics 2021, 64, 54–68. [Google Scholar] [CrossRef]
- Karandaev, A.S.; Gasiyarov, V.R.; Radionov, A.A.; Loginov, B.M. Development of Digital Models of Interconnected Electrical Profiles for Rolling–Drawing Wire Mills. Machines 2021, 9, 54. [Google Scholar] [CrossRef]
- Liebenberg, M.; Jarke, M. Information Systems Engineering with Digital Shadows: Concept and Case Studies. Lect. Notes Comput. Sci. 2020, 12127, 70–84. [Google Scholar] [CrossRef]
- Holopainen, M.; Saunila, M.; Rantala, T.; Ukko, J. Digital twins’ implications for innovation. Technology Analysis & Strategic Management 2022, 34. published online. [Google Scholar] [CrossRef]
- Wright, L.; Davidson, S. How to tell the difference between a model and a digital twin. Adv. Model. Simul. in Eng. Sci. 2020, 7, 13. [Google Scholar] [CrossRef]
- Kritzinger, W.; Karner, M.; Traar, G.; Henjes, J.; Sihn, W. Digital Twin in manufacturing: A categorical literature review and classification. IFAC-PapersOnLine 2018, 51, 1016–1022. [Google Scholar] [CrossRef]
- Fuller, A.; Fan, Z.; Day, C.; Barlow, C. Digital Twin: Enabling Technologies, Challenges and Open Research. IEEE Access 2020, 8, 108952–108971. [Google Scholar] [CrossRef]
- Singh, M.; Srivastava, R.; Fuenmayor, E.; Kuts, V.; Qiao, Y.; Murray, N.; Devine, D. Applications of Digital Twin across Industries: A Review. Appl. Sci. 2022, 12, 5727. [Google Scholar] [CrossRef]
- Kalachev, Y.N. State Observers in Vector Electric Drive; EFO: Moscow, Russia, 2015. [Google Scholar]
- Ruppert, T.; Abonyi, J. Integration of real-time locating systems into digital twins. J. Ind. Inf. Integr. 2020, 20, 100174. [Google Scholar] [CrossRef]
- Ladj, A.; Wang, Z.; Meski, O.; Belkadi, F.; Ritou, M.; Da Cunha, C. A knowledge-based Digital Shadow for machining industry in a Digital Twin perspective. J. Manuf. Syst. 2020, 58, 168–179. [Google Scholar] [CrossRef]
- Schluse, M.; Priggemeyer, M.; Atorf, L.; Rossmann, J. Experimentable Digital Twins—Streamlining Simulation-Based Systems Engineering for Industry 4.0. IEEE Trans. Ind. Inform. 2018, 14, 1722–1731. [Google Scholar] [CrossRef]
- VanDerHorn, E.; Mahadevan, S. Digital Twin: Generalization, characterization and implementation. Decis. Support Syst. 2021, 145, 113524. [Google Scholar] [CrossRef]
- De Kooning, J.D.M.; Stockman, K.; De Maeyer, J.; Jarquin-Laguna, A.; Vandevelde, L. Digital Twins for Wind Energy Conversion Systems: A Literature Review of Potential Modelling Techniques Focused on Model Fidelity and Computational Load. Process. 2021, 9, 2224. [Google Scholar] [CrossRef]
- Gasiyarova, O.A.; Karandaev, A.S.; Erdakov, I.N.; Loginov, B.M.; Khramshin, V.R. Developing Digital Observer of Angular Gaps in Rolling Stand Mechatronic System. Machines 2022, 10, 141. [Google Scholar] [CrossRef]
- Hou, Y.; Kong, J.Y.; Wang, X.D. Research on Online Monitoring for the Main Drive System of Rolling Mill. Appl. Mech. Mater. 2011, 127, 444–448. [Google Scholar] [CrossRef]
- Kim, E.S. Fatigue life evaluation of spindle of rolling mill using ADINA structure and WINLIFE. J. Mech. Sci. Technol. 2020, 34, 3991–3996. [Google Scholar] [CrossRef]
- Antsupov, V.P.; Fedulov, A.A.; Antsupov, A.V. The Kinetic Approach to the Design Evaluation of the Reliability of Machine Parts. In Proceedings of the 6th International Conference on Industrial Engineering (ICIE) Virtual Conference, 18–22 May 2020; Lecture Notes in Mechanical Engineering; Springer: Cham, Switzerland, 2020. [Google Scholar] [CrossRef]
- Fan, X.; Zang, Y.; Sun, Y.; Wang, P. Impact Analysis of Roller System Stability for Four-High Mill Horizontal Vibration. Shock. Vib. 2016, 2016, 5693584. [Google Scholar] [CrossRef]
- Domazet, Ž.; Lukša, F.; Šušnjar, M. Failure analysis of rolling mill stand coupling. Eng. Fail. Anal. 2014, 46, 208–218. [Google Scholar] [CrossRef]
- Xu, H.; Cui, L.-L.; Shang, D.-G. A study of nonlinear coupling dynamic characteristics of the cold rolling mill system under different rolling parameters. Adv. Mech. Eng. 2017, 9, 168781401771370. [Google Scholar] [CrossRef]
- Palit, P.; Jugade, H.R.; Jha, A.K.; Das, S.; Mukhopadhyay, G. Failure Analysis of Work Rolls of a Thin Hot Strip Mill. Case Stud. Eng. Fail. Analysis 2015, 3, 39–45. [Google Scholar] [CrossRef]
- Palma, P.; Tiussi, G.; Donadon, A.; Raffaglio, Y.; Luca, A.D.; Leitner, M.; Grün, F.; Benasciutti, D. Fatigue assessment of universal cardan joint based on laboratory specimen tests. Seminário de Laminação 2015, 52, 396–408. [Google Scholar] [CrossRef]
- Shin, N.; Shin, K.; Bae, J. A Study on the Health Monitoring of Hot Rolling Mill. Review of Progress in Quantitative Nondestructive Evaluation. 2019. Available online: https://www.iastatedigitalpress.com/qnde/article/id/8686/ (accessed on 10 November 2022).
- Shin, K.-Y.; Kwon, W.-K. Development of Smart Condition Monitoring and Diagnosis System for Tandem Cold Rolling Mills in Iron and Steel Manufacturing Processes (ICCAS 2018). In Proceedings of the 18th International Conference on Control, Automation and Systems (ICCAS), PyeongChang, Republic of Korea, 17–20 October 2018; pp. 1568–1572. [Google Scholar]
- Zhang, R.; Tong, C. Torsional Vibration Control of the Main Drive System of a Rolling Mill Based on an Extended State Observer and Linear Quadratic Control. J. Vib. Control 2006, 12, 313–327. [Google Scholar] [CrossRef]
- Radionov, A.A.; Gasiyarov, V.R.; Karandaev, A.S.; Loginov, B.M.; Khramshin, V.R. Advancement of Roll-Gap Control to Curb the Camber in Heavy-Plate Rolling Mills. Appl. Sci. 2021, 11, 8865. [Google Scholar] [CrossRef]
- Radionov, A.A.; Gasiyarov, V.R.; Karandaev, A.S.; Khramshin, V.R. Use of automated electric drives for limiting dynamic loads in shaft lines of roll mill stands. J. Eng. 2019, 17, 3578–3581. [Google Scholar] [CrossRef]
- Karandaev, A.S.; Radionov, A.A.; Loginov, B.M.; Gasiyarova, O.A.; Gartlib, E.A.; Khramshin, V.R. Experimental Parametrization of the Dual-Mass Electromechanical System of a Rolling Mill. Russ. Electromechanics 2021, 64, 24–35. [Google Scholar] [CrossRef]
- Szabat, K.; Orlowska-Kowalska, T.; Dybkowski, M. Indirect adaptive control of induction motor drive system with an elastic coupling. IEEE Trans. Ind. Electron. 2009, 56, 4038–4042. [Google Scholar] [CrossRef]
- Szabat, K.; Orlowska-Kowalska, T. Control of the Drive System With Stiff and Elastic Couplings Using Adaptive Neuro-Fuzzy Approach. IEEE Trans. Ind. Electron. 2007, 54, 220–240. [Google Scholar] [CrossRef]
- Muszynski, R.; Deskur, J. Damping of Torsional Vibrations in High-Dynamic Industrial Drives. IEEE Trans. Ind. Electron. 2010, 57, 544–552. [Google Scholar] [CrossRef]
- Thomsen, S.; Hoffmann, N.; Fuchs, F.W. PI Control, PI-Based State Space Control, and Model-Based Predictive Control for Drive Systems With Elastically Coupled Loads—A Comparative Study. IEEE Trans. Ind. Electron. 2011, 58, 3647–3657. [Google Scholar] [CrossRef]
- Falekas, G.; Karlis, A. Digital Twin in Electrical Machine Control and Predictive Maintenance: State-of-the-Art and Future Prospects. Energies 2021, 14, 5933. [Google Scholar] [CrossRef]
- Mourtzis, D.; Angelopoulos, J.; Panopoulos, N. Intelligent Predictive Maintenance and Remote Monitoring Framework for Industrial Equipment Based on Mixed Reality. Front. Mech. Eng. 2020, 6, 578379. [Google Scholar] [CrossRef]
- Anagiannis, I.; Nikolakis, N.; Alexopoulos, K. Energy-Based Prognosis of the Remaining Useful Life of the Coating Segments in Hot Rolling Mill. Appl. Sci. 2020, 10, 6827. [Google Scholar] [CrossRef]
- Bouheraoua, M.; Wang, J.; Atallah, K. Influence of Control Structures and Load Parameters on Performance of a Pseudo Direct Drive. Machines 2014, 2, 158–175. [Google Scholar] [CrossRef]
- Krot, P.; Prykhodko, I.; Raznosilin, V.; Zimroz, R. Model Based Monitoring of Dynamic Loads and Remaining Useful Life Prediction in Rolling Mills and Heavy Machinery. In Advances in Asset Management and Condition Monitoring; Springer: Cham, Switzerland, 2020; pp. 399–416. [Google Scholar] [CrossRef]
- Radionov, A.A.; Gasiyarov, V.R.; Tverskoi, M.M.; Khramshin, V.R.; Loginov, B.M. Implementation of telemetric on-line monitoring system of elastic torque of rolling mill line of shafting. In Proceedings of the IEEE 2nd International Ural Conference on Measurements (UralCon), Chelyabinsk, Russia, 6–19 October 2017; pp. 450–455. [Google Scholar] [CrossRef]
- Radionov, A.A.; Karandaev, A.S.; Gasiyarov, V.R.; Loginov, B.M.; Gartlib, E.A. Development of an Automatic Elastic Torque Control System Based on a Two-Mass Electric Drive Coordinate Observer. Machines 2021, 9, 305. [Google Scholar] [CrossRef]
- Khramshin, V.R.; Evdokimov, S.A.; Gasiyarova, O.A.; Loginov, B.M.; Karandaev, A.S. Feasibility Study of the Elastic Moment Telemetric Monitoring System at the Main Line Rolling Stand. Electrotech. Syst. Complexes 2022, 56, 70–79. [Google Scholar] [CrossRef]
- Lozynskyy, A.; Chaban, A.; Perzyński, T.; Szafraniec, A.; Kasha, L. Application of Fractional-Order Calculus to Improve the Mathematical Model of a Two-Mass System with a Long Shaft. Energies 2021, 14, 1854. [Google Scholar] [CrossRef]
- Kabzi’ nski, J.; Mosiołek, P. Integrated, Multi-Approach, Adaptive Control of Two-Mass Drive with Nonlinear Damping and Stiffness. Energies 2021, 14, 5475. [Google Scholar] [CrossRef]
- Szabat, K.; Orlowska-Kowalska, T. Vibration Suppression in a Two-Mass Drive System Using PI Speed Controller and Additional Feedbacks—Comparative Study. IEEE Trans. Ind. Electron. 2007, 54, 1193–1206. [Google Scholar] [CrossRef]
- Szabat, K.; Orlowska-Kowalska, T. Application of the Kalman Filters to the High-Performance Drive System With Elastic Coupling. IEEE Trans. Ind. Electron. 2012, 59, 4226–4235. [Google Scholar] [CrossRef]
- Abouzeid, A.F.; Trimpe, F.F.; Lück, S.; Traupe, M.; Guerrero, J.M.; Briz, F. Co-Simulation-Based Verification of Torsional Vibration Protection of Electric-Driven Railway Vehicle Wheelsets. Vibration 2022, 5, 613–627. [Google Scholar] [CrossRef]
- Sugiura, K.; Hori, Y. Vibration Suppression in 2- and 3-Mass System Based on the Feedback of Imperfect Derivative of the Estimated Torsional Torque. IEEE Trans. Ind. Electron. 1996, 43, 56–64. [Google Scholar] [CrossRef]
- Gasiyarov, V.R.; Khramshin, V.R.; Voronin, S.S.; Lisovskaya, T.A.; Gasiyarova, O.A. Dynamic Torque Limitation Principle in the Main Line of a Mill Stand: Explanation and Rationale for Use. Machines 2019, 7, 76. [Google Scholar] [CrossRef]
- Hori, Y.; Sawada, H.; Chun, Y. Slow resonance ratio control for vibration suppression and disturbance rejection in torsional system. IEEE Trans. Ind. Electron. 1999, 46, 162–168. [Google Scholar] [CrossRef]
- Cychowski, M.; Szabat, K.; Orlowska-Kowalska, T. Constrained Model Predictive Control of the Drive System With Mechanical Elasticity. IEEE Trans. Ind. Electron. 2009, 56, 1963–1973. [Google Scholar] [CrossRef]
- Orlowska-Kowalska, T.; Kaminski, M.; Szabat, K. Implementation of a Sliding-Mode Controller With an Integral Function and Fuzzy Gain Value for the Electrical Drive With an Elastic Joint. IEEE Trans. Ind. Electron. 2010, 57, 1309–1317. [Google Scholar] [CrossRef]
- Ji, J.-K.; Sul, S.-K. Kalman Filter and LQ Based Speed Controller for Torsional Vibration Suppression in a 2-Mass Motor Drive System. IEEE Trans. Ind. Electron. 1995, 42, 564–571. [Google Scholar] [CrossRef]
- Serkies, P. Estimation of state variables of the drive system with elastic joint using moving horizon estimation (MHE). Bull. Pol. Acad. Sci. Tech. Sci. 2019, 67, 883–892. [Google Scholar] [CrossRef]
- Szabat, K.; Orlowska-Kowalska, T. Performance Improvement of Industrial Drives With Mechanical Elasticity Using Nonlinear Adaptive Kalman Filter. IEEE Trans. Ind. Electron. 2008, 55, 1075–1084. [Google Scholar] [CrossRef]
- Orlowska-Kowalska, T.; Dybkowski, M.; Szabat, K. Adaptive Sliding-Mode Neuro-Fuzzy Control of the Two-Mass Induction Motor Drive Without Mechanical Sensors. IEEE Trans. Ind. Electron. 2010, 57, 553–564. [Google Scholar] [CrossRef]
- Kolganov, A.R.; Lebedev, S.K.; Gnezdov, N.E. Electromechanotronic Systems. Modern Control, Implementation, and Application Techniques; Infra-Engineering: Moscow, Russia, 2019. [Google Scholar]
- Production Data Collection (PDA): Definition, Characteristics, Goals. Available online: https://forcam.com/en/operational-data-acquisition-de-definition-characteristics-goals/#pda (accessed on 10 November 2022).
- Ha, D.J.; Sung, H.K.; Lee, S.; Lee, J.S.; Lee, Y.D. Analysis and prevention of sticking occurring during hot rolling of ferritic stainless steel. Mater. Sci. Eng. A 2009, 507, 66–73. [Google Scholar] [CrossRef]
- Anders, D.A.; Münker, T.; Artel, J.; Weinberg, K. Dimensional analysis of front-end bending in plate rolling applications. J. Mater. Process. Technol. 2012, 212, 1387–1398. [Google Scholar] [CrossRef]
- Karandaev, A.S.; Zinchenko, M.A.; Semitko, A.Y.; Evdokimov, S.A.; Petukhova, O.I. Technological Causes of Vertical Workpiece Asymmetry in Plate Rolling Mills. In Proceedings of the 8th International Conference on Industrial Engineering (ICIE), Belgrade, Serbia, 29–30 September 2022; Lecture Notes in Mechanical Engineering; Springer: Cham, Switzerland, 2023. [Google Scholar] [CrossRef]
- Klyuchev, V.I. Limiting Dynamic Loads of Drives; Energy: Moscow, Russia, 1971. [Google Scholar]
- Tselikov, A.I.; Polukhin, P.I.; Grebenik, V.M. Metallurgical Machines and Units. Rolling Machines and Units; Metallurgy: Moscow, Russia, 1988. [Google Scholar]
- Radionov, A.A.; Petukhova, O.I.; Erdakov, I.N.; Karandaev, A.S.; Loginov, B.M.; Khramshin, V.R. Developing an Automated System to Control the Rolled Product Section for aWire Rod Mill with Multi-Roll Passes. J. Manuf. Mater. Process. 2022, 6, 88. [Google Scholar] [CrossRef]
- Babakov, N.A.; Voronov, A.A.; Voronova, A.A. Theory of Automatic Control. Part I. Theory of Linear Automatic Control Systems; Higher School: Moscow, Russia, 1986. [Google Scholar]
- Li, Z.; Tian, S.; Zhang, Y.; Li, H.; Lu, M. Active Control of Drive Chain Torsional Vibration for DFIG-Based Wind Turbine. Energies 2019, 12, 1744. [Google Scholar] [CrossRef]
- Chu, L.; Chang, C.; Zhao, D.; Xu, Y. Research on Cooperative Braking Control Algorithm Based on Nonlinear Model Prediction. World Electr. Veh. J. 2021, 12, 173. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, T.; Zhang, H.; Yang, J.; Zhang, Z.; Meng, Z. Research on Braking Efficiency of Master-Slave Electro-Hydraulic Hybrid Electric Vehicle. Electronics 2022, 11, 1918. [Google Scholar] [CrossRef]
- Radionov, A.A.; Loginov, B.M.; Odintsov, K.E.; Gasiyarova, O.A. Limitation of Dynamic Loads of the Mechatronic System of the Rolling Stand. In Proceedings of the International Conference on Industrial Engineering, Applications and Manufacturing (ICIEAM), Sochi, Russia, 16–20 May 2022; pp. 1157–1162. [Google Scholar] [CrossRef]
- Khramshin, V.R.; Karandaev, A.S.; Evdokimov, S.A.; Andryushin, I.Y.; Shubin, A.G.; Gostev, A.N. Reduction of the Dynamic Loads in the Universal Stands of a Rolling Mill. Metallurgist 2015, 59, 315–323. [Google Scholar] [CrossRef]
- Radionov, A.A.; Gasiyarov, V.R.; Karandaev, A.S.; Usatiy, D.Y.; Khramshin, V.R. Dynamic Load Limitation in Electromechanical Systems of the Rolling Mill Stand during Biting. In Proceedings of the IEEE 11th International Conference on Mechanical and Intelligent Manufacturing Technologies (ICMIMT), Cape Town, South Africa, 20–22 January 2020; pp. 149–154. [Google Scholar] [CrossRef]
- Khramshin, V.R.; Karandaev, A.S.; Gasiyarov, V.R.; Zinchenko, M.A.; Loginov, B.M. Limiting Dynamic Loads in the Main Line of a Rolling Mill through an Automated Drive. In Proceedings of the International Russian Automation Conference (RusAutoCon), Sochi, Russia, 6–12 September 2020; pp. 1122–1126. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Synchronous Motor VEM DMMYZ 3867-20V | |
|---|---|---|
| Rotor excitation version | Salient Pole | |
| Number of poles | 20 | |
| Manufacturer | VEM Sachsenwerk GmbH | |
| Power | 12,000 | kW |
| Rated voltage | 3300 | V |
| Rated rotation frequency | 70 | rpm |
| Maximum rotation frequency at the field weakening | 115 | rpm |
| Work roll diameter | 1210 ÷ 1110 | mm |
| Rated torque | 1,910,000 | N∙m |
| Overload at the rated motor rotational speed | 225 | % for 30 s |
| Parameter | Calculation Formulas | Unit of Meas. | Value | |
|---|---|---|---|---|
| Rated angular velocity | – | s−1 | 7.96 | |
| Rated torque | – | N∙m | 1,910,000 | |
| The 1st mass inertia torque J1 | – | N∙m2 | 1,250,000 | |
| Signal rise time T1 | – | s | 0.05 | |
| Desired cut-off frequency | range | |||
| lower limit | Hz | 62.8 | ||
| upper limit | Hz | 1.986 | ||
| P-part gain | – | 7,850,000 | ||
| I-part gain | – | 15,575,397 | ||
| Unit of Meas. | Mode | ||
|---|---|---|---|
| Strip Overlap | Working Bite | ||
| MSTst | kN∙m | 4600 | 3000 |
| MSTmax | 12,000 | 5100 | |
| KT | - | 2.6 | 1.7 |
| MSBst | kN∙m | 2000 | 3000 |
| MSBmax | 8500 | 7500 | |
| KB | - | 4.25 | 2.5 |
| kN∙m/s | 20,000 | 24,000 | |
| kN∙m/s | 17,000 | 11,000 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gasiyarov, V.R.; Radionov, A.A.; Loginov, B.M.; Karandaev, A.S.; Gasiyarova, O.A.; Khramshin, V.R. Development and Practical Implementation of Digital Observer for Elastic Torque of Rolling Mill Electromechanical System. J. Manuf. Mater. Process. 2023, 7, 41. https://doi.org/10.3390/jmmp7010041
Gasiyarov VR, Radionov AA, Loginov BM, Karandaev AS, Gasiyarova OA, Khramshin VR. Development and Practical Implementation of Digital Observer for Elastic Torque of Rolling Mill Electromechanical System. Journal of Manufacturing and Materials Processing. 2023; 7(1):41. https://doi.org/10.3390/jmmp7010041
Chicago/Turabian StyleGasiyarov, Vadim R., Andrey A. Radionov, Boris M. Loginov, Alexander S. Karandaev, Olga A. Gasiyarova, and Vadim R. Khramshin. 2023. "Development and Practical Implementation of Digital Observer for Elastic Torque of Rolling Mill Electromechanical System" Journal of Manufacturing and Materials Processing 7, no. 1: 41. https://doi.org/10.3390/jmmp7010041
APA StyleGasiyarov, V. R., Radionov, A. A., Loginov, B. M., Karandaev, A. S., Gasiyarova, O. A., & Khramshin, V. R. (2023). Development and Practical Implementation of Digital Observer for Elastic Torque of Rolling Mill Electromechanical System. Journal of Manufacturing and Materials Processing, 7(1), 41. https://doi.org/10.3390/jmmp7010041