

Influence of Wire Arc Additive Manufacturing Beads’ Geometry and Building Strategy: Mechanical and Structural Behavior of ER70S-6 Prismatic Blocks



Abstract
1. Introduction
2. Materials and Methods
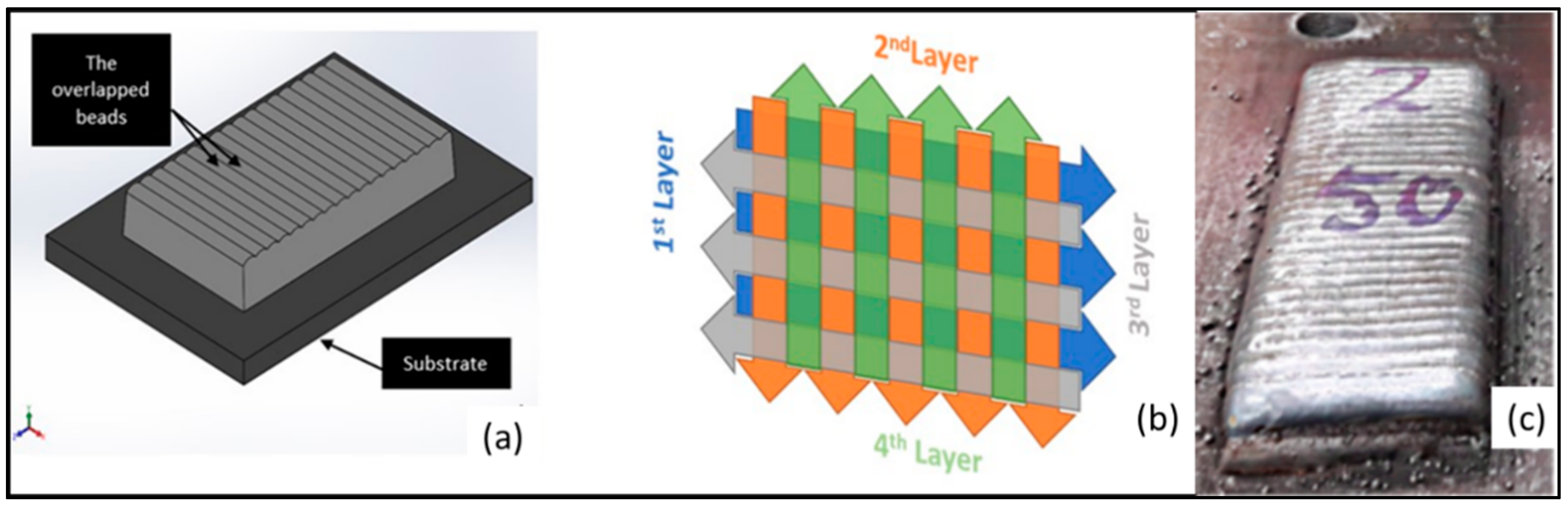
Material Used and Building Strategy
3. Characterization and Testing Techniques
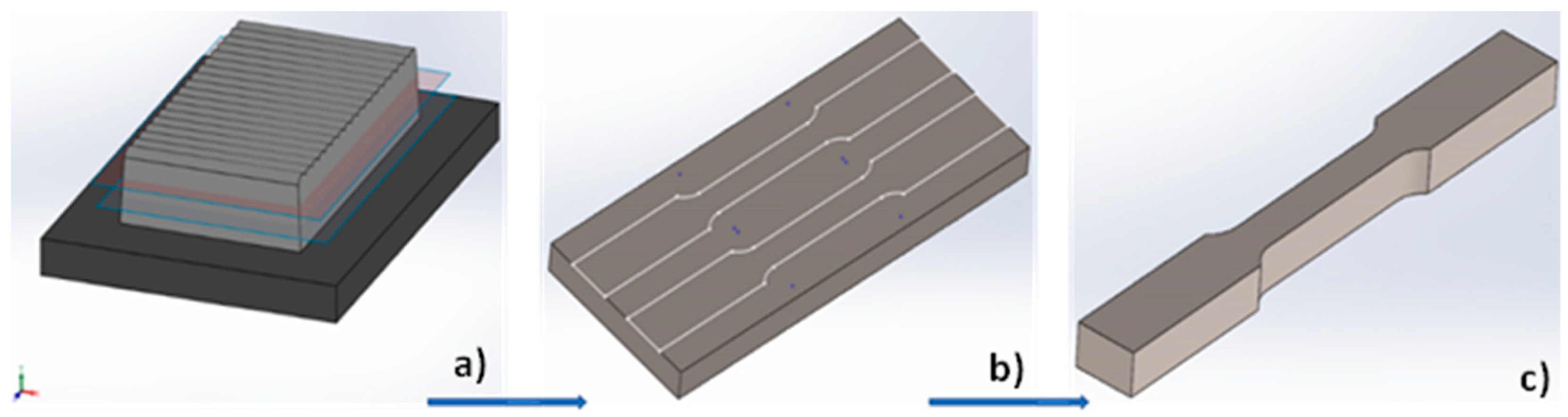
3.1. Mechanical Properties Characterization
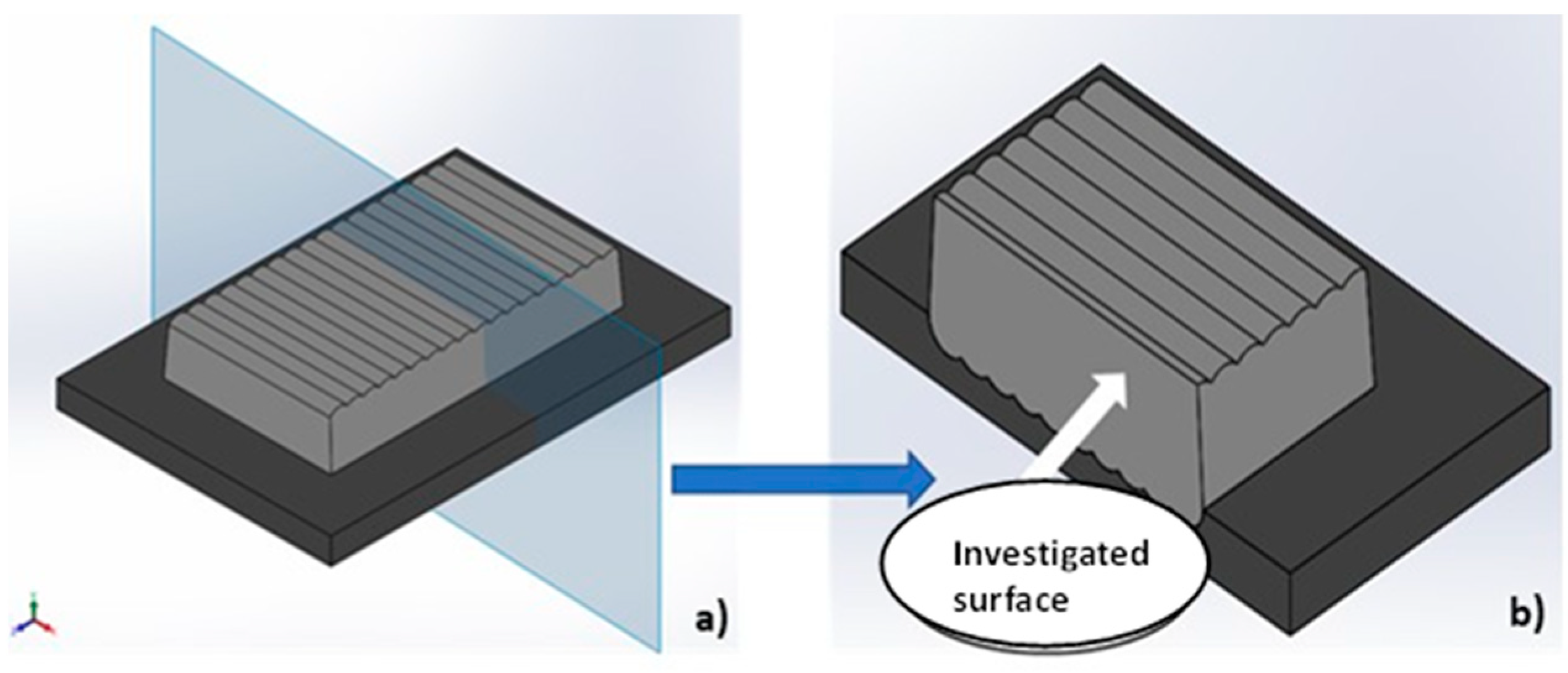
3.2. Microstructural Evolution
4. Results and Discussion
4.1. Mechanical Behavior
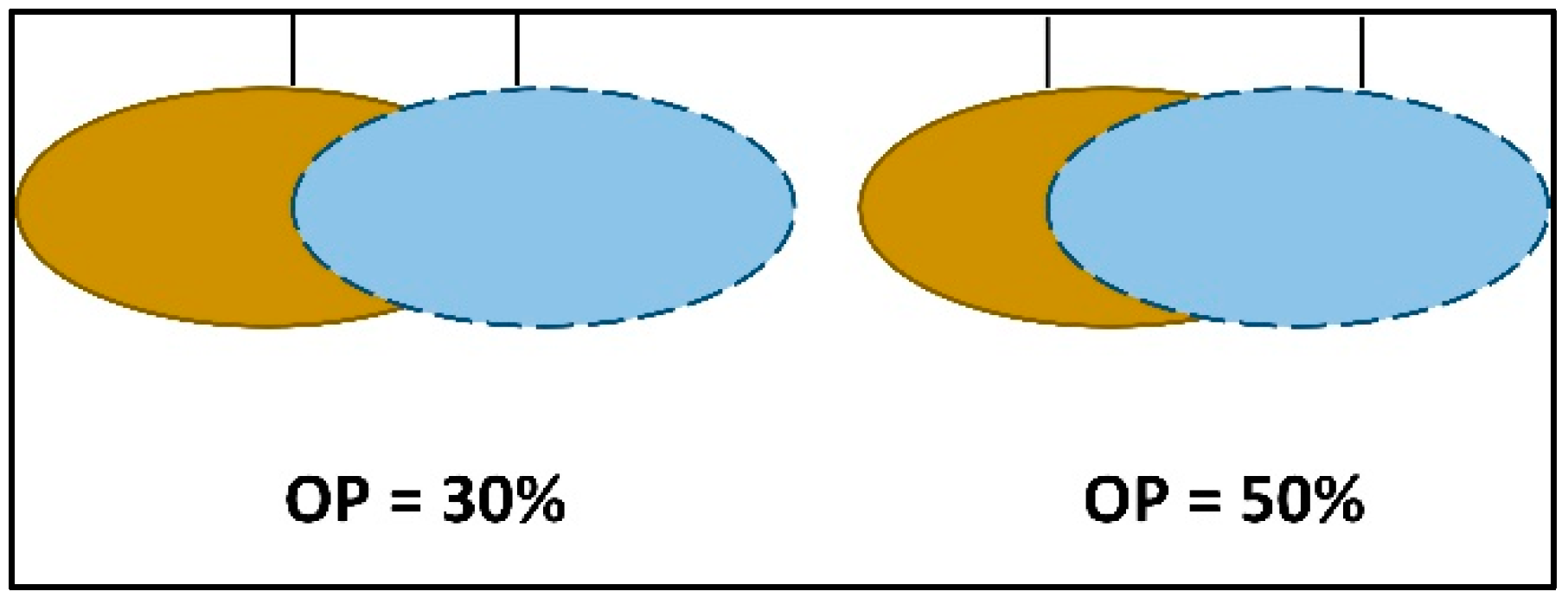
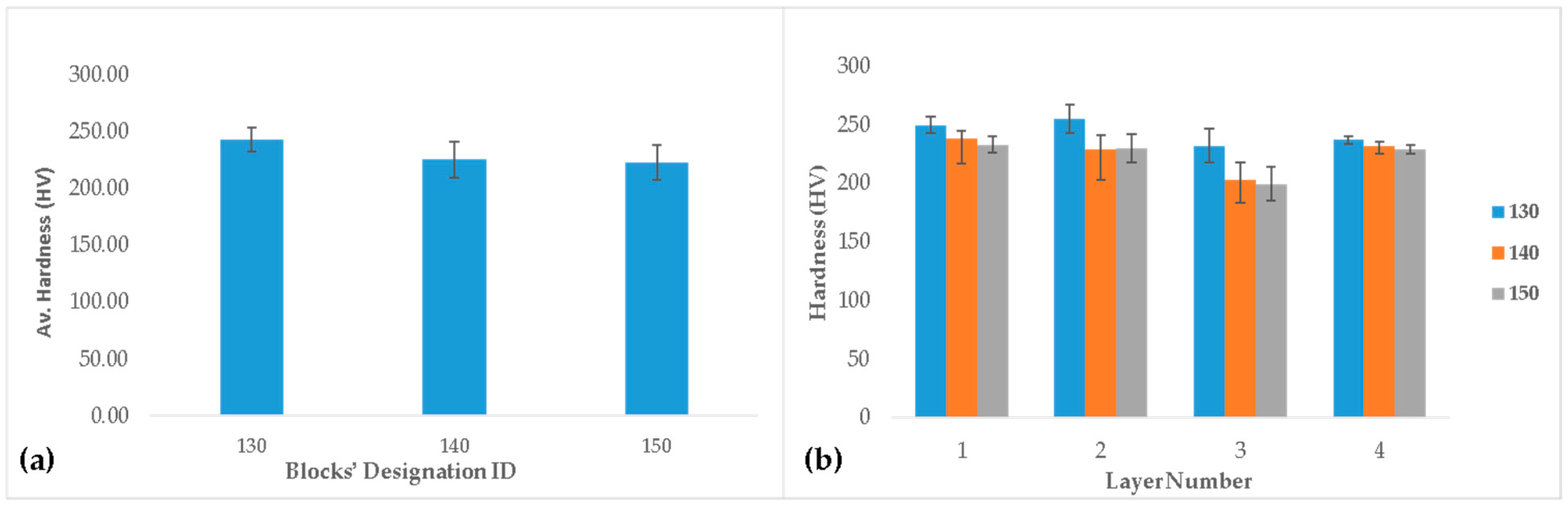
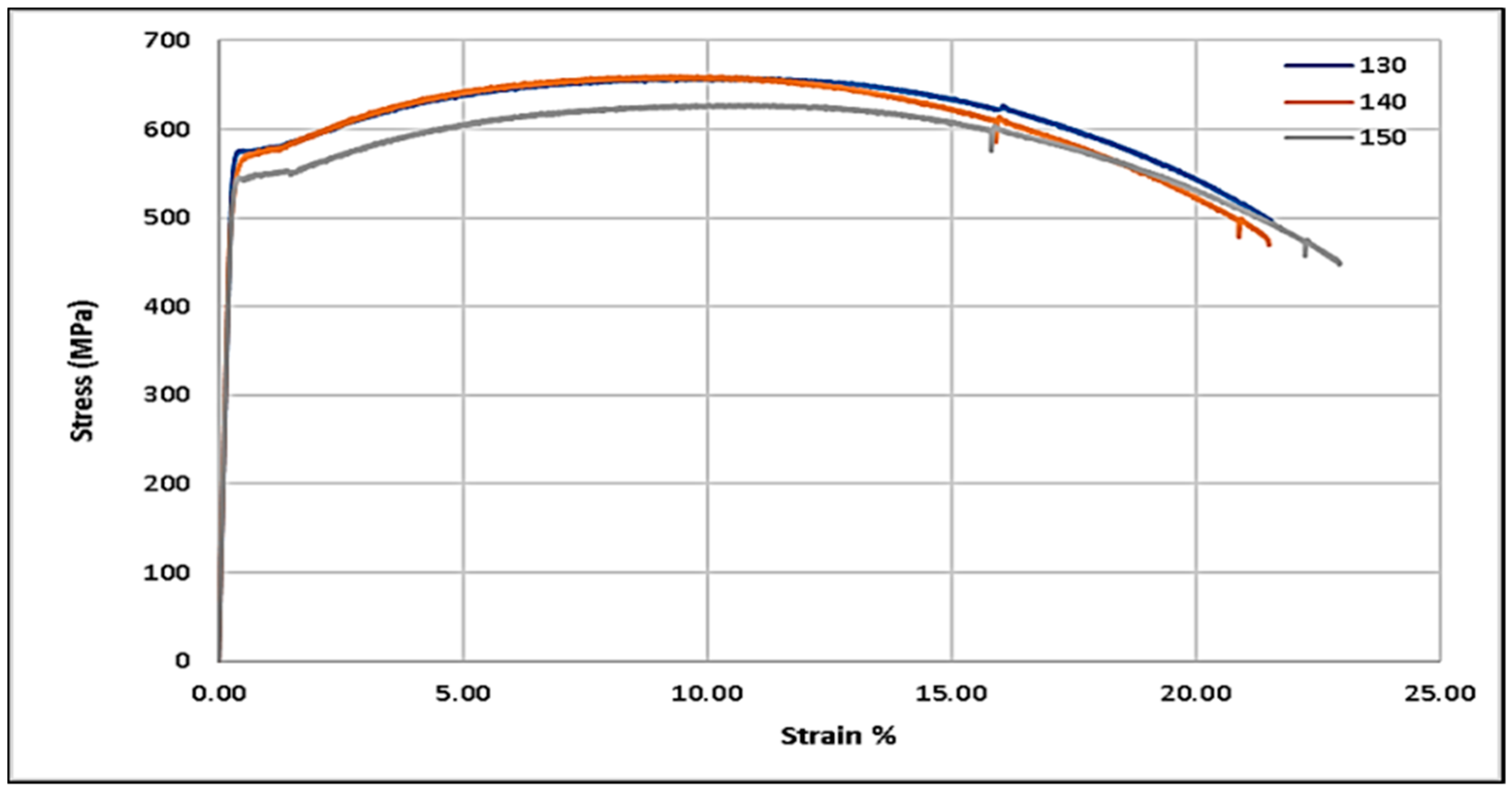
4.1.1. Influence of Beads’ Overlapping Percentage (OP) at a Constant BW of 5 mm
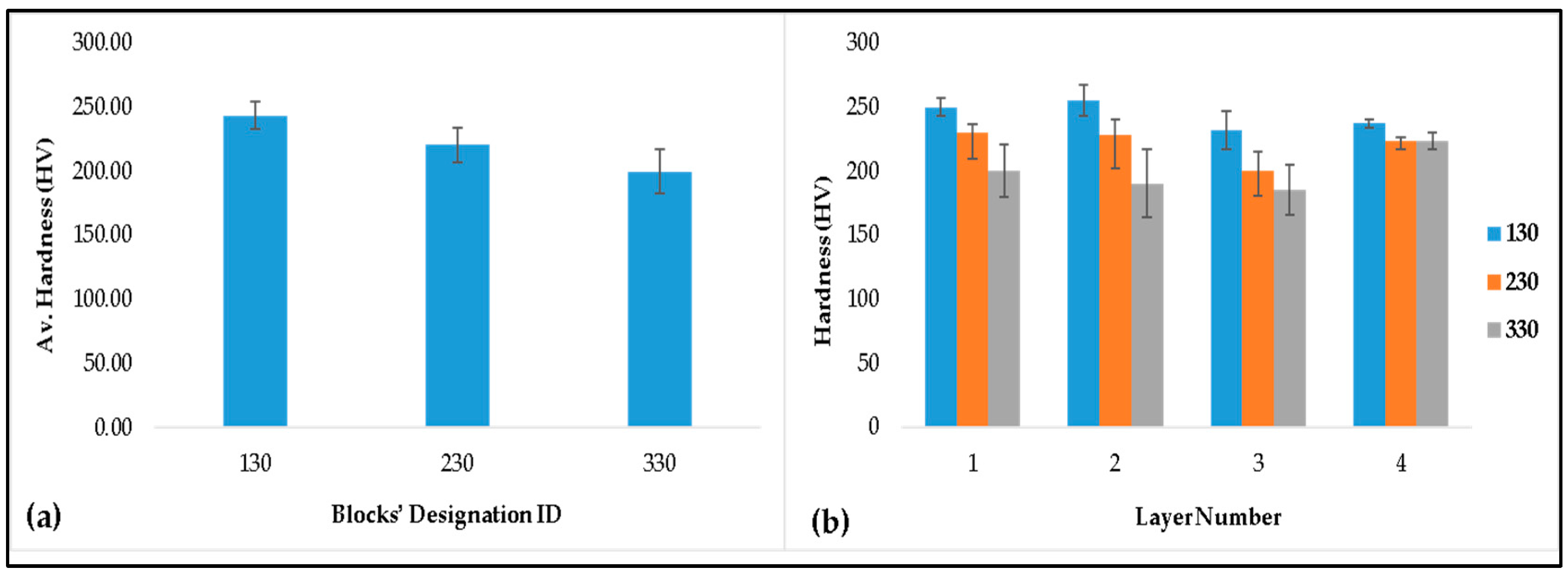
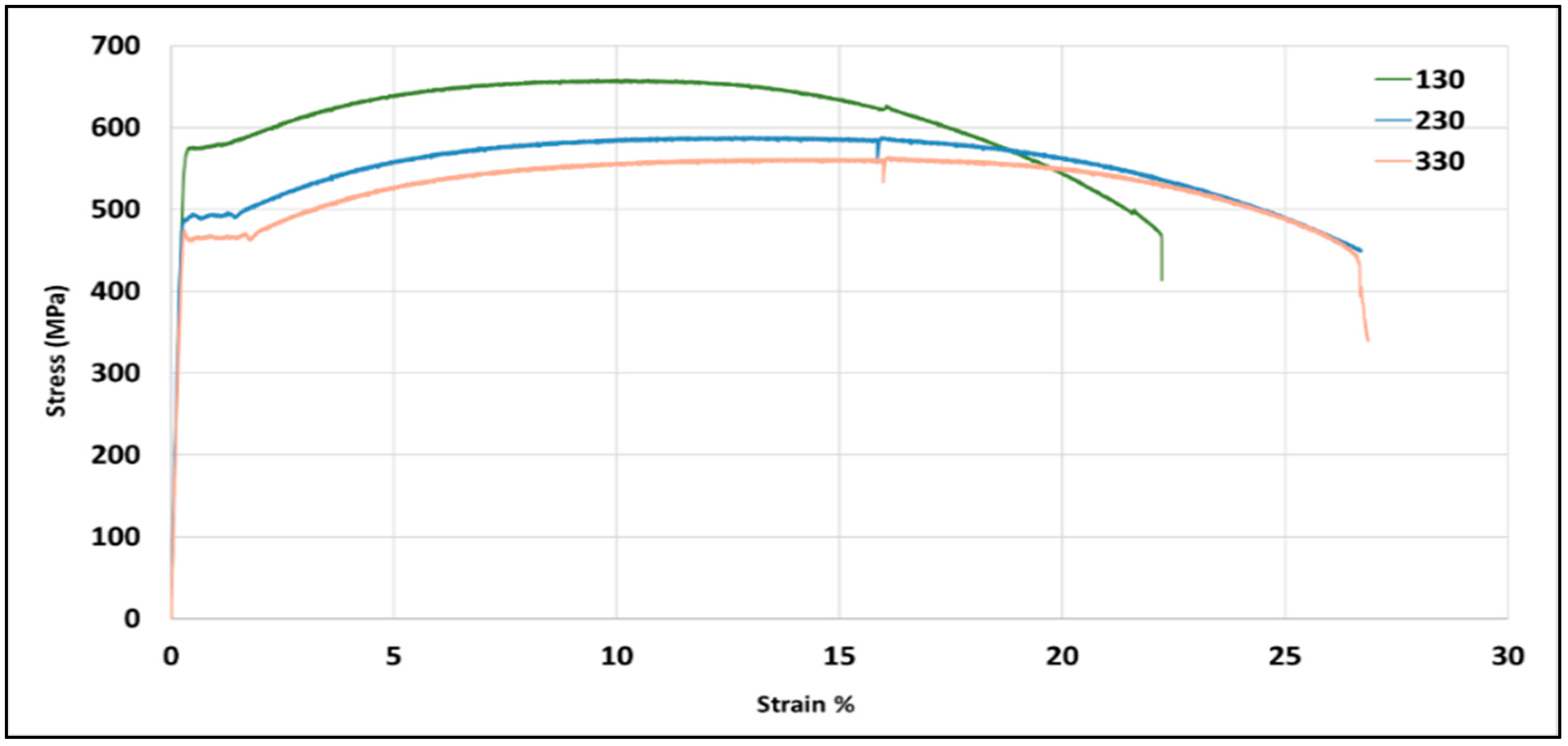
4.1.2. Influence of Bead Width (BW) at a Constant Bead Overlapping Percentage (OP) of 30%
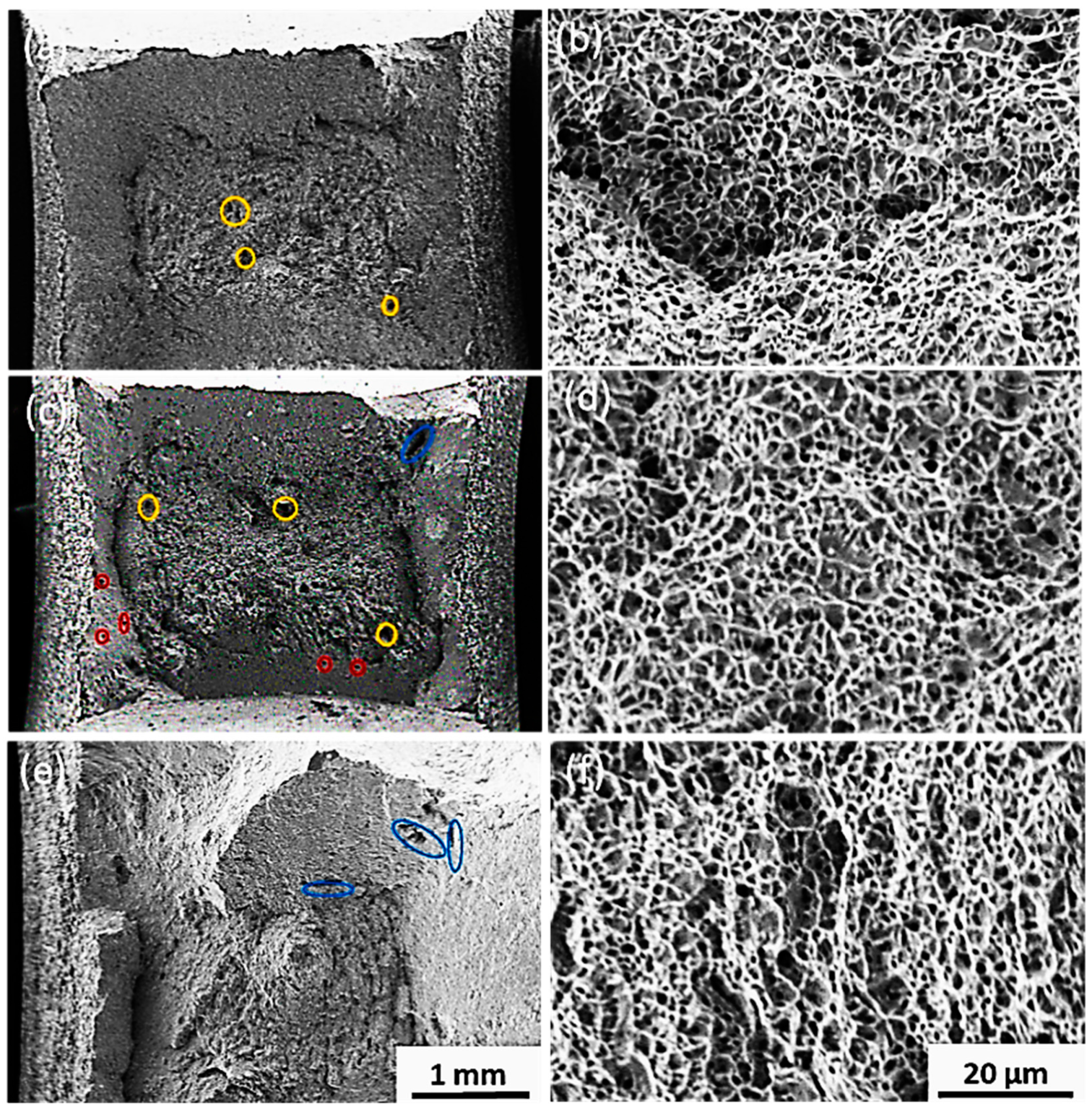
4.2. Fracture Behavior
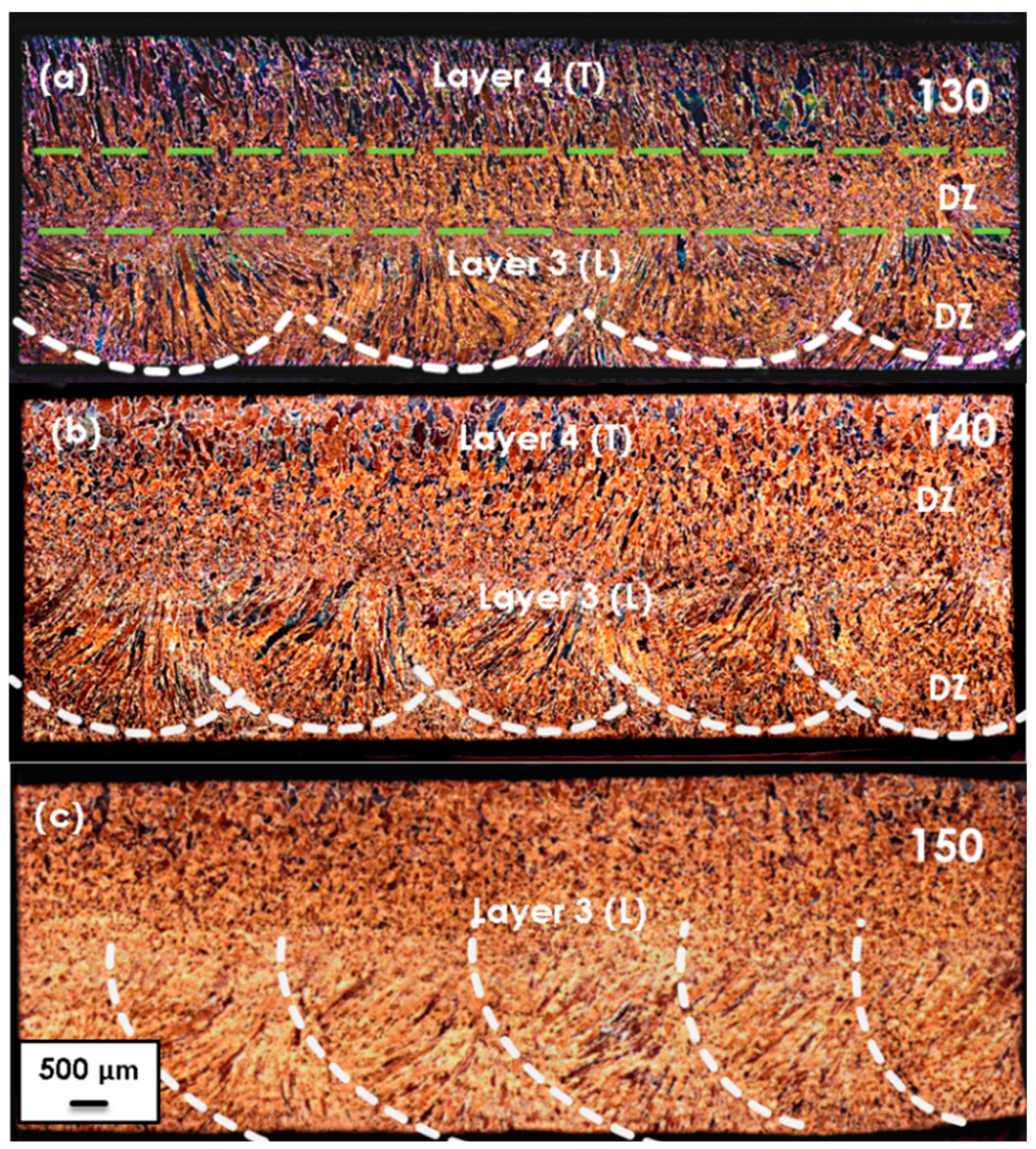
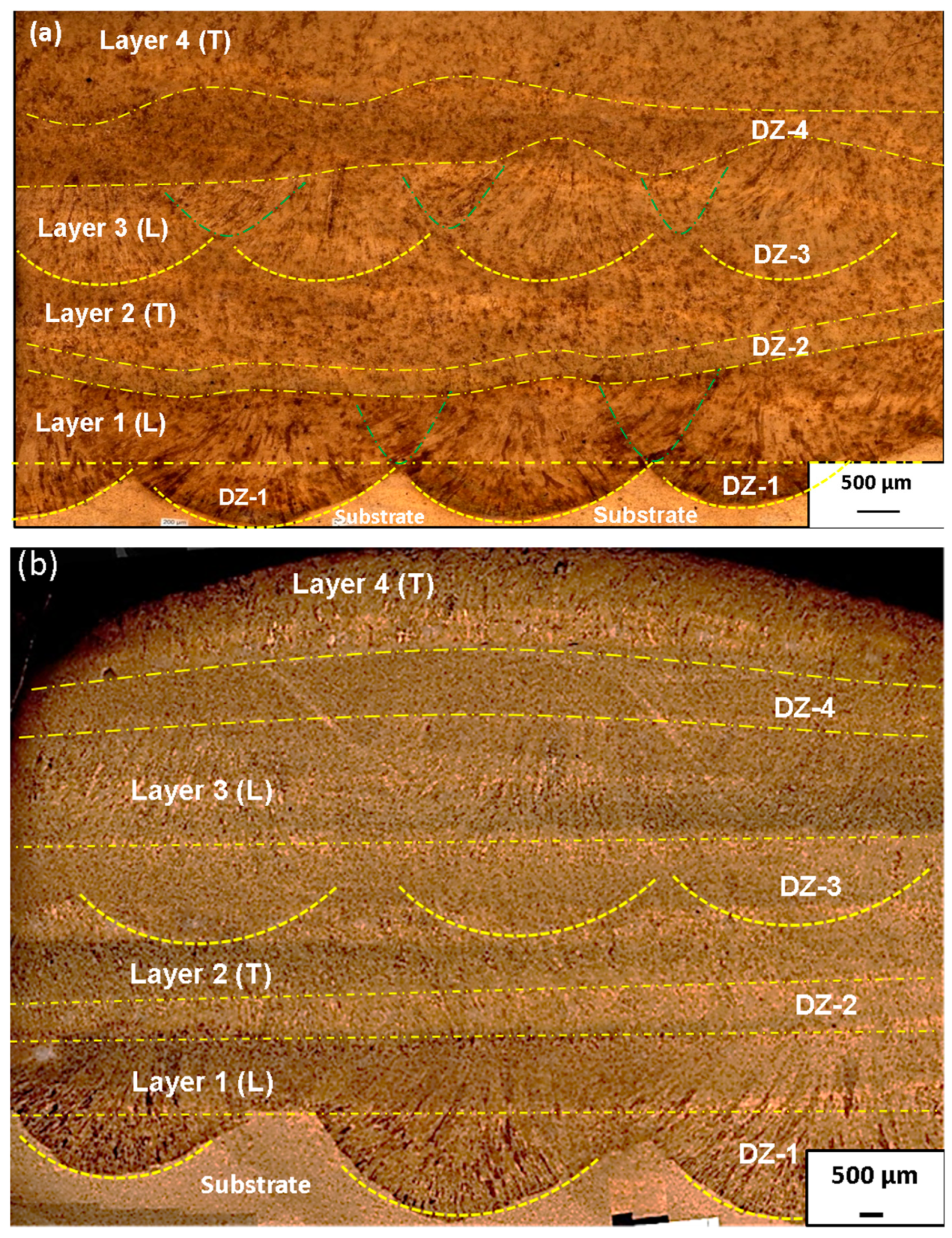
4.3. Microstructural Evolution
4.3.1. Influence of Overlapping Percentage (OP)
4.3.2. Influence of Bead Width (BW)
5. Conclusions
- The alternate orthogonal deposition strategy eliminates the geometrical inhomogeneity and minimizes the degree of anisotropy, which reflects positively on hardness distribution along the building direction and the tensile properties.
- Increasing the total heat input associated with increasing the BW has a higher influence on the mechanical behavior of the build blocks compared to the increasing number of heating cycles/layers associated with increasing the OP.
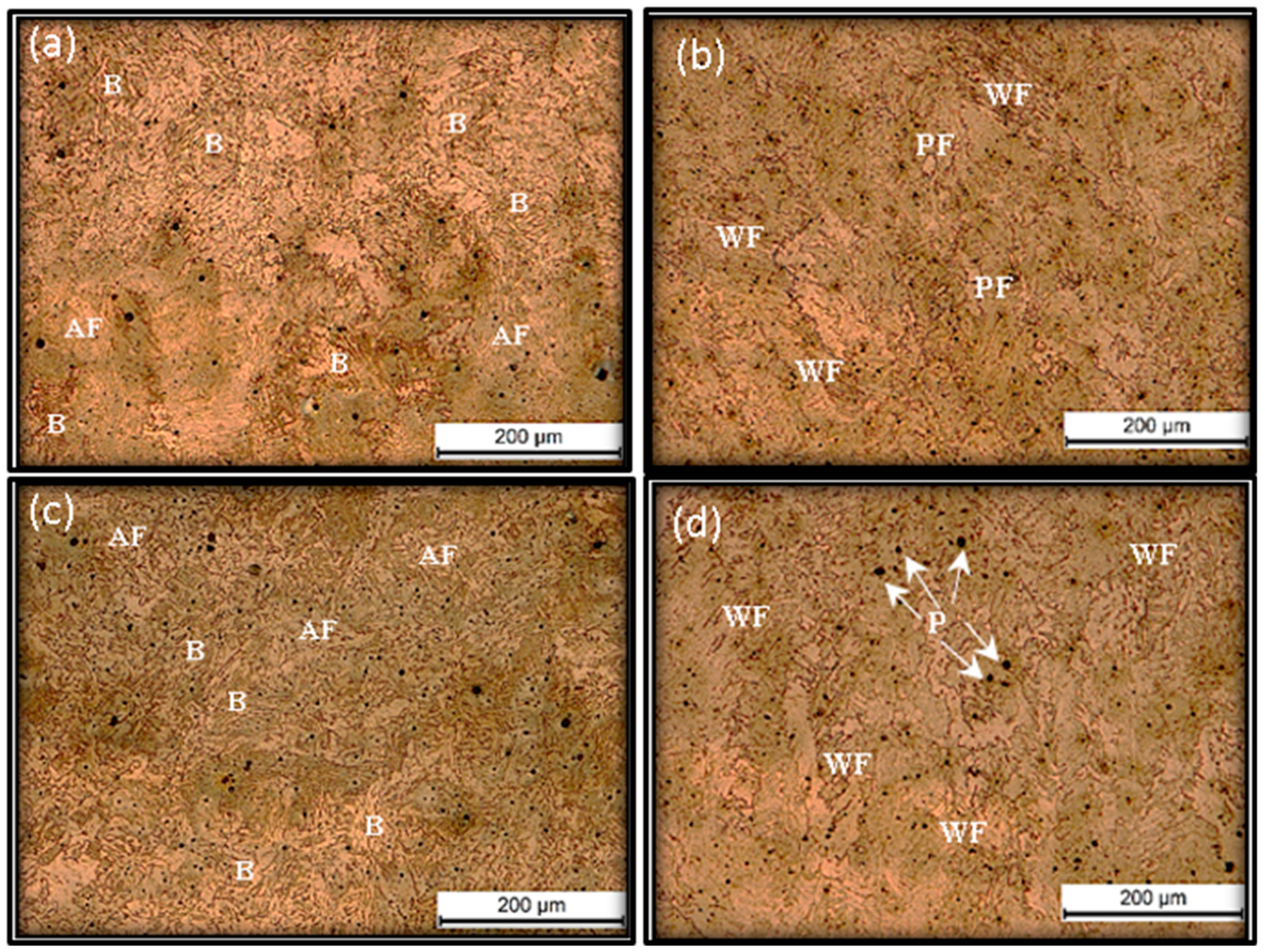
- The heat input per layer, number of heating cycles per bead along the building direction, and the cooling rates strongly influenced the phases and their morphology.
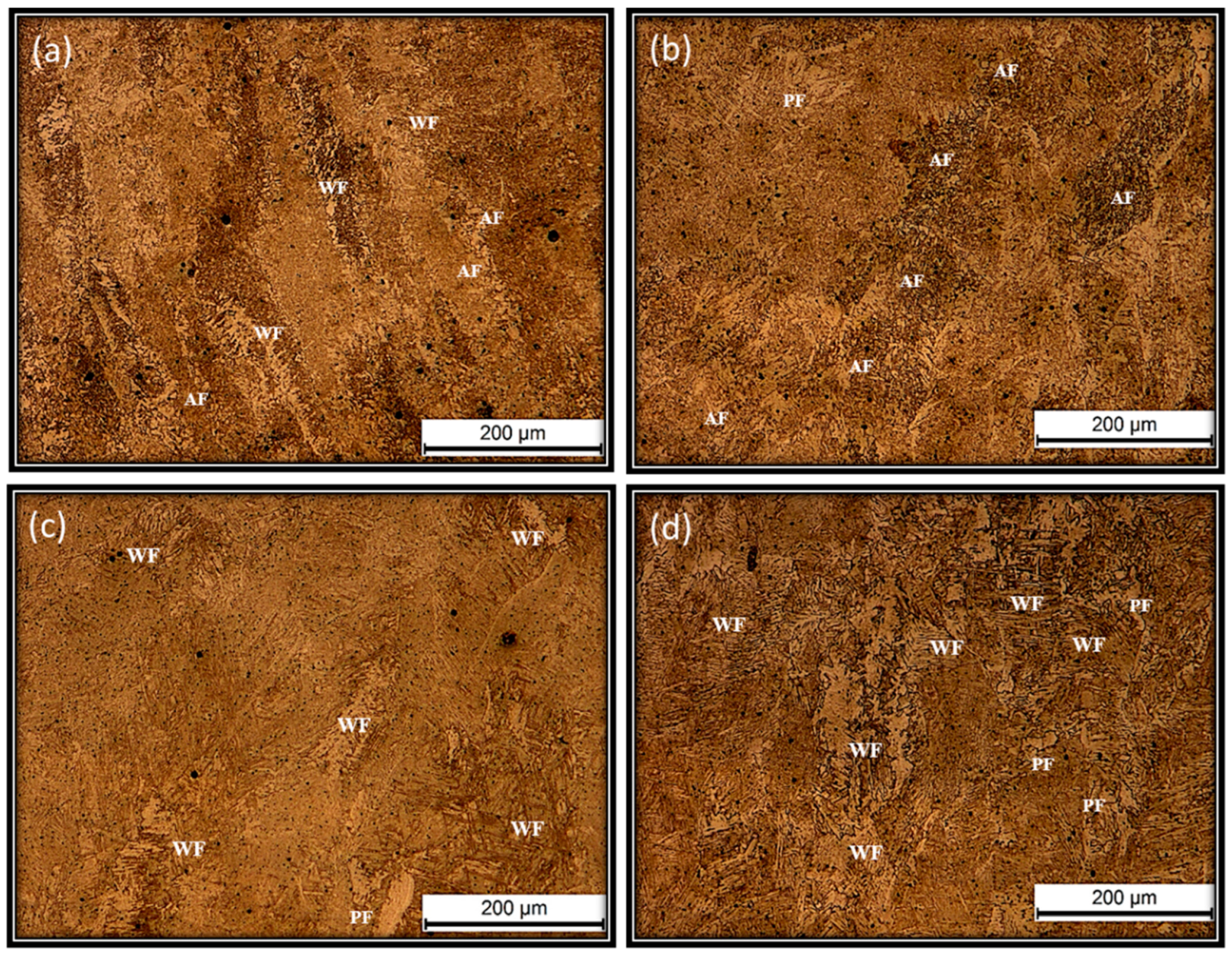
- Lower heat input (thinner bead) forms fine Widmanstatten ferrite (WF) at the boundaries of the transforming austenite in the first and fourth layers, and bainite in the second and third layers, indicative of the variation in cooling rates.
- Acicular ferrite dominated the structure of the higher heat input (wider beads) at the first layer, while relatively coarse WF and polygonal ferrite dominated the structure of the successive layers along the building direction.
- The volume fraction increases in WF associated with faster cooling rates during the phase transformation explain the increased hardness, yield, and ultimate tensile strength of the thinner bead (130) compared to the wider ones (230 and 330).
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Haden, C.V.; Zeng, G.; Carter, F.M.; Ruhl, C.; Krick, B.A.; Harlow, D.G. Wire and Arc Additive Manufactured Steel: Tensile and Wear Properties. Addit. Manuf. 2017, 16, 115–123. [Google Scholar] [CrossRef]
- Reddy, S.; Kumar, M.; Panchagnula, J.S.; Parchuri, P.K.; Kumar, S.S.; Ito, K.; Sharma, A. A New Approach for Attaining Uniform Properties in Build Direction in Additive Manufactured Components through Coupled Thermal-Hardness Model. J. Manuf. Process. 2019, 40, 46–58. [Google Scholar] [CrossRef]
- Srivastava, M.; Rathee, S.; Tiwari, A.; Dongre, M. Wire Arc Additive Manufacturing of Metals: A Review on Processes, Materials and Their Behaviour. Mater. Chem. Phys. 2023, 294, 126988. [Google Scholar] [CrossRef]
- Kumar, S.; Singh, R. Optimization of Process Parameters of Metal Inert Gas Welding with Preheating on AISI 1018 Mild Steel Using Grey Based Taguchi Method. Meas. J. Int. Meas. Confed. 2019, 148, 106924. [Google Scholar] [CrossRef]
- Lockett, H.; Ding, J.; Williams, S.; Martina, F. Design for Wire + Arc Additive Manufacture: Design Rules and Build Orientation Selection. J. Eng. Des. 2017, 28, 568–598. [Google Scholar] [CrossRef]
- Chaturvedi, M.; Scutelnicu, E.; Rusu, C.C.; Mistodie, L.R.; Mihailescu, D.; Subbiah, A.V. Wire Arc Additive Manufacturing: Review on Recent Findings and Challenges in Industrial Applications and Materials Characterization. Metals 2021, 11, 939. [Google Scholar] [CrossRef]
- Chandrasekaran, S.; Hari, S.; Amirthalingam, M. Wire Arc Additive Manufacturing of Functionally Graded Material for Marine Risers. Mater. Sci. Eng. A 2020, 792, 139530. [Google Scholar] [CrossRef]
- Dirisu, P.; Supriyo, G.; Martina, F.; Xu, X.; Williams, S. Wire plus Arc Additive Manufactured Functional Steel Surfaces Enhanced by Rolling. Int. J. Fatigue 2020, 130, 105237. [Google Scholar] [CrossRef]
- Xu, X.; Ganguly, S.; Ding, J.; Guo, S.; Williams, S.; Martina, F. Microstructural Evolution and Mechanical Properties of Maraging Steel Produced by Wire + Arc Additive Manufacture Process. Mater. Charact. 2018, 143, 152–162. [Google Scholar] [CrossRef]
- Sridharan, N.; Noakes, M.W.; Nycz, A.; Love, L.J.; Dehoff, R.R.; Babu, S.S. On the Toughness Scatter in Low Alloy C-Mn Steel Samples Fabricated Using Wire Arc Additive Manufacturing. Mater. Sci. Eng. A 2018, 713, 18–27. [Google Scholar] [CrossRef]
- Xiong, J.; Yin, Z.; Zhang, W. Forming Appearance Control of Arc Striking and Extinguishing Area in Multi-Layer Single-Pass GMAW-Based Additive Manufacturing. Int. J. Adv. Manuf. Technol. 2016, 87, 579–586. [Google Scholar] [CrossRef]
- Rodrigues, T.A.; Duarte, V.; Miranda, R.M.; Santos, T.G.; Oliveira, J.P. Current Status and Perspectives on Wire and Arc Additive Manufacturing (WAAM). Materials 2019, 12, 1121. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Su, C.; Zhu, J. Comprehensive Review of Wire Arc Additive Manufacturing: Hardware System, Physical Process, Monitoring, Property Characterization, Application and Future Prospects. Results Eng. 2022, 13, 100330. [Google Scholar] [CrossRef]
- AWS A5.18/A5.18M; Specification for Low-Alloy Steel Electrodes and Rods for Gas Shielded Arc Welding. American National Standards Institute: Miami, FL, USA, 2005; ISBN 0-87171-014-5.
- Spencer, J.D.; Dickens, P.M.; Wykes, C.M. Rapid Prototyping of Metal Parts by Three-Dimensional Welding. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 1998, 212, 175–182. [Google Scholar] [CrossRef]
- Xie, B.; Xue, J.; Ren, X. Wire Arc Deposition Additive Manufacturing and Experimental Study of 316l Stainless Steel by Cmt + p Process. Metals 2020, 10, 1419. [Google Scholar] [CrossRef]
- Dirisu, P.; Ganguly, S.; Mehmanparast, A.; Martina, F.; Williams, S. Analysis of Fracture Toughness Properties of Wire + Arc Additive Manufactured High Strength Low Alloy Structural Steel Components. Mater. Sci. Eng. A 2019, 765, 138285. [Google Scholar] [CrossRef]
- Rosli, N.A.; Alkahari, M.R.; bin Abdollah, M.F.; Maidin, S.; Ramli, F.R.; Herawan, S.G. Review on Effect of Heat Input for Wire Arc Additive Manufacturing Process. J. Mater. Res. Technol. 2021, 11, 2127–2145. [Google Scholar] [CrossRef]
- Xu, F.; Lv, Y.; Liu, Y.; Shu, F.; He, P.; Xu, B. Microstructural Evolution and Mechanical Properties of Inconel 625 Alloy during Pulsed Plasma Arc Deposition Process. J. Mater. Sci. Technol. 2013, 29, 480–488. [Google Scholar] [CrossRef]
- Wen, D.; Long, P.; Li, J.; Huang, L.; Zheng, Z. Effects of Linear Heat Input on Microstructure and Corrosion Behavior of an Austenitic Stainless Steel Processed by Wire Arc Additive Manufacturing. Vacuum 2020, 173, 109131. [Google Scholar] [CrossRef]
- Ghaffari, M.; Vahedi Nemani, A.; Rafieazad, M.; Nasiri, A. Effect of Solidification Defects and HAZ Softening on the Anisotropic Mechanical Properties of a Wire Arc Additive-Manufactured Low-Carbon Low-Alloy Steel Part. Jom 2019, 71, 4215–4224. [Google Scholar] [CrossRef]
- Rafieazad, M.; Ghaffari, M.; Vahedi Nemani, A.; Nasiri, A. Microstructural Evolution and Mechanical Properties of a Low-Carbon Low-Alloy Steel Produced by Wire Arc Additive Manufacturing. Int. J. Adv. Manuf. Technol. 2019, 105, 2121–2134. [Google Scholar] [CrossRef]
- Tripathi, U.; Saini, N.; Mulik, R.S.; Mahapatra, M.M. Effect of Build Direction on the Microstructure Evolution and Their Mechanical Properties Using GTAW Based Wire Arc Additive Manufacturing. CIRP J. Manuf. Sci. Technol. 2022, 37, 103–109. [Google Scholar] [CrossRef]
- Duarte, V.R.; Rodrigues, T.A.; Schell, N.; Santos, T.G.; Oliveira, J.P.; Miranda, R.M. Wire and Arc Additive Manufacturing of High-Strength Low-Alloy Steel: Microstructure and Mechanical Properties. Adv. Eng. Mater. 2021, 23, 1–9. [Google Scholar] [CrossRef]
- Murugan, N.; Parmar, R.S. Effects of MIG Process Parameters on the Geometry of the Bead in the Automatic Surfacing of Stainless Steel. J. Mater. Process. Technol. 1994, 41, 381–398. [Google Scholar] [CrossRef]
- Yildiz, A.S.; Davut, K.; Koc, B.; Yilmaz, O. Wire Arc Additive Manufacturing of High-Strength Low Alloy Steels: Study of Process Parameters and Their Influence on the Bead Geometry and Mechanical Characteristics. Int. J. Adv. Manuf. Technol. 2020, 108, 3391–3404. [Google Scholar] [CrossRef]
- Gao, C.; Chen, X.; Su, C.; Chen, X. Location Dependence of Microstructure and Mechanical Properties on Wire Arc Additively Manufactured Nuclear Grade Steel. Vacuum 2019, 168, 108818. [Google Scholar] [CrossRef]
- Ron, T.; Levy, G.K.; Dolev, O.; Leon, A.; Shirizly, A.; Aghion, E. The Effect of Microstructural Imperfections on Corrosion Fatigue of Additively Manufactured ER70S-6 Alloy Produced by Wire Arc Deposition. Metals 2020, 10, 98. [Google Scholar] [CrossRef]
- Bodnar, R.L.; Hansen, S.S. Effects of Austenite Grain Size and Cooling Rate on Widmanstätten Ferrite Formation in Low-Alloy Steels. Metall. Mater. Trans. A 1994, 25, 665–675. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Fe | C | Cr | Ni | Mo | Mn | Si | P | S | V | Cu |
|---|---|---|---|---|---|---|---|---|---|---|---|
| ER70S-6 | Balance | 0.06–0.15 | 0.15 | 0.15 | 0.15 | 1.40–1.85 | 0.80–1.15 | 0.025 | 0.035 | 0.03 | 0.5 |
| Bead Numbering | Bead Dimensions | Welding Parameters | Heat Inputs [J/mm] | ||||
|---|---|---|---|---|---|---|---|
| Width [±0.5 mm] | Height [±0.2 mm] | Voltage [V] | Current [A] | WFS [m/min] | WS [mm/s] | ||
| 1 | 5 | 1.6 | 17.8 | 164 | 4 | 11 | 212.3 |
| 2 | 7 | 2.2 | 17.8 | 164 | 4 | 6 | 389.2 |
| 3 | 9 | 3 | 19 | 190 | 4.7 | 5 | 577.6 |
| Bead Width (BW-mm) | Overlapping Percentage (OP-%) | ID |
|---|---|---|
| 5 | 30 | 130 |
| 5 | 40 | 140 |
| 5 | 50 | 150 |
| 7 | 30 | 230 |
| 7 | 40 | 240 |
| 7 | 50 | 250 |
| 9 | 30 | 330 |
| 9 | 40 | 340 |
| 9 | 50 | 350 |
| Layer | Bead Width/No. of Beads/Layer | ||||
|---|---|---|---|---|---|
| 130 (5 mm) | 140 (5 mm) | 150 (5 mm) | 230 (7 mm) | 330 (9 mm) | |
| Longitudinal | 13 | 15 | 18 | 10 | 8 |
| Transverse | 33 | 38 | 45 | 24 | 19 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Elsokaty, A.; Oraby, O.; Sadek, S.; Salem, H.G. Influence of Wire Arc Additive Manufacturing Beads’ Geometry and Building Strategy: Mechanical and Structural Behavior of ER70S-6 Prismatic Blocks. J. Manuf. Mater. Process. 2023, 7, 3. https://doi.org/10.3390/jmmp7010003
Elsokaty A, Oraby O, Sadek S, Salem HG. Influence of Wire Arc Additive Manufacturing Beads’ Geometry and Building Strategy: Mechanical and Structural Behavior of ER70S-6 Prismatic Blocks. Journal of Manufacturing and Materials Processing. 2023; 7(1):3. https://doi.org/10.3390/jmmp7010003
Chicago/Turabian StyleElsokaty, Ahmed, Omar Oraby, Sameha Sadek, and Hanadi G. Salem. 2023. "Influence of Wire Arc Additive Manufacturing Beads’ Geometry and Building Strategy: Mechanical and Structural Behavior of ER70S-6 Prismatic Blocks" Journal of Manufacturing and Materials Processing 7, no. 1: 3. https://doi.org/10.3390/jmmp7010003
APA StyleElsokaty, A., Oraby, O., Sadek, S., & Salem, H. G. (2023). Influence of Wire Arc Additive Manufacturing Beads’ Geometry and Building Strategy: Mechanical and Structural Behavior of ER70S-6 Prismatic Blocks. Journal of Manufacturing and Materials Processing, 7(1), 3. https://doi.org/10.3390/jmmp7010003