


Residual Heat Effect on the Melt Pool Geometry during the Laser Powder Bed Fusion Process


Abstract
1. Introduction
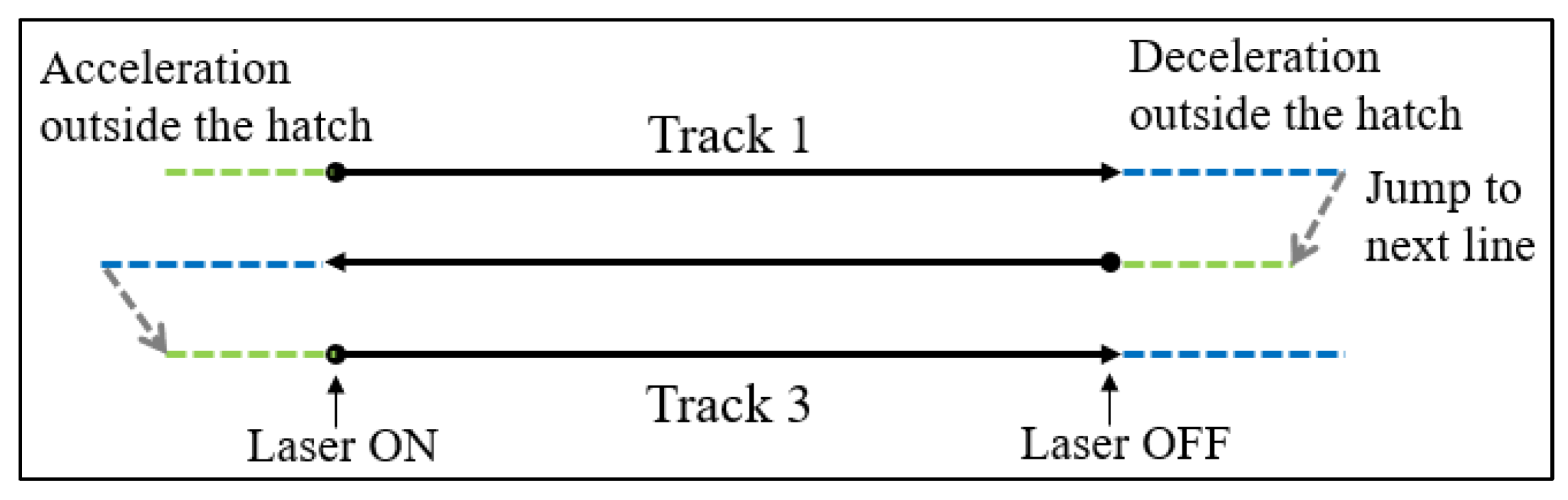
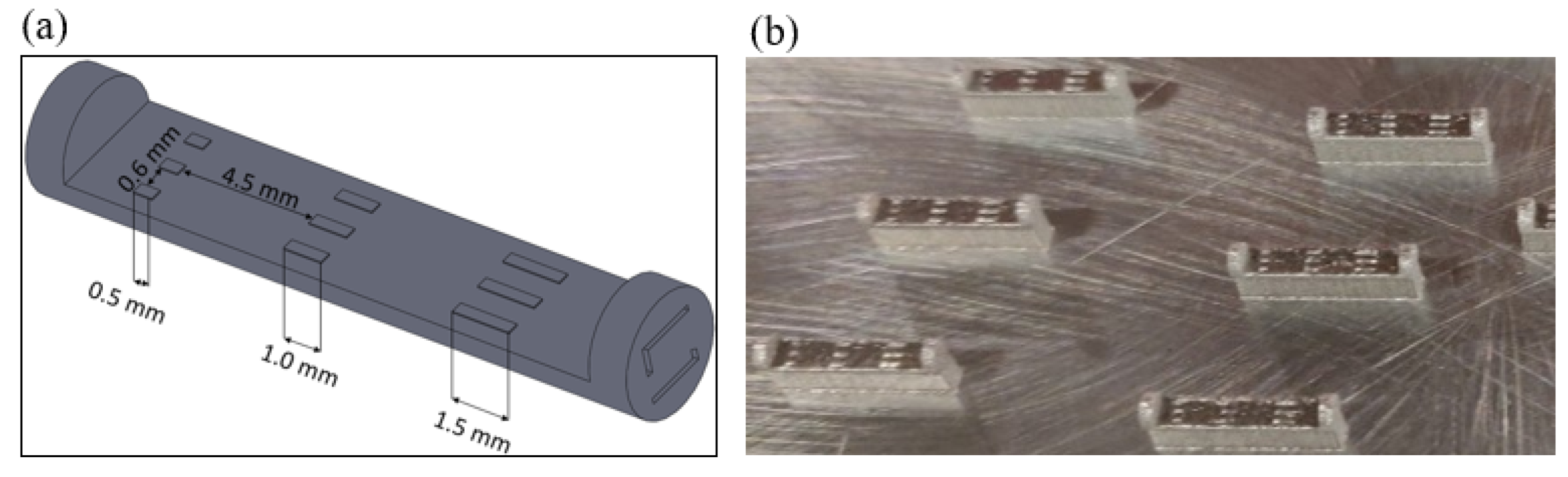
2. Experimental Approach
3. Numerical Approach
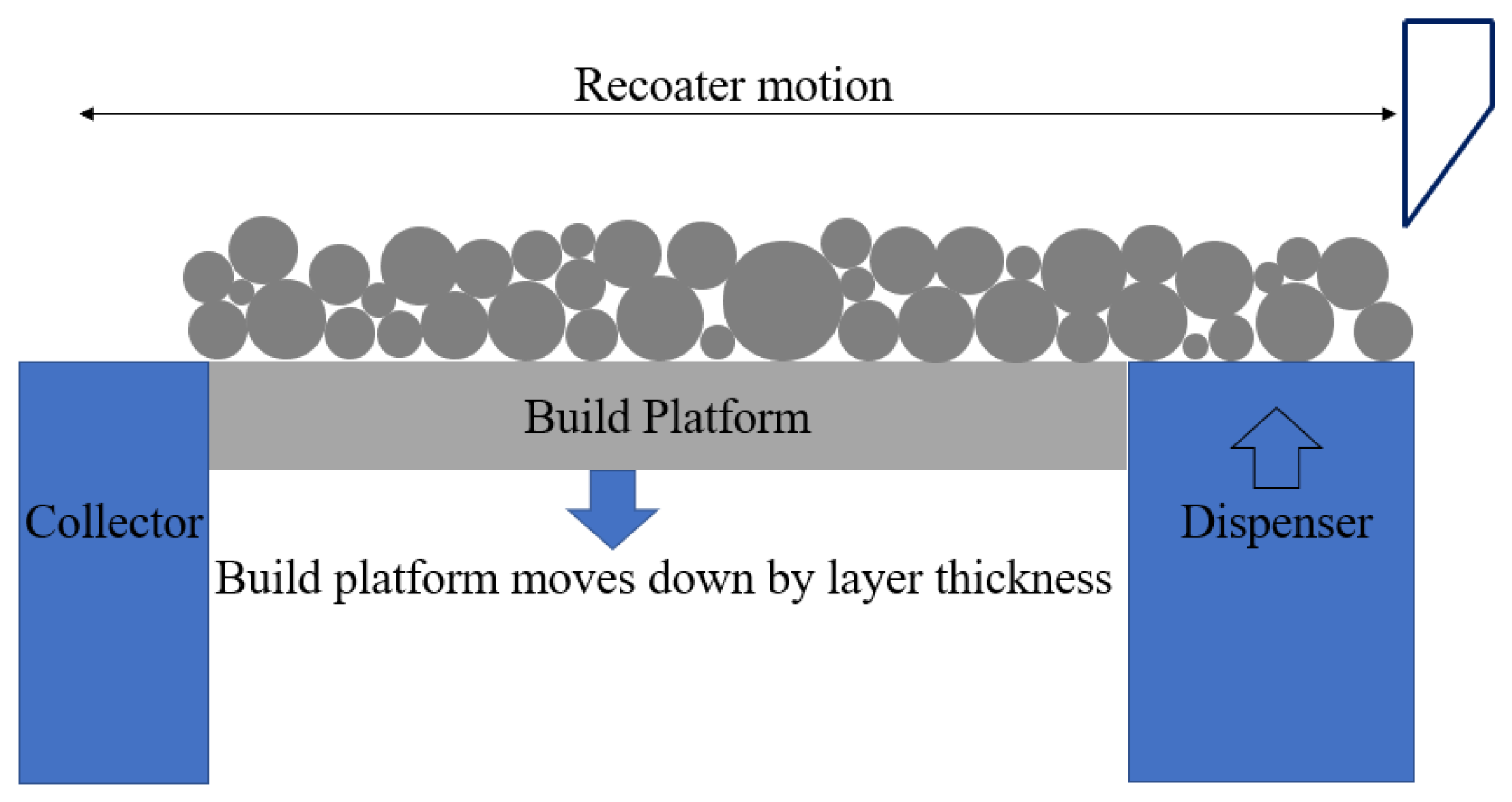
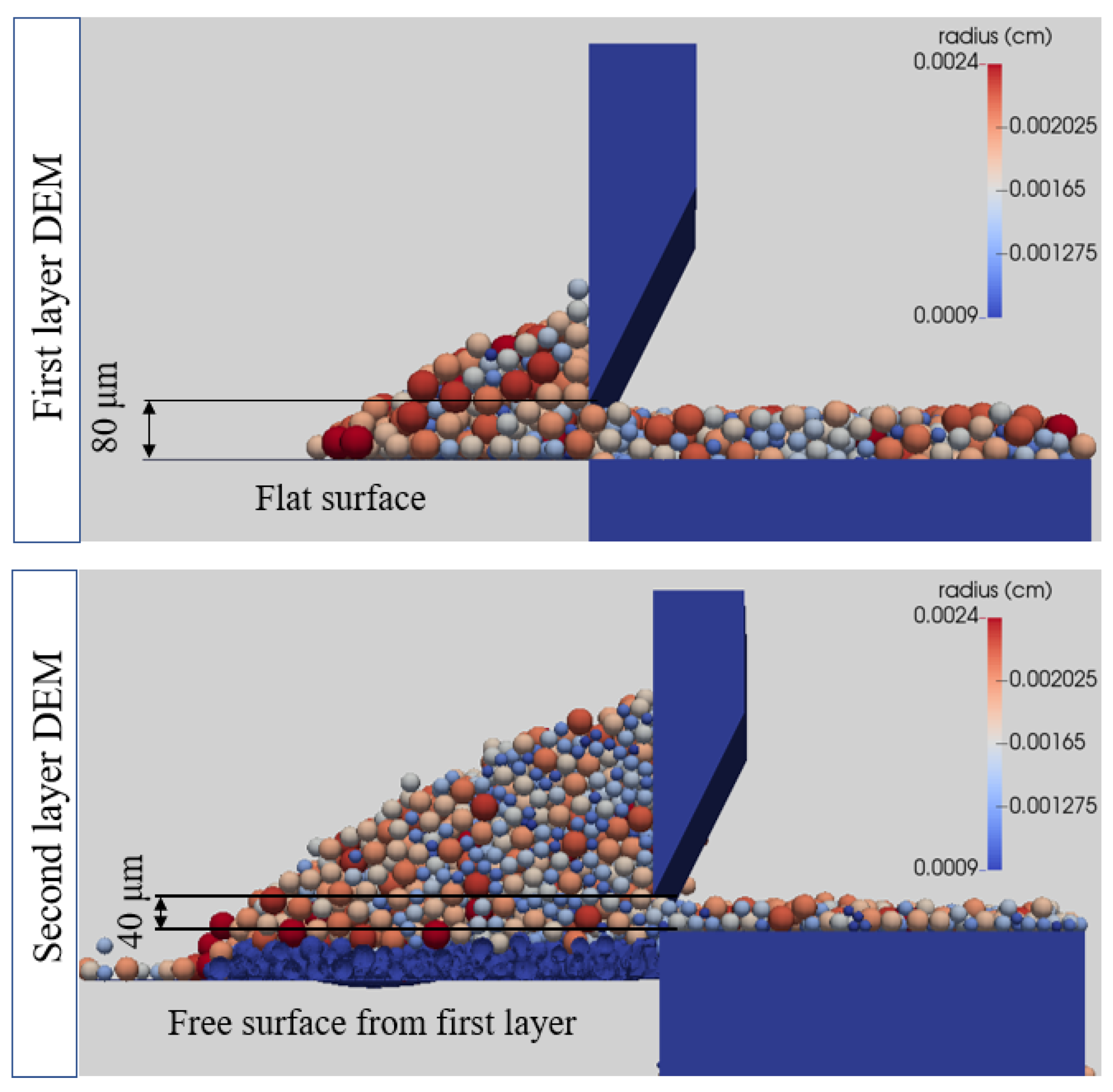
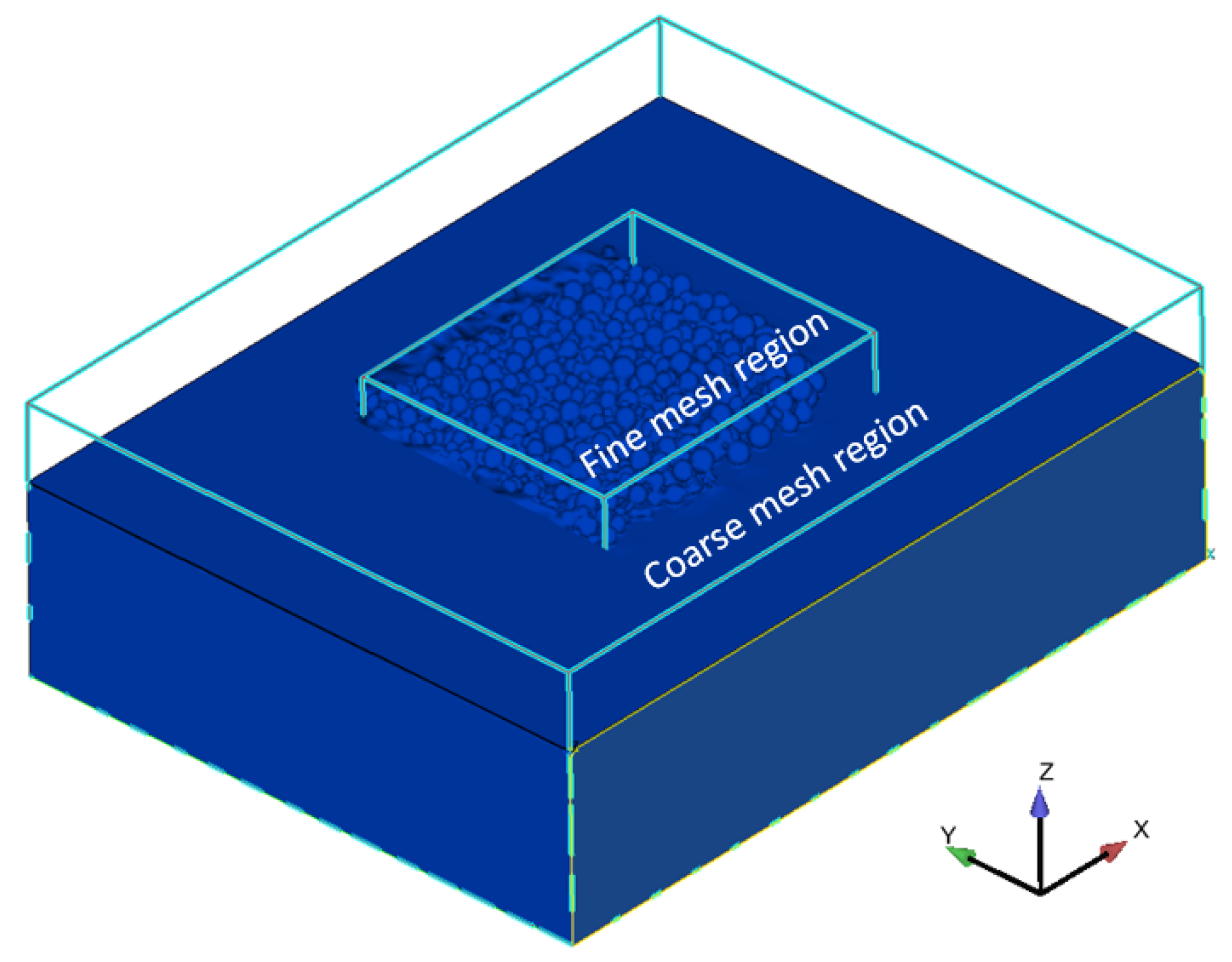
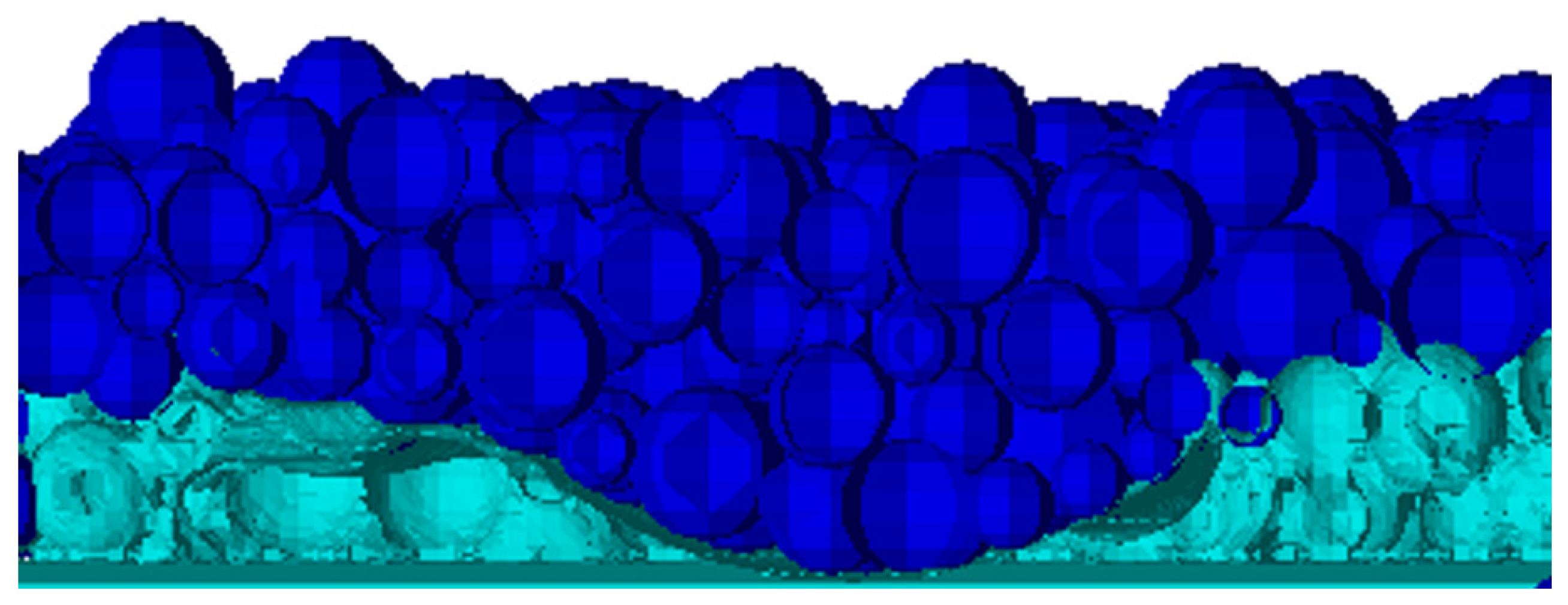
3.1. Discrete Element Method
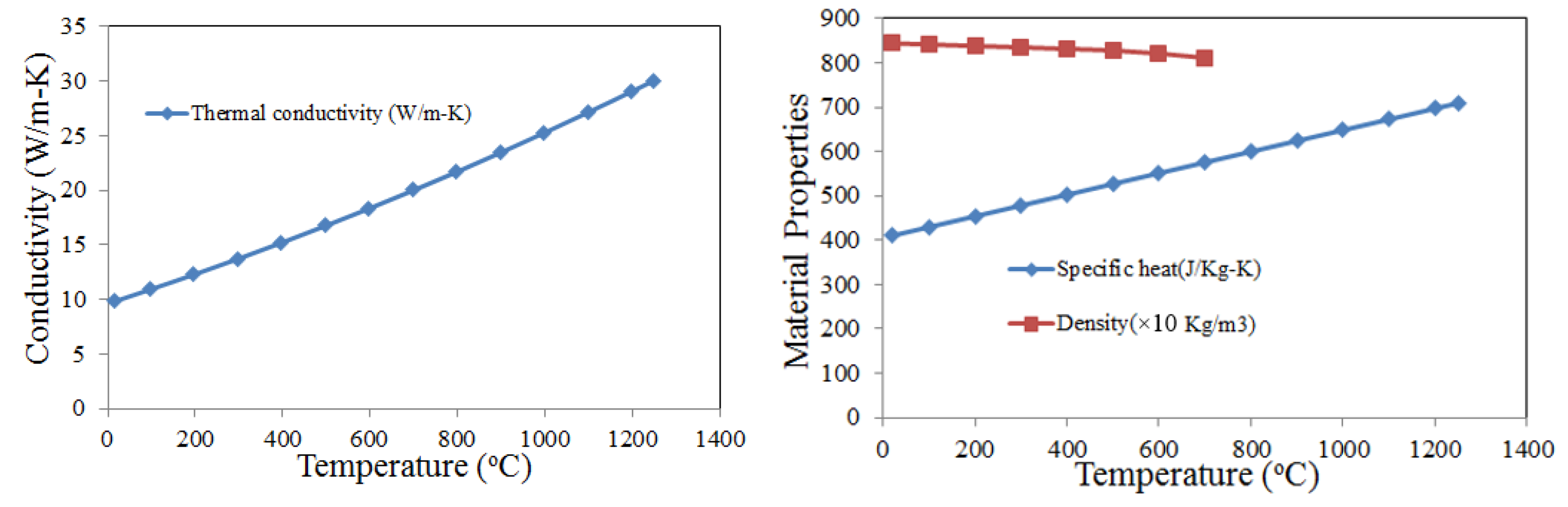
3.2. Thermo-Fluid Simulation
4. Results and Discussion
4.1. Experimental Results
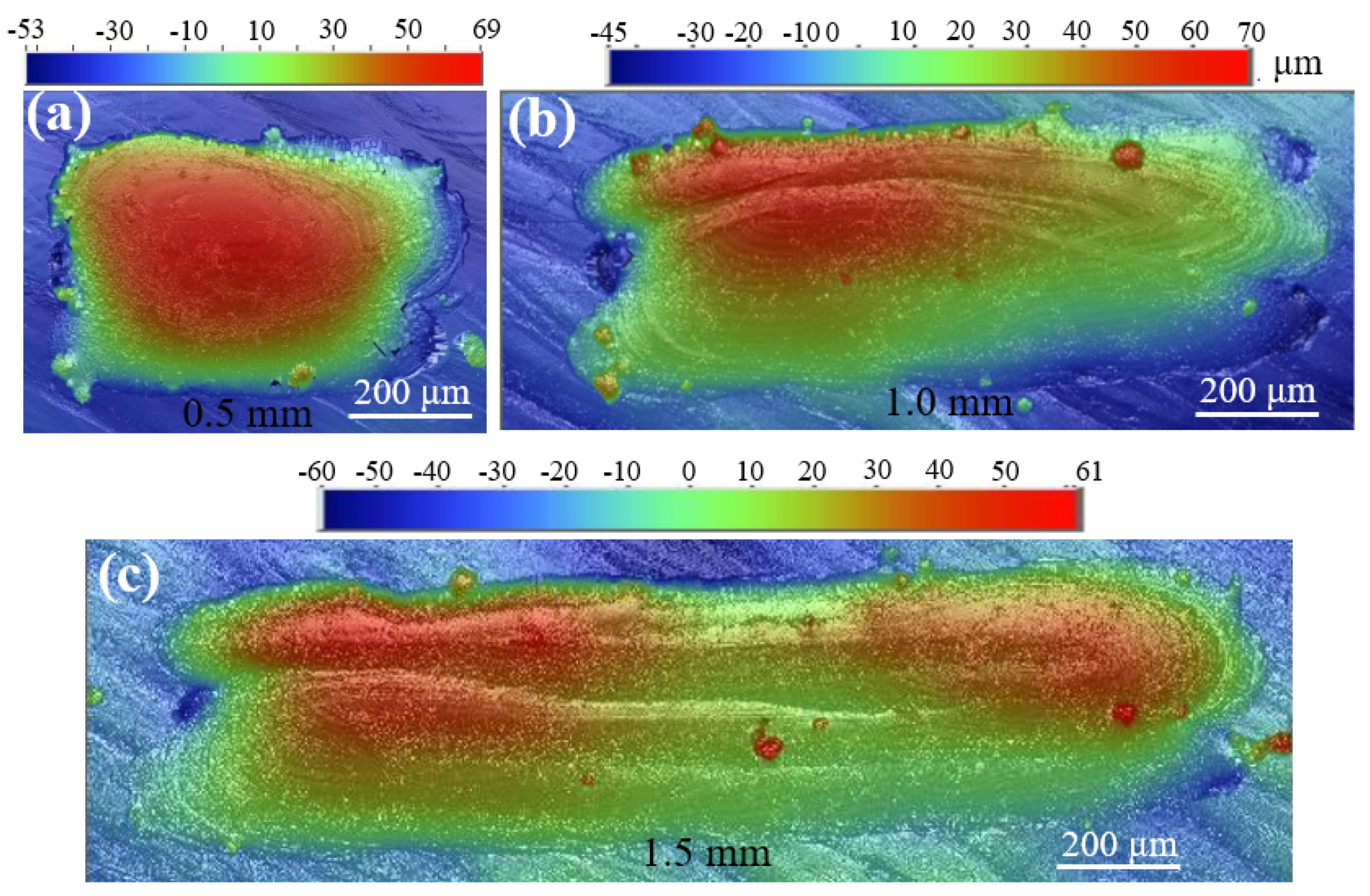
4.1.1. Surface Measurements
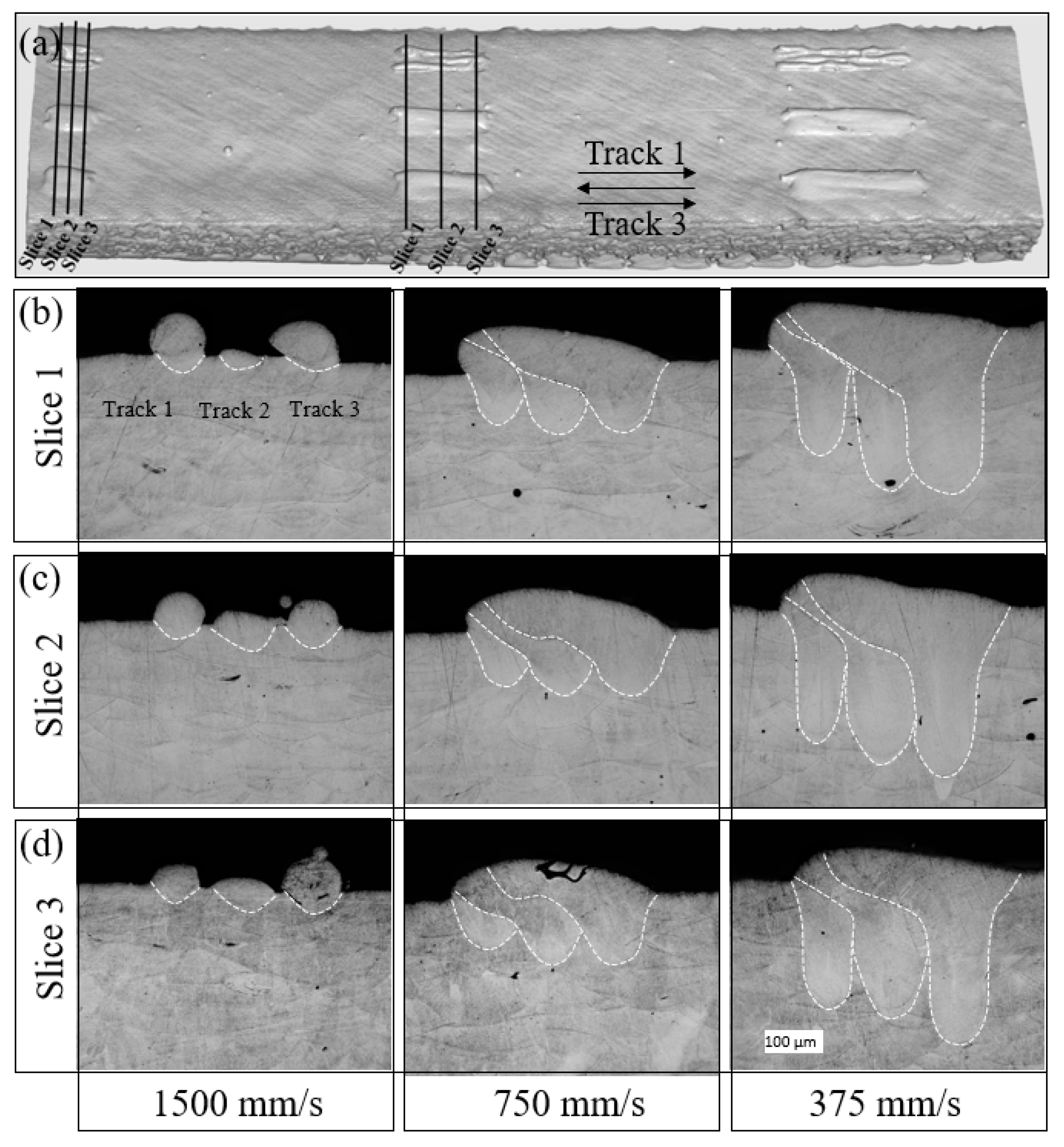
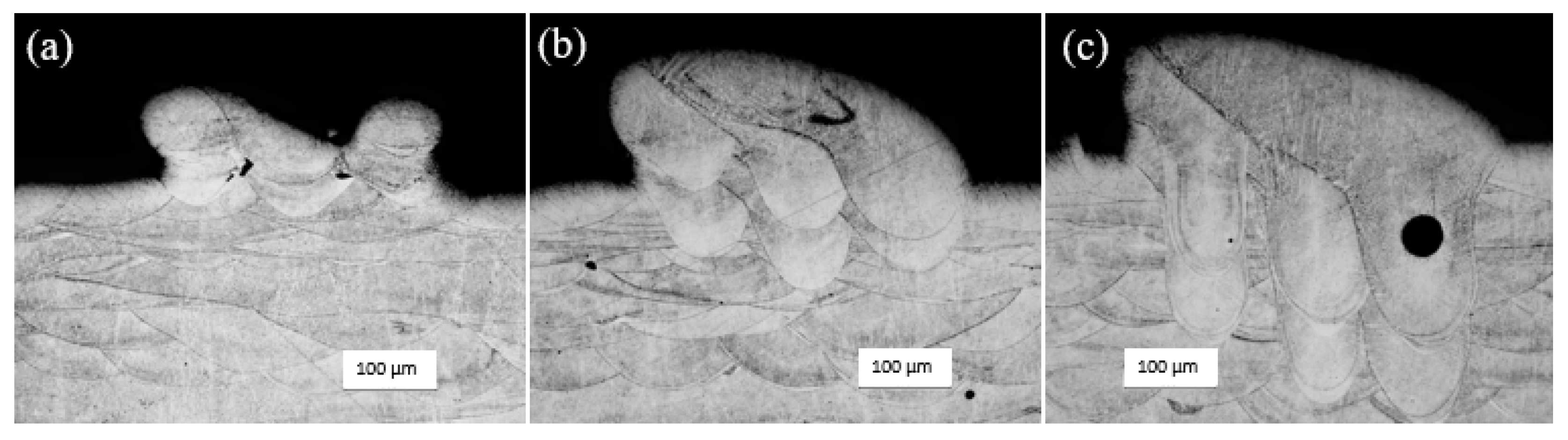
4.1.2. Metallography
4.2. Numerical Results
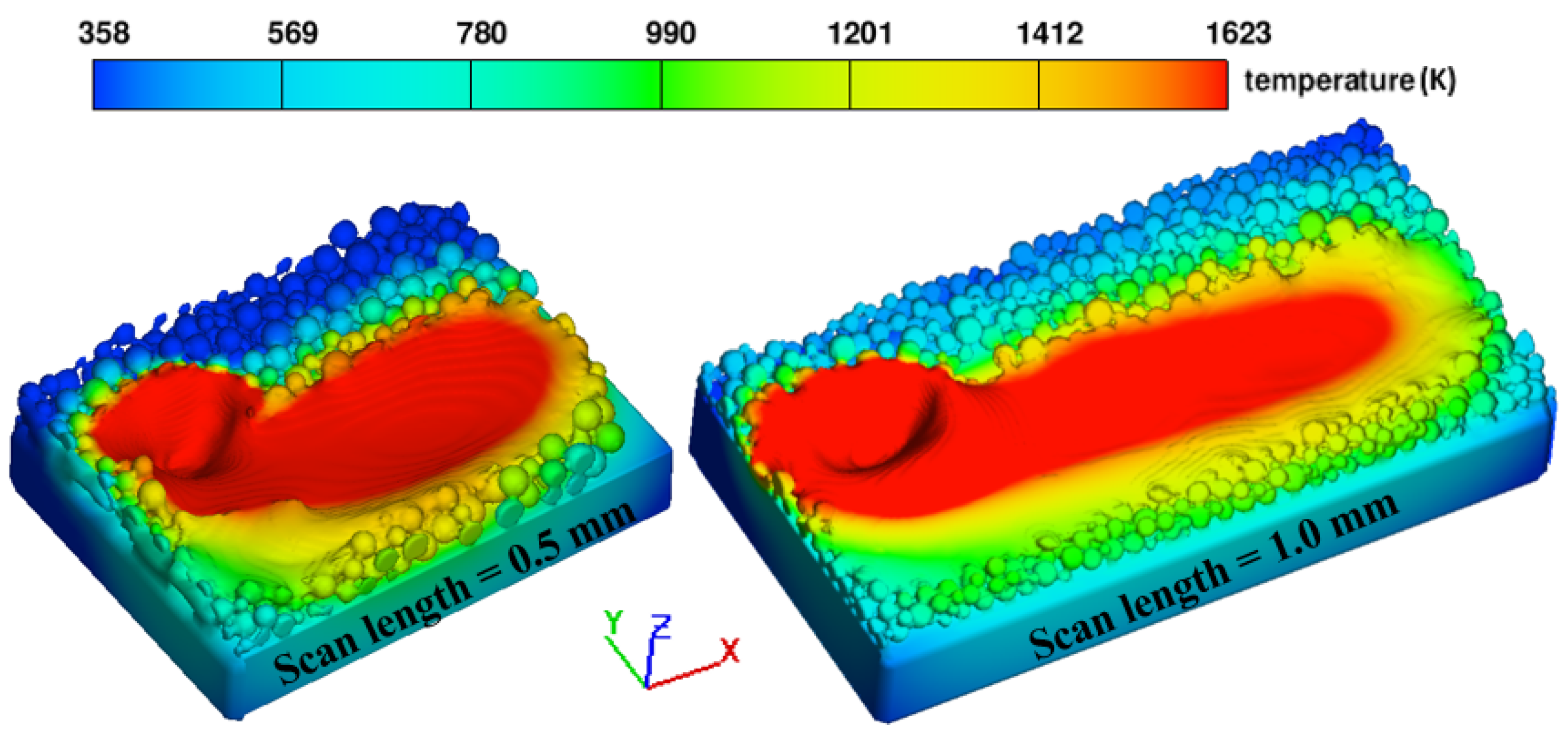
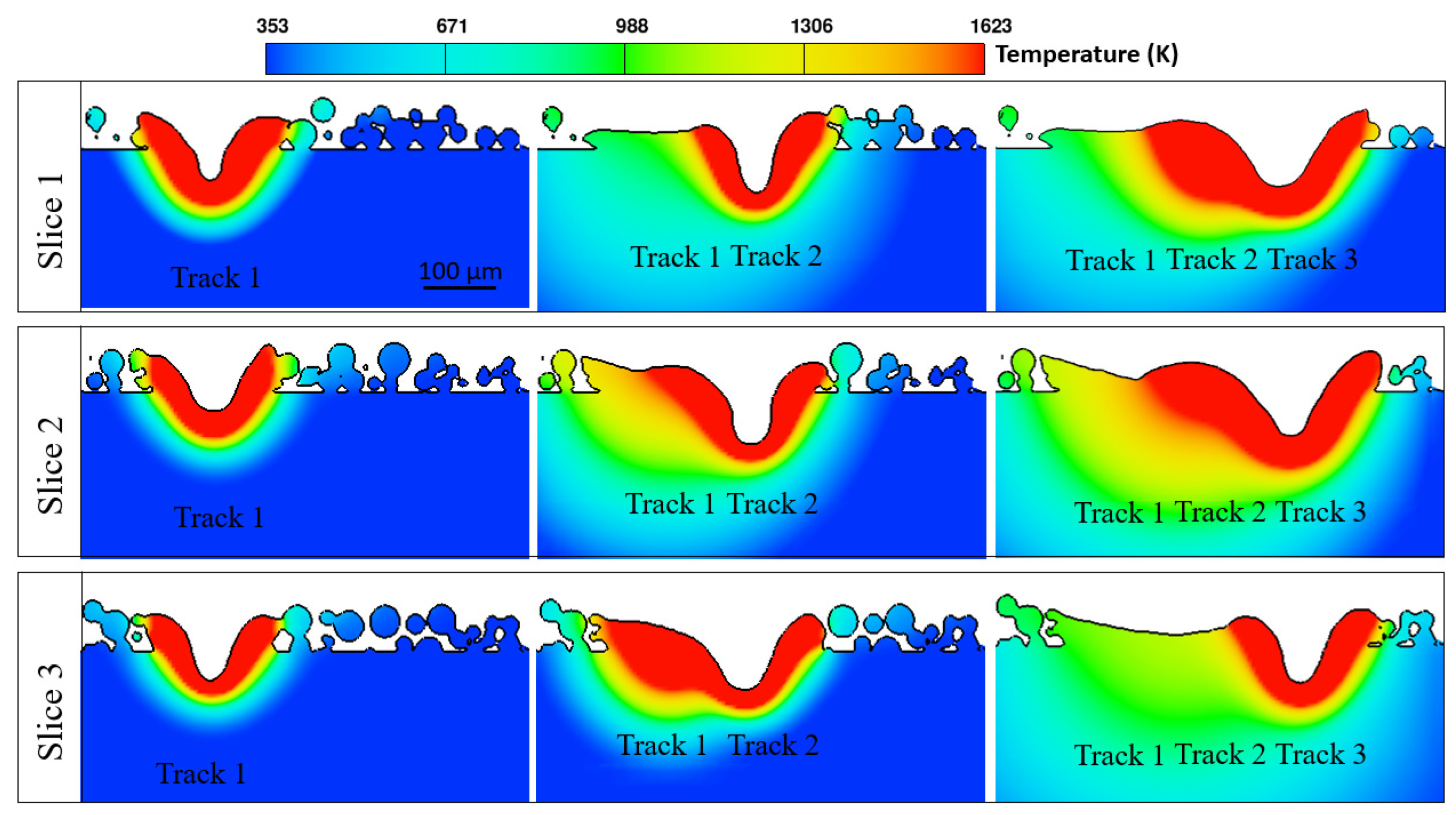
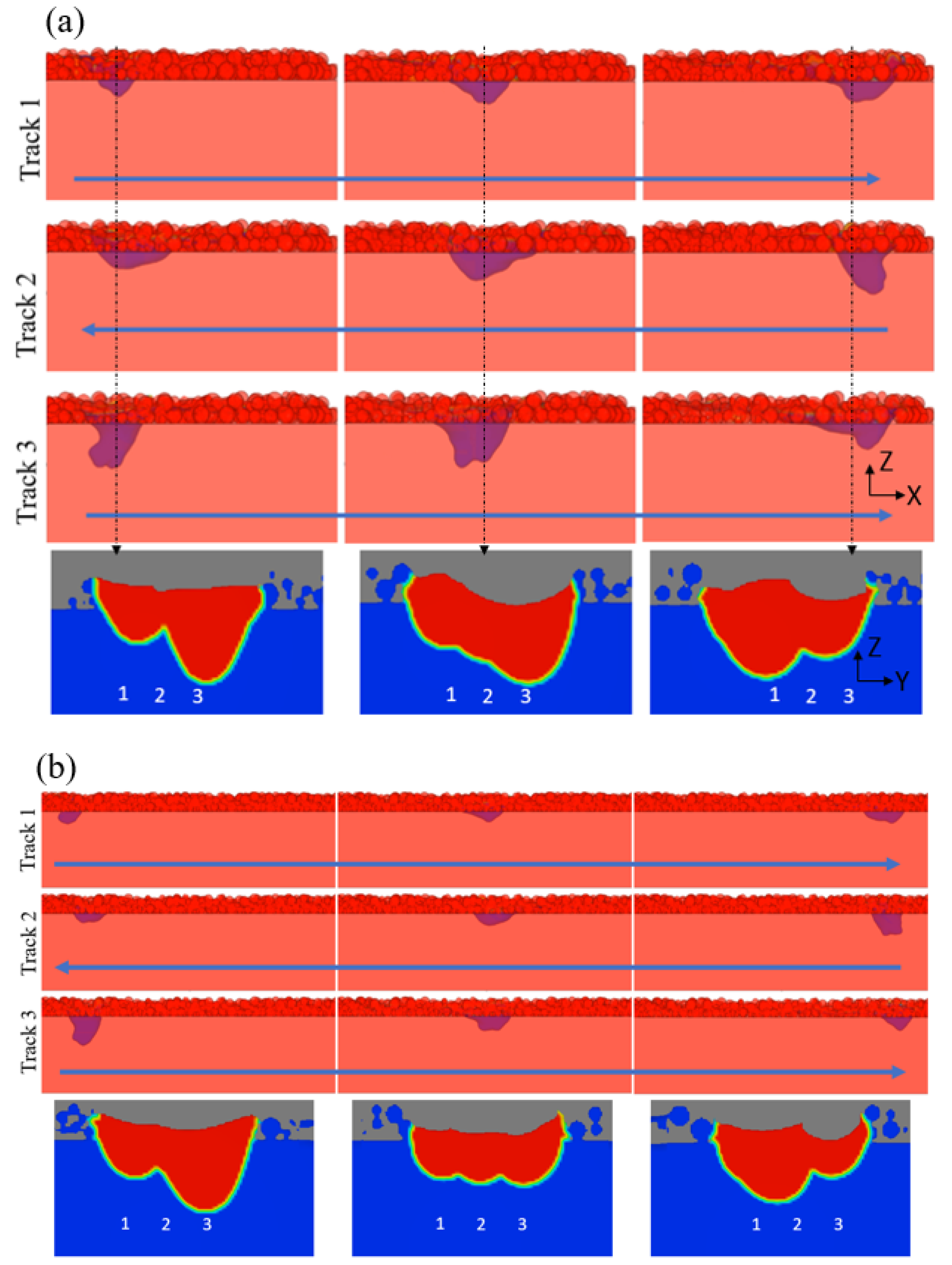
4.2.1. Multi-Track Results
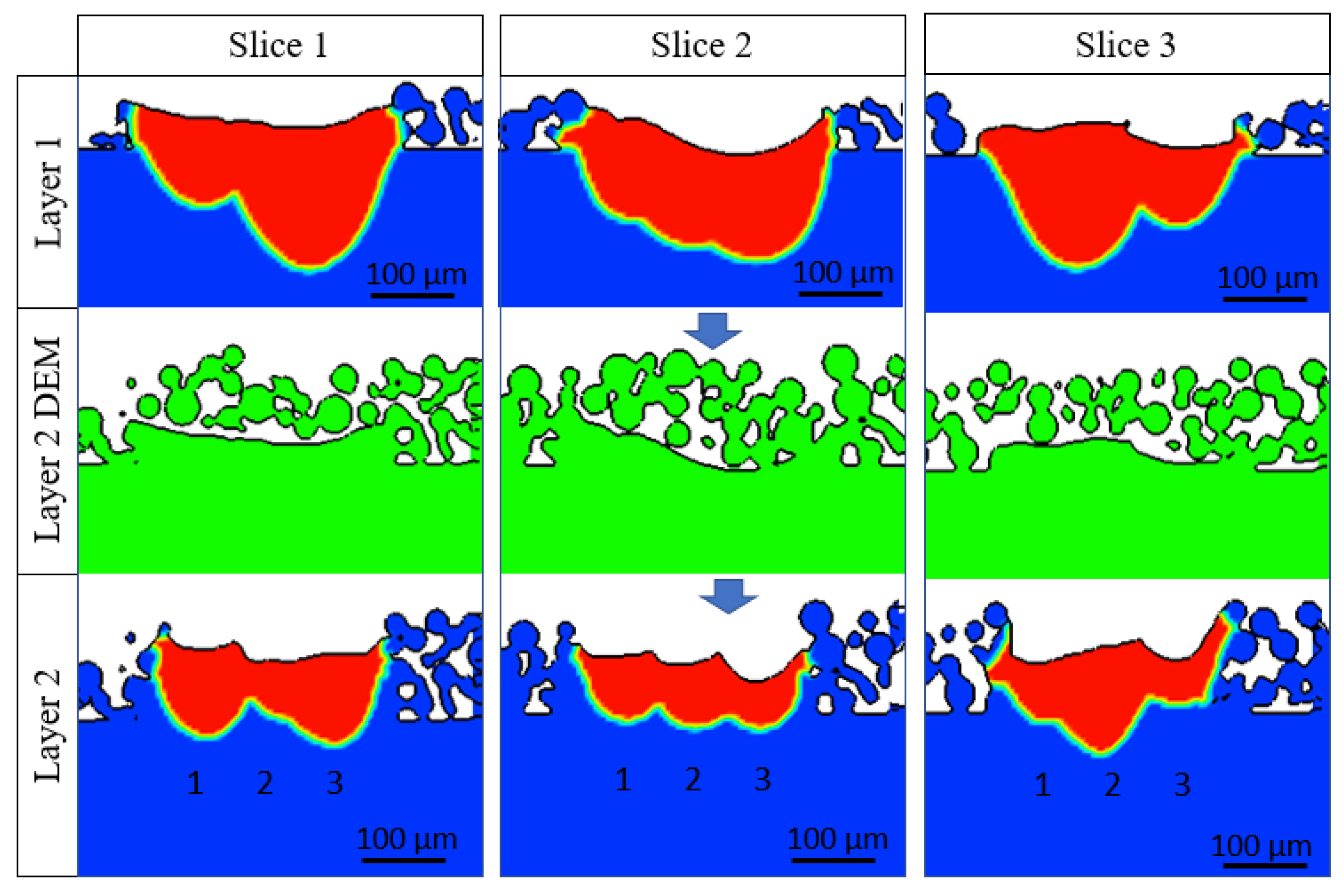
4.2.2. Multi-Layer Results
5. Conclusions
- The transverse melt pool boundary obtained from the laser-turn region showed a significant overlap between the tracks, both in the experiment and simulation. The numerical analysis showed that the overlap was due to the merging of the melt pools from the two successive tracks. Besides, the overlap region was significantly higher for a 0.5 mm scan length compared to 1 mm.
- The hatch spacing also had a significant effect on the formation of the subsequent melt pool boundary due to the presence of residual heat. Apart from the increase in the overlap, the depth of the melt pool increased significantly with lower hatch spacing.
- The surface profile of the first layer affected the actual powder layer thickness in the second layer, which in turn affected the second track formation in the second layer. The micrograph showed that the gap between the two-layer boundaries was higher for the region with a higher first-layer surface height.
6. Future Work
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yan, C.; Hao, L.; Hussein, A.; Raymont, D. Evaluations of cellular lattice structures manufactured using selective laser melting. Int. J. Mach. Tools Manuf. 2012, 62, 32–38. [Google Scholar] [CrossRef]
- Xiao, Z.; Yang, Y.; Xiao, R.; Bai, Y.; Song, C.; Wang, D. Evaluation of topology-optimized lattice structures manufactured via selective laser melting. Mater. Des. 2018, 143, 27–37. [Google Scholar] [CrossRef]
- Kruth, J.-P.; Froyen, L.; van Vaerenbergh, J.; Mercelis, P.; Rombouts, M.; Lauwers, B. Selective laser melting of iron-based powder. J. Mater. Process. Technol. 2004, 149, 616–622. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Smurov, I. Surface Morphology in Selective Laser Melting of Metal Powders. Phys. Procedia 2011, 12, 264–270. [Google Scholar] [CrossRef]
- Pupo, Y.; Delgado, J.; Serenó, L.; Ciurana, J. Scanning Space Analysis in Selective Laser Melting for CoCrMo Powder. Procedia Eng. 2013, 63, 370–378. [Google Scholar] [CrossRef]
- Dong, Z.; Liu, Y.; Wen, W.; Ge, J.; Liang, J. Effect of Hatch Spacing on Melt Pool and As-built Quality During Selective Laser Melting of Stainless Steel: Modeling and Experimental Approaches. Materials 2018, 12, 50. [Google Scholar] [CrossRef] [PubMed]
- Hu, Z.; Zhu, H.; Zhang, C.; Zhang, H.; Qi, T.; Zeng, X. Contact angle evolution during selective laser melting. Mater. Des. 2018, 139, 304–313. [Google Scholar] [CrossRef]
- Lee, Y.; Zhang, W. Modeling of heat transfer, fluid flow and solidification microstructure of nickel-base superalloy fabricated by laser powder bed fusion. Addit. Manuf. 2016, 12, 178–188. [Google Scholar] [CrossRef]
- Criales, L.E.; Arısoy, Y.M.; Lane, B.; Moylan, S.; Donmez, A.; Özel, T. Laser powder bed fusion of nickel alloy 625: Experimental investigations of effects of process parameters on melt pool size and shape with spatter analysis. Int. J. Mach. Tools Manuf. 2017, 121, 22–36. [Google Scholar] [CrossRef]
- Criales, L.E.; Arısoy, Y.M.; Lane, B.; Moylan, S.; Donmez, A.; Özel, T. Predictive modeling and optimization of multi-track processing for laser powder bed fusion of nickel alloy 625. Addit. Manuf. 2017, 13, 14–36. [Google Scholar] [CrossRef]
- Bayat, M.; Mohanty, S.; Hattel, J.H. Multiphysics modelling of lack-of-fusion voids formation and evolution in IN718 made by multi-track/multi-layer L-PBF. Int. J. Heat Mass Transf. 2019, 139, 95–114. [Google Scholar] [CrossRef]
- Gu, H.; Wei, C.; Li, L.; Han, Q.; Setchi, R.; Ryan, M.; Li, Q. Multi-physics modelling of molten pool development and track formation in multi-track, multi-layer and multi-material selective laser melting. Int. J. Heat Mass Transf. 2020, 151, 119458. [Google Scholar] [CrossRef]
- Bertoli, U.S.; Wolfer, A.J.; Matthews, M.J.; Delplanque, J.-P.R.; Schoenung, J.M. On the limitations of Volumetric Energy Density as a design parameter for Selective Laser Melting. Mater. Des. 2017, 113, 331–340. [Google Scholar] [CrossRef]
- Parry, L.; Ashcroft, I.; Wildman, R. Understanding the effect of laser scan strategy on residual stress in selective laser melting through thermo-mechanical simulation. Addit. Manuf. 2016, 12, 1–15. [Google Scholar] [CrossRef]
- Martin, A.A.; Calta, N.P.; Khairallah, S.A.; Wang, J.; Depond, P.J.; Fong, A.Y.; Thampy, V.; Guss, G.M.; Kiss, A.M.; Stone, K.H.; et al. Dynamics of pore formation during laser powder bed fusion additive manufacturing. Nat. Commun. 2019, 10, 1987. [Google Scholar] [CrossRef] [PubMed]
- Shrestha, S.; Chou, K. A Numerical Study on the Keyhole Formation During Laser Powder Bed Fusion Process. J. Manuf. Sci. Eng. 2019, 141, 101002. [Google Scholar] [CrossRef]
- Wischeropp, T.M.; Emmelmann, C.; Brandt, M.; Pateras, A. Measurement of actual powder layer height and packing density in a single layer in selective laser melting. Addit. Manuf. 2019, 28, 176–183. [Google Scholar] [CrossRef]
- Shrestha, S.; Chou, K. Computational Analysis of Thermo-Fluid Dynamics with Metallic Powder in SLM. In CFD Modeling and Simulation in Materials Processing 2018; Springer: Cham, Switzerland, 2018; pp. 85–95. [Google Scholar] [CrossRef]
- Capriccioli, A.; Frosi, P. Multipurpose ANSYS FE procedure for welding processes simulation. Fusion Eng. Des. 2009, 84, 546–553. [Google Scholar] [CrossRef]
- Yin, J.; Wang, D.; Yang, L.; Wei, H.; Dong, P.; Ke, L.; Wang, G.; Zhu, H.; Zeng, X. Correlation between forming quality and spatter dynamics in laser powder bed fusion. Addit. Manuf. 2019, 31, 100958. [Google Scholar] [CrossRef]
- Matthews, M.J.; Guss, G.; Khairallah, S.A.; Rubenchik, A.M.; Depond, P.J.; King, W.E. Denudation of metal powder layers in laser powder bed fusion processes. Acta Mater. 2016, 114, 33–42. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factor | Value |
|---|---|
| Laser Power (W) | 195 |
| Laser spot size (µm) | 100 |
| Scan speed (mm/s) | 375, 750, 1500 |
| Hatch spacing (µm) | 80, 120 |
| Scan length (mm) | 0.5, 1, 1.5 |
| Parameters | Values |
|---|---|
| Solidus temperature, TS | 1563 K |
| Liquidus temperature, TL | 1623 K |
| Boiling temperature, Tv | 3188 K |
| Viscosity | 0.007 kg/m/s |
| Surface tension | 1.8 N/m |
| Surface tension gradient | −2 × 10−5 N/m/K |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shrestha, S.; Chou, K. Residual Heat Effect on the Melt Pool Geometry during the Laser Powder Bed Fusion Process. J. Manuf. Mater. Process. 2022, 6, 153. https://doi.org/10.3390/jmmp6060153
Shrestha S, Chou K. Residual Heat Effect on the Melt Pool Geometry during the Laser Powder Bed Fusion Process. Journal of Manufacturing and Materials Processing. 2022; 6(6):153. https://doi.org/10.3390/jmmp6060153
Chicago/Turabian StyleShrestha, Subin, and Kevin Chou. 2022. "Residual Heat Effect on the Melt Pool Geometry during the Laser Powder Bed Fusion Process" Journal of Manufacturing and Materials Processing 6, no. 6: 153. https://doi.org/10.3390/jmmp6060153
APA StyleShrestha, S., & Chou, K. (2022). Residual Heat Effect on the Melt Pool Geometry during the Laser Powder Bed Fusion Process. Journal of Manufacturing and Materials Processing, 6(6), 153. https://doi.org/10.3390/jmmp6060153