
Developing an Automated System to Control the Rolled Product Section for a Wire Rod Mill with Multi-Roll Passes

 , , ,
, , ,  and
and 
Abstract
1. Introduction
- Techniques to compensate for the impact of tensions by changing the strain parameters. They allow for obtaining a shape change compensating for the longitudinal force impact when varying the workpiece parameters or straining modes under the particular mill conditions.
- Techniques to minimize tensions. They are used in special systems which facilitate the actual elimination of the tension impact. Tension is minimized (within certain limits) using the algorithms for automated control of the stand group speed mode.
- Indirect techniques to provide rational tensions by selecting the drive speed ratios. They are used to stabilize the section geometry in continuous stand groups.
2. Problem Statement
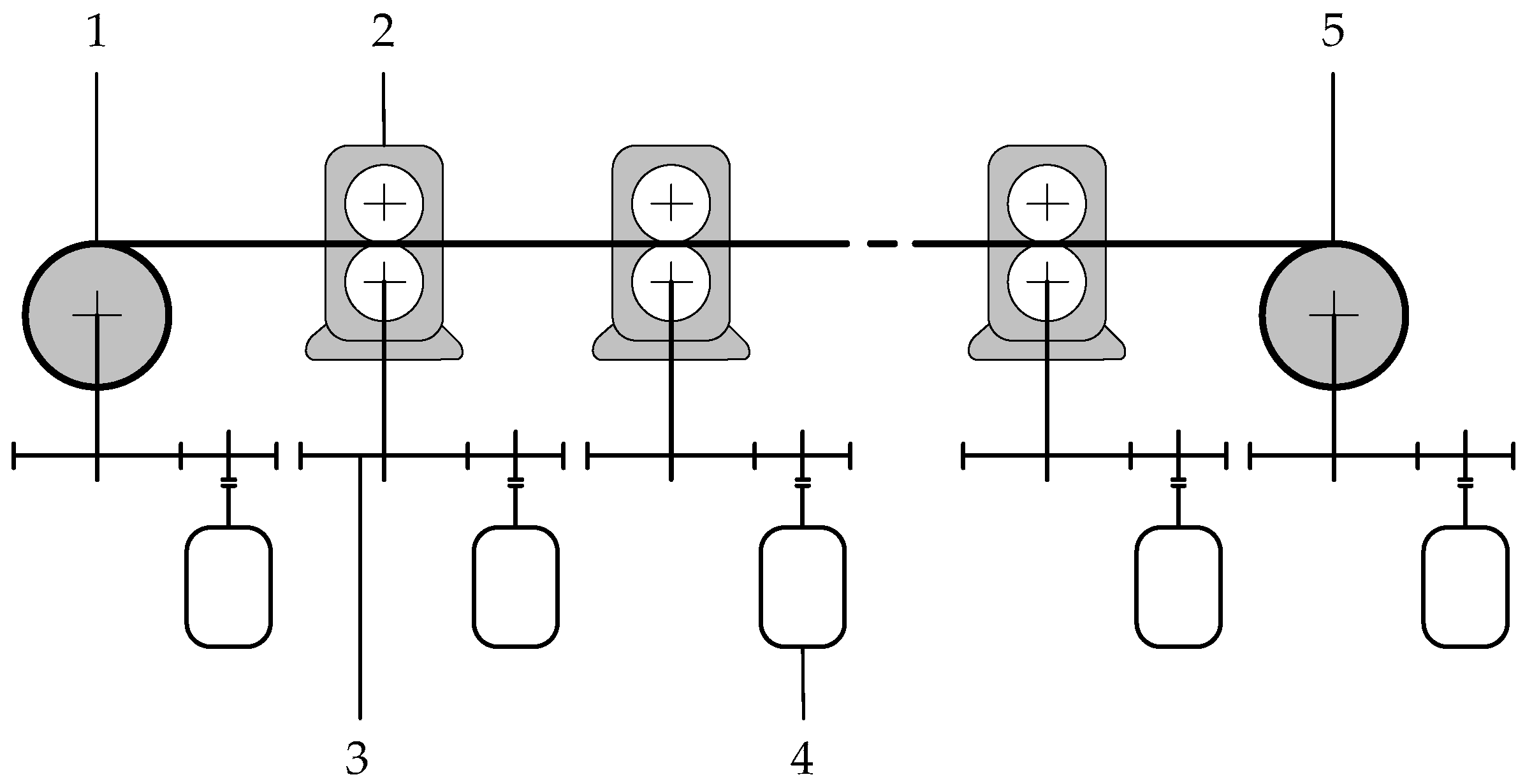
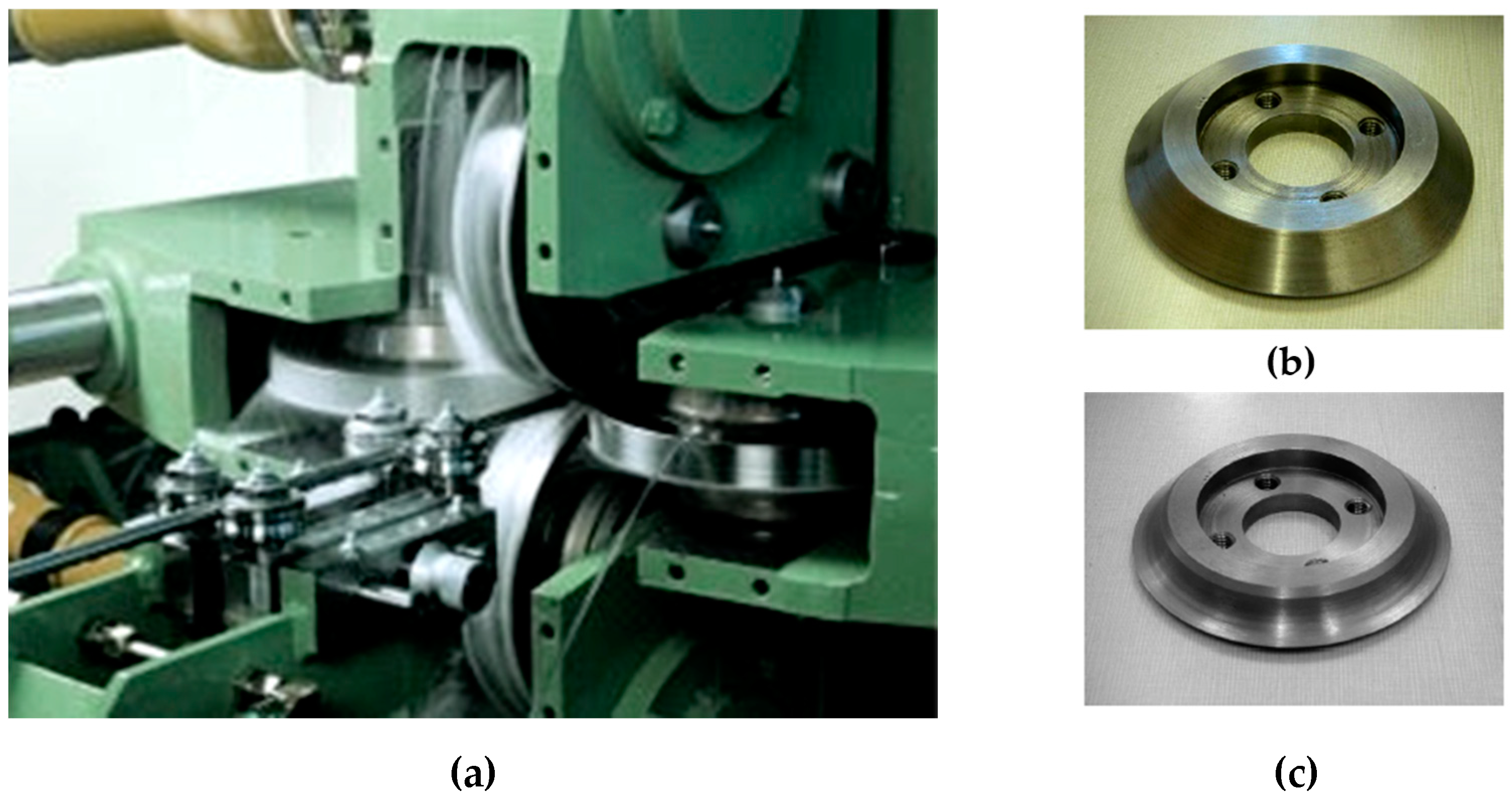
2.1. Characteristics of Mills with Multi-Roll Passes
2.2. Analysis of Automated Tension Control Systems
2.3. Characteristics of the Operating Five-Stand Mill ATCS
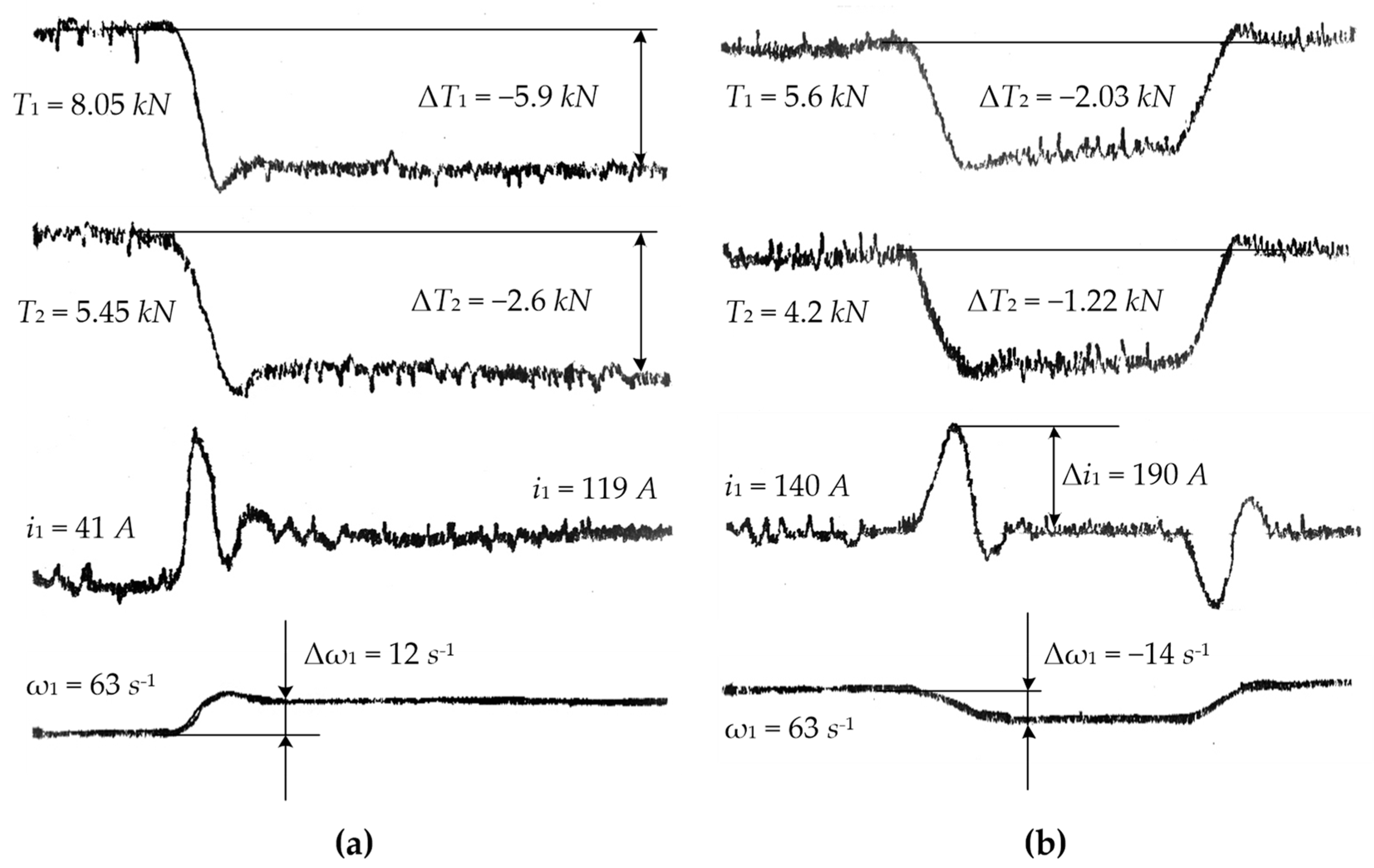
2.4. Experimental Research Results
3. Materials and Techniques
3.1. Impact of Pressure Deviations on Workpiece Geometry
- is the gap between the rolls before rolling,
- is the metal pressure on the rolls,
- is the stand rigidity modulus,
- R is the working roll radius,
- σs is the yield strength of the initial billet,
- f is the friction factor,
- F0, F1 are the back and front tensions.
- are the metal pressure on vertical and horizontal rolls,
- are the stand rigidity moduli in the vertical and horizontal roll planes.
- 93 kN when rolling in four-roll passes according to the circle-square system,
- 116 kN when rolling according to the square-square system,
- 41 kN when rolling according to the square-circle system.
3.2. Continuous Rolling Condition
3.3. System Requirements
- on the one hand, they should assure high accuracy rolling speed control,
- on the other hand, they should maintain the set interstand tensions.
- indirect tension control in the lack of any physical tension meters,
- relative simplicity, which allows its implementation on existing mills with multi-roll passes, regardless of their design, stand number, and drive current,
- the absence of complex computational algorithms implemented in the industrial controller-based automated mill control system.
4. Implementation
4.1. Developing a Way to Control the Rolled Product Section
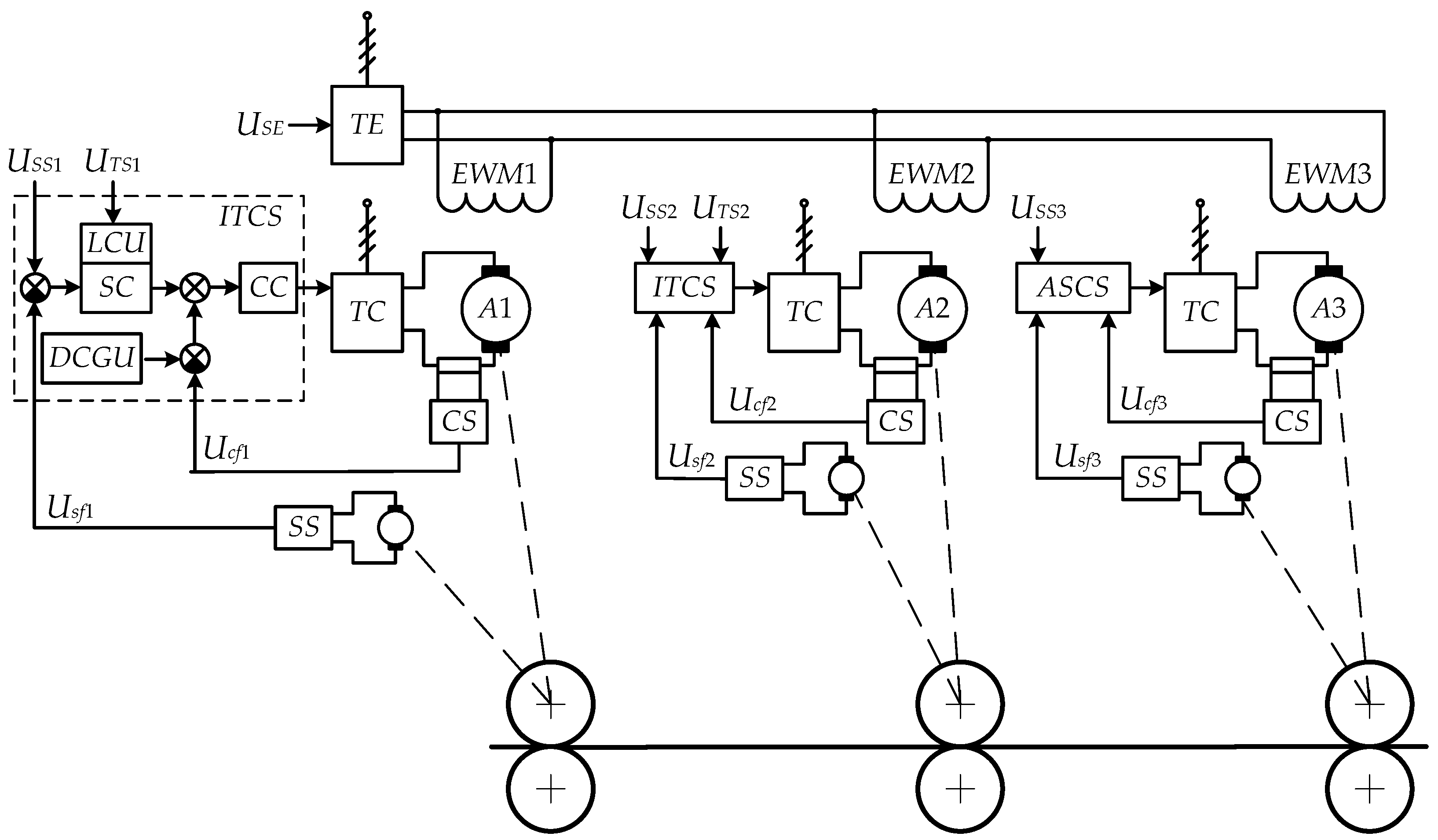
4.2. Five-Stand Mill Control System
5. Results
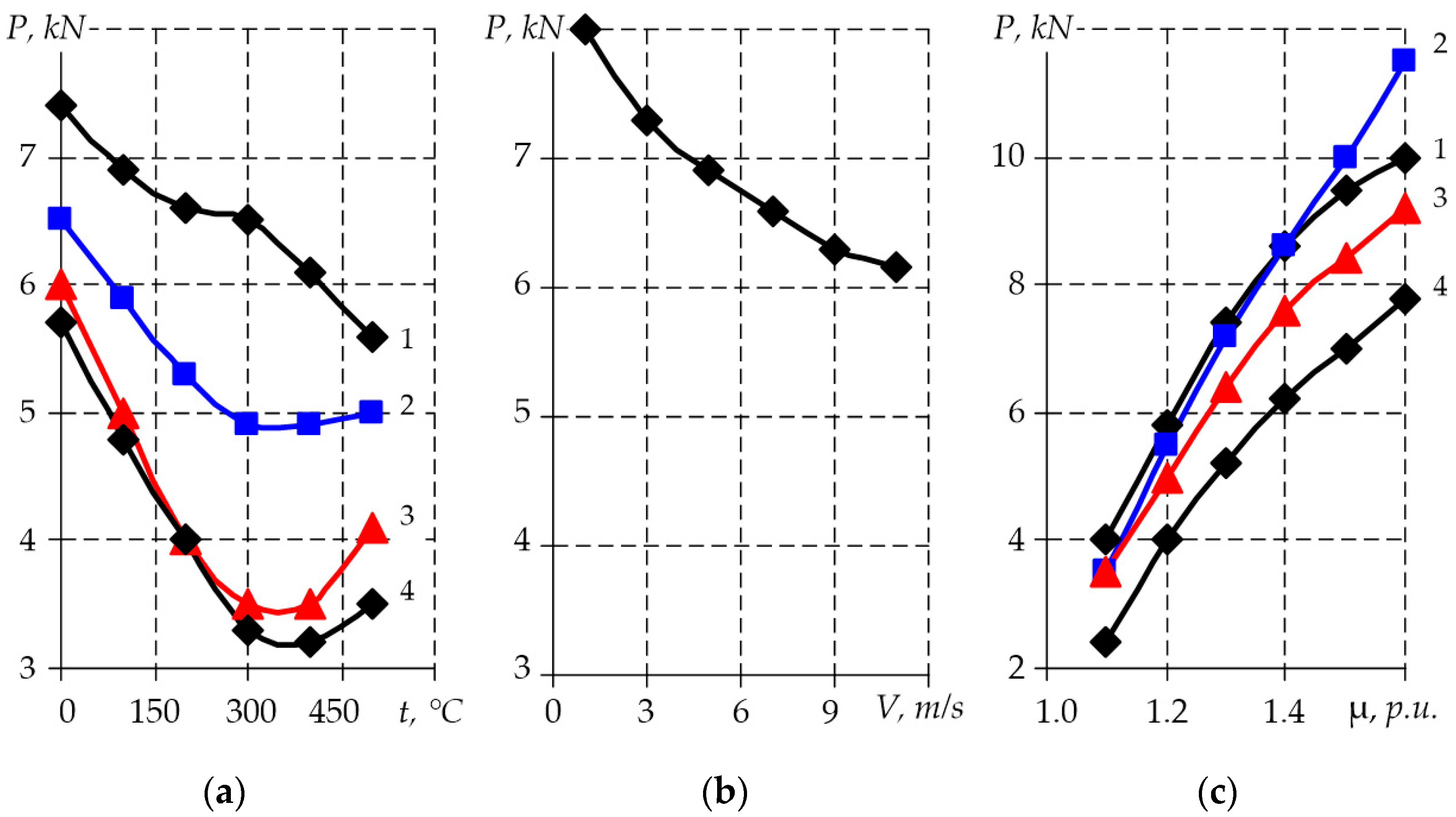
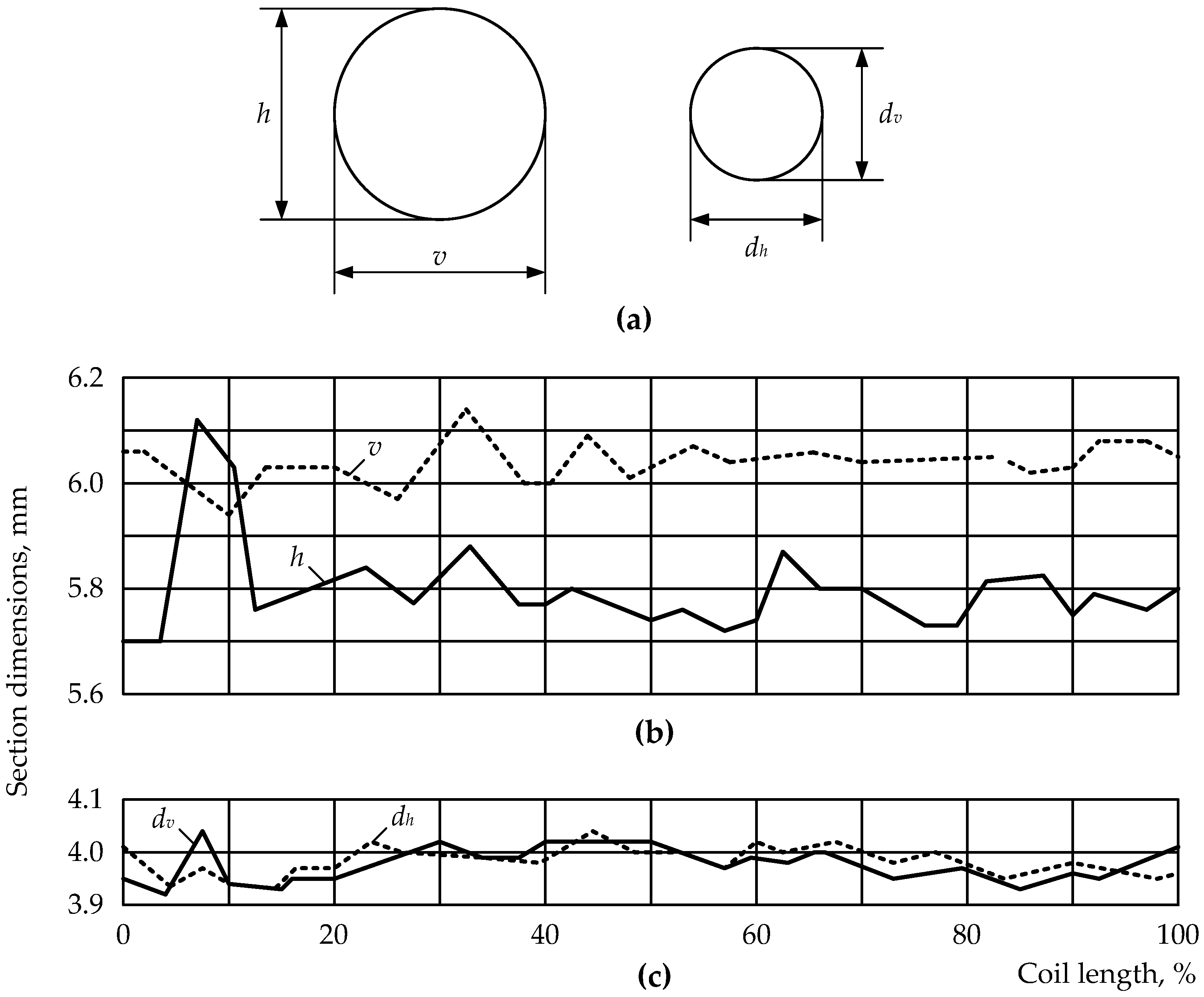
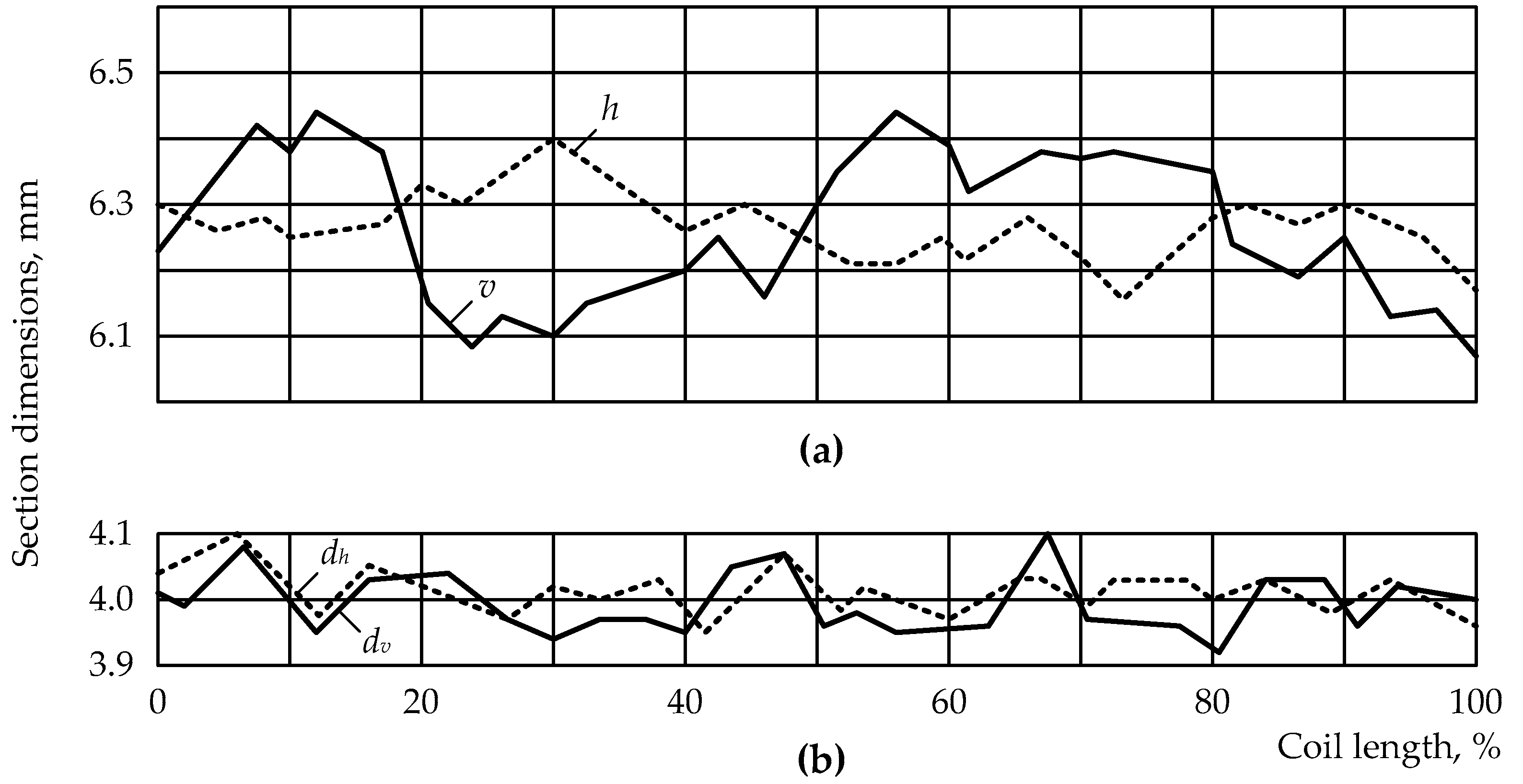
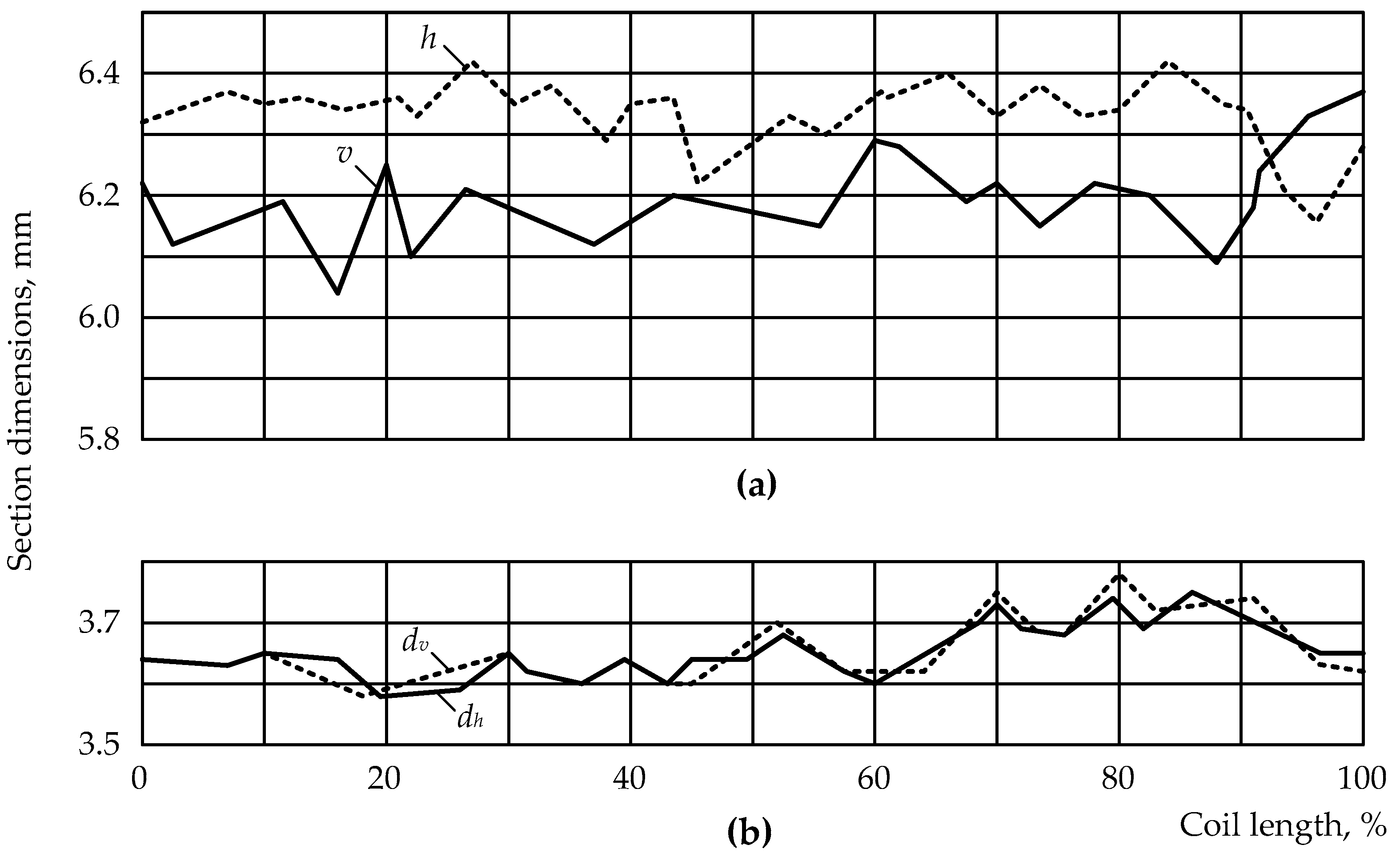
5.1. Experimental Research
5.2. Thickness Equalization Factor
- is the diameter of the circle inscribed in the workpiece section after rolling, and
- are the changes in these diameters.
- —in this case, the initial relative deviation in the section geometry is greater than the final one, and the stand reduces the section geometry fluctuations along the workpiece length,
- —the initial and final relative dimensions are equal, and rolling in the stand does not affect the workpiece section deviations,
- —the initial relative deviation in the section geometry is less than the final one, and the stand enhances the section geometry fluctuations.
6. Discussion of the Results
7. Conclusions
- the control algorithm complexity and insufficient section geometry control accuracy,
- no compensation for the impact of disturbances on the metal pressure on the rolls, and no limitation of the metal pressure impact on the workpiece geometry,
- the system allows for reducing section deviations caused by only one process factor —interstand tension.
Author Contributions
Funding
Conflicts of Interest
References
- Radionova, L.V.; Lisovsky, R.A.; Lezin, V.D. Theory of Energy Conservation as the Basis for the Design of Wire Drawing. Lect. Notes Mech. Eng. 2021, 2, 1150–1163. [Google Scholar] [CrossRef]
- Radionova, L.V.; Sarafanov, A.E.; Siverin, O.O. Roller Drawing of Simple Profiles from Hard-to-Form Alloys. Mater. Sci. Forum 2022, 1052, 364–369. [Google Scholar] [CrossRef]
- Samodurova, M.N.; Karandaeva, O.I.; Khramshin, V.R.; Liubimov, I.V. Calculating Power Parameters of Rolling Mill Based on Model of Deformation Zone with Four-Roll Passes. Machines 2020, 8, 73. [Google Scholar] [CrossRef]
- Karandaev, A.S.; Gasiyarov, V.R.; Radionov, A.A.; Loginov, B.M. Development of Digital Models of Interconnected Electrical Profiles for Rolling–Drawing Wire Mills. Machines 2021, 9, 54. [Google Scholar] [CrossRef]
- Polyakov, M.G.; Nikiforov, B.A.; Gun, G.S. Metal Strain in Multi-Roll Passes; Metallurgy: Moscow, Russia, 1979; p. 240. [Google Scholar]
- Hwang, J.-K. Thermal Behavior of a Rod during Hot Shape Rolling and Its Comparison with a Plate during Flat Rolling. Processes 2020, 8, 327. [Google Scholar] [CrossRef]
- Junquera, A.M.V.; González, J.G.; Balsera, J.M.V.; Montequín, V.R. A Wire Rod Rolling Mill Digital Twin for the Simulation of the Rolls Replacement Process. Proceedings 2020, 63, 13. [Google Scholar] [CrossRef]
- Hanoglu, U.; Šarler, B. Hot Rolling Simulation System for Steel Based on Advanced Meshless Solution. Metals 2019, 9, 788. [Google Scholar] [CrossRef]
- Barkov, L.A.; Samodurova, M.N. Equipment and technology for pressure treatment of hard-to-deform compacted materials. Bull. South Ural State Univ. Ser. Mech. Eng. 2006, 8, 155–161. [Google Scholar]
- Karandaev, A.S.; Yakimov, I.A.; Petukhova, O.I.; Antropova, L.I.; Khramshina, E.A. Power parameters of electric drives of five-stand wire rod mill with four-roll passes. In Proceedings of the IEEE Conference of Russian Young Researchers in Electrical and Electronic Engineering (EIConRus), St. Petersburg, Russia, 1–3 February 2017; pp. 1524–1528. [Google Scholar] [CrossRef]
- Radionova, L.V.; Chernyshev, A.D.; Lisovskiy, R.A. Interactive Educational System—Virtual Simulator Sheet Rolling. Procedia Eng. 2017, 206, 512–518. [Google Scholar] [CrossRef]
- Laber, K.; Knapiński, M. Determining Conditions for Thermoplastic Processing Guaranteeing Receipt of High-Quality Wire Rod for Cold Upsetting Using Numerical and Physical Modelling Methods. Materials 2020, 13, 711. [Google Scholar] [CrossRef]
- Yan, W.; Chen, W.; Li, J. Quality Control of High Carbon Steel for Steel Wires. Materials 2019, 12, 846. [Google Scholar] [CrossRef] [PubMed]
- Lundberg, S.E. A Vision of Wire Rod Rolling Technology for the Twenty First Century. Adv. Mater. Res. 2007, 23, 39–44. [Google Scholar] [CrossRef]
- Yershov, S.D.; Samokhval, V.; Antonov, Y.; Medinsky, G. Analysis of the Requirements of the Wire Rod Production Standards in Ukraine. Int. J. Eng. Technol. 2016, 7, 78–86. [Google Scholar] [CrossRef]
- ASTM A510/A510M-20; Standard Specification for General Requirements for Wire Rods and Coarse Round Wire, Carbon Steel, and Alloy Steel. 2006. Available online: https://tajhizkala.ir/doc/ASTM/ASTM%20A510_A%20510M__11.pdf (accessed on 7 July 2022).
- JIS G 3505:2004; Low Carbon Steel Wire Rods, Standard by Japanese Industrial Standard. Japanese Standards Association: Tokyo, Japan, 2004. Available online: https://vicasasteel.com/Upload/files/JIS_G-3505-2004.pdf (accessed on 7 July 2022).
- Taurino, A.; Redolfi, N.; Fabbro, C.; Mestroni, A. Technical achievements in wire-rod production: Technologies and processes of the H3 system. In Proceedings of the Technical Contribution to the 50th Rolling Seminar—Processes, Rolled and Coated Products, Ouro Preto, Brazil, 18–21 November 2013; Available online: https://abmproceedings.com.br/en/article/technical-achievements-in-wire-rod-production-technologies-and-processes-of-the-h3-system (accessed on 7 July 2022).
- Zuyev, I.A. The role of tension to ensure the accuracy of profiles in continuous rolling. Foundry Prod. Metall. 2018, 4, 90–93. [Google Scholar] [CrossRef]
- Bland, D.R.; Ford, H. The Calculation of Roll Force and Torque in Cold Strip Rolling with Tensions. Proc. Inst. Mech. Eng. 1948, 159, 144–163. [Google Scholar] [CrossRef]
- Orowan, E.; Pascoe, K.J. First Report of Rolling Mill Research Sub-Committee; Special Report No.34; Iron and Steel Institute: London, UK, 1948. [Google Scholar]
- Lee, S.M.; Shin, W.; Shivpuri, R. Investigation of two square-to-round multipass rolling sequences by the slab-finite element method. Int. J. Mach. Tools Manuf. 1992, 32, 315–327. [Google Scholar] [CrossRef]
- Borovsky, T. Rolling Sped and Torque Prediction in Wire Rod Mill. In Proceedings of the 13th Scientific Conference of Young Researchers (SCYR), Kosice, Slovakia, 14 May 2013; pp. 395–397. [Google Scholar]
- Liu, J. Design and Analysis of Intelligent Fuzzy Tension Controllers for Rolling Mills. Master’s Thesis, University of Waterloo, Waterloo, ON, Canada, 2002. [Google Scholar]
- Li, G.; Janabi-Sharifi, F. Fuzzy Tension Control Scheme for Roughing and Intermediate Rolling Mills. In Proceedings of the Artificial Neural Networks in Engineering Conference (ANNIE), St. Louis, MO, USA, 10–13 November 2002; pp. 347–352. [Google Scholar]
- Khramshin, V.R.; Shubin, A.G.; Karandaev, A.S.; Baskov, S.N.; Voronin, S.S. Study of automated no-pull control system in the continuous mill train. In Proceedings of the IEEE Conference of Russian Young Researchers in Electrical and Electronic Engineering (EIConRus), St. Petersburg, Russia, 29 January–1 February 2018; pp. 672–677. [Google Scholar] [CrossRef]
- Karandaev, A.S.; Khramshin, V.R.; Radionov, A.A.; Andryushin, I.Y.; Galkin, V.V.; Gostev, A.N. Coordinating Speeds of Interconnected Drives of Roughing Rolling Mill Group Stands. In Proceedings of the 7th International (XVIII All-Russian) Scientific and Technical Conference on Automated Drive, Ivanovo State Power Engineering University, Ivanovo, Russia, 2–4 October 2012; pp. 652–657. [Google Scholar]
- Galkin, V.V.; Karandaev, A.S.; Golovin, V.V.; Radionov, A.A.; Khramshin, V.R.; Gasiyarov, V.R.; Zalogin, O.A. Algorithm to Calculate Speed of Rolling Mill Stand Drive and Load Modes at Rolling Thick Strips. News TulGU Tech. Sci. 2010, 2, 12–17. [Google Scholar]
- Khramshin, V.R.; Evdokimov, S.A.; Karandaev, A.S.; Andryushin, I.Y.; Shubin, A.G. Algorithm of No-Pull Control in the Continuous Mill Train. In Proceedings of the International Siberian Conference on Control and Communications (SIBCON), Omsk, Russia, 21–23 May 2015. [Google Scholar] [CrossRef]
- Andryushin, I.Y.; Shubin, A.G.; Gostev, A.N.; Radionov, A.A.; Karandaev, A.S.; Gasiyarov, V.R.; Khramshin, V.R. Automatic tension control in the continuous roughing train of a wide-strip hot-rolling mill. Metallurgist 2017, 61, 366–374. [Google Scholar] [CrossRef]
- Shokhin, V.V.; Permyakova, O.V. The Study of Continuous Rolling Mill Inter-stand Tension Inferential Control Systems. Procedia Eng. 2015, 129, 231–238. [Google Scholar] [CrossRef]
- Borovsky, T.; Kyslan, K.; Durovsky, F. Material Tracking with Dynamic Torque Adaptation for Tension Control in Wire Rod Mill. Adv. Electr. Electron. Eng. 2017, 15, 176–183. [Google Scholar] [CrossRef]
- Pesin, A.; Pustovoytov, D.; Kharitonov, V.; Korchunov, A. FE Simulation of the Stress-Strain State during Shear-Compression Testing and Asymmetric Three-Roll Rolling Process. MATEC Web Conf. 2017, 95, 12009. [Google Scholar] [CrossRef]
- Pesin, A.; Chukin, M.; Pustovoytov, D. Finite Element Analysis of Symmetric and Asymmetric Three-roll Rolling Process. MATEC Web Conf. 2015, 26, 3006. [Google Scholar] [CrossRef]
- Hsiang, S.-H.; Lin, S.-L. Modeling and Optimization of Caliber Rolling Process. J. Manuf. Sci. Eng. 2007, 129, 77. [Google Scholar] [CrossRef]
- Kuroda, K.; Kuboki, T.; Imamura, Y.; Hayashi, C. Design evaluation of multiroll mills for small-diameter wire rolling. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2001, 215, 77–86. [Google Scholar] [CrossRef]
- Tomczak, J.; Bulzak, T.; Pater, Z.; Wójcik, Ł.; Kusiak, T. Skew Rolling of Bimetallic Rods. Materials 2021, 14, 18. [Google Scholar] [CrossRef] [PubMed]
- Standard Profile Rolling Mill for Wire Production. Available online: https://www.expometals.net/en-gb/product-detail-fuhr-gmbh-co-kg/standard-profile-rolling-mill-for-wire-production (accessed on 7 July 2022).
- Suvorov, I.K. Metal Forming; Higher School: Moscow, Russia, 1973; p. 381. [Google Scholar]
- Gromov, N.P. Theory of Metal Forming; Metallurgy: Moscow, Russia, 1978; p. 360. [Google Scholar]
- Barkov, L.A.; Samodurova, M.N.; Latfulina, Y.S. Universal mills with multiroll passes designed by SUSU and their roller assemblies. Russ. Internet J. Ind. Eng. 2017, 1, 11–17. [Google Scholar] [CrossRef]
- Selivanov, I.A.; Petukhova, O.I.; Bodrov, E.E.; Suzdalev, I.V. Automated Electric Drive of Continuous Rolling Mills with Multi-Roll Passes; MGTU: Magnitogorsk, Russia, 2008; p. 252. [Google Scholar]
- Burkin, S.P.; Shimov, V.V.; Iskhakov, R.F.; Andryukova, E.A. Improving Technique and Technology of Rolling in Multi-Roll Passes; USTU-UPI: Ekaterinburg, Russian, 2010; p. 362. [Google Scholar]
- Golovin, V.V.; Karandaev, A.S.; Khramshin, V.R. Estimating Efficiency of Using Thyristor Drive with Automatic Change of Coordinate Controlled by Excitation Circuit. News High. Educ. Inst. Electromech. 2006, 4, 40–45. [Google Scholar]
- Selivanov, I.A.; Salganik, V.M.; Gun, I.G.; Petukhova, O.I.; Mamleeva, Y.I. Control Systems of Continuous Rolling Mills. News High. Educ. Inst. Electromech 2011, 4, 36–40. [Google Scholar]
- Selivanov, I.A.; Salganik, V.M.; Gun, I.G.; Petukhova, O.I.; Mamleeva, Y.I. Studying Continuous Mill Control Systems Using Mathematical Model. Bull. Nosov Magnitogorsk State Tech. Univ. 2011, 3, 11–14. [Google Scholar]
- Wang, Z.; Nan, H.; Shi, T.; Geng, Q.; Xia, C. No-Tension Sensor Closed-Loop Control Method with Adaptive PI Parameters for Two-Motor Winding System. Math. Probl. Eng. 2018, 2018, 1851845. [Google Scholar] [CrossRef]
- Radionov, A.A. Automated Electric Drive for Steel Wire Production: A Monograph; MGTU: Magnitogorsk, Russia, 2007. [Google Scholar]
- Radionov, A.A. Two-Coil Winder Drive Control System. News High. Educ. Inst. Electromech. 2009, 1, 32–37. [Google Scholar]
- Said, A.; Lenard, J.G.; Ragab, A.R.; Elkhier, M.A. The temperature, roll force and roll torque during hot bar rolling. J. Mater. Processing Technol. 1999, 88, 147–153. [Google Scholar] [CrossRef]
- Saurabh, S.; Rajiv, R.; Chitresh, K.; Jayendra, K.; Prabal, P. Real time online profile measurement system for steel wire products. Diagnostyka 2019, 20, 27–35. [Google Scholar] [CrossRef]
- Overhagen, C.; Braun, R.; Deike, R. Methods for online measurement and control of section deviations during hot rolling of wire rod and bars. In Proceedings of the 24th Conference on Material Forming (ESAFORM), Liège, Belgium, 14–16 April 2021. [Google Scholar] [CrossRef]
- Shafiei, B.; Ekramian, M.; Shojaei, K. Robust Tension Control of Strip for 5-Stand Tandem Cold Mills. J. Eng. 2014, 2014, 409014. [Google Scholar] [CrossRef]
- Pittner, J.; Simaan, M.A. Optimum Feedback Controller Design for Tandem Cold Metal Rolling. IFAC Proc. Vol. 2008, 41, 988–993. [Google Scholar] [CrossRef]
- Pittner, J.; Simaan, M.A. A New Strategy for Control of Tandem Cold Metal Rolling. In Proceedings of the American Control Conference, New York, NY, USA, 9–13 July 2007; pp. 4130–4135. [Google Scholar] [CrossRef]
- Song, S.-H.; Sul, S.-K. A new tension controller for continuous strip processing line. IEEE Trans. Ind. Appl. 2000, 2, 633–639. [Google Scholar] [CrossRef]
- Song, S.-H.; Sul, S.-K. Design and control of multispan tension simulator. IEEE Trans. Ind. Appl. 2000, 2, 640–648. [Google Scholar] [CrossRef]
- Overhagen, C.; Braun, R.; Deike, R. Analysis of elastic rolling stand deformation and interstand tension effects on section faults of hot rolled wire rod and bars. tm-Tech. Mess. 2020, 5, 343–348. [Google Scholar] [CrossRef]
- Hwang, J.-K.; Kim, S.-J.; Kim, K.-J. Influence of Roll Diameter on Material Deformation and Properties during Wire Flat Rolling. Appl. Sci. 2021, 11, 8381. [Google Scholar] [CrossRef]
- Shokhin, V.V.; Khramshin, V.R.; Nowicki, R.Y. Mathematical Simulation of Roughing Electric Drives of 450 Bar and Shape Mill Mounted at Arch-Furnace Plant of Magnitogorsk Iron and Steel Works, OJSC. Bull South Ural State Univ. Ser. Power Eng. 2017, 2, 58–66. [Google Scholar] [CrossRef][Green Version]
- Ulyanov, D.V.; Gasiyarov, V.R. Comparative analysis of electric drive power supply diagrams in straight-through wire drawing machines. Russ. Internet J. Ind. Eng. 2013, 2, 10–17. [Google Scholar] [CrossRef]
- Ulyanov, D.V.; Gasiyarov, V.R. Analysis of Advantages and Disadvantages on Control Systems for Straight-Through Drawing Machine Electric Drives. Russ. Internet J. Ind. Eng. 2014, 1, 16–27. [Google Scholar] [CrossRef]
- Radionov, A.A.; Linkov, S.A. Regulator Settings of the Automatic Control Systems for Straight-through Drawing Machine Electric Drives. Russ. Internet J. Electr. Eng. 2014, 1, 8–16. [Google Scholar] [CrossRef]
- Stashinov, Y.P. On the issue of control system adjustment of a direct current drive on the modular optimum. Part 1. Russ. Electr. Eng. 2016, 87, 1–5. [Google Scholar] [CrossRef]
- Komori, K. Simulation of deformation and temperature in caliber rolling: Effect of finite-element mesh in cross-section. J. Mater. Process. Technol. 2003, 143–144, 367–372. [Google Scholar] [CrossRef]
- Pérez-Alvarado, A.; Arreola-Villa, S.A.; Calderón-Ramos, I.; Servín Castañeda, R.; Mendoza de la Rosa, L.A.; Chattopadhyay, K.; Morales, R. Numerical Simulation of the Hot Rolling Process of Steel Beams. Materials 2021, 14, 7038. [Google Scholar] [CrossRef]
- Tretyakov, A.V.; Zyuzin, V.I. Mechanical Properties of Formed Metals and Alloys; Metallurgy: Moscow, Russia, 1973; p. 224. [Google Scholar]
- Druzhinin, N.N. Continuous Mills as Automation Object; Metallurgy: Moscow, Russia, 1975; p. 336. [Google Scholar]
- Bychkov, V.P. Drive and Automation of Metallurgical Production: Textbook for universities; Higher School: Moscow, Russia, 1975; p. 392. [Google Scholar]
- Wang, Q.-L.; Sun, J.; Li, X.; Liu, Y.-M.; Wang, P.-F.; Zhang, D.-H. Numerical and experimental analysis of strip cross-directional control and flatness prediction for UCM cold rolling mill. J. Manuf. Process. 2018, 34, 637–649. [Google Scholar] [CrossRef]
- Karandaev, A.S.; Loginov, B.M.; Gasiyarov, V.R.; Khramshin, V.R. Force limiting at roll axial shifting of plate mill. Procedia Eng. 2017, 206, 1780–1786. [Google Scholar] [CrossRef]
- Shubin, A.G.; Loginov, B.M.; Khramshin, V.R.; Evdokimov, S.A.; Karandaev, A.S. System of Automated Control of Hydraulic Screw-Down Mechanisms of Plate Mill Stand. In Proceedings of the International Conference on Mechanical Engineering, Automation and Control Systems (MEACS), Tomsk, Russia, 1–4 December 2015. [Google Scholar] [CrossRef]
- Radionov, A.A.; Gasiyarov, V.R.; Karandaev, A.S.; Loginov, B.M.; Khramshin, V.R. Advancement of Roll-Gap Control to Curb the Camber in Heavy-Plate Rolling Mills. Appl. Sci. 2021, 11, 8865. [Google Scholar] [CrossRef]
- Khramshin, V.R. Development of Electrical Systems for a Continuous Group of a Hot Rolling Mill during Expanding the Range of Strips. Doct. Diss.; MGTU: Magnitogorsk, Russia, 2013; p. 393. [Google Scholar]
- Schreiner, R.T. Slave Drive Control Systems; USTU-UPI Publishing House: Yekaterinburg, Russia, 1997. [Google Scholar]
- Ma, Y.; Li, Y. Active Disturbance Compensation Based Robust Control for Speed Regulation System of Permanent Magnet Synchronous Motor. Appl. Sci. 2020, 10, 709. [Google Scholar] [CrossRef]
- Addasi, E.; Awwad, A. A comparative study of performance of AC and DC electric drive control systems with variable moment of inertia. Bull. Electr. Eng. Inform. 2021, 2, 588–597. [Google Scholar] [CrossRef]
- Lu, S.; Tang, X.; Song, B. Adaptive PIF Control for Permanent Magnet Synchronous Motors Based on GPC. Sensors 2012, 13, 175–192. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pass | Circle- Square | Circle- Octagon | Octagon- Square | Octagon- Octagon | Octagon- Circle |
|---|---|---|---|---|---|
| Pass shape |  |  |  |  |  |
| Drawing ratio | 1.57 | 1.11 | 1.66 | 1.17 | 1.05 |
| Parameters | Semifinished Rolled Product Dimension | Circle-Square | Circle-Octagon | Octagon-Square | Octagon-Octagon | Octagon-Circle |
|---|---|---|---|---|---|---|
| Drawing ratio | - | 1.57 | 1.11 | 1.66 | 1.17 | 1.05 |
| Inscribed circle diameter, mm | 6.0 | 4.8 | 4.6 | 3.55 | 3.3 | 3.2 |
| Maximum section diameter, mm | 7.56 | 5.69 | 5.28 | 3.98 | 3.65 | 3.5 |
| Absolute draft, mm | - | 1.2 | 0.2 | 1.05 | 0.25 | 0.1 |
| Relative draft, % | - | 20 | 4 | 23 | 7 | 3 |
| Final size deviation, mm | 1.56 | 0.89 | 0.68 | 0.43 | 0.35 | 0.3 |
| Equalization factor | - | 1.4 | 1.29 | 1.2 | 1.15 | 1.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Radionov, A.A.; Petukhova, O.I.; Erdakov, I.N.; Karandaev, A.S.; Loginov, B.M.; Khramshin, V.R. Developing an Automated System to Control the Rolled Product Section for a Wire Rod Mill with Multi-Roll Passes. J. Manuf. Mater. Process. 2022, 6, 88. https://doi.org/10.3390/jmmp6040088
Radionov AA, Petukhova OI, Erdakov IN, Karandaev AS, Loginov BM, Khramshin VR. Developing an Automated System to Control the Rolled Product Section for a Wire Rod Mill with Multi-Roll Passes. Journal of Manufacturing and Materials Processing. 2022; 6(4):88. https://doi.org/10.3390/jmmp6040088
Chicago/Turabian StyleRadionov, Andrey A., Olga I. Petukhova, Ivan N. Erdakov, Alexander S. Karandaev, Boris M. Loginov, and Vadim R. Khramshin. 2022. "Developing an Automated System to Control the Rolled Product Section for a Wire Rod Mill with Multi-Roll Passes" Journal of Manufacturing and Materials Processing 6, no. 4: 88. https://doi.org/10.3390/jmmp6040088
APA StyleRadionov, A. A., Petukhova, O. I., Erdakov, I. N., Karandaev, A. S., Loginov, B. M., & Khramshin, V. R. (2022). Developing an Automated System to Control the Rolled Product Section for a Wire Rod Mill with Multi-Roll Passes. Journal of Manufacturing and Materials Processing, 6(4), 88. https://doi.org/10.3390/jmmp6040088