
Mechanical Analysis of Parameter Variations in Large-Scale Extrusion Additive Manufacturing of Thermoplastic Composites


Abstract
:1. Introduction
2. Materials and Methods
2.1. Preliminary Tests
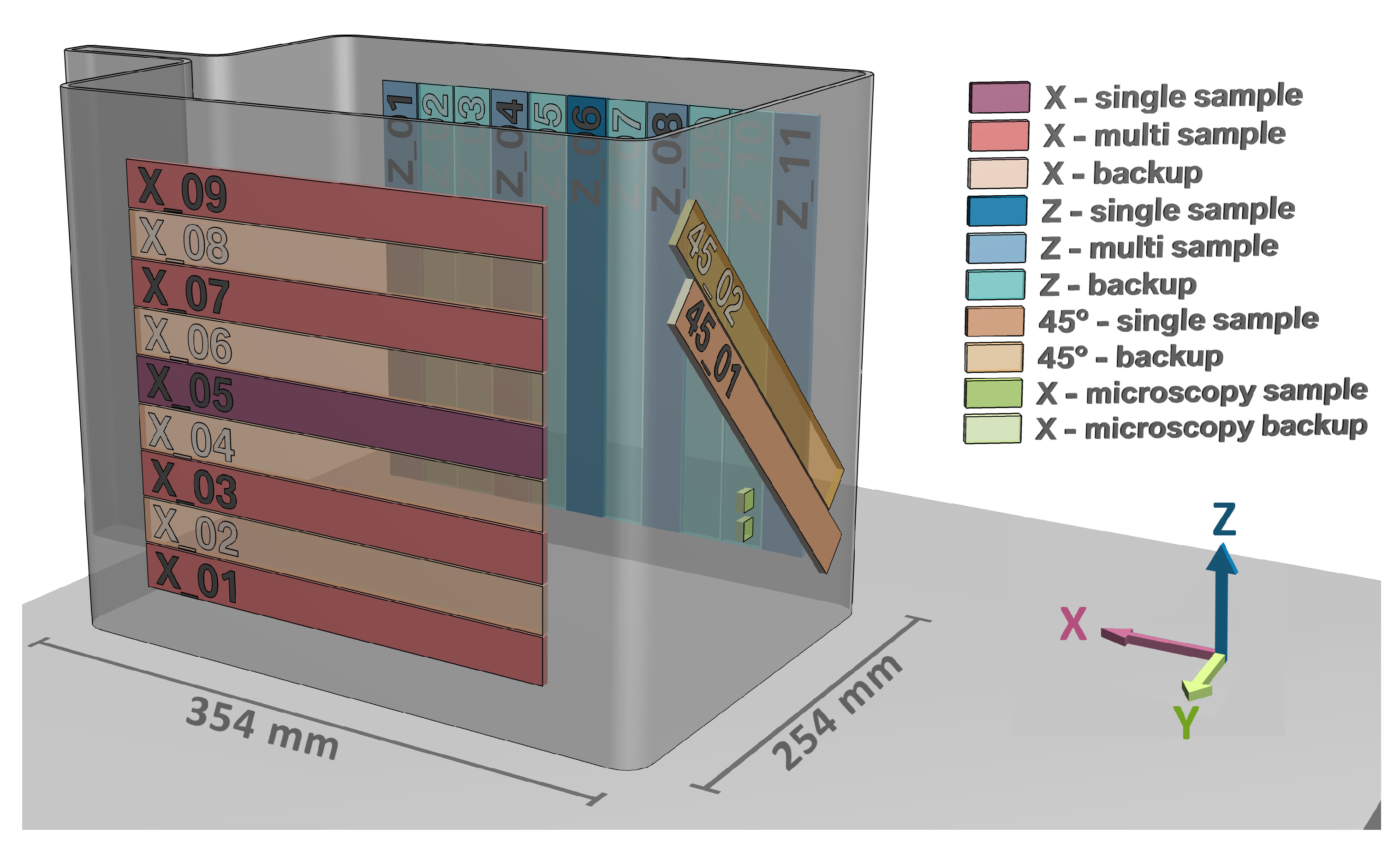
2.2. Design of Experiments
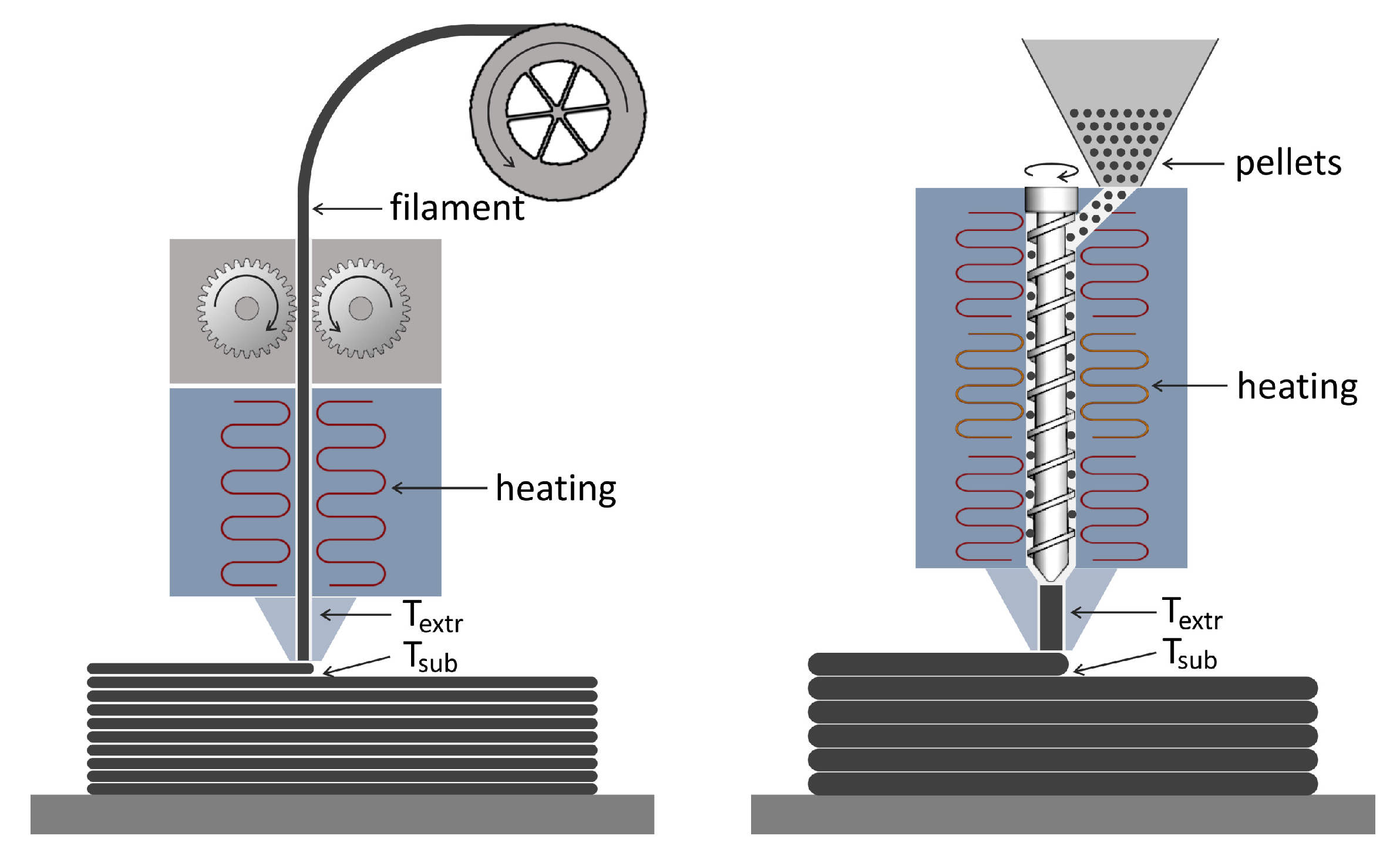
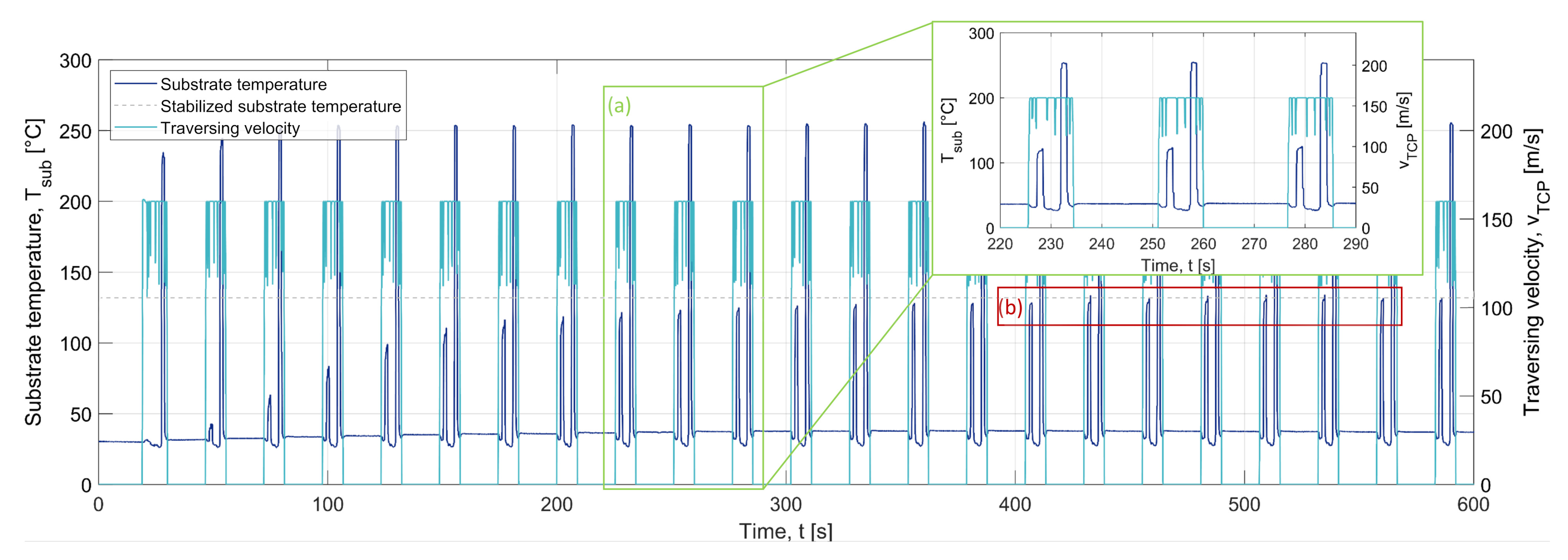
2.3. Sample Fabrication
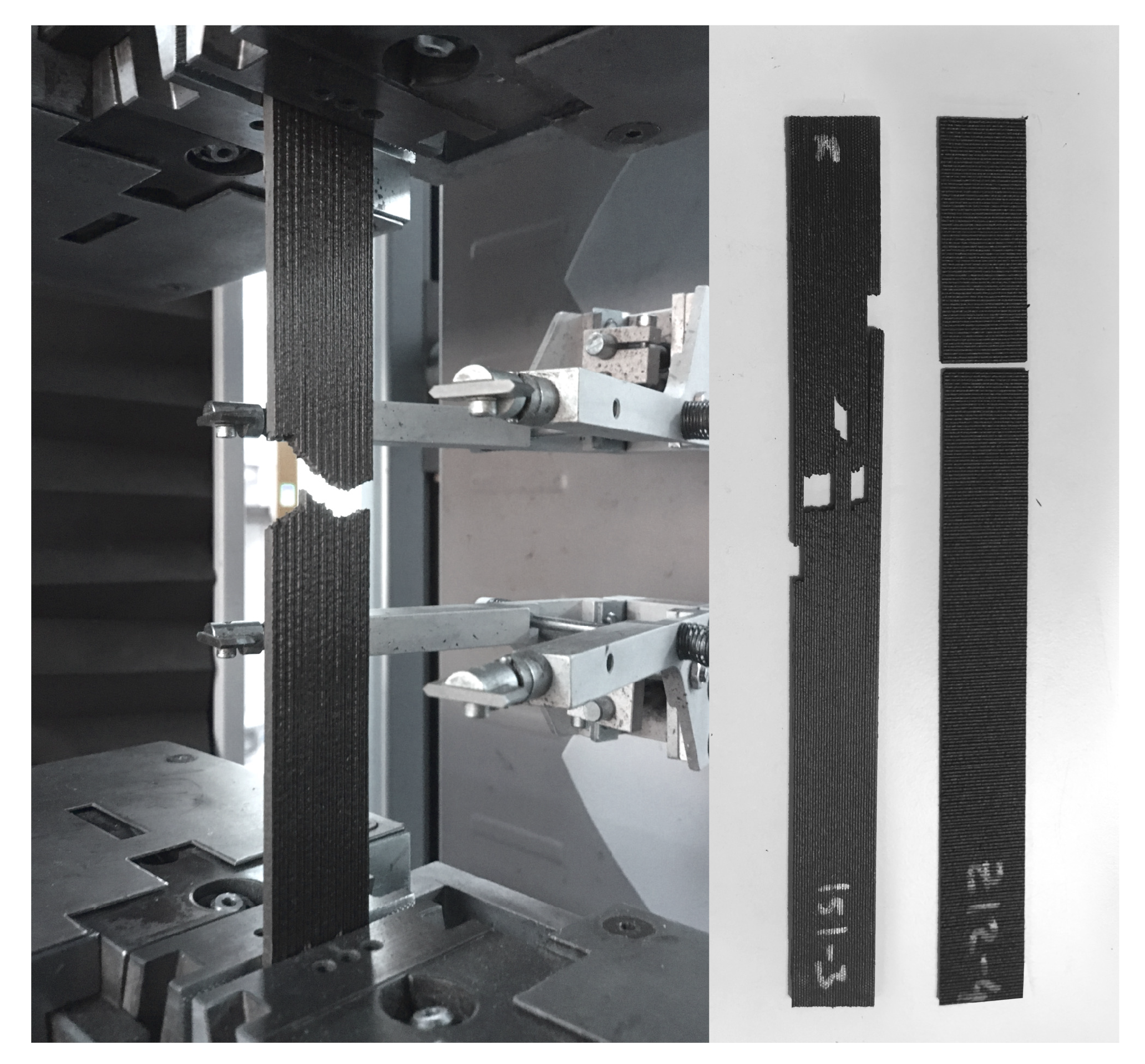
2.4. Tensile Tests and Analysis
3. Results
3.1. Preliminary Tests
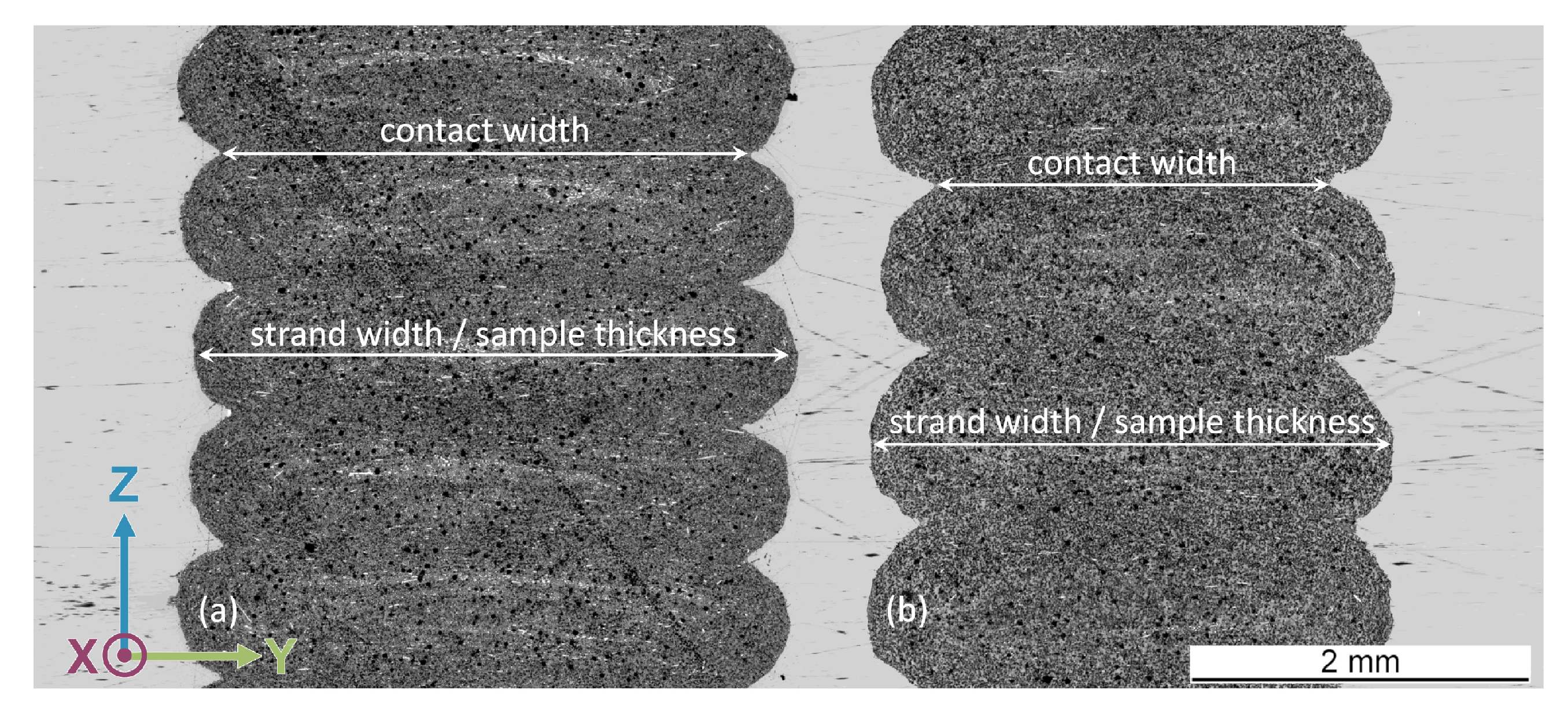
3.2. Sample Fabrication
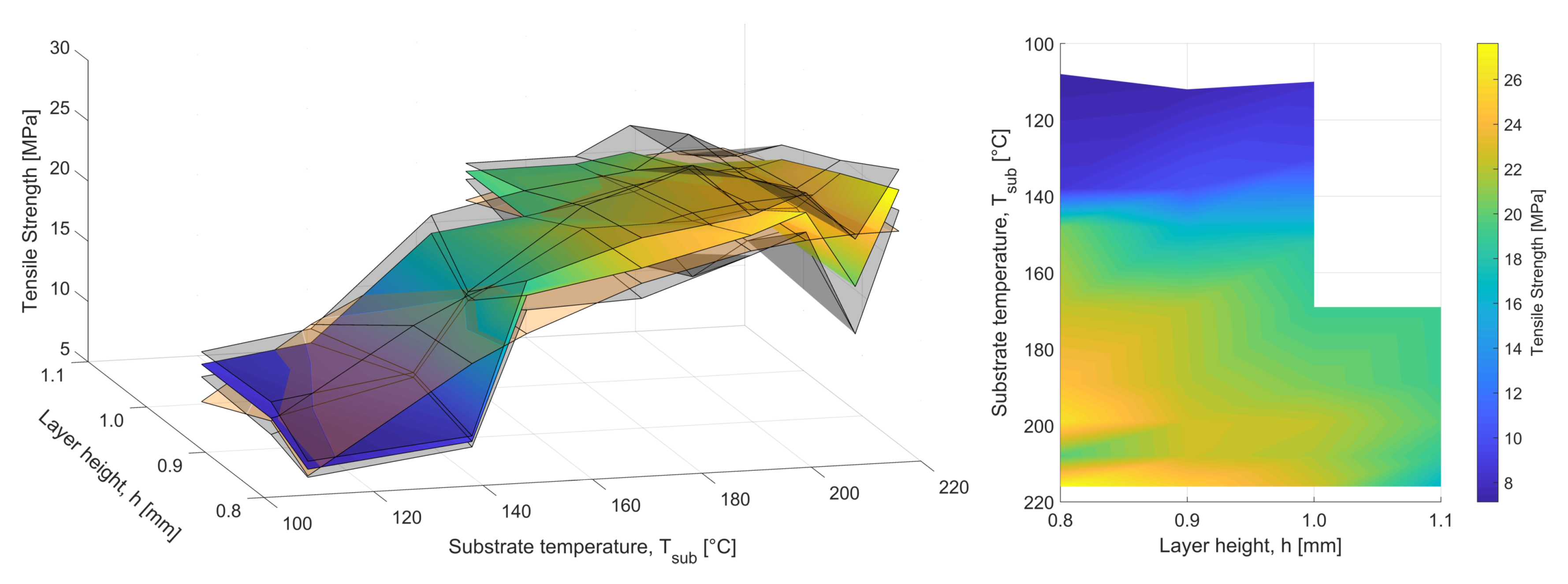
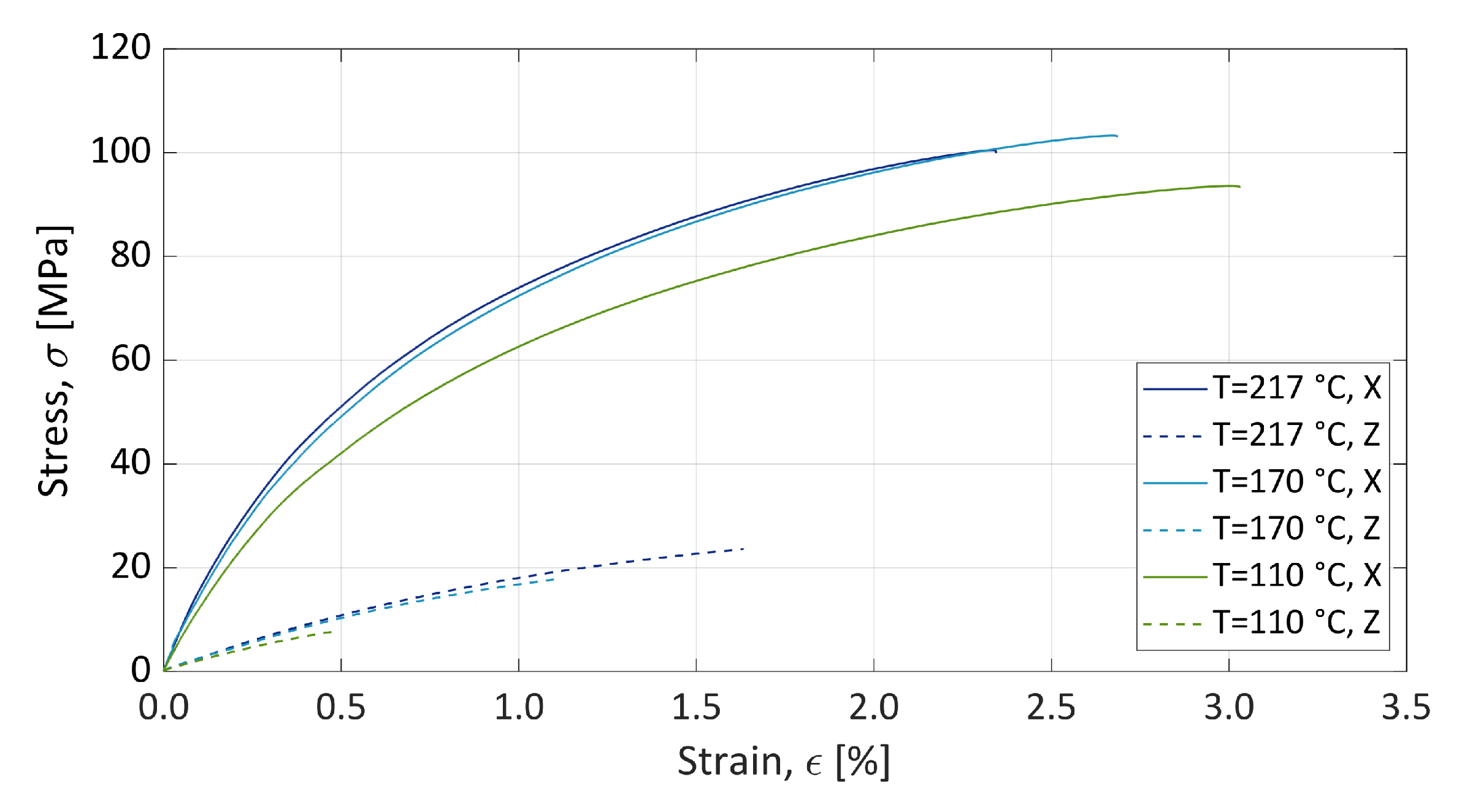
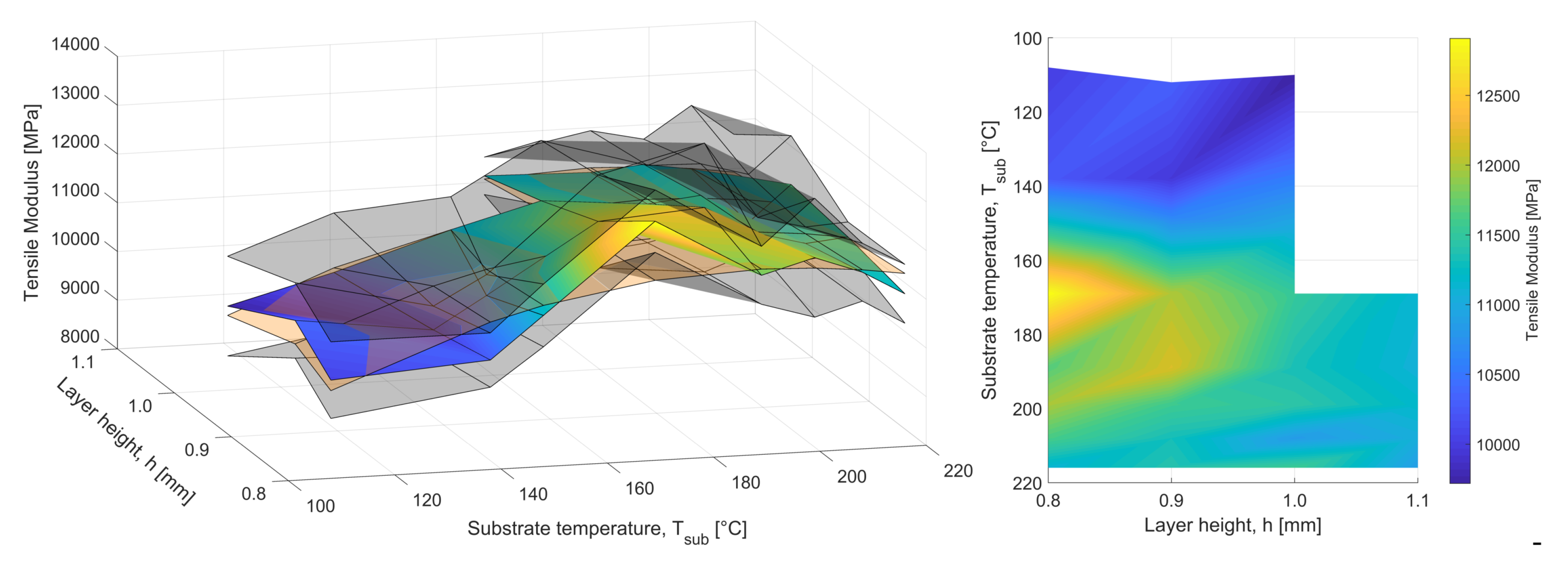
3.3. Tensile Tests and Analysis
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AM | Additive Manufacturing |
| DoE | Design of Experiments |
| DCB | Double Cantilever Beam |
| FEAM | Freeform Extrusion Additive Manufacturing |
| FFF | Fused Filament Fabrication |
| GRP | Glass Fiber Reinforced Plastic |
| PLC | Programmable Logic Controller |
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature | Direction | Layer Heights [mm] | |||
|---|---|---|---|---|---|
| [°C] | [-] | 0.8 | 0.9 | 1.0 | 1.1 |
| 217 | x | 5 m | 5 m | 5 m, 5 s | 5 m |
| z | 4 m | 4 m | 5 m, 5 s | 5 m | |
| 45° | 4 m | 5 m | 5 m | 5 m | |
| 210 | x | 5 m | 5 m | 5 m, 5 s | 5 m |
| z | 4 m | 4 m | 5 m, 5 s | 5 m | |
| 45° | 5 m | 5 m | 4 m | 5 m | |
| 200 | x | 5 m | 5 m | 5 m, 5 s | 5 m |
| z | 5 m | 5 m | 4 m, 4 s | 5 m | |
| 45° | 5 m | 4 m | 5 m | 5 m | |
| 190 | x | 5 m | 5 m | 5 m, 5 s | 5 m |
| z | 5 m | 5 m | 5 m, 4 s | 5 m | |
| 45° | 5 m | 5 m | 5 m | 5 m | |
| 170 | x | 5 m | 5 m | 5 m, 5 s | 5 m |
| z | 5 m | 5 m | 5 m, 3 s | 5 m | |
| 45° | 5 m | 4 m | 4 m | 5 m | |
| 150 | x | 5 m | 5 m | 5 m, 5 s | - |
| z | 4 s | 5 s | 5 m, 5 s | - | |
| 45° | 1 m | 1 m | 4 m | - | |
| 130 | x | 5 s | 5 s | 5 s | - |
| z | 5 s | 4 s | 5 s | - | |
| 45° | 1 m | 1 m | 1 m | - | |
| 110 | x | 5 s | 5 s | 5 s | - |
| z | 5 s | 4 s | 5 s | - | |
| 45° | 1 m | 1 m | 1 m | - | |
References
- Go, J.; Schiffres, S.N.; Stevens, A.G.; Hart, A.J. Rate limits of additive manufacturing by fused filament fabrication and guidelines for high-throughput system design. Addit. Manuf. 2017, 16, 1–11. [Google Scholar] [CrossRef]
- Duty, C.E.; Kunc, V.; Compton, B.; Post, B.; Erdman, D.; Smith, R.J.; Lind, R.; Lloyd, P.; Love, L.J. Structure and mechanical behavior of Big Area Additive Manufacturing (BAAM) materials. Rapid Prototyp. J. 2017, 23, 181–189. [Google Scholar] [CrossRef]
- Ahn, S.H.; Montero, M.; Odell, D.; Roundy, S.; Wright, P.K. Anisotropic material properties of fused deposition modeling ABS. Rapid Prototyp. J. 2002, 8, 248–257. [Google Scholar] [CrossRef] [Green Version]
- Malguarnera, S.C.; Manisali, A. The effects of processing parameters on the tensile properties of weld lines in injection molded thermoplastics. Polym. Eng. Sci. 1981, 21, 586–593. [Google Scholar] [CrossRef]
- Tekinalp, H.L.; Kunc, V.; Velez-Garcia, G.M.; Duty, C.E.; Love, L.J.; Naskar, A.K.; Blue, C.A.; Ozcan, S. Highly oriented carbon fiber–polymer composites via additive manufacturing. Compos. Sci. Technol. 2014, 105, 144–150. [Google Scholar] [CrossRef] [Green Version]
- Fu, S.Y.; Lauke, B.; Mai, Y.W. Strength of short fibre-reinforced polymers. In Science and Engineering of Short Fibre-Reinforced Polymer Composites; Elsevier: Amsterdam, The Netherlands, 2019; pp. 91–137. [Google Scholar] [CrossRef]
- van de Werken, N.; Tekinalp, H.; Khanbolouki, P.; Ozcan, S.; Williams, A.; Tehrani, M. Additively manufactured carbon fiber-reinforced composites: State of the art and perspective. Addit. Manuf. 2020, 31, 100962. [Google Scholar] [CrossRef]
- Bellini, A.; Güçeri, S. Mechanical characterization of parts fabricated using fused deposition modeling. Rapid Prototyp. J. 2003, 9, 252–264. [Google Scholar] [CrossRef]
- Tagscherer, N.; Consul, P.; Kottenstedde, I.L.; Latiri, H.; Zaremba, S.; Drechsler, K. Investigation of nonisothermal fusion bonding for extrusion additive manufacturing of large structural parts. Polym. Compos. 2021, 42, 5209–5222. [Google Scholar] [CrossRef]
- Boucher, E.; Folkers, J.P.; Creton, C.; Hervet, H.; Léger, L. Enhanced Adhesion between Polypropylene and Polyamide-6: Role of Interfacial Nucleation of the β-Crystalline Form of Polypropylene. Macromolecules 1997, 30, 2102–2109. [Google Scholar] [CrossRef]
- Riley, W.F.; Sturges, L.D.; Morris, D.H. Mechanics of Materials, 6th ed.; Wiley: Hoboken, NJ, USA, 2006. [Google Scholar]
- Zhuo, P.; Li, S.; Ashcroft, I.; Jones, A.; Pu, J. 3D Printing of Continuous Fibre Reinforced Thermoplastic Composites. In Proceedings of the 21st International Conference on Composite Materials, Xi’an, China, 20–25 August 2017. [Google Scholar]
- Rodríguez, J.F.; Thomas, J.P.; Renaud, J.E. Mechanical behavior of acrylonitrile butadiene styrene (ABS) fused deposition materials. Experimental investigation. Rapid Prototyp. J. 2001, 7, 148–158. [Google Scholar] [CrossRef]
- Ning, F.; Cong, W.; Hu, Y.; Wang, H. Additive manufacturing of carbon fiber-reinforced plastic composites using fused deposition modeling: Effects of process parameters on tensile properties. J. Compos. Mater. 2017, 51, 451–462. [Google Scholar] [CrossRef]
- DIN EN ISO 527-4:2020-08; Plastics—Determination of Tensile Properties—Part 4: Test Conditions for Isotropic and Orthotropic Fibre-Reinforced Plastic Composites. DIN Deutsches Institut für Normung e. V.: Berlin, Germany, 2020. [CrossRef]
- Sood, A.K.; Ohdar, R.K.; Mahapatra, S.S. Parametric appraisal of mechanical property of fused deposition modelling processed parts. Mater. Des. 2010, 31, 287–295. [Google Scholar] [CrossRef]
- Sood, A.K.; Ohdar, R.K.; Mahapatra, S.S. Experimental investigation and empirical modelling of FDM process for compressive strength improvement. J. Adv. Res. 2012, 3, 81–90. [Google Scholar] [CrossRef] [Green Version]
- Durgun, I.; Ertan, R. Experimental investigation of FDM process for improvement of mechanical properties and production cost. Rapid Prototyp. J. 2014, 20, 228–235. [Google Scholar] [CrossRef]
- Heller, B.P.; Smith, D.E.; Jack, D.A. Planar deposition flow modeling of fiber filled composites in large area additive manufacturing. Addit. Manuf. 2019, 25, 227–238. [Google Scholar] [CrossRef]
- DIN EN ISO 1110:2019-09; Plastics—Polyamides—Accelerated Conditioning of test Specimens. DIN Deutsches Institut für Normung e. V.: Berlin, Germany, 2019. [CrossRef]
- DIN EN ISO 15512:2019-09; Plastics—Determination of Water Content. DIN Deutsches Institut für Normung e. V.: Berlin, Germany, 2019. [CrossRef]
- ASTM D3039; Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. ASTM International: West Conshohocken, PA, USA, 2017. [CrossRef]
- ASTM D6869-17; Standard Test Method for Coulometric and Volumetric Determination of Moisture in Plastics Using the Karl Fischer Reaction (The Reaction of Iodine with Water). ASTM International: West Conshohocken, PA, USA, 2018. [CrossRef]
- Babatope, B.; Isaac, D.H. Annealing of isotropic nylon-6,6. Polymer 1992, 33, 1664–1668. [Google Scholar] [CrossRef]
- DIN EN ISO 527-1:2019-12; Plastics—Determination of Tensile Properties—Part 1: General Principles. DIN Deutsches Institut für Normung e. V.: Berlin, Germany, 2019. [CrossRef]
- PA6—Polyamide 6 PA6 CF40; Technical Datasheet—AKROMID® B3 ICF 40 black (5020). AKRO-PLASTIC GmbH: Niederzissen, Germany, 2018.
- Carneiro, O.; Silva, A.; Gomes, R. Fused deposition modeling with polypropylene. Mater. Des. 2015, 83, 768–776. [Google Scholar] [CrossRef]
- Eiliat, H.; Urbanic, R.J. Minimizing voids for a material extrusion-based process. Rapid Prototyp. J. 2018, 24, 485–500. [Google Scholar] [CrossRef]





| Manufacturing Parameter | Value | Unit | Variation |
|---|---|---|---|
| Envelope temperature | 23 | [°C] | constant (±2 °C fluctuation) |
| Extrusion temperature | 280 | [°C] | constant |
| Screw speed | 72 | [rpm] | constant |
| Extrusion velocity | 0.160 | [m/s] | constant |
| Traversing velocity (robot) | 0.160 | [m/s] | constant |
| Nozzle diameter | 2.0 | [mm] | constant |
| Layer time | - | [s] | directly varied |
| Substrate temperature | - | [mm] | indirectly varied (depending on layer time) |
| Layer height | - | [mm] | directly varied |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tagscherer, N.; Bär, A.M.; Zaremba, S.; Drechsler, K. Mechanical Analysis of Parameter Variations in Large-Scale Extrusion Additive Manufacturing of Thermoplastic Composites. J. Manuf. Mater. Process. 2022, 6, 36. https://doi.org/10.3390/jmmp6020036
Tagscherer N, Bär AM, Zaremba S, Drechsler K. Mechanical Analysis of Parameter Variations in Large-Scale Extrusion Additive Manufacturing of Thermoplastic Composites. Journal of Manufacturing and Materials Processing. 2022; 6(2):36. https://doi.org/10.3390/jmmp6020036
Chicago/Turabian StyleTagscherer, Nevine, André Marcel Bär, Swen Zaremba, and Klaus Drechsler. 2022. "Mechanical Analysis of Parameter Variations in Large-Scale Extrusion Additive Manufacturing of Thermoplastic Composites" Journal of Manufacturing and Materials Processing 6, no. 2: 36. https://doi.org/10.3390/jmmp6020036
APA StyleTagscherer, N., Bär, A. M., Zaremba, S., & Drechsler, K. (2022). Mechanical Analysis of Parameter Variations in Large-Scale Extrusion Additive Manufacturing of Thermoplastic Composites. Journal of Manufacturing and Materials Processing, 6(2), 36. https://doi.org/10.3390/jmmp6020036