1. Introduction
Although the ultrasonic welding (USW) process has been used in academic and industrial applications for several decades, the recent uptake of green technology in the automotive industry has made the solid-state process a hot research topic again. Electric vehicles, hybrid or plug-in hybrid electric vehicles are increasingly being used for the reduction of emission of greenhouse gases and meeting national and international standards and legislation of emission targets [
1]. Within the new challenges of electric vehicles manufacturing, the joining of dissimilar metals such as aluminium to copper appears as a key process for the manufacturing of battery packs [
2,
3,
4,
5,
6,
7], where strength and electrical conductivity are extremely important criteria for a satisfactory connection [
8]. The joint strength and integrity should be sufficient to withstand all the impact and vibrational forces [
3,
9].
Joining dissimilar metals with fusion welding techniques has always been very challenging due to differences in melting temperature, the formation of brittle intermetallic compounds (IMCs) and the sensitive mechanical properties of the welded materials [
6,
7,
8,
9,
10]. In addition, fusion welding processes may not be suitable for highly conductive and reflective metals when a large welding nugget is expected [
11]. As a solution to these problems, solid-state welding has become popular due to the elimination of metallurgical defects such as the formation of IMCs, brittle phases and porosities in the fused zone as a result of liquid phases reactions [
12,
13,
14].
In this scenario, USW surges as a very promising technique to join dissimilar metals for electric automotive battery manufacturing [
9,
15,
16]. As a solid-state welding process, USW avoids melting of the materials and joins them based on diffusion and adhesion of the softened metals due to interfacial friction [
3,
17]. USW seems advantageous for the mentioned applications, as it provides the necessary joint strength and offers low or no brittle intermetallic layers along the weld line, which ensures less electrical resistance [
9,
18,
19]. Hence, this process is suitable for highly conductive and reflective soft metals such as aluminium, copper, brass, silver and gold [
20]. In conclusion, USW emerges as an appropriate technique for welding thin sheets applicable to various electric vehicle battery, electrical and electronics industries.
In the USW system, a piezoelectric transducer converts electrical energy into the shear vibration of a sonotrode, which causes the samples to be bonded together using a clamping force [
21,
22]. The oxide layers on the surface are removed from the plates interface [
23,
24], and the material is softened by the temperature rise at the specimen interface. The ultrasonic vibration leads to diffusion of the metals and, subsequently, adhesion [
20]. Several bonding mechanisms have been reported in the literature including interfacial diffusion, adhesion by plastic deformation, local heating and mechanical interlocking [
25].
Several researchers have investigated the welding mechanism present in the USW process for different applications, including joining of metal or non-metal sheets, metal–ceramic and metal–glass [
9,
17,
18,
19,
26,
27,
28,
29]. However, few studies were conducted considering Al–Cu dissimilar metal joining [
8]. Among them, Satpathy and Sahoo [
15], Zhao et al. [
13] and Balasundaram et al. [
30] evaluated the welding mechanism and micro-hardness distribution. Wu et al. [
13] extended their study for a multi-layered Al–Cu joint and investigated the weld formation mechanism and failure modes using the lap shear test. Dhara and Das [
11] evaluated the ultrasonic welding applied to three layers of Al sheet welded to a single layer of Cu sheet, investigating the welding mechanism, interfacial material mixing and micro-bond by optical microscopy, micro-hardness, as well as grain size and dynamic recrystallization using high-resolution EBSD Euler maps.
In this study, the authors propose a strategy for parametrization of USW dissimilar metal joining of single layers of Al and Cu, followed by the evaluation of each parameter and their combination on the welding energy and tensile strength of the lap shear specimen. Besides tensile strength, the welds are evaluated through peel testing, metallographic examination by optical microscope and EDX line scan mapping.
2. Materials and Methods
The experiments were performed on aluminium (EN AW-1050 H14) and copper (EN Cu-ETP) base materials. Electrolytic Tough Pitch (ETP) copper is an electrolytic refined copper that is commonly used in electrical applications due to its excellent electrical conductivity, thermal conductivity, ductility and corrosion resistance. The composition of the copper plates consists of Cu and O with a minimum value of 99.90% Cu and a maximum O content of 400 ppm. The measured percentage of Cu for the plates is 99.971%. The EN AW-1050 H14 is a popular grade of aluminium for general sheet work where moderate strength is required. The measured chemical composition of the aluminium plates is given in
Table 1. All sample surfaces were cleaned before the welding process using acetone, following positive results achieved in exploratory welding trials.
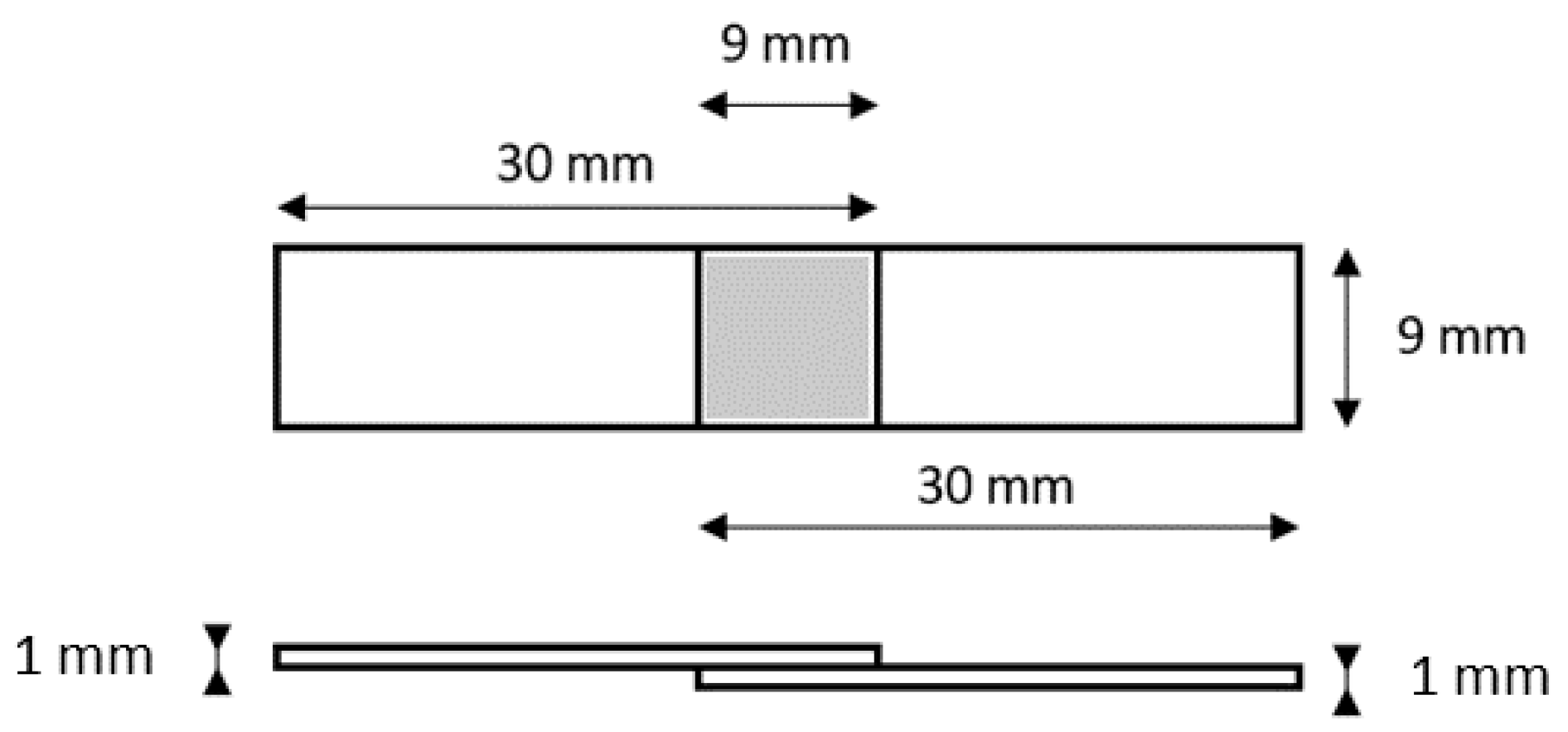
The joint configuration and sheet dimensions are illustrated in
Figure 1. The aluminium sheet was always used as the bottom part of the joint.
The ultrasonic welding machine used in the experiments was the Telsonic MPX Ultrasonics Linear Metal Welding Press, with a nominal power of 3.6 kW and a frequency of 20 kHz. The maximum load that can be reached is 1600 N, and the maximum vibration amplitude is 66 µm. The control software allows setting a vibration amplitude between 50% and 100% of this maximum value. This machine is suitable for welding both ferrous and non-ferrous alloys. The sonotrode moves horizontally back and forth, resulting in a tangential transfer of the waves to the workpieces.
All experiments are performed in time mode, as this mode tends to vary less than other modes and will therefore yield a better reference for comparison. The welding time, pressure and amplitude values are varied for each weld. The trigger time is fixed to 0.04 s, and the pressure build up time to 0.30 s. This means that the sonotrode starts to vibrate after 0.04 s until it reaches the required pressure after 0.30 s. During the experiments, the hold function is used to strengthen the weld after the weld cycle. The hold time and pressure are chosen equal to the selected time and pressure of the weld cycle.
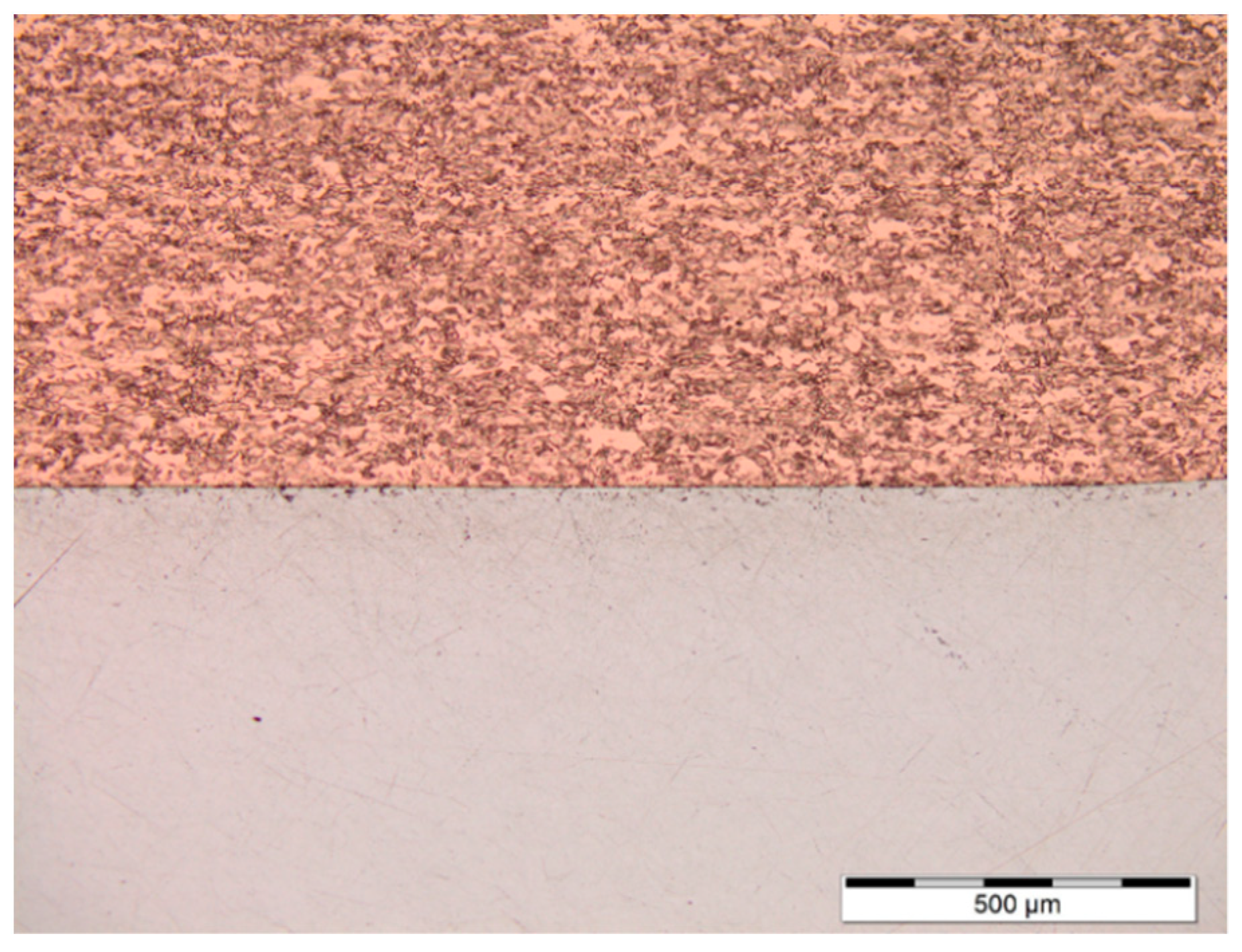
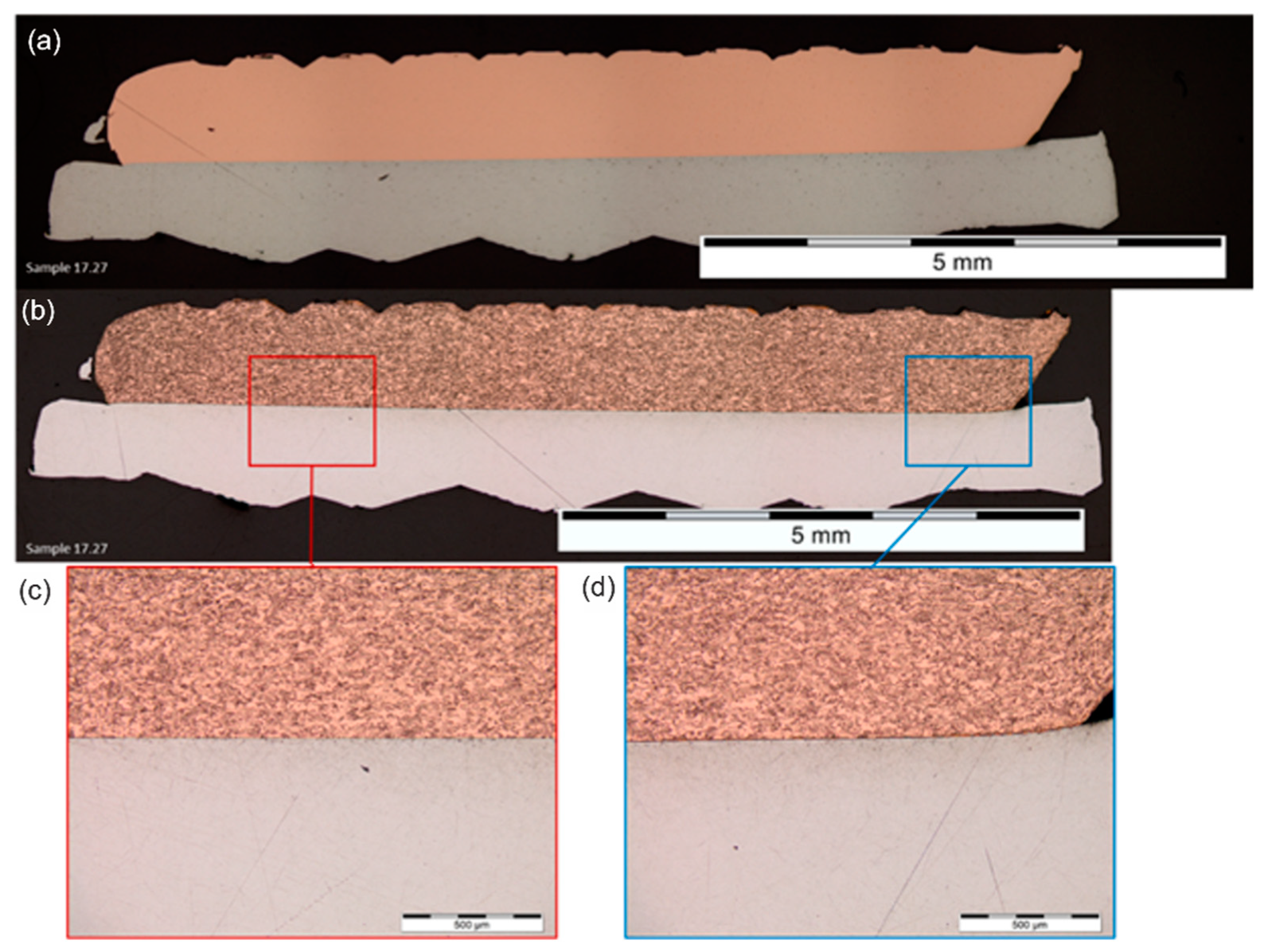
For the metallographic examination, the optical microscope Olympus MX51 is used. To enable the evaluation of the weld cross-sections, the samples are cut perpendicular to the direction of the sonotrode vibration. After grinding and polishing, a first evaluation of the welds is performed. During this evaluation, the samples are inspected at different magnifications, starting at 12.5× and
50×, to determine the amount of welded area and to detect any potential weld imperfections. The areas of interest are then inspected in more detail using a larger magnification, such as 100×, 200× or even 500×. A second evaluation is done after etching the copper for 20 s with a solution of 10% ammonia in water saturated with hydrogen peroxide.
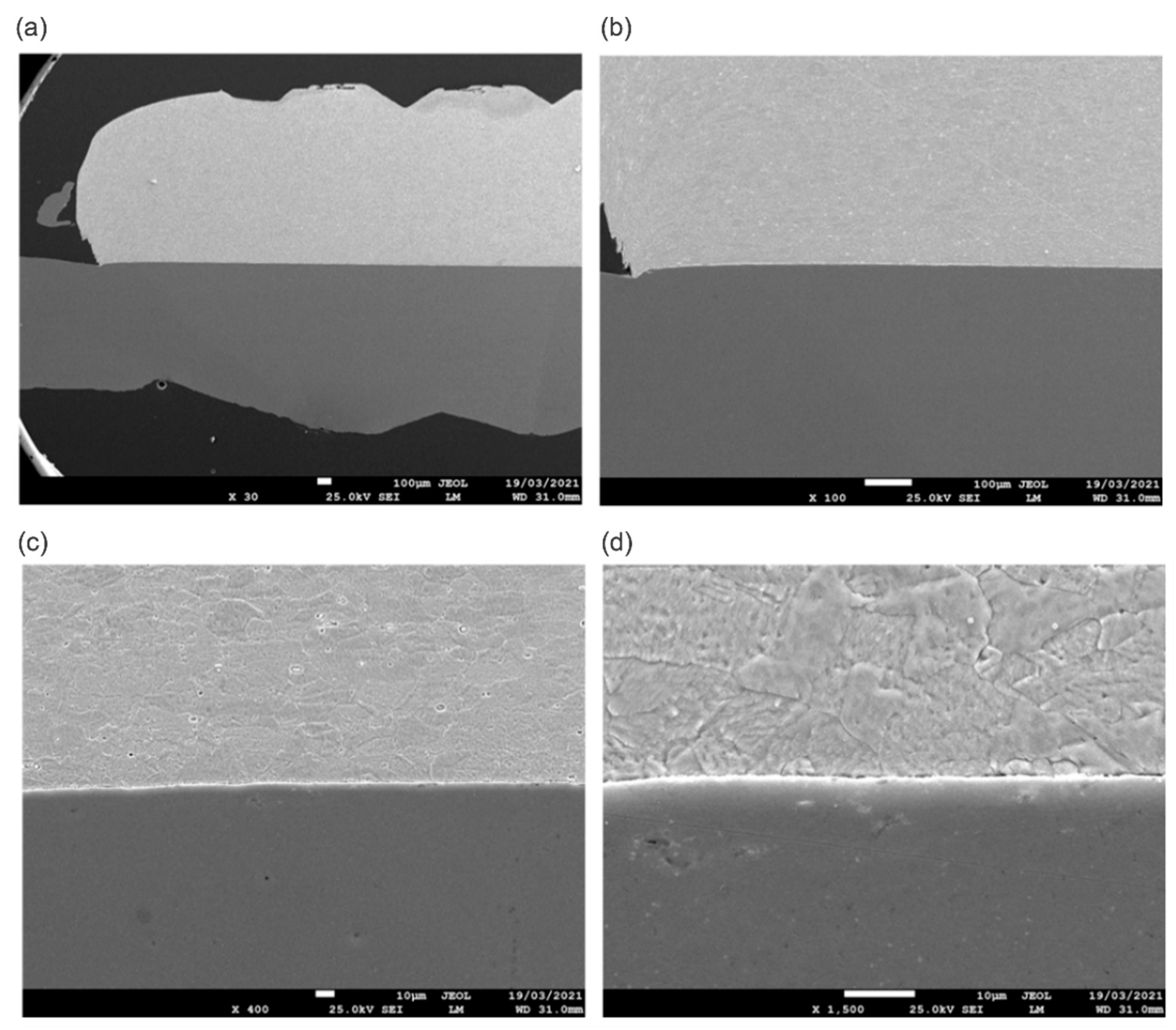
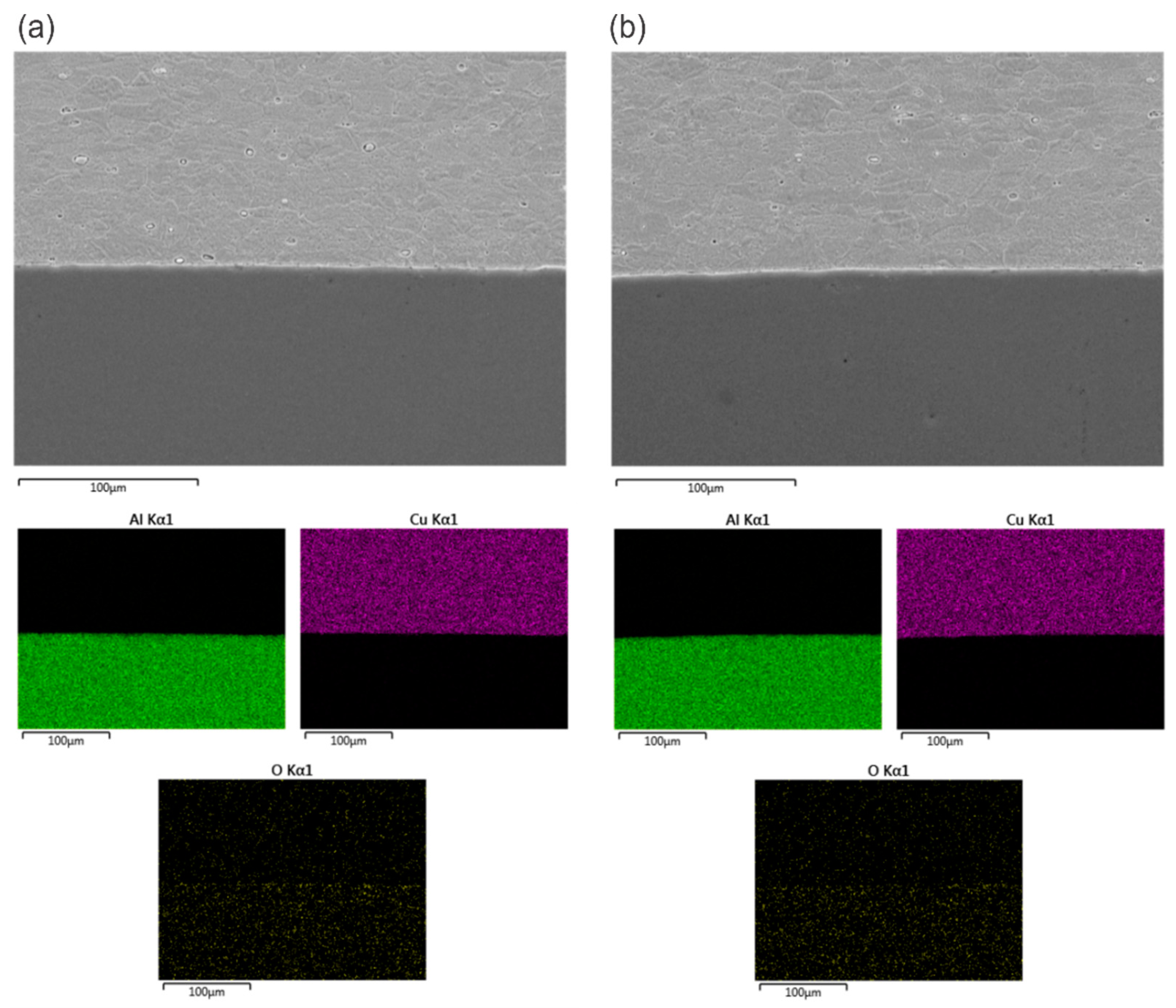
In addition to optical microscopy, SEM (scanning electron microscopy) images and EDX (energy-dispersive X-ray spectroscopy) mapping of the energy electrons are used to reveal information about the morphology of the welds.
In order to establish the window of suitable welding parameters, a series of exploratory tests was performed to determine the boundary conditions of each parameter. These welds were evaluated through visual and peel test examinations and classified in three levels based on the peel test results, as illustrated in
Figure 2. The scoring of the welds was done according to levels 1, 3 and 5 to allow a quantitative comparison.
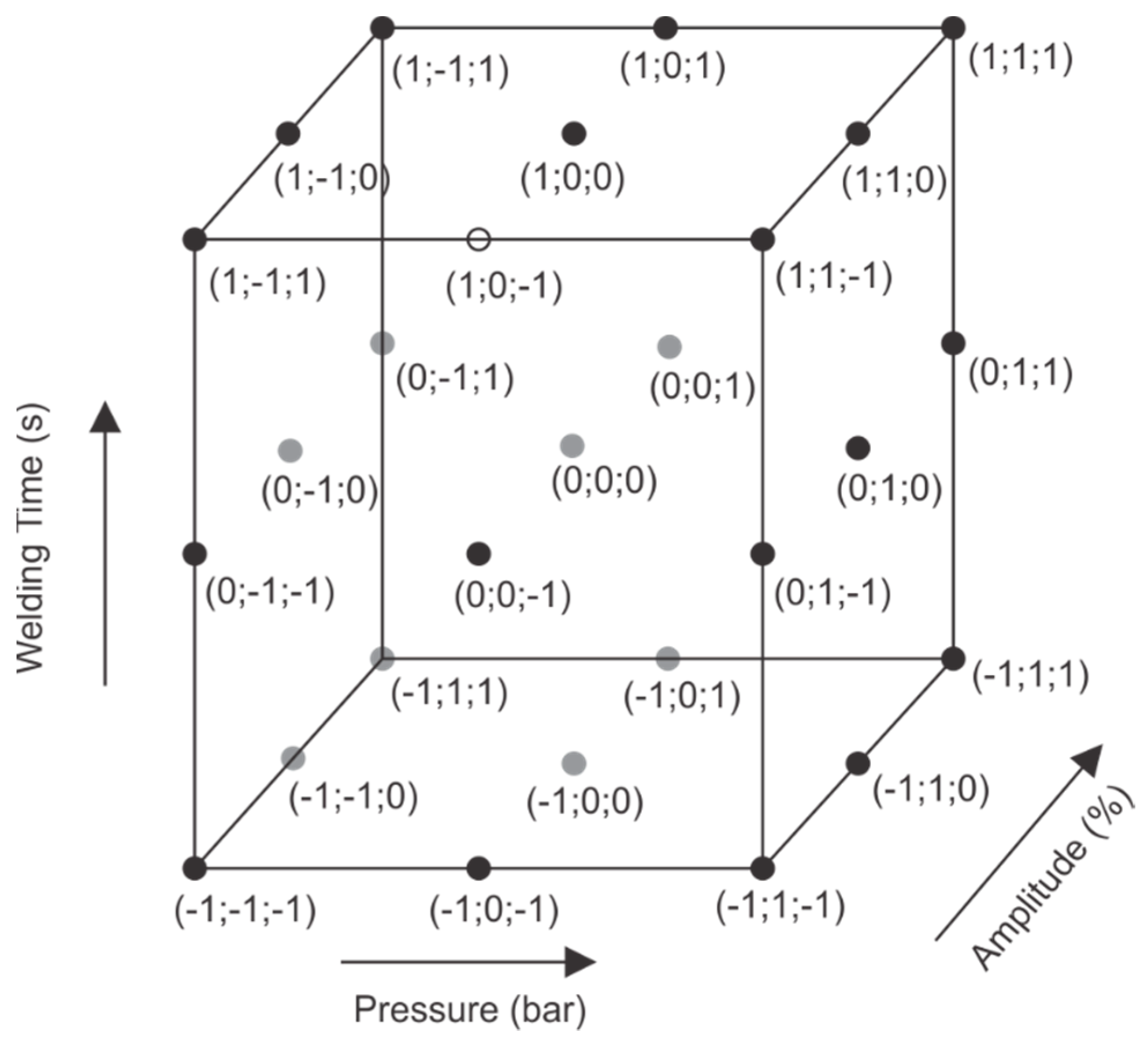
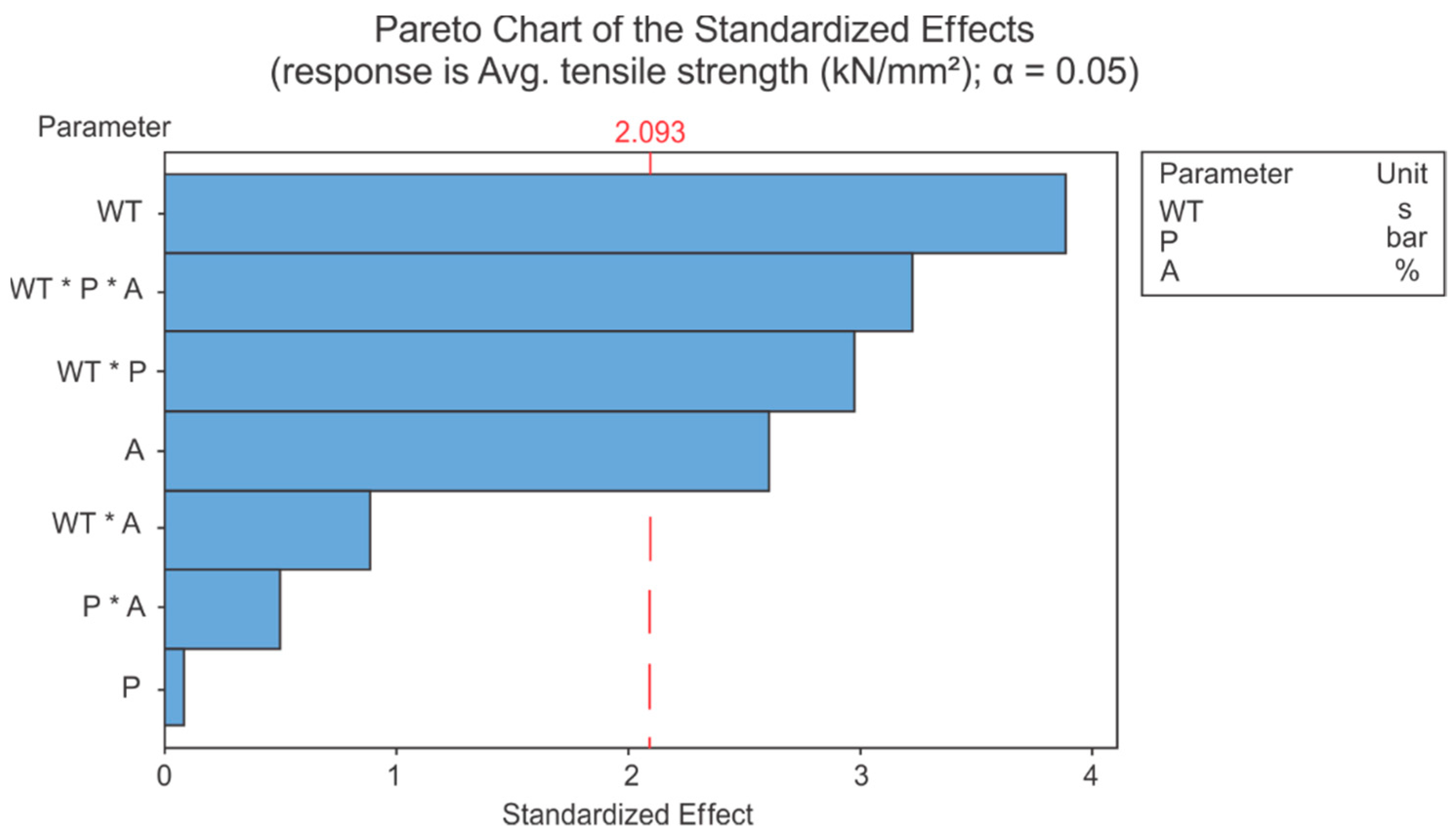
After the boundary conditions were determined, a full factorial Design of Experiments (DoE) was created, evaluating three welding parameters (welding time, pressure and vibration amplitude) at three levels, resulting in 27 weld tests, as shown in
Figure 3. The values of the parameters corresponding with the points of the DoE matrix are listed in
Table 2. To ensure the reproducibility of the process and results, four replicas were carried out. Among the replicas, three were used for tensile testing and one for metallographic examination.
The tensile strength of the welded specimens is determined using an Instron 8872 universal tensile test machine. The testing machine has a dynamic load capacity of 25 kN and uses a controlled displacement rate of 0.0333 mm/s. The tests are performed according to the EN ISO 14273 standard [
31] for tensile shear testing of spot welds in overlapping sheets.
With the four welding energy values and three tensile tests for each condition, the standard deviation of the results has been calculated using Equation (1), with
µ being the average value,
N the number of measurements and
x the measured energy value.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}