
Influence of Surface Preparation on Cracking Phenomena in TIG-Welded High and Medium Entropy Alloys

 ,
,
Abstract
:1. Introduction
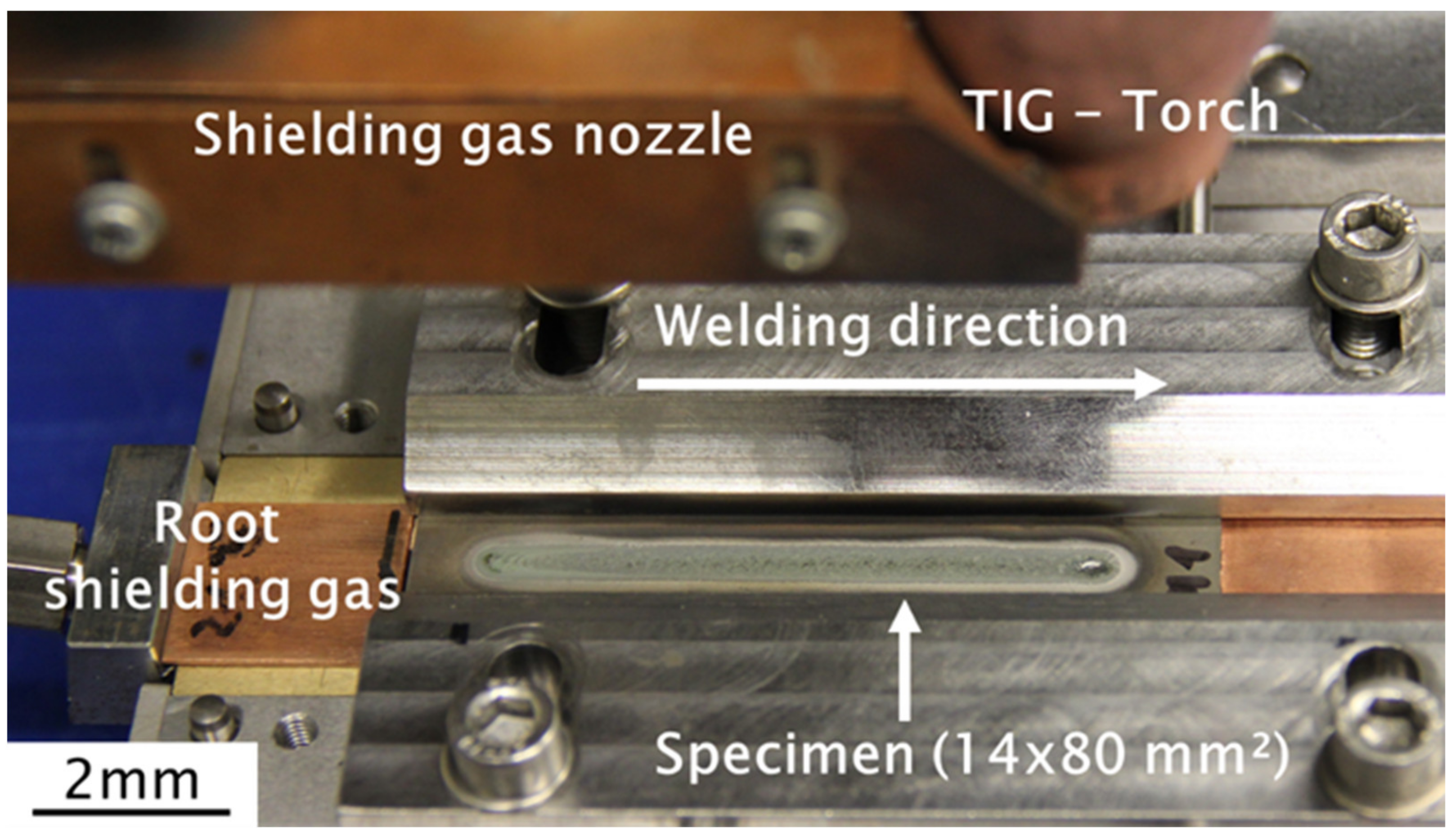
2. Materials and Methods
3. Results
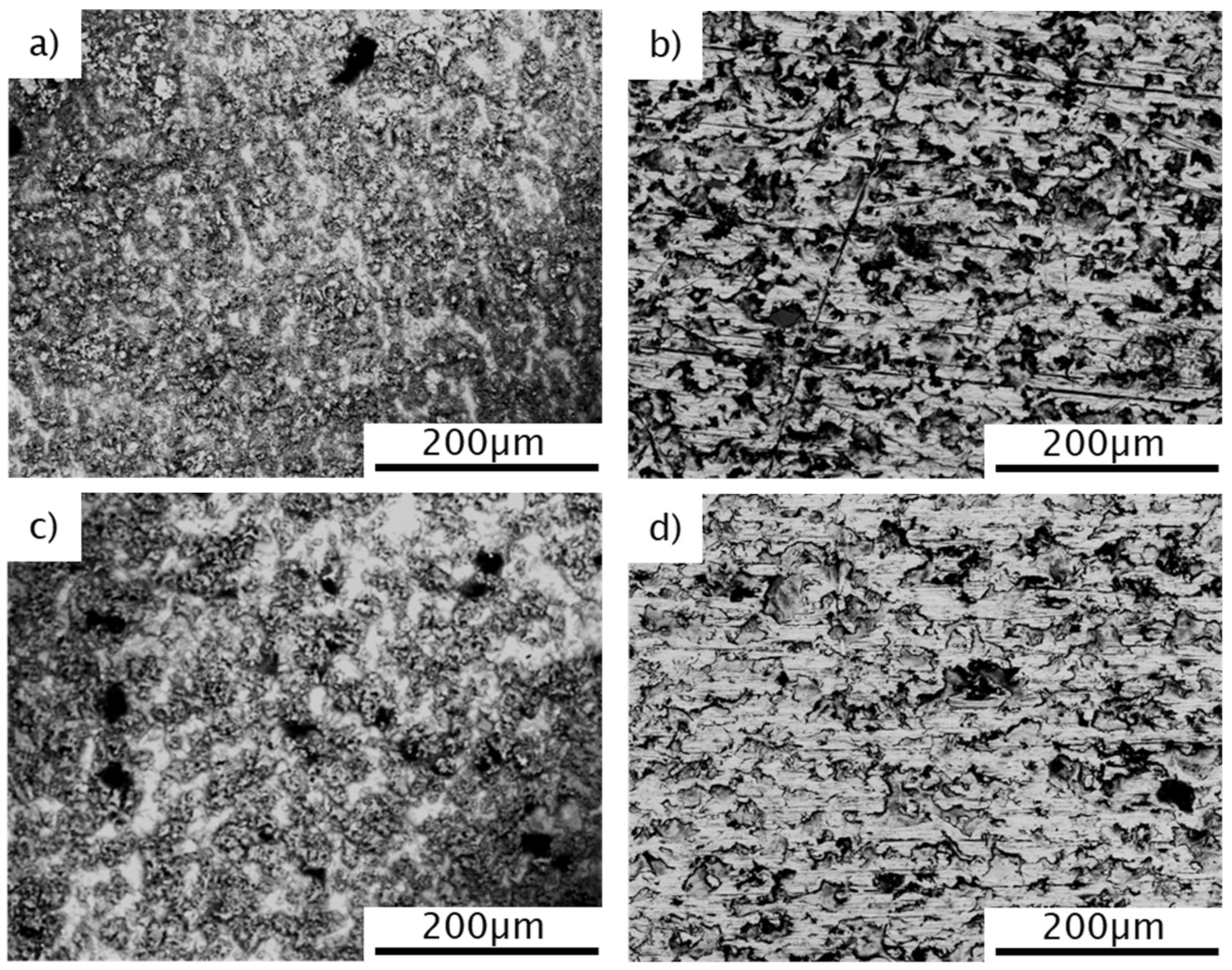
3.1. Surface Characterization
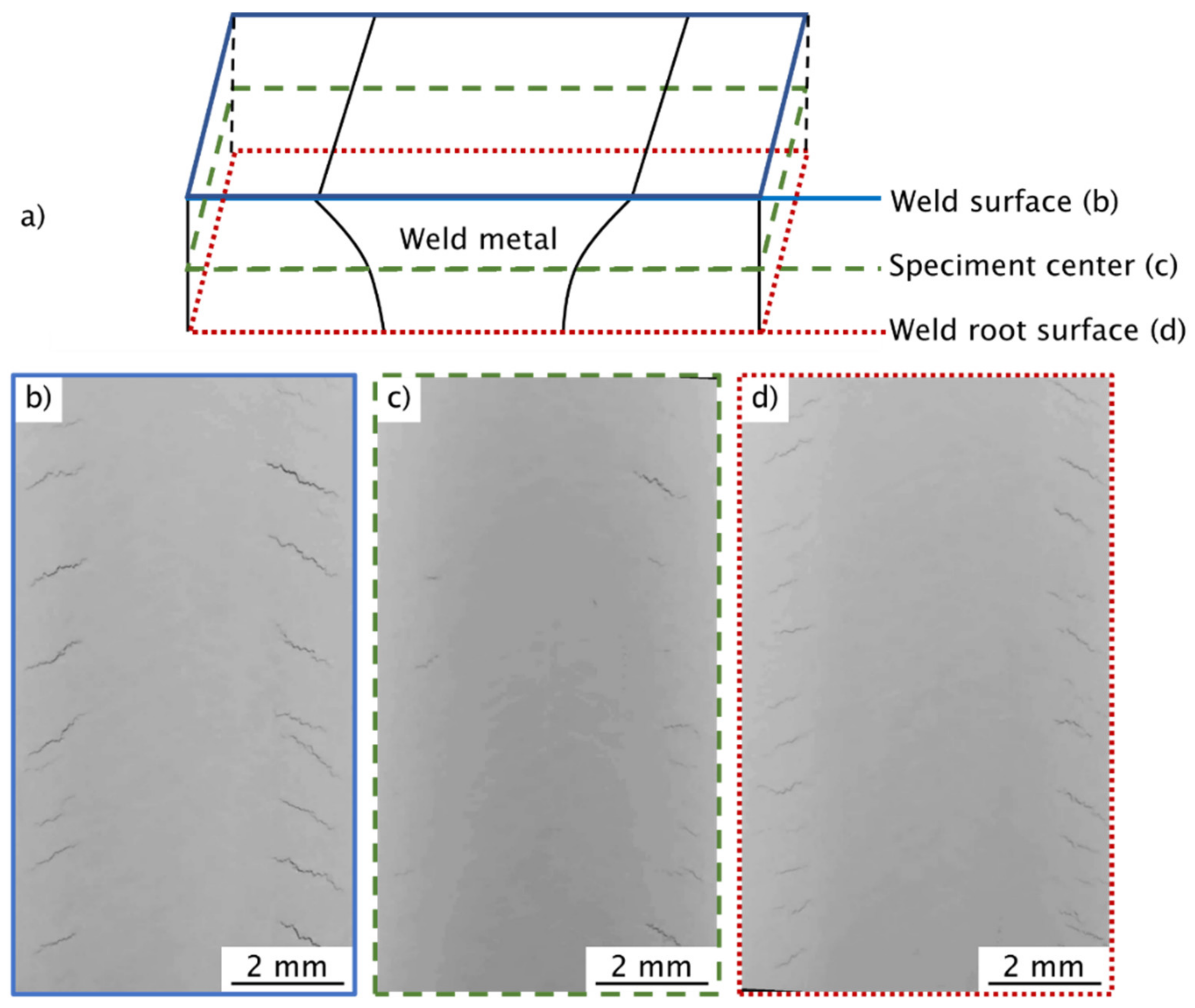
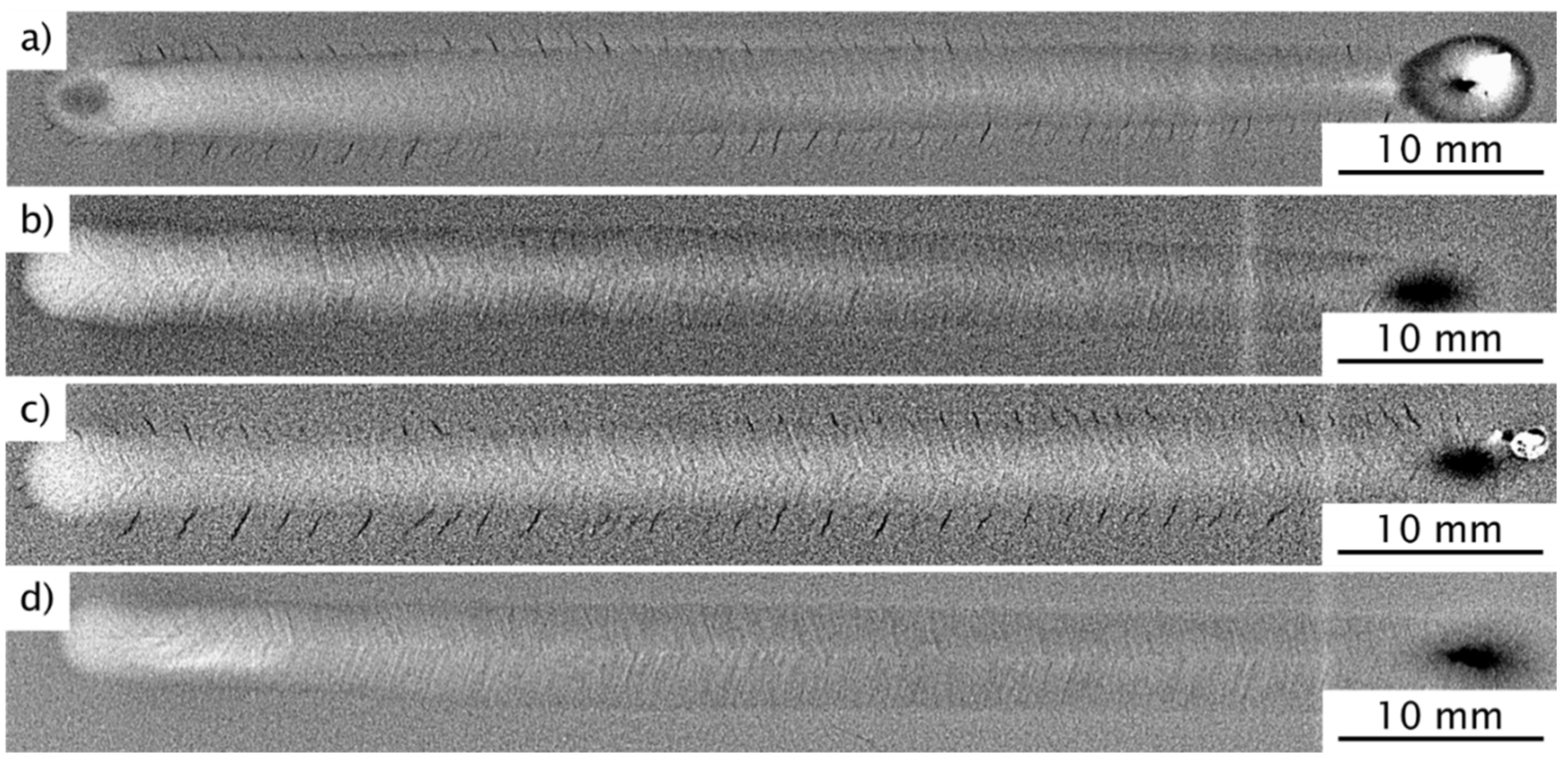
3.2. Results of the Radiographic Tests
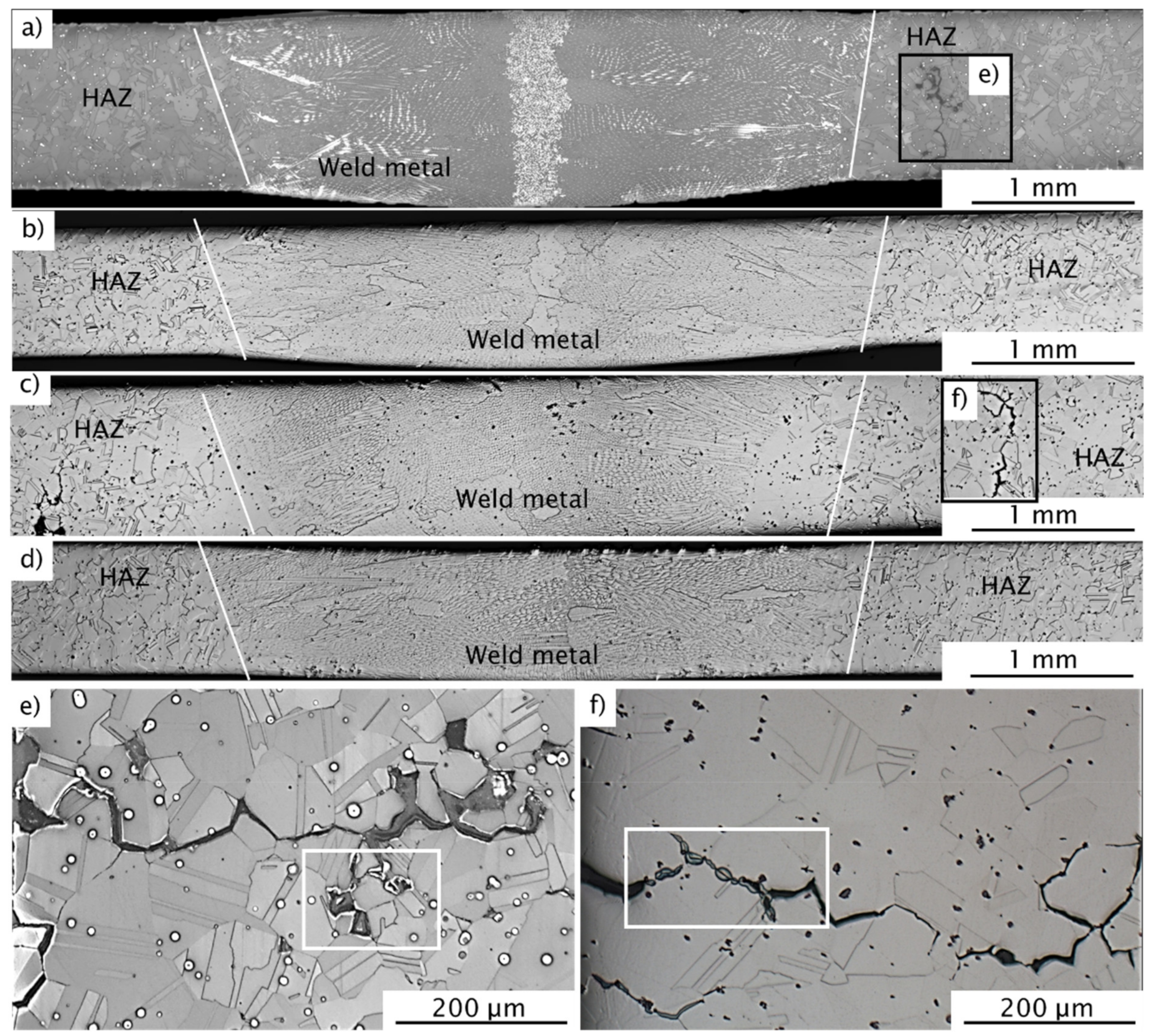
3.3. Light Optical Microscopy
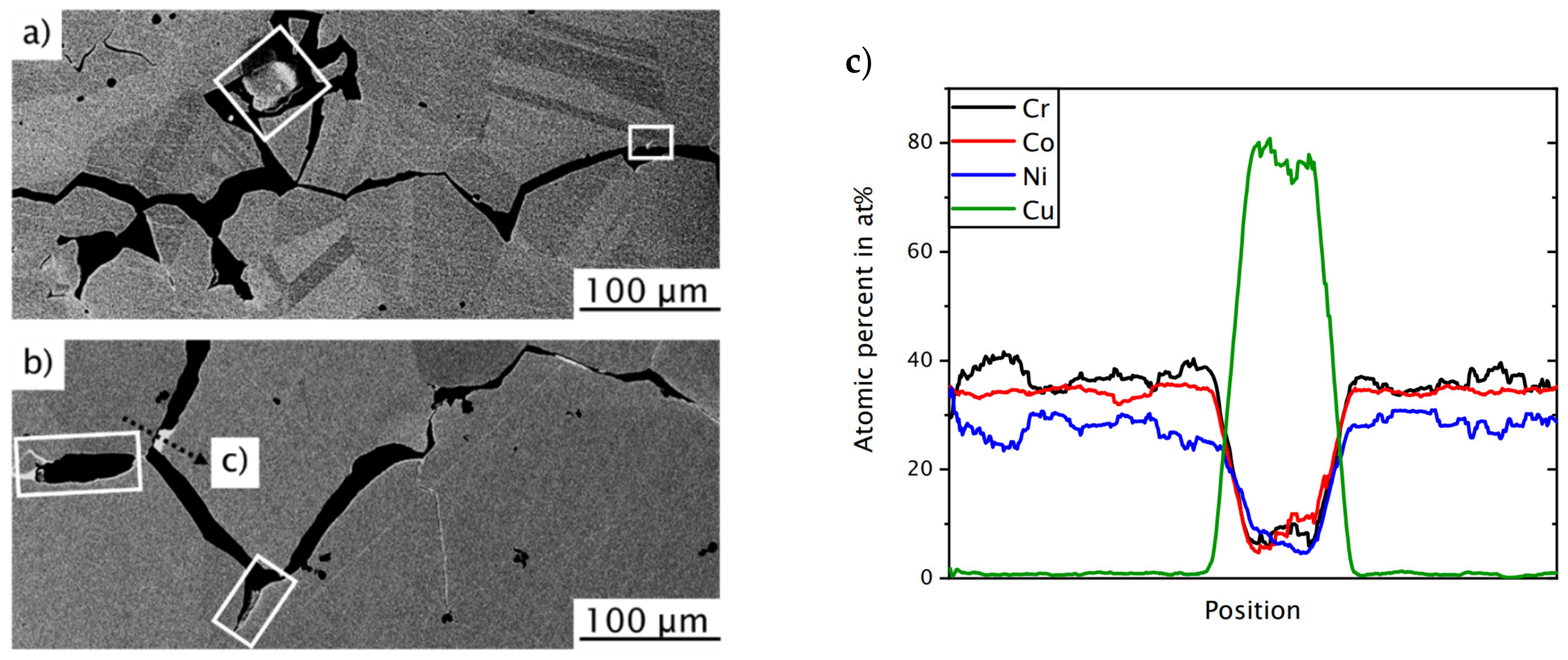
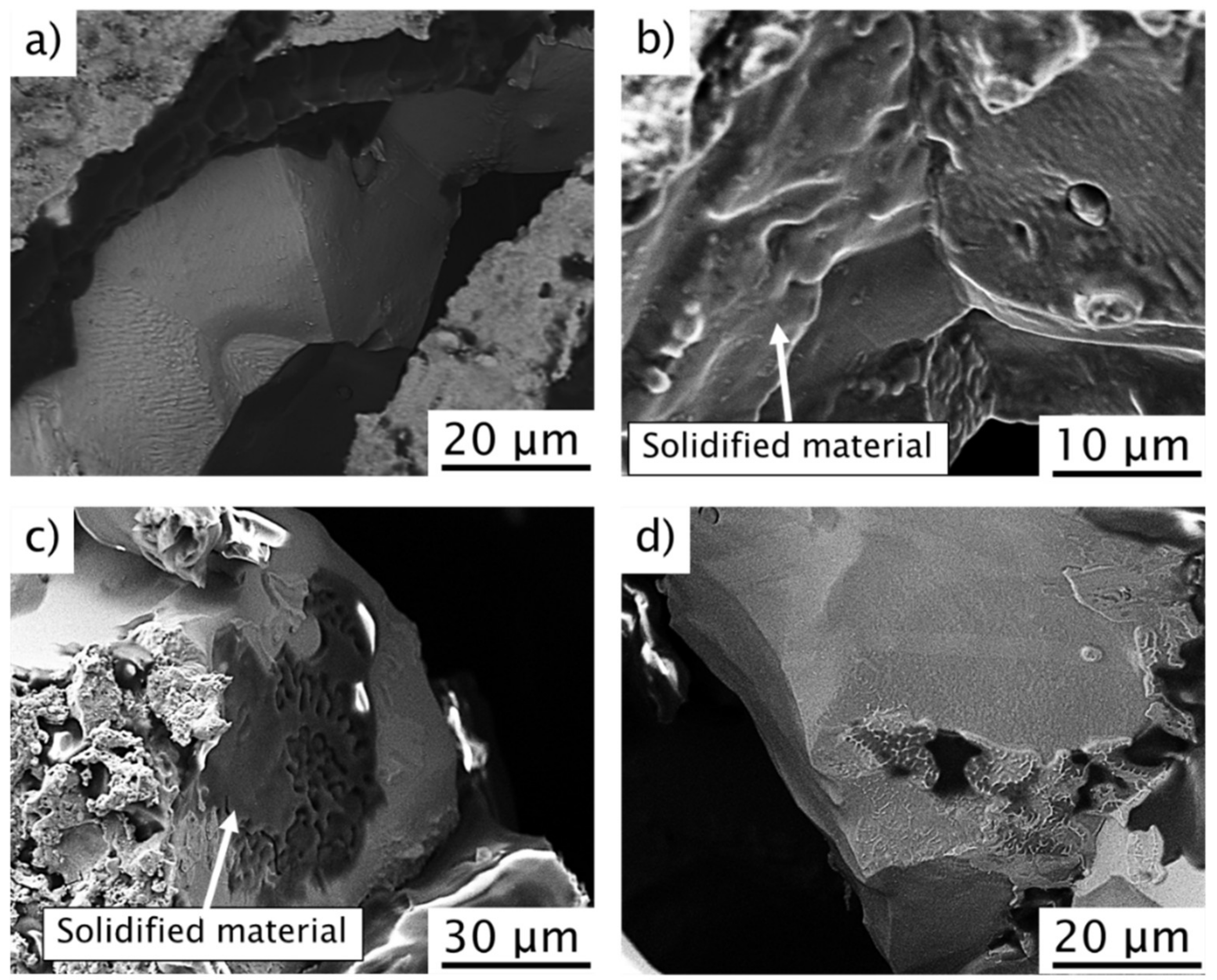
3.4. Crack Characterization via SEM and EDX
4. Discussion
5. Conclusions
- (1)
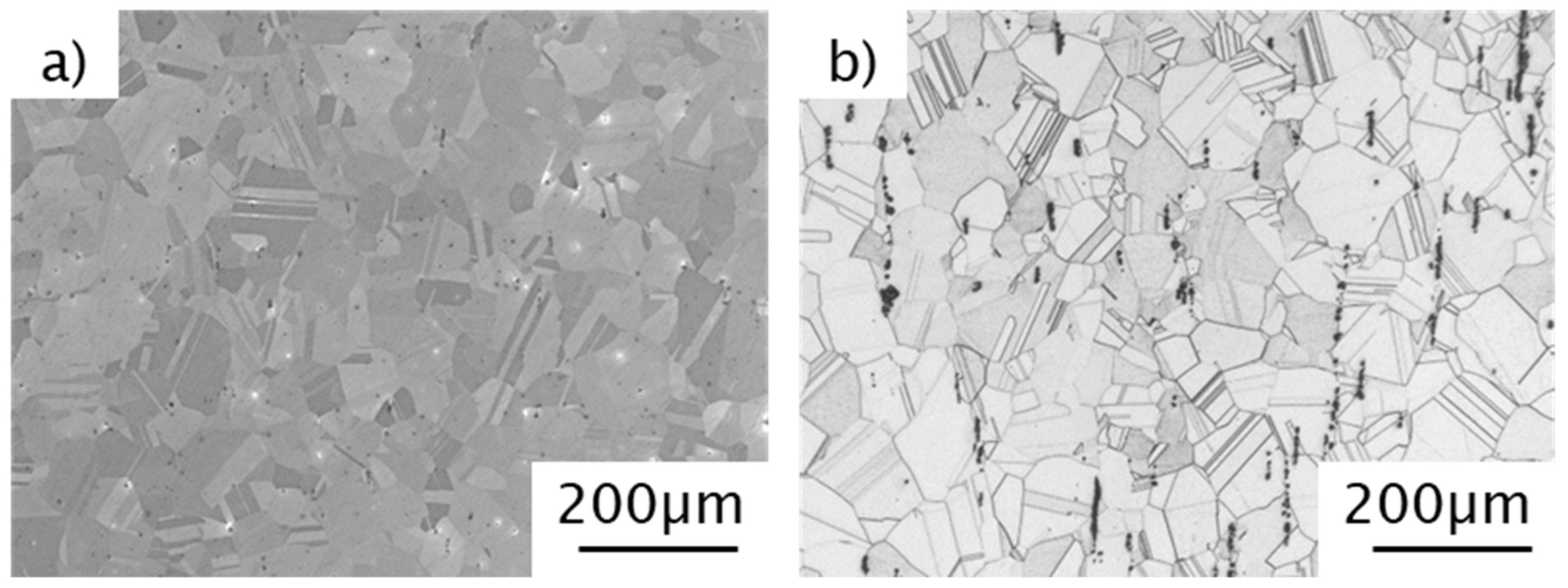
- Both alloys, regardless of surface preparation, show a full weld penetration and a dendritic microstructure in the weld metal. The HAZ, on the other hand, shows no microstructural influence due to welding based on the results. The CoCrFeMnNi HEA and the CoCrNi MEA with ground surface have good TIG weldability, i.e., defect-free weld joints were obtained. The welded joints showed a dendritic in the weld center that originated from epitaxial growth from the fusion line and (as suggested by the experiments) an HAZ without a changed grain size compared to the base material.
- (2)
- In both alloys with as-machined EDM surfaces, cracks form in the HAZ, which can be avoided by grinding before welding. It can be concluded that the surface preparation has a significant influence on the weldability of HEAs and MEAs. The HEA and MEA have good weldability with a ground surface and poor weldability with an EDM machined surface.
- (3)
- Based on the results, an LME mechanism due to CuZn depositions is assumed to be the origin for the cracking, but this cannot be finally clarified, as intergranular liquid film separation could also be involved.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yeh, J.-W.; Chen, S.K.; Lin, S.-J.; Gan, J.-Y.; Chin, T.-S.; Shun, T.-T.; Tsau, C.-H.; Chang, S.-Y. Nanostructured High-Entropy Alloys with Multiple Principal Elements: Novel Alloy Design Concepts and Outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Cantor, B.; Chang, I.T.H.; Knight, P.; Vincent, A.J.B. Microstructural development in equiatomic multicomponent alloys. Mater. Sci. Eng. A 2004, 375–377, 213–218. [Google Scholar] [CrossRef]
- Miracle, D.B.; Senkov, O.N. A critical review of high entropy alloys and related concepts. Acta Mater. 2017, 122, 448–511. [Google Scholar] [CrossRef] [Green Version]
- Manzoni, A.; Glatzel, U. High-entropy alloys: Balancing strength and ductility at room temperature. In Encyclopedia of Materials, Science and Technology; Elsevier: Amsterdam, The Netherlands, 2020. [Google Scholar] [CrossRef]
- George, E.; Curtin, W.; Tasan, C. High entropy alloys: A focused review of mechanical properties and deformation mechanisms. Acta Mater. 2020, 188, 435–474. [Google Scholar] [CrossRef]
- Schneider, M.; Laplanche, G. Effects of temperature on mechanical properties and deformation mechanisms of the equiatomic CrFeNi medium-entropy alloy. Acta Mater. 2021, 204, 116470. [Google Scholar] [CrossRef]
- Wu, Z.; Bei, H.; Otto, F.; Pharr, G.; George, E. Recovery, recrystallization, grain growth and phase stability of a family of FCC-structured multi-component equiatomic solid solution alloys. Intermetallics 2014, 46, 131–140. [Google Scholar] [CrossRef]
- Wu, Z.; Bei, H.; Pharr, G.M.; George, E.P. Temperature dependence of the mechanical properties of equiatomic solid solution alloys with face-centered cubic crystal structures. Acta Mater. 2014, 81, 428–441. [Google Scholar] [CrossRef]
- Laplanche, G.; Kostka, A.; Reinhart, C.; Hunfeld, J.; Eggeler, G.; George, E.P. Reasons for the superior mechanical properties of medium-entropy CrCoNi compared to high-entropy CrMnFeCoNi. Acta Mater. 2017, 128, 292–303. [Google Scholar] [CrossRef]
- Liu, X.; Laplanche, G.; Kostka, A.; Fries, S.; Pfetzing-Micklich, J.; Liu, G.; George, E. Columnar to equiaxed transition and grain refinement of cast CrCoNi medium-entropy alloy by microalloying with titanium and carbon. J. Alloy Compd. 2019, 775, 1068–1076. [Google Scholar] [CrossRef]
- Rhode, M.; Richter, T.; Schroepfer, D.; Manzoni, A.M.; Schneider, M.; Laplanche, G. Welding of high-entropy alloys and compositionally complex alloys—An overview. Weld. World 2021, 65, 1645–1659. [Google Scholar] [CrossRef]
- Lopes, J.; Oliveira, J.P. A Short Review on Welding and Joining of High Entropy Alloys. Metals 2020, 10, 212. [Google Scholar] [CrossRef] [Green Version]
- Nam, H.; Park, S.; Chun, E.-J.; Kim, H.; Na, Y.; Kang, N. Laser dissimilar weldability of cast and rolled CoCrFeMnNi high-entropy alloys for cryogenic applications. Sci. Technol. Weld. Join. 2020, 25, 127–134. [Google Scholar] [CrossRef]
- Guo, J.; Goh, M.; Zhu, Z.; Lee, X.; Nai, M.L.S.; Wei, J. On the machining of selective laser melting CoCrFeMnNi high-entropy alloy. Mater. Des. 2018, 153, 211–220. [Google Scholar] [CrossRef]
- Richter, T.; Schröpfer, D.; Rhode, M.; Börner, A. Influence of Modern Machining Processes on the Surface Integrity of High-Entropy Alloys, Symposium on Materials and Joining Technology; IOP Publishing: Bristol, UK, 2020. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Curado, T.M.; Zeng, Z.; Lopes, J.G.; Rossinyol, E.; Park, J.M.; Schell, N.; Fernandes, F.M.B.; Kim, H.S. Gas tungsten arc welding of as-rolled CrMnFeCoNi high entropy alloy. Mater. Des. 2020, 189, 108505. [Google Scholar] [CrossRef]
- Nam, H.; Park, C.; Kim, C.; Kim, H.; Kang, N. Effect of post weld heat treatment on weldability of high entropy alloy welds. Sci. Technol. Weld. Join. 2018, 23, 420–427. [Google Scholar] [CrossRef]
- Martin, A.C.; Fink, C. Initial weldability study on Al0.5CrCoCu0.1FeNi high-entropy alloy. Weld. World 2019, 63, 739–750. [Google Scholar] [CrossRef]
- Martin, A.C.; Oliveira, J.P.; Fink, C. Elemental Effects on Weld Cracking Susceptibility in AlxCoCrCuyFeNi High-Entropy Alloy. Met. Mater. Trans. A 2019, 51, 778–787. [Google Scholar] [CrossRef]
- Laplanche, G.; Gadaud, P.; Bärsch, C.; Demtröder, K.; Reinhart, C.; Schreuer, J.; George, E. Elastic moduli and thermal expansion coefficients of medium-entropy subsystems of the CrMnFeCoNi high-entropy alloy. J. Alloy Compd. 2018, 746, 244–255. [Google Scholar] [CrossRef]
- Laplanche, G.; Horst, O.; Otto, F.; Eggeler, G.; George, E. Microstructural evolution of a CoCrFeMnNi high-entropy alloy after swaging and annealing. J. Alloy Compd. 2015, 647, 548–557. [Google Scholar] [CrossRef]
- Richter, T.; Schroepfer, D.; Rhode, M.; Boerner, A.; Neumann, R.S.; Schneider, M.; Laplanche, G. Influence of machining on the surface integrity of high- and medium-entropy alloys. Mater. Chem. Phys. 2022, 275, 125271. [Google Scholar] [CrossRef]
- Schneider, M.; Werner, F.; Langenkämper, D.; Reinhart, C.; Laplanche, G. Effect of Temperature and Texture on Hall–Petch Strengthening by Grain and Annealing Twin Boundaries in the MnFeNi Medium-Entropy Alloy. Metals 2019, 9, 84. [Google Scholar] [CrossRef] [Green Version]
- Schneider, M.; George, E.P.; Manescau, T.J.; Záležák, T.; Hunfeld, J.; Dlouhý, A.; Eggeler, G.; Laplanche, G. Analysis of strengthening due to grain boundaries and annealing twin boundaries in the CrCoNi medium-entropy alloy. Int. J. Plast. 2020, 124, 155–169. [Google Scholar] [CrossRef]
- Metallische Werkstoffe–Härteprüfung nach Vickers–Teil 1: Prüfverfahren (ISO 6507-1:2018); Beuth Verlag GmbH: Berlin, Germany, 2018.
- Laplanche, G.; Volkert, U.F.; Eggeler, G.; George, E. Oxidation Behavior of the CrMnFeCoNi High-Entropy Alloy. Oxid. Met. 2016, 85, 629–645. [Google Scholar] [CrossRef]
- DIN. DIN EN ISO 17636-1:2013-05: Zerstörungsfreie Prüfung von Schweißverbindungen-Durchstrahlungsprüfung-Teil 1: Röntgen- und Gammastrahlungstechniken mit Filmen; Beuth Publishing DIN: Berlin, Germany, 2013. [Google Scholar]
- Feldkamp, L.A.; Davis, L.C.; Kress, J.W. Practical Cone-Beam Algorithm. J. Opt. Soc. Am. A 1984, 1, 612–619. [Google Scholar] [CrossRef] [Green Version]
- Springer Handbook of Mechanical Engineering; Springer Nature Switzerland AG: Cham, Switzerland, 2021.
- Böllinghaus, T.; Herold, H.; Cross, C.E.; Lippold, J.C. Hot Cracking Phenomena in Welds II; Springer: Berlin/Heidelberg, Germany, 2008. [Google Scholar]
- Kim, Y.G.; Kim, I.J.; Kim, J.S.; Chung, Y.I.; Choi, D.Y. Evaluation of Surface Crack in Resistance Spot Welds of Zn-Coated Steel. Mater. Trans. 2014, 55, 171–175. [Google Scholar] [CrossRef] [Green Version]
- Murugan, S.P.; Jeon, J.B.; Ji, C.; Park, Y.-D. Liquid zinc penetration induced intergranular brittle cracking in resistance spot welding of galvannealed advanced high strength steel. Weld. World 2020, 64, 1957–1969. [Google Scholar] [CrossRef]
- Otto, F.; Dlouhý, A.; Somsen, C.; Bei, H.; Eggeler, G.; George, E.P. The influences of temperature and microstructure on the tensile properties of a CoCrFeMnNi high-entropy alloy. Acta Mater. 2013, 61, 5743–5755. [Google Scholar] [CrossRef] [Green Version]
- Zhao, Y.; Lee, D.-H.; Seok, M.-Y.; Lee, J.-A.; Phaniraj, M.; Suh, J.-Y.; Ha, H.-Y.; Kim, J.-Y.; Ramamurty, U.; Jang, J.-I. Resistance of CoCrFeMnNi high-entropy alloy to gaseous hydrogen embrittlement. Scr. Mater. 2017, 135, 54–58. [Google Scholar] [CrossRef]
- Hornbogen, E.; Warlimont, H.; Skrotzki, B. Metalle; Springer-Verlag GmbH Deutschland: Berlin, Germany, 2019. [Google Scholar]
- Korobenko, V.N.; Savvatimski, A.I. The electrical resistance and enthalpy of industrial alloys based on nickel and copper. J. Non-Cryst. Solids 1996, 207, 678–682. [Google Scholar] [CrossRef]
- Chen, B.-R.; Yeh, A.-C.; Yeh, J.-W. Effect of one-step recrystallization on the grain boundary evolution of CoCrFeMnNi high entropy alloy and its subsystems. Sci. Rep. 2016, 6, 22306. [Google Scholar] [CrossRef] [Green Version]
- Mahmud, K.; Murugan, S.P.; Cho, Y.; Ji, C.; Nam, D.; Park, Y.-D. Geometrical degradation of electrode and liquid metal embrittlement cracking in resistance spot welding. J. Manuf. Process. 2021, 61, 334–348. [Google Scholar] [CrossRef]
- Savage, W.F.; Nippes, E.F.; Mushala, M.C. Copper-Contamination Cracking in the Weld Heat-Affected Zone. Weld. Res. Suppl. 1978, 5, 145–152. [Google Scholar]
- Savage, W.F.; Nippes, E.F.; Mushala, M.C. Liquid-Metal Embrittlement of the Heat-Affected Zone by Copper Contamination The mechanism responsible for copper-contamination hot cracking in the weld heat-affected zone is identified as liquidmetal embrittlement. Weld. Res. Suppl. 1978, 8, 237–245. [Google Scholar]
- Fink, C.; Zinke, M.; Jüttner, S. An investigation of ductility-dip cracking in the base metal heat-affected zone of wrought nickel base alloys—part II: Correlation of PVR and STF results. Weld. World 2016, 60, 951–961. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| at. % | Co | Cr | Fe | Mn | Ni | HV0.5 |
|---|---|---|---|---|---|---|
| HEA | 19.7 | 20.7 | 19.7 | 20.1 | 19.9 | 130 ± 3 |
| MEA | 33.0 | 34.3 | - | - | 32.7 | 187 ± 6 |
| Basic Current | Peak Current | Arc Voltage | Shielding Gas |
| 35 A | 90 A | 10 V | I1-Ar |
| Pulse frequency | Welding speed | Heat input | Root shielding gas |
| 4 Hz | 300 mm/min | 0.133 kJ/mm | R1-ArH-7.5 |
| Composition in at. % | ||||||||
|---|---|---|---|---|---|---|---|---|
| Materials/ Surface Preparation | Co | Cr | Fe | Mn | Ni | Cu | Zn | |
| CoCrFeMnNi | Machined by EDM (a) | 11.4 | 13.2 | 13.8 | 14.9 | 9.9 | 24.8 | 12.1 |
| Ground (b) | 20.2 | 20.1 | 20.4 | 20.0 | 19.3 | - | - | |
| CoCrNi | Machined by EDM (c) | 19.5 | 22.5 | - | - | 17.9 | 29.8 | 10.3 |
| Ground (d) | 33.7 | 34.1 | - | - | 32.2 | - | - | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Richter, T.; Giese, M.; Rhode, M.; Schroepfer, D.; Michael, T.; Fritsch, T. Influence of Surface Preparation on Cracking Phenomena in TIG-Welded High and Medium Entropy Alloys. J. Manuf. Mater. Process. 2022, 6, 5. https://doi.org/10.3390/jmmp6010005
Richter T, Giese M, Rhode M, Schroepfer D, Michael T, Fritsch T. Influence of Surface Preparation on Cracking Phenomena in TIG-Welded High and Medium Entropy Alloys. Journal of Manufacturing and Materials Processing. 2022; 6(1):5. https://doi.org/10.3390/jmmp6010005
Chicago/Turabian StyleRichter, Tim, Marcel Giese, Michael Rhode, Dirk Schroepfer, Thomas Michael, and Tobias Fritsch. 2022. "Influence of Surface Preparation on Cracking Phenomena in TIG-Welded High and Medium Entropy Alloys" Journal of Manufacturing and Materials Processing 6, no. 1: 5. https://doi.org/10.3390/jmmp6010005
APA StyleRichter, T., Giese, M., Rhode, M., Schroepfer, D., Michael, T., & Fritsch, T. (2022). Influence of Surface Preparation on Cracking Phenomena in TIG-Welded High and Medium Entropy Alloys. Journal of Manufacturing and Materials Processing, 6(1), 5. https://doi.org/10.3390/jmmp6010005