
A Novel Approach for Real-Time Quality Monitoring in Machining of Aerospace Alloy through Acoustic Emission Signal Transformation for DNN



Abstract
:1. Introduction
2. Materials and Methods
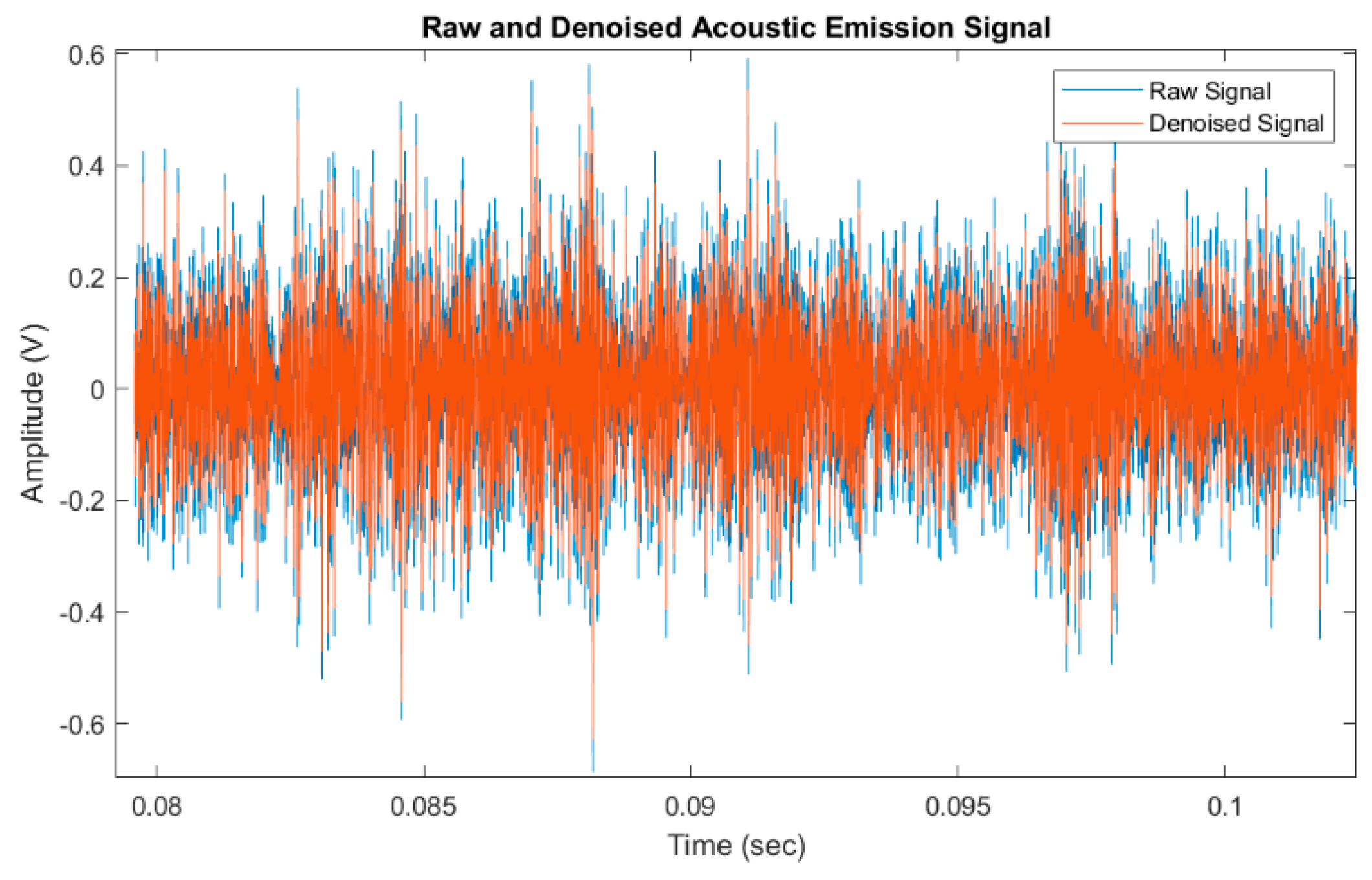
2.1. Acoustic Emission Signal Denoising
2.2. Continuous Wavelet Transform (CWT)
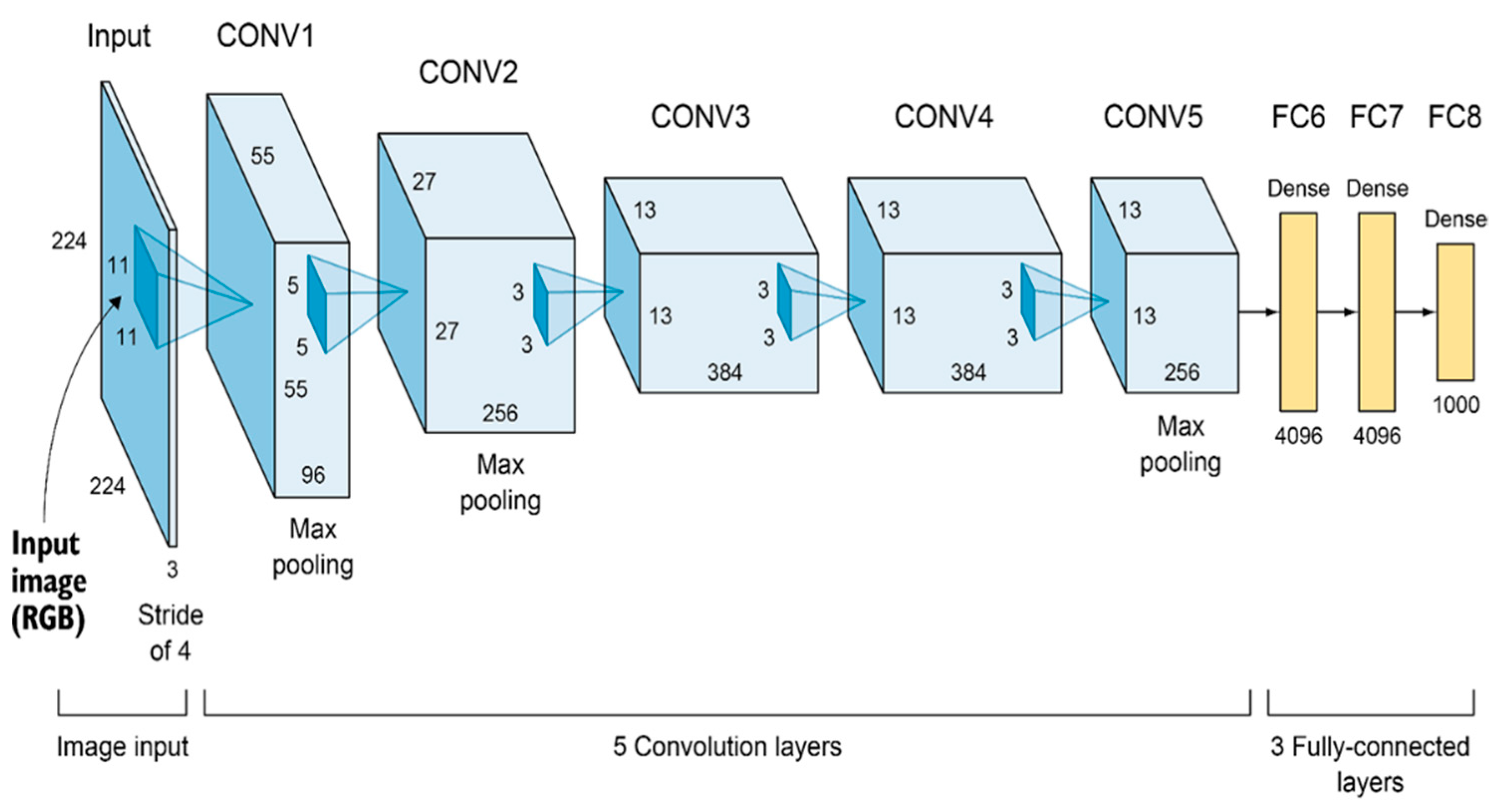
2.3. Convolutional Neural Network
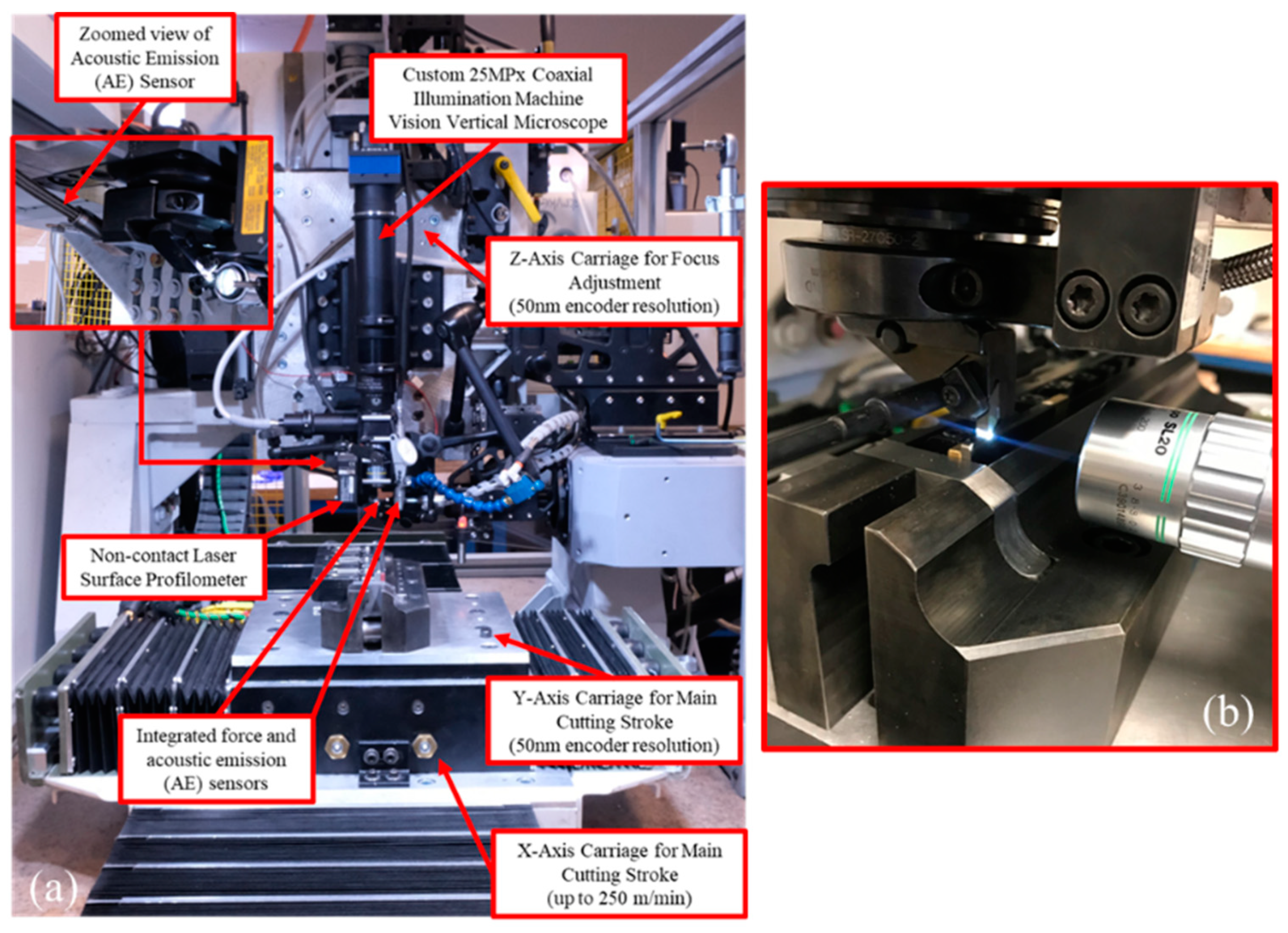
2.4. Experimental Setup
3. Results and Discussion
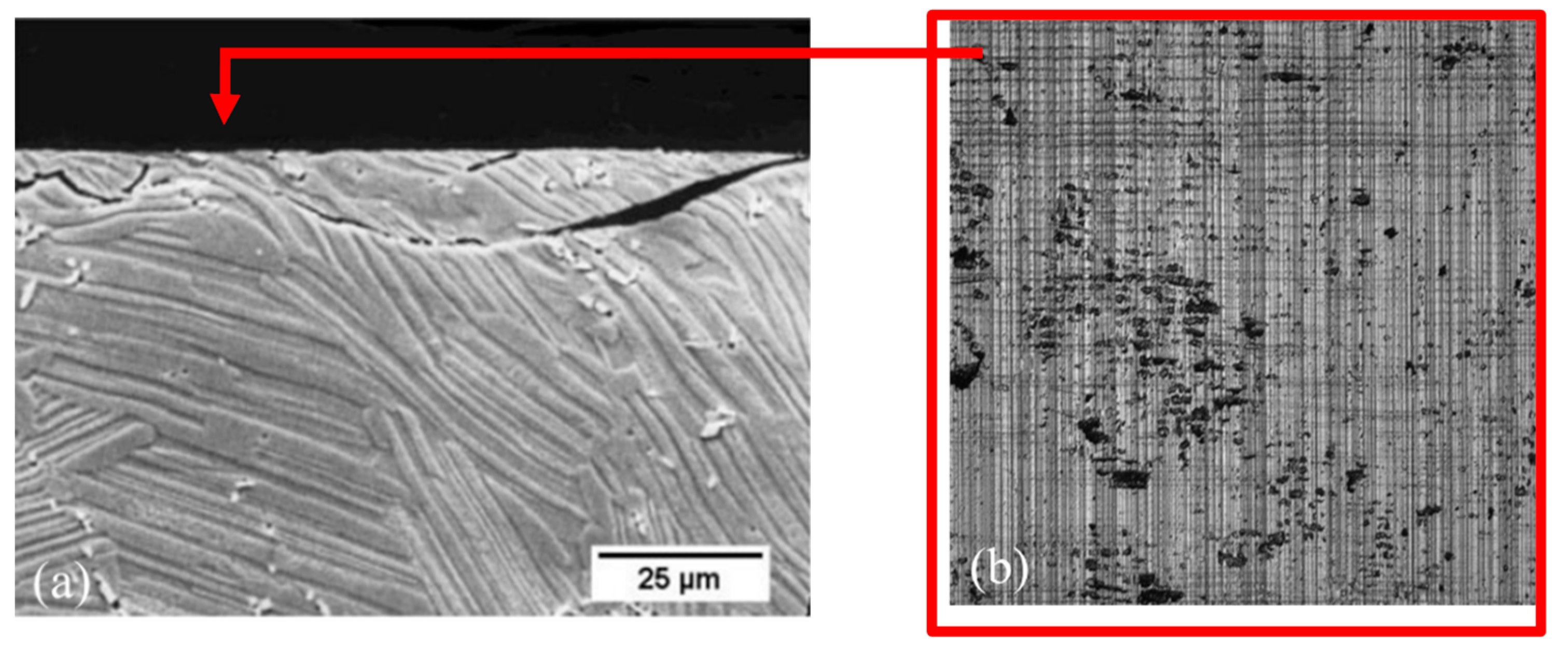
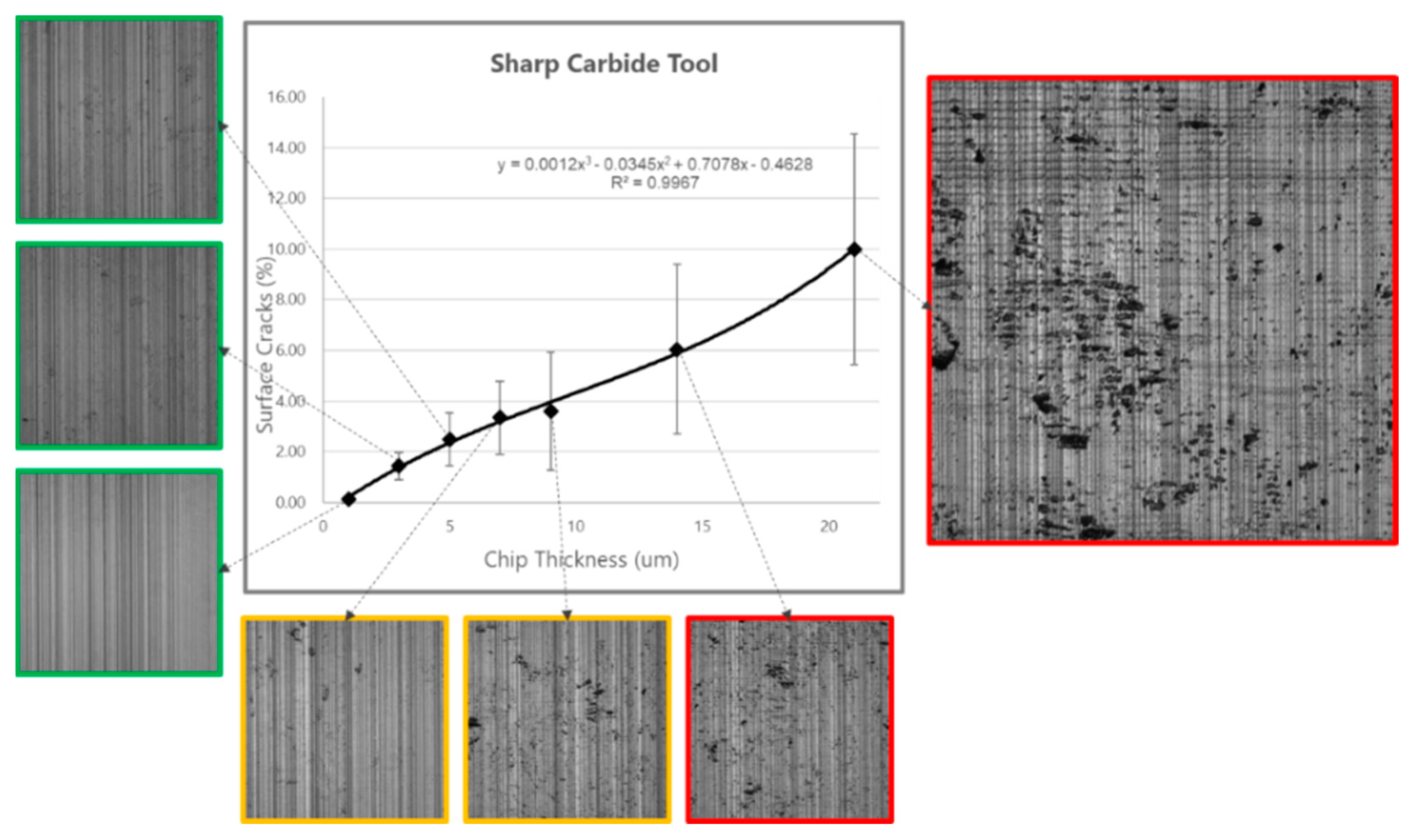
3.1. Surface Crack Evaluation
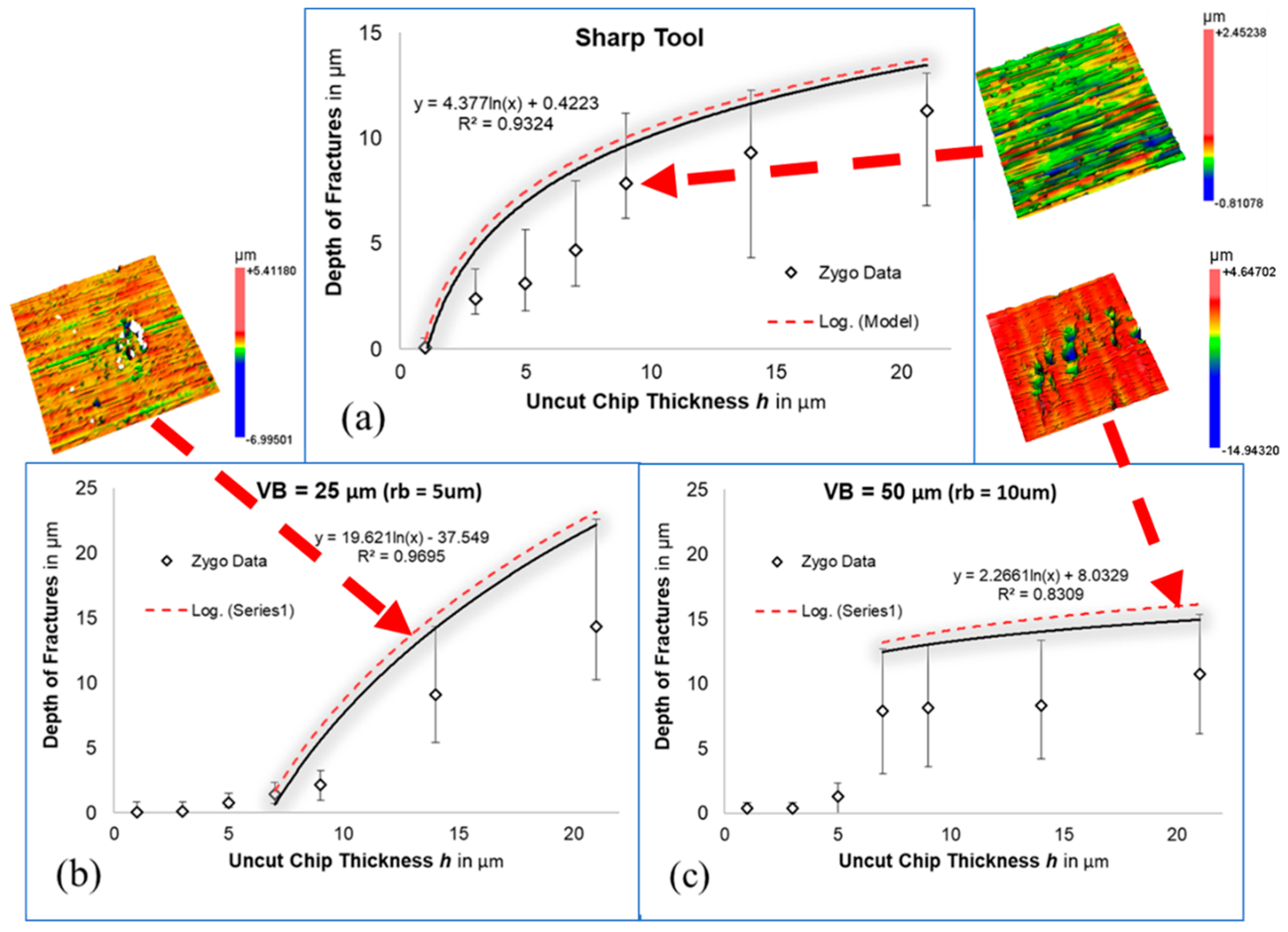
3.2. Surface Crack Percentage and Depth Evaluation
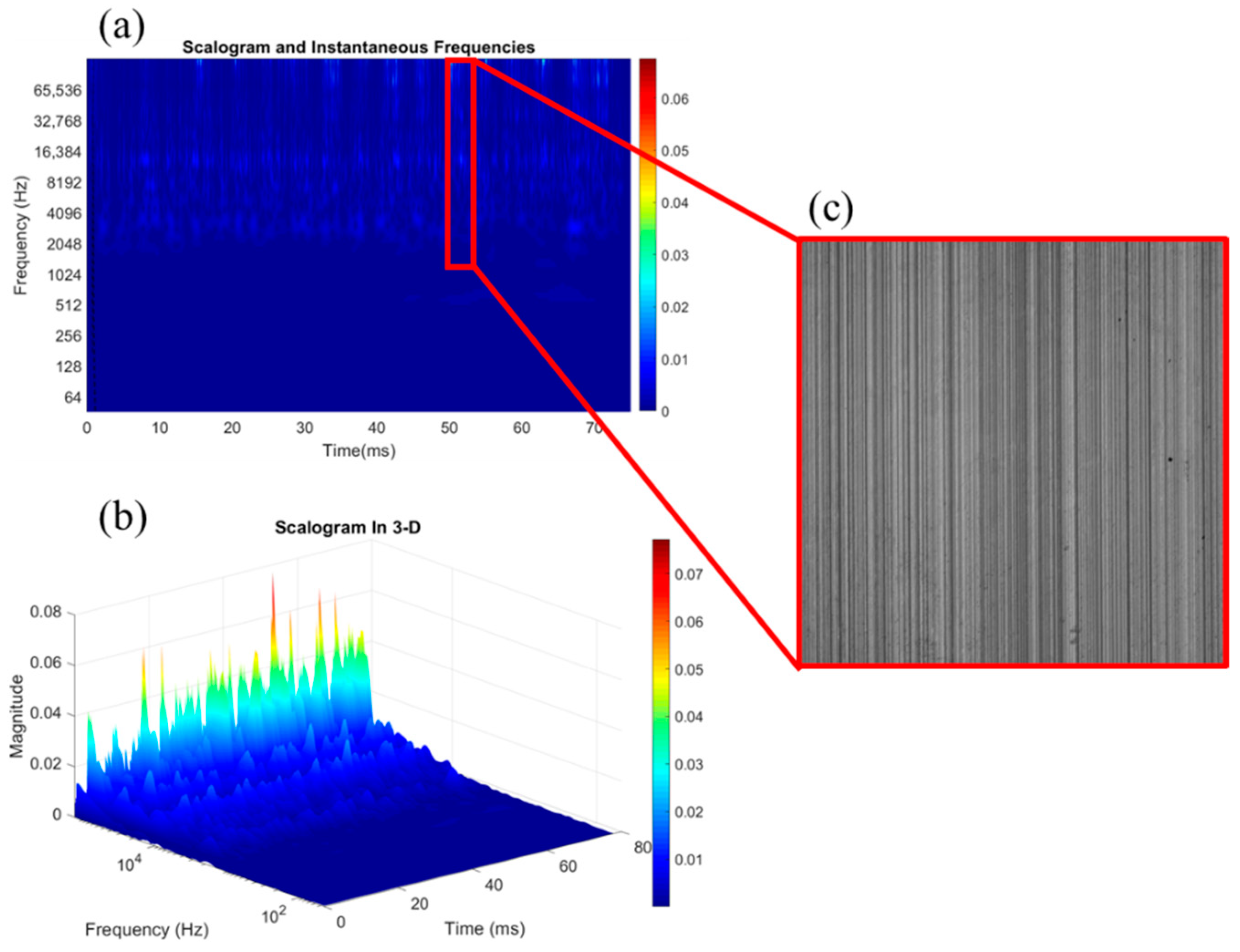
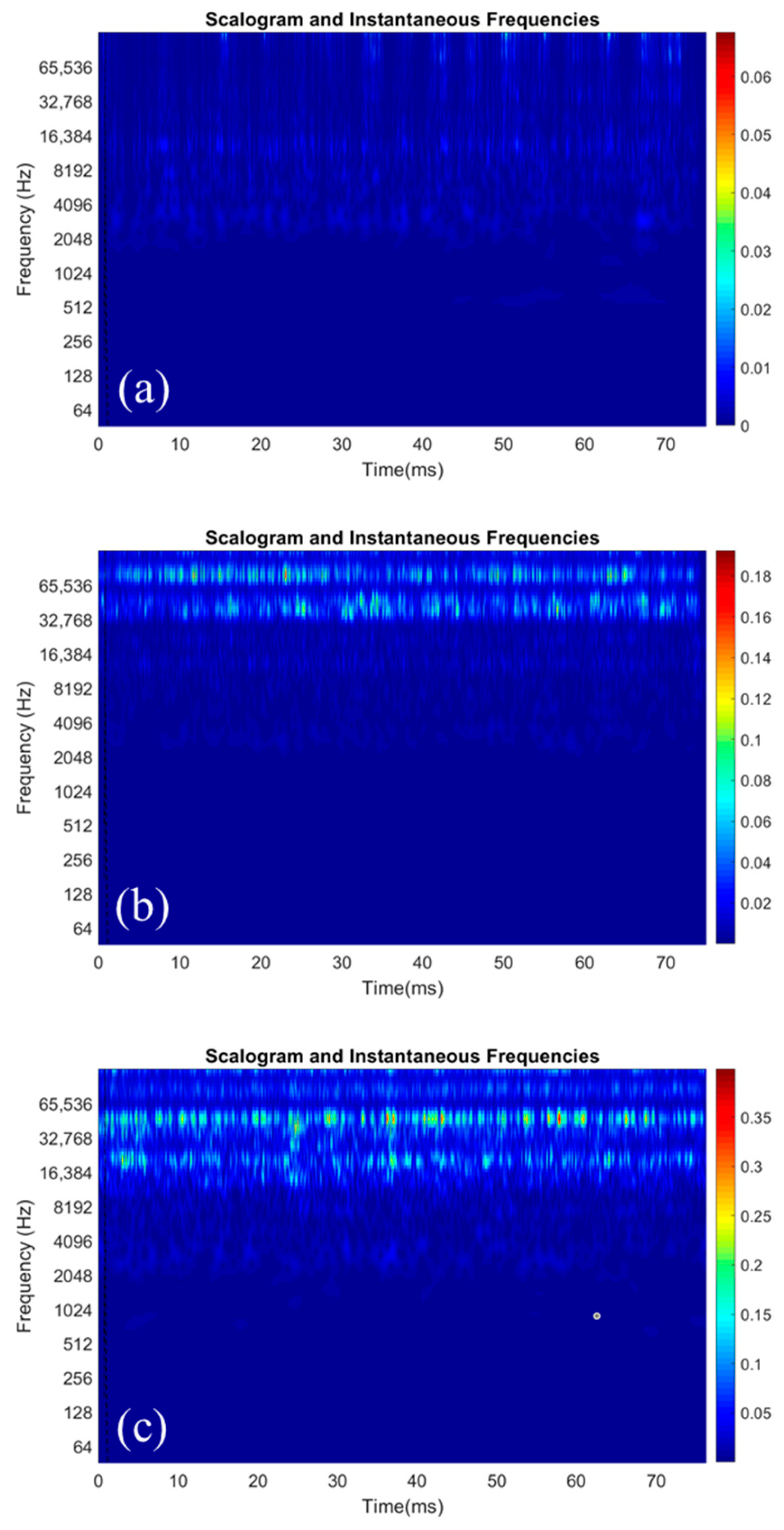
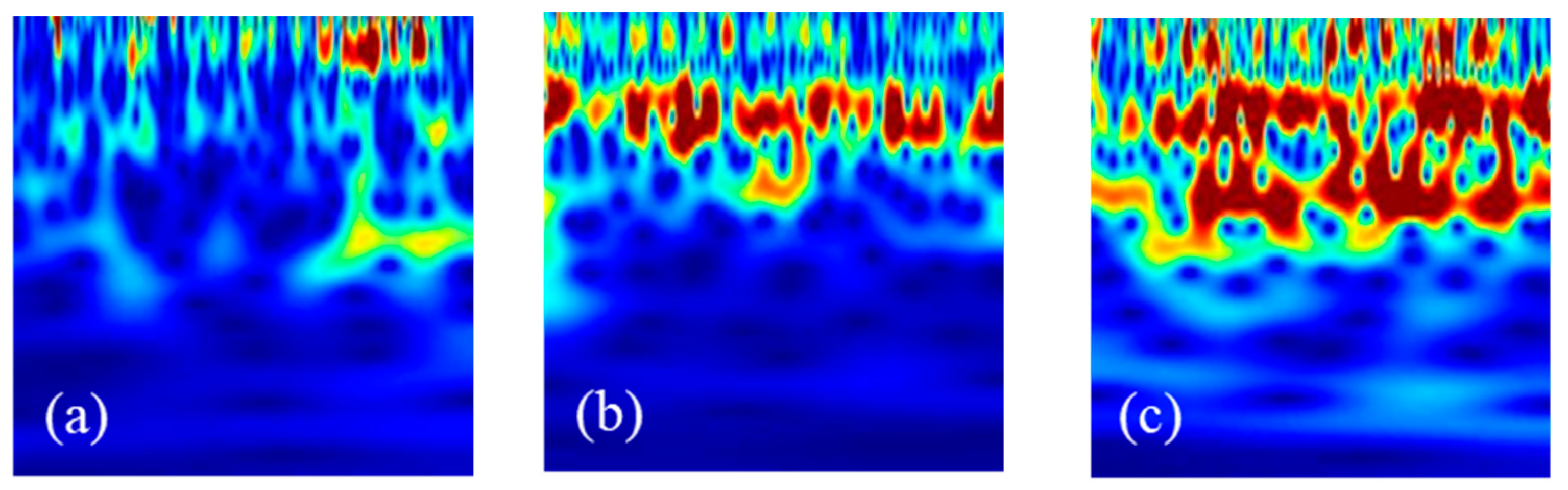
3.3. Scalogram Generation and Analysis
3.4. CNN for Fracture Detection (Feature Extraction and Classification)
4. Conclusions
- The CNN model developed in this work successfully classified the cutting mode of titanium aluminide into three different quality categories: good, marginal, and poor quality, created using the crack depth information.
- A total of 42 AE signals of 80 ms each were generated from 7 different depths of cut (1, 3, 5, 7, 9, 14, 21 µm). These AE signals were then segmented into a sequence of 40 signals with 2 ms each and converted to scalograms of 227 × 227 pixels. These images were passed to the CNN algorithm and split using a ratio of 60:20:20 for the training, evaluation, and testing datasets, respectively.
- The results show that the scalogram-CNN model achieved a state-of-the-art accuracy. Additionally, the segmented scalogram and transfer learning approach provide flexibility to the amount of data needed for adequate model training and validation.
- Ultimately, the wear condition during titanium aluminide machining can be estimated with acoustic emission and machine learning integration, with a predictive accuracy of 80.83%.
Author Contributions
Funding
Conflicts of Interest
References
- Bewlay, B.P.; Nag, S.; Suzuki, A.; Weimer, M.J. TiAl alloys in commercial aircraft engines. Mater. High Temp. 2016, 33, 549–559. [Google Scholar] [CrossRef]
- Appel, F.; Brossmann, U.; Christoph, U.; Eggert, S.; Janschek, P.; Lorenz, U.; Müllauer, J.; Oehring, M.; Paul, J.D.H. Recent progress in the development of gamma titanium aluminide alloys. Adv. Eng. Mater. 2000, 2, 699–720. [Google Scholar] [CrossRef]
- Kim, Y.-W. Intermetallic alloys based on gamma titanium aluminide. JOM 1989, 41, 24–30. [Google Scholar] [CrossRef]
- Clemens, H.; Mayer, S. Intermetallic titanium aluminides in aerospace applications–processing, microstructure and properties. Mater. High Temp. 2016, 33, 560–570. [Google Scholar] [CrossRef]
- Noda, T. Application of cast gamma TiAl for automobiles. Intermetallics 1998, 6, 709–713. [Google Scholar] [CrossRef]
- Biamino, S.; Klöden, B.; Weißgärber, T.; Kieback, B.; Ackelid, U. Properties of a TiAl turbocharger wheel produced by electron beam melting. In Proceedings of the Fraunhofer Direct Digital Manufacturing Conference DDMC, Berlin, Germany, 12–13 March 2014; pp. 1–4. [Google Scholar]
- Clemens, H.; Mayer, S. Development status, applications and perspectives of advanced intermetallic titanium aluminides. In Materials Science Forum; Trans Tech Publ: Freienbach, Switzerland, 2014; pp. 15–20. [Google Scholar]
- Chen, Y.Y.; Chen, Y.F.; Kong, F.T.; Xiao, S.L. Fabrication and processing of gamma titanium aluminides-a review. In Materials Science Forum; Trans Tech Publ: Freienbach, Switzerland, 2010; pp. 1281–1287. [Google Scholar]
- Kolahdouz, S.; Hadi, M.; Arezoo, B.; Zamani, S. Investigation of surface integrity in high speed milling of gamma titanium aluminide under dry and minimum quantity lubricant conditions. Procedia CIRP 2015, 26, 367–372. [Google Scholar] [CrossRef] [Green Version]
- Bentley, S.; Mantle, A.; Aspinwall, D. The effect of machining on the fatigue strength of a gamma titanium aluminide intertmetallic alloy. Intermetallics 1999, 7, 967–969. [Google Scholar] [CrossRef]
- Priarone, P.C.; Klocke, F.; Faga, M.G.; Lung, D.; Settineri, L. Tool life and surface integrity when turning titanium aluminides with PCD tools under conventional wet cutting and cryogenic cooling. Int. J. Adv. Manuf. Technol. 2016, 85, 807–816. [Google Scholar] [CrossRef]
- Radkowski, G.; Sep, J. Surface quality of a milled gamma titanium aluminide for aeronautical applications. Manag. Prod. Eng. Rev. 2014, 5, 60–65. [Google Scholar]
- Priarone, P.C.; Rizzuti, S.; Settineri, L.; Vergnano, G. Effects of cutting angle, edge preparation, and nano-structured coating on milling performance of a gamma titanium aluminide. J. Mater. Process. Technol. 2012, 212, 2619–2628. [Google Scholar] [CrossRef] [Green Version]
- Aspinwall, D.K.; Dewes, R.C.; Mantle, A.L. The machining of γ-TiAI intermetallic alloys. CIRP Ann. 2005, 54, 99–104. [Google Scholar] [CrossRef]
- Weinert, K.; Bergmann, S.; Kempmann, C. Machining Sequence to Manufacture a γ-TiAl-Conrod for Application in Combustion Engines. Adv. Eng. Mater. 2006, 8, 41–47. [Google Scholar] [CrossRef]
- Beranoagirre, A.; Olvera, D.; De Lacalle, L.L. Milling of gamma titanium–aluminum alloys. Int. J. Adv. Manuf. Technol. 2012, 62, 83–88. [Google Scholar] [CrossRef]
- Aspinwall, D.K.; Mantle, A.L.; Chan, W.K.; Hood, R.; Soo, S.L. Cutting temperatures when ball nose end milling γ-TiAl intermetallic alloys. CIRP Ann. 2013, 62, 75–78. [Google Scholar] [CrossRef] [Green Version]
- Priarone, P.C.; Rizzuti, S.; Rotella, G.; Settineri, L. Tool wear and surface quality in milling of a gamma-TiAl intermetallic. Int. J. Adv. Manuf. Technol. 2012, 61, 25–33. [Google Scholar] [CrossRef] [Green Version]
- Zhang, W.J.; Reddy, B.V.; Deevi, S.C. Physical properties of TiAl-base alloys. Scr. Mater. 2001, 45, 645–651. [Google Scholar] [CrossRef]
- Gnanamoorthy, R.; Mutoh, Y.; Mizuhara, Y. Fatigue crack growth behavior of equiaxed, duplex and lamellar microstructure γ-base titanium aluminides. Intermetallics 1996, 4, 525–532. [Google Scholar] [CrossRef]
- Gnanamoorthy, R.; Mutoh, Y.; Masahashi, N.; Mizuhara, Y. Fracture properties of γ-base TiAl alloys with lamellar microstructure at room temperature. Mater. Sci. Eng. A 1994, 184, 37–44. [Google Scholar] [CrossRef]
- Mantle, A.; Aspinwall, D. Surface integrity and fatigue life of turned gamma titanium aluminide. J. Mater. Process. Technol. 1997, 72, 413–420. [Google Scholar] [CrossRef]
- Sharman, A.; Aspinwall, D.; Dewes, R.; Clifton, D.; Bowen, P. The effects of machined workpiece surface integrity on the fatigue life of γ-titanium aluminide. Int. J. Mach. Tools Manuf. 2001, 41, 1681–1685. [Google Scholar] [CrossRef]
- Adeniji, D.; Schoop, J. In-situ Calibrated Digital Process Twin Models For Resource Efficient Manufacturing. J. Manuf. Sci. Eng. 2021, 144, 041008. [Google Scholar] [CrossRef]
- Sharman, A.; Aspinwall, D.; Dewes, R.; Bowen, P. Workpiece surface integrity considerations when finish turning gamma titanium aluminide. Wear 2001, 249, 473–481. [Google Scholar] [CrossRef]
- Schoop, J.; Poonawala, H.A.; Adeniji, D.; Clark, B. AI-enabled Dynamic Finish Machining Optimization for Sustained Surface Integrity. Manuf. Lett. 2021, 29, 42–46. [Google Scholar] [CrossRef]
- Beranoagirre, A.; Urbikain, G.; Calleja, A.; López de Lacalle, L.N. Drilling process in γ-TiAl intermetallic alloys. Materials 2018, 11, 2379. [Google Scholar] [CrossRef] [Green Version]
- Beranoagirre, A.; de Lacalle, L.L. Grinding of gamma TiAl intermetallic alloys. Procedia Eng. 2013, 63, 489–498. [Google Scholar] [CrossRef] [Green Version]
- Beranoagirre, A.; Lopez de Lacalle, L.N. Optimising the milling of titanium aluminide alloys. Int. J. Mechatron. Manuf. Syst. 2010, 3, 425–436. [Google Scholar] [CrossRef]
- Neupane, D.; Kim, Y.; Seok, J. Bearing Fault Detection Using Scalogram and Switchable Normalization-Based CNN (SN-CNN). IEEE Access 2021, 9, 88151–88166. [Google Scholar] [CrossRef]
- Oh, D.C.; Jo, Y.U. EMG-based hand gesture classification by scale average wavelet transform and CNN. In Proceedings of the 2019 19th International Conference on Control, Automation and Systems (ICCAS), Jeju, Korea, 15–18 October 2019; pp. 533–538. [Google Scholar]
- Tran, T.; Lundgren, J. Drill Fault Diagnosis Based on the Scalogram and Mel Spectrogram of Sound Signals Using Artificial Intelligence. IEEE Access 2020, 8, 203655–203666. [Google Scholar] [CrossRef]
- Worlton, D.C. Experimental confirmation of Lamb waves at megacycle frequencies. J. Appl. Phys. 1961, 32, 967–971. [Google Scholar] [CrossRef]
- Najmi, A.-H.; Sadowsky, J. The continuous wavelet transform and variable resolution time-frequency analysis. Johns Hopkins APL Tech. Dig. 1997, 18, 134–140. [Google Scholar]
- Fu, Y.; Zhang, Y.; Gao, Y.; Gao, H.; Mao, T.; Zhou, H.; Li, D. Machining vibration states monitoring based on image representation using convolutional neural networks. Eng. Appl. Artif. Intell. 2017, 65, 240–251. [Google Scholar] [CrossRef]
- Schoop, J.; Adeniji, D.; Brown, I. Computationally efficient, multi-domain hybrid modeling of surface integrity in machining and related thermomechanical finishing processes. Procedia CIRP 2019, 82, 356–361. [Google Scholar] [CrossRef]
- Schoop, J. Testbed Device for Use in Predictive Modelling of Manufacturing Processes. U.S. Patent Application No. 16/856,533, 29 October 2020. [Google Scholar]
- Schoop, J.M. High Speed Multi-Axis Machine Tool. U.S. Patent Application No. 16/798,007, 27 August 2020. [Google Scholar]
- Uhlmann, E.; Herter, S.; Gerstenberger, R.; Roeder, M. Quasi-static chip formation of intermetallic titanium aluminides. Prod. Eng. 2009, 3, 261–270. [Google Scholar] [CrossRef]
- Beranoagirre, A.; Urbikain, G.; Marticorena, R.; Bustillo, A.; López de Lacalle, L.N. Sensitivity analysis of tool wear in drilling of titanium aluminides. Metals 2019, 9, 297. [Google Scholar] [CrossRef] [Green Version]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Dataset A | Dataset B | Dataset C | ||||
|---|---|---|---|---|---|---|
| Categories | Training | Testing | Training | Testing | Training | Testing |
| Good | 679 | 129 | 720 | 158 | 1035 | 332 |
| Marginal | 440 | 100 | 500 | 115 | 774 | 200 |
| Poor | 440 | 100 | 540 | 130 | 1041 | 558 |
| Dataset A | Dataset B | Dataset C | ||||
|---|---|---|---|---|---|---|
| Classifier | Accuracy (%) | F1-Score | Accuracy (%) | F1-Score | Accuracy (%) | F1-Score |
| VGG19 | 76.78 | 0.75 | 39.27 | 0.33 | 80.83 | 0.78 |
| ResNet50 | 78.64 | 0.78 | 51.64 | 0.40 | 50.92 | 0.60 |
| AlexNet | 75.00 | 0.70 | 46.25 | 0.35 | 60.52 | 0.65 |
| Labels | Good (%) | Marginal (%) | Poor (%) |
|---|---|---|---|
| Good | 93.02 | 6.98 | 0.00 |
| Marginal | 21.65 | 72.16 | 6.20 |
| Poor | 1.03 | 39.18 | 59.79 |
| Labels | Good (%) | Marginal (%) | Poor (%) |
|---|---|---|---|
| Good | 89.76 | 3.61 | 6.63 |
| Marginal | 26.00 | 62.00 | 12.00 |
| Poor | 10.75 | 6.98 | 82.26 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Adeniji, D.; Oligee, K.; Schoop, J. A Novel Approach for Real-Time Quality Monitoring in Machining of Aerospace Alloy through Acoustic Emission Signal Transformation for DNN. J. Manuf. Mater. Process. 2022, 6, 18. https://doi.org/10.3390/jmmp6010018
Adeniji D, Oligee K, Schoop J. A Novel Approach for Real-Time Quality Monitoring in Machining of Aerospace Alloy through Acoustic Emission Signal Transformation for DNN. Journal of Manufacturing and Materials Processing. 2022; 6(1):18. https://doi.org/10.3390/jmmp6010018
Chicago/Turabian StyleAdeniji, David, Kyle Oligee, and Julius Schoop. 2022. "A Novel Approach for Real-Time Quality Monitoring in Machining of Aerospace Alloy through Acoustic Emission Signal Transformation for DNN" Journal of Manufacturing and Materials Processing 6, no. 1: 18. https://doi.org/10.3390/jmmp6010018
APA StyleAdeniji, D., Oligee, K., & Schoop, J. (2022). A Novel Approach for Real-Time Quality Monitoring in Machining of Aerospace Alloy through Acoustic Emission Signal Transformation for DNN. Journal of Manufacturing and Materials Processing, 6(1), 18. https://doi.org/10.3390/jmmp6010018