Turbine Blade Tip Repair by Laser Directed Energy Deposition Additive Manufacturing Using a Rene 142–MERL 72 Powder Blend

 ,
, 

Abstract
1. Introduction
2. Materials and Methods
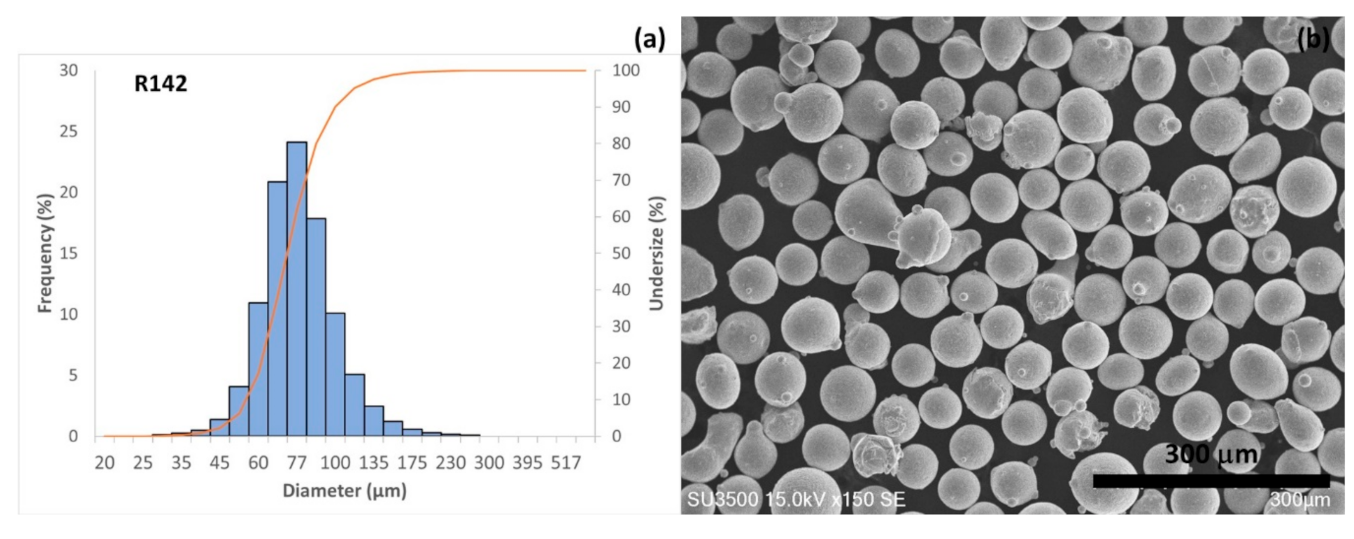
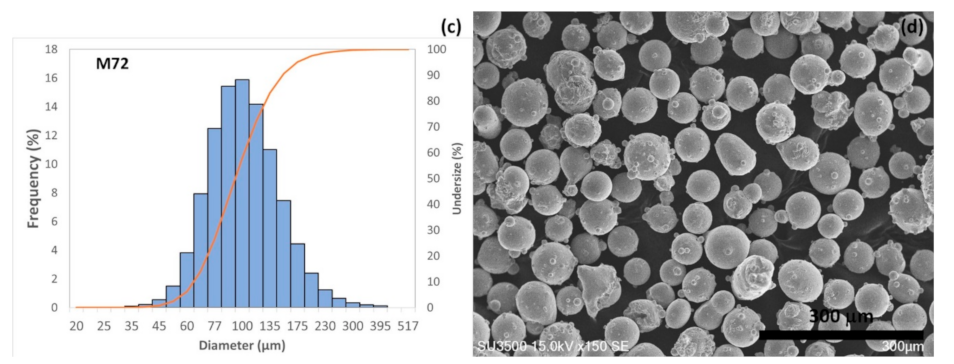
2.1. Powder Preparation and Characterization
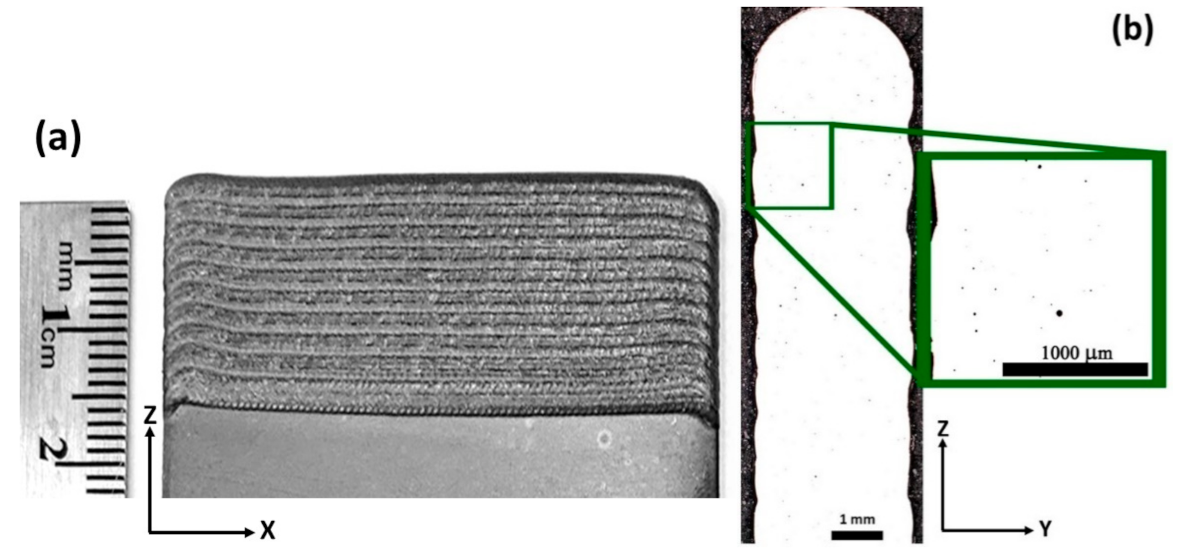
2.2. LDED Procedure
2.3. Post-Fabrication Heat Treatment
2.4. Microstructural Analysis
2.5. Mechanical Testing
2.6. Oxidation Testing
3. Results and Discussion
3.1. Powder Characterization
3.2. Compatibility of 4275M72 with LDED
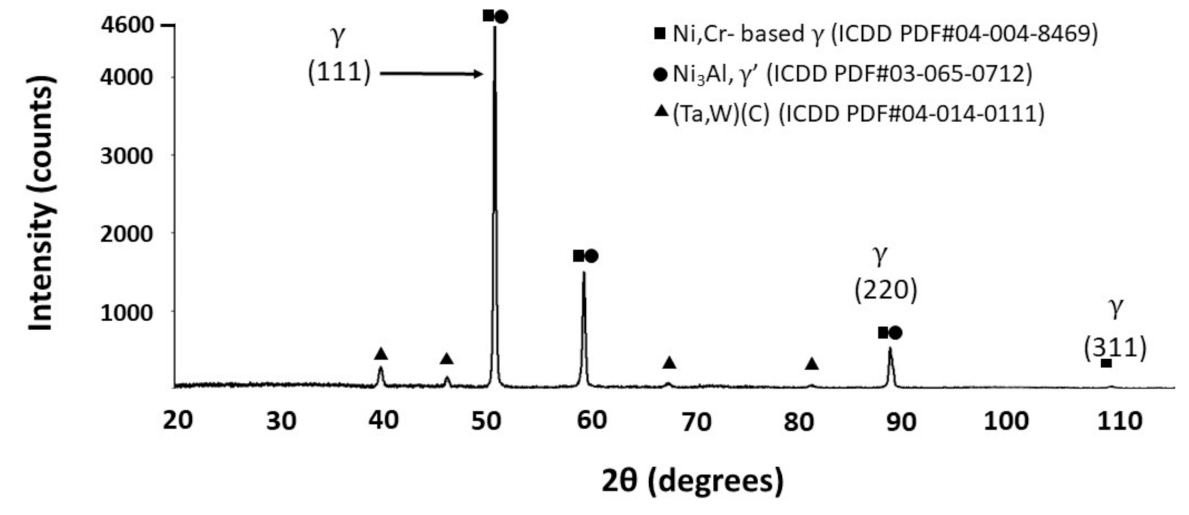
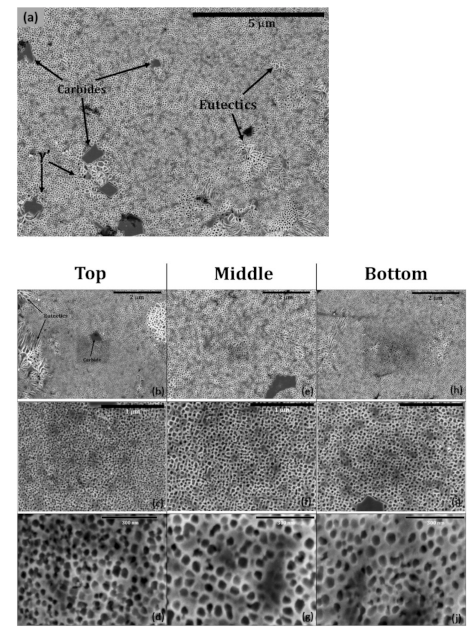
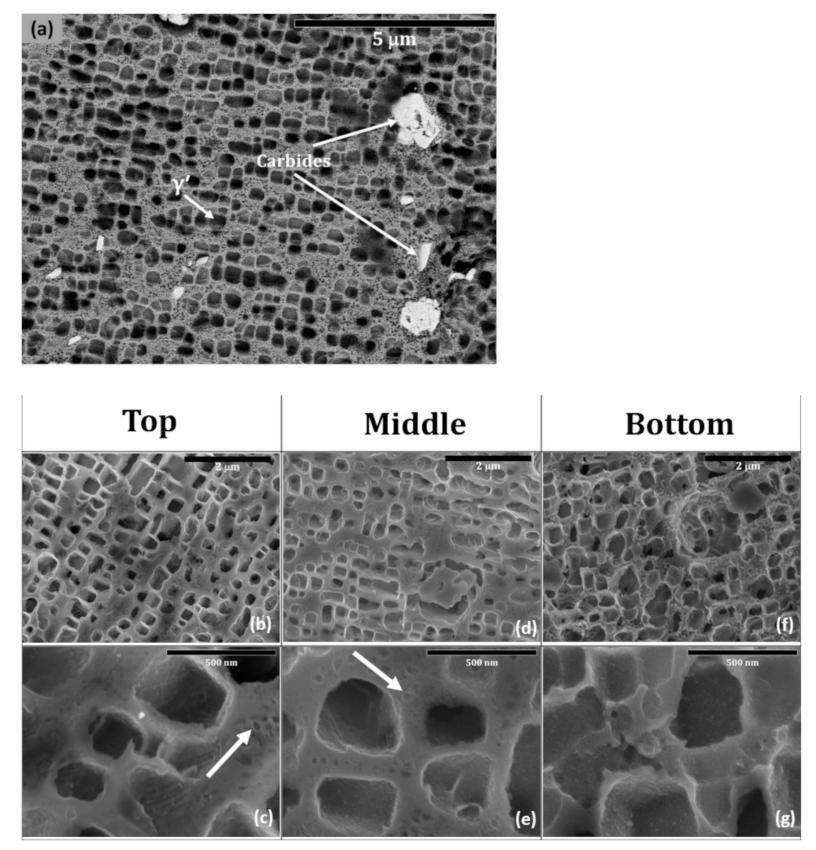
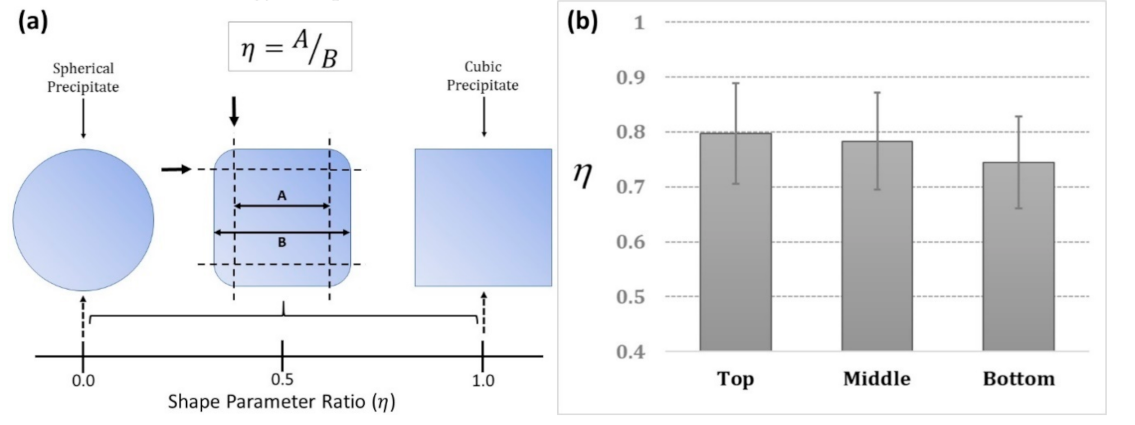
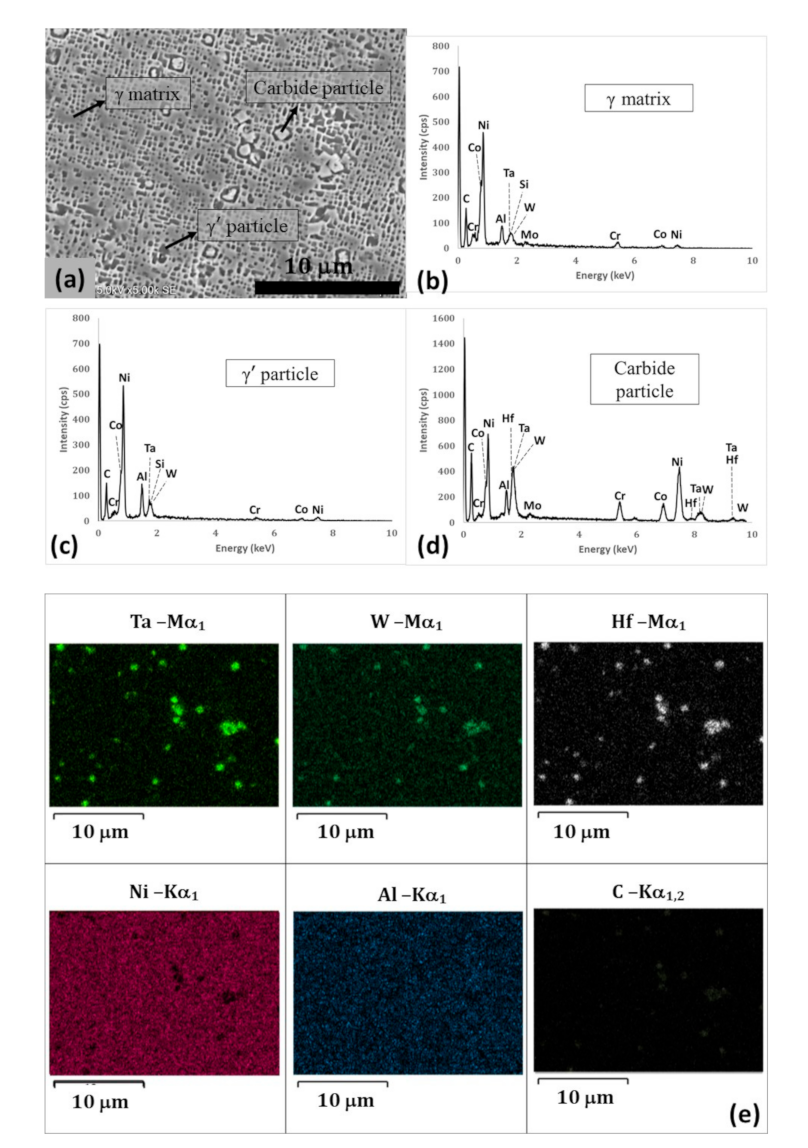
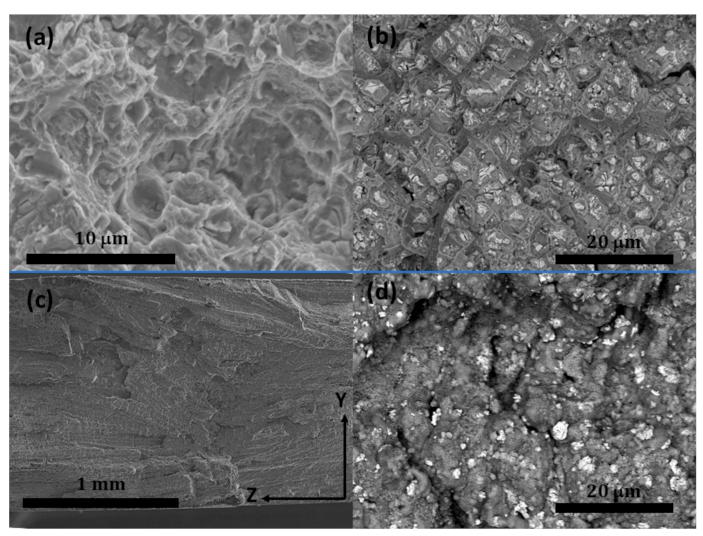
3.3. Microstructure
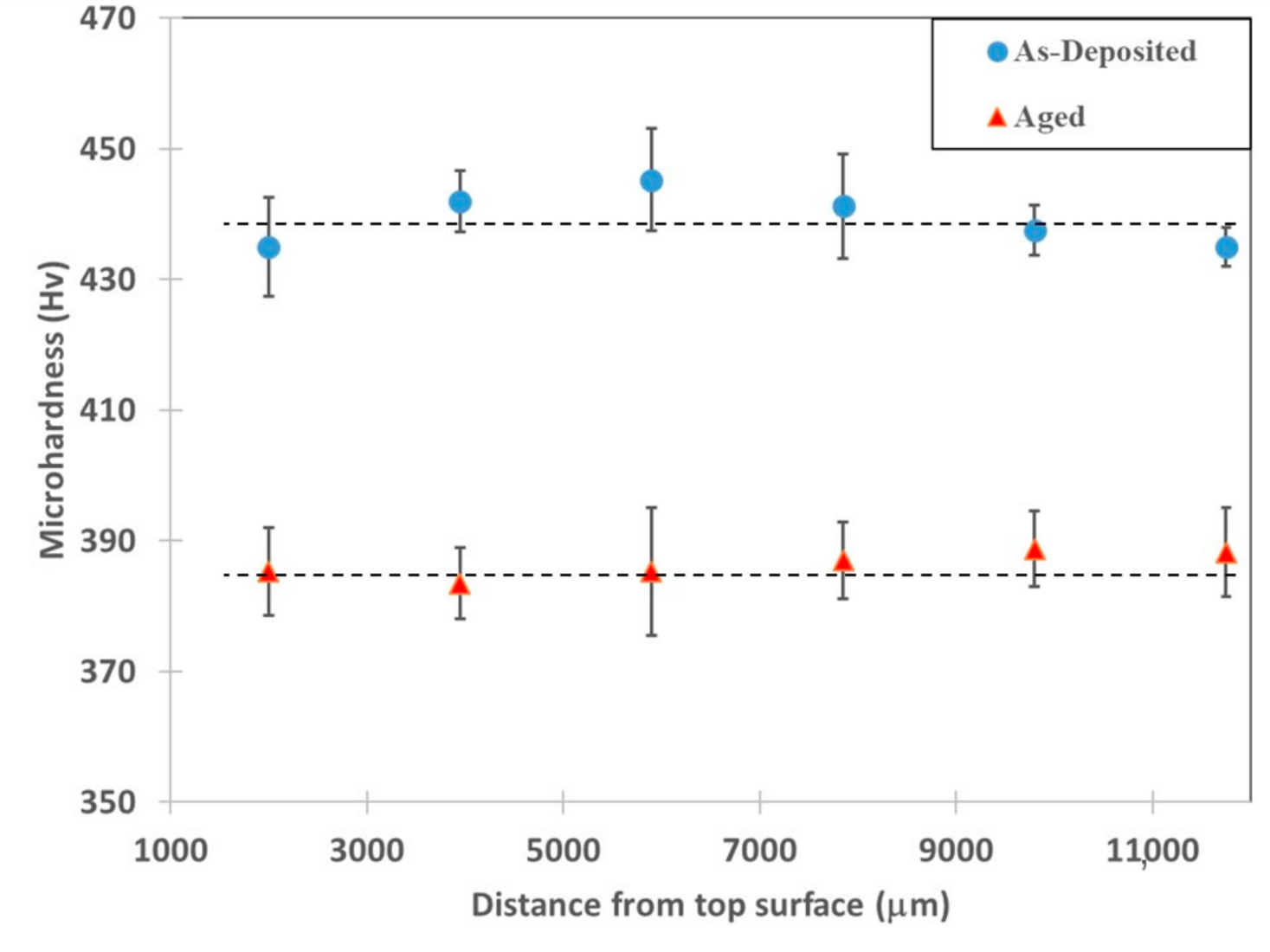
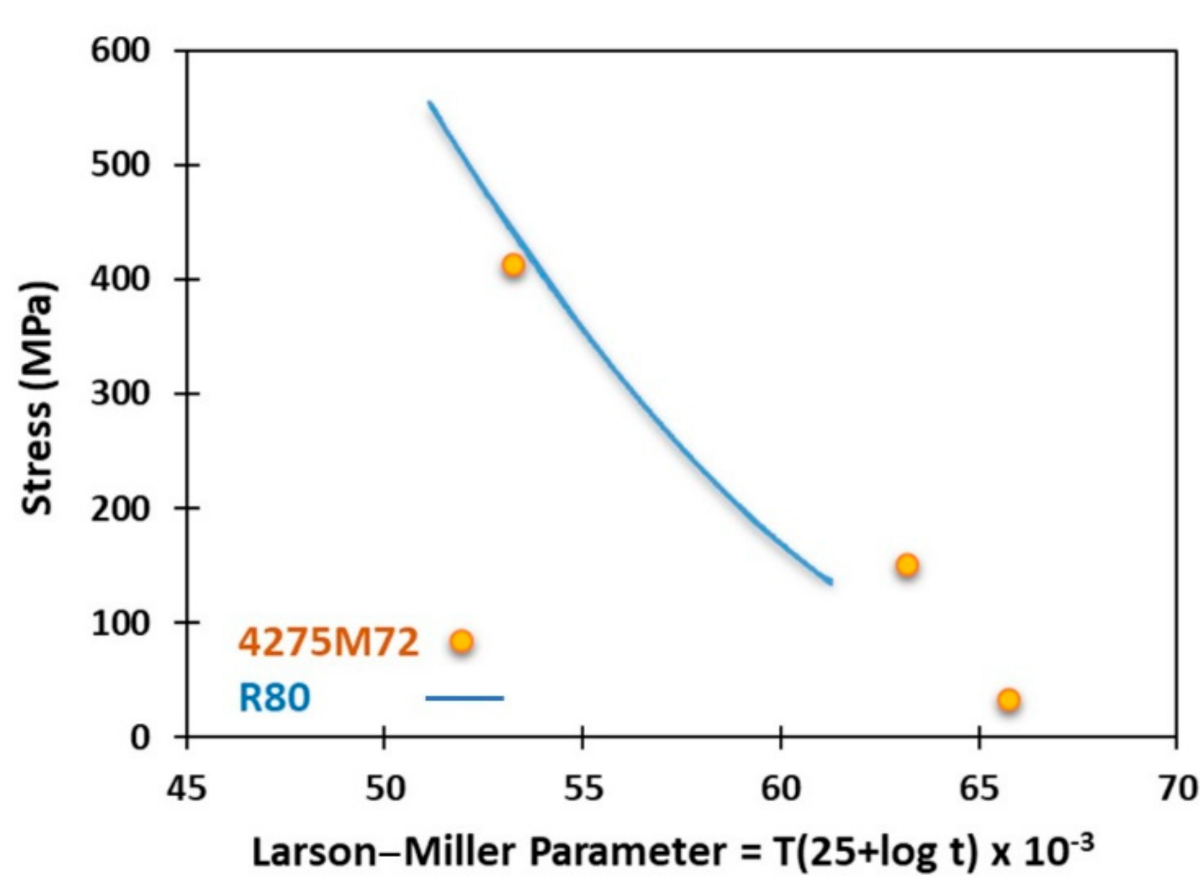
3.4. Mechanical Properties
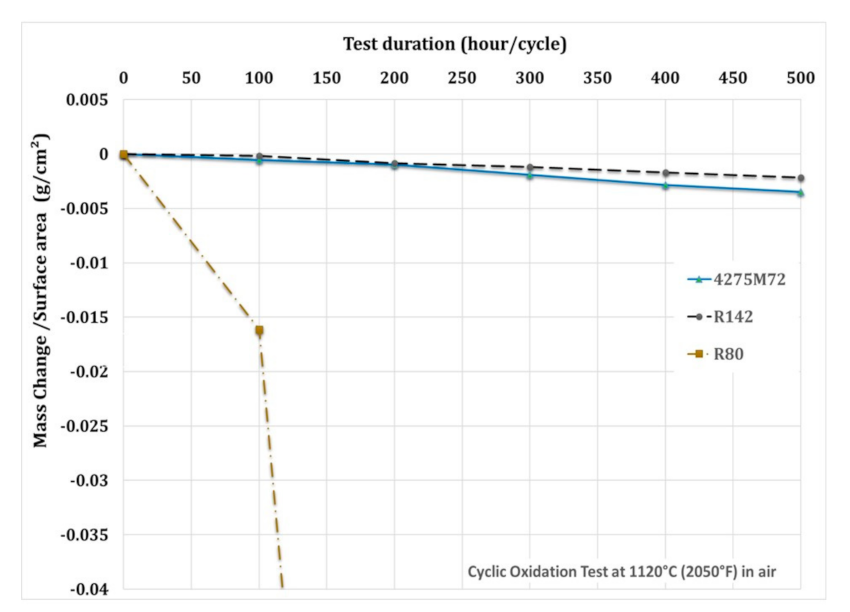
3.5. Oxidation Properties
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Pollock, T.M.; Tin, S. Nickel-based superalloys for advanced turbine engines: Chemistry, microstructure and properties. J. Propul. Power 2006, 22, 361–374. [Google Scholar] [CrossRef]
- Ross, E.W.; O’hara, K.S. Rene’142- A high strength, oxidation resistant DS turbine. Superalloys 1992, 257–265. [Google Scholar]
- Gontcharov, A.; Tian, Y.; Lowden, P.; Tollett, R.; Brochu, M. Advanced Welding Materials and Technologies for Repair of Turbine Engine Components Manufactured of High Gamma Prime Nickel Based Superalloys. In Proceedings of the ASME Turbo Expo 2018: Turbomachinery Technical Conference and Exposition, Oslo, Norway, 11–15 June 2018; American Society of Mechanical Engineers Digital Collection: New York, NY, USA, 2018. [Google Scholar]
- Anderson, T.; Dupont, J. Stray grain formation and solidification cracking susceptibility of single crystal Ni-based superalloy CMSX-4. Weld. J. 2011, 90, 27–31. [Google Scholar]
- Banerjee, K.; Richards, N.; Chaturvedi, M. Effect of filler alloys on heat-affected zone cracking in preweld heat-treated IN-738 LC gas-tungsten-arc welds. Metall. Mater. Trans. A 2005, 36, 1881–1890. [Google Scholar] [CrossRef]
- Keshavarz, M.K.; Gontcharov, A.; Lowden, P.; Brochu, M. A Comparison of Weldability, Structure, and Mechanical Properties of CM64 and Tribaloy T-800 Welds for Hard-Facing of Turbine Blades. J. Manuf. Sci. Eng. 2020, 142, 101004. [Google Scholar] [CrossRef]
- Keshavarz, M.K.; Turenne, S.; Bonakdar, A. Solidification behavior of inconel 713LC gas turbine blades during electron beam welding. J. Manuf Process. 2018, 31, 232–239. [Google Scholar] [CrossRef]
- Pallos, K. Gas. Turbine Repair Technology; GE Energy Services Technology, GE Power Systems: Atlanta, GA, USA, 2001. [Google Scholar]
- Graf, B.; Gumenyuk, A.; Rethmeier, M. Laser metal deposition as repair technology for stainless steel and titanium alloys. Phys. Procedia 2012, 39, 376–381. [Google Scholar] [CrossRef]
- Beaman, J.; Bourell, D.L.; Seepersad, C.; Kovar, D. Additive Manufacturing Review: Early Past to Current Practice. J. Manuf. Sci. Eng. 2020, 142, 110812. [Google Scholar] [CrossRef]
- Laureijs, R.E.; Roca, J.B.; Narra, S.P.; Montgomery, C.; Beuth, J.L.; Fuchs, E.R. Metal additive manufacturing: Cost competitive beyond low volumes. J. Manuf. Sci. Eng. 2017, 139, 081010. [Google Scholar] [CrossRef]
- Mudge, R.P.; Wald, N.R. Laser engineered net shaping advances additive manufacturing and repair. Weld. J. 2007, 86, 44. [Google Scholar]
- Saboori, A.; Aversa, A.; Marchese, G.; Biamino, S.; Lombardi, M.; Fino, P. Application of directed energy deposition-based additive manufacturing in repair. Appl. Sci. 2019, 9, 3316. [Google Scholar] [CrossRef]
- Gasser, A.; Backes, G.; Kelbassa, I.; Weisheit, A.; Wissenbach, K. Laser Additive Manufacturing: Laser Metal Deposition (LMD) and Selective Laser Melting (SLM) in Turbo-Engine Applications. Laser Tech. J. 2010, 7, 58–63. [Google Scholar] [CrossRef]
- Liu, R.; Wang, Z.; Sparks, T.; Liou, F.; Newkirk, J. Aerospace Applications of Laser Additive Manufacturing. In Laser Additive Manufacturing; Elsevier: Amsterdam, The Netherlands, 2017; pp. 351–371. [Google Scholar]
- Singamneni, S.; Yifan, L.; Hewitt, A.; Chalk, R.; Thomas, W. Additive manufacturing for the aircraft industry: A review. J. Aeronaut. Aerosp. Eng 2019, 8, 2. [Google Scholar] [CrossRef]
- Wilson, J.M.; Piya, C.; Shin, Y.C.; Zhao, F.; Ramani, K. Remanufacturing of turbine blades by laser direct deposition with its energy and environmental impact analysis. J. Clean. Prod. 2014, 80, 170–178. [Google Scholar] [CrossRef]
- Bendeich, P.; Alam, N.; Brandt, M.; Carr, D.; Short, K.; Blevins, R.; Curfs, C.; Kirstein, O.; Atkinson, G.; Holden, T. Residual stress measurements in laser clad repaired low pressure turbine blades for the power industry. Mater. Sci. Eng. A 2006, 437, 70–74. [Google Scholar] [CrossRef]
- Gontcharov, A.; Tian, Y.; Lowden, P.; Brochu, M. Mechanical properties and structure of laser beam and wide gap brazed joints produced using Mar M247–Amdry DF3 powders. J. Eng. Gas Turbines Power 2019, 141, 041031. [Google Scholar] [CrossRef]
- Gontcharov, A.; Liburdi, J.; Lowden, P. High Gamma Prime Nickel Based Superalloy, its Use, and Method of Manufacturing of Turbine Engine Components. Patent EP18214006 2020.
- Parimi, L.L.; Ravi, G.; Clark, D.; Attallah, M.M. Microstructural and texture development in direct laser fabricated IN718. Mater. Charact. 2014, 89, 102–111. [Google Scholar] [CrossRef]
- Dinda, G.P.; Dasgupta, A.K.; Mazumder, J. Texture control during laser deposition of nickel-based superalloy. Scripta Mater. 2012, 67, 503–506. [Google Scholar] [CrossRef]
- Xiao, H.; Li, S.; Xiao, W.; Li, Y.; Cha, L.; Mazumder, J.; Song, L. Effects of laser modes on Nb segregation and Laves phase formation during laser additive manufacturing of nickel-based superalloy. Mater. Lett. 2017, 188, 260–262. [Google Scholar] [CrossRef]
- Ma, M.; Wang, Z.; Zeng, X. Effect of energy input on microstructural evolution of direct laser fabricated IN718 alloy. Mater. Charact. 2015, 106, 420–427. [Google Scholar] [CrossRef]
- David, S.; Vitek, J. Correlation between solidification parameters and weld microstructures. Int Mater. Rev. 1989, 34, 213–245. [Google Scholar] [CrossRef]
- El-Bagoury, N.; Waly, M.; Nofal, A. Effect of various heat treatment conditions on microstructure of cast polycrystalline IN738LC alloy. Mater. Sci. Eng. A 2008, 487, 152–161. [Google Scholar] [CrossRef]
- Gao, S.; Hou, J.-S.; Dong, K.-X.; Zhou, L.-Z. Influences of cooling rate after solution treatment on microstructural evolution and mechanical properties of superalloy Rene 80. Acta Metall. Sin. 2017, 30, 261–271. [Google Scholar] [CrossRef]
- Locq, D.; Marty, M.; Caron, P. Optimisation of the Mechanical Properties of a New PM Superalloy for Disk Applications; Office National d Etudes et de Recherches Aerospatiales Onera-Publications: Palaiseau, France, tp(4); 2001. [Google Scholar]
- MacSleyne, J.; Simmons, J.; De Graef, M. On the use of 2-D moment invariants for the automated classification of particle shapes. Acta Mater. 2008, 56, 427–437. [Google Scholar] [CrossRef]
- Balikci, E.; Raman, A. Characteristics of the γ′ precipitates at high temperatures in Ni-base polycrystalline superalloy IN738LC. J. Mater. Sci 2000, 35, 3593–3597. [Google Scholar] [CrossRef]
- Wang, T.; Wang, X.; Zhao, Z.; Zhang, Z. Dissolution behaviour of the γ′ precipitates in two kinds of Ni-based superalloys. Mater. High. Temp. 2016, 33, 51–57. [Google Scholar] [CrossRef]
- Lapin, J.; Gebura, M.; Bajana, O.; Pelachová, T.; Nazmy, M. Effect of size and volume fraction of cuboidal gamma’precipitates on mechanical properties of single crystal nickel–based superalloy CMSX-4. Kovove Mater. 2009, 47, 129–138. [Google Scholar]
- Ali, M.A.; López-Galilea, I.; Gao, S.; Ruttert, B.; Amin, W.; Shchyglo, O.; Hartmaier, A.; Theisen, W.; Steinbach, I. Effect of γ′ precipitate size on hardness and creep properties of Ni-base single crystal superalloys: Experiment and simulation. Materialia 2020, 12, 100692. [Google Scholar] [CrossRef]
- Yu, J.; Sun, X.; Jin, T.; Zhao, N.; Guan, H.; Hu, Z. Effect of Re on deformation and slip systems of a Ni base single-crystal superalloy. Mater. Sci. Eng. A 2007, 458, 39–43. [Google Scholar] [CrossRef]
- Huang, M.; Zhu, J. An overview of rhenium effect in single-crystal superalloys. Rare Met. 2016, 35, 127–139. [Google Scholar] [CrossRef]
- Du, B.; Sheng, L.; Hu, Z.; Cui, C.; Yang, J.; Sun, X. Investigation on the microstructure and tensile behavior of a Ni-based IN792 superalloy. Adv. Mech. Eng. 2018, 10, 1687814017752167. [Google Scholar] [CrossRef]
- Klopp, W. Aerospace Structural Metals Handbook; National Technical Information Service: Springfield, VA, USA, 1992; p. 39. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Test Temp. K | UTS, MPa | YS, MPa | ε % |
|---|---|---|---|---|
| M72 Welds | 1255 | 129 | 108 | 86.8 |
| 1366.5 | 81 | 59 | 55.8 | |
| R142 Cast Rods | 1255 | 491 | 486 | 1.0 |
| 1366.5 | 284 | 215 | 2.4 | |
| R142 SWET Welds | 1255 | 240 | - | 2.7 |
| 1366.5 | 139 | 137 | 5.3 | |
| Rene 80 GTAW Welds | 294 | 1035 | 817 | 8.0 |
| 589 | 703 | 555 | 19.4 | |
| 1255 | 381 | 313 | 16.5 | |
| 1366.5 | 253 | 168 | 8.8 |
| Co | Cr | Mo | W | Nb | Ta | Al | Hf | Re | Zr | Ti | B | C | Ni | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| R142 | 12 | 6.8 | 1.5 | 4.9 | - | 6.3 | 6.1 | 1.2 | 2.8 | 0.02 | - | 0.015 | 0.12 | Bal. |
| M72 | Bal. | 20 | - | 9.0 | - | 3 | 4.5 | 1.0 | - | 0.2 | 0.45 | - | 0.4 | 15 |
| R80 | 9.5 | 14 | 4 | 4 | - | - | 3 | - | - | 0.015 | 5 | 0.015 | 0.12 | Bal. |
| D10 (µm) | D50 (µm) | D90 (µm) | |
|---|---|---|---|
| R142 | 53 | 76 | 101 |
| M72 | 63 | 96 | 150 |
| Co | Cr | Mo | W | Ta | Al | Hf | Re | Zr | Y | B | Fe | C | Ti | Ni |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 20 | 10 | 1.0 | 5.6 | 5.2 | 5.7 | 1.1 | 2.2 | 0.015 | 0.11 | 0.011 | 0.01 | 0.19 | 0.12 | Bal. |
| Material | Temp. (K) | UTS, (MPa) | YS, (MPa) | ε, (%) |
|---|---|---|---|---|
| 4275M72 LDEDed Metal | 294 | 1303 | 999 | 12.0 |
| 589 | 792 | 720 | 3.1 | |
| 1255 | 463 | 429 | 8.8 | |
| 1366.5 | 216 | 174 | 5.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Keshavarz, M.K.; Gontcharov, A.; Lowden, P.; Chan, A.; Kulkarni, D.; Brochu, M. Turbine Blade Tip Repair by Laser Directed Energy Deposition Additive Manufacturing Using a Rene 142–MERL 72 Powder Blend. J. Manuf. Mater. Process. 2021, 5, 21. https://doi.org/10.3390/jmmp5010021
Keshavarz MK, Gontcharov A, Lowden P, Chan A, Kulkarni D, Brochu M. Turbine Blade Tip Repair by Laser Directed Energy Deposition Additive Manufacturing Using a Rene 142–MERL 72 Powder Blend. Journal of Manufacturing and Materials Processing. 2021; 5(1):21. https://doi.org/10.3390/jmmp5010021
Chicago/Turabian StyleKeshavarz, Mohsen K., Alexandre Gontcharov, Paul Lowden, Anthony Chan, Devesh Kulkarni, and Mathieu Brochu. 2021. "Turbine Blade Tip Repair by Laser Directed Energy Deposition Additive Manufacturing Using a Rene 142–MERL 72 Powder Blend" Journal of Manufacturing and Materials Processing 5, no. 1: 21. https://doi.org/10.3390/jmmp5010021
APA StyleKeshavarz, M. K., Gontcharov, A., Lowden, P., Chan, A., Kulkarni, D., & Brochu, M. (2021). Turbine Blade Tip Repair by Laser Directed Energy Deposition Additive Manufacturing Using a Rene 142–MERL 72 Powder Blend. Journal of Manufacturing and Materials Processing, 5(1), 21. https://doi.org/10.3390/jmmp5010021