Machining Phenomenon Twin Construction for Industry 4.0: A Case of Surface Roughness

 ,
,  ,
, 

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Literature Review
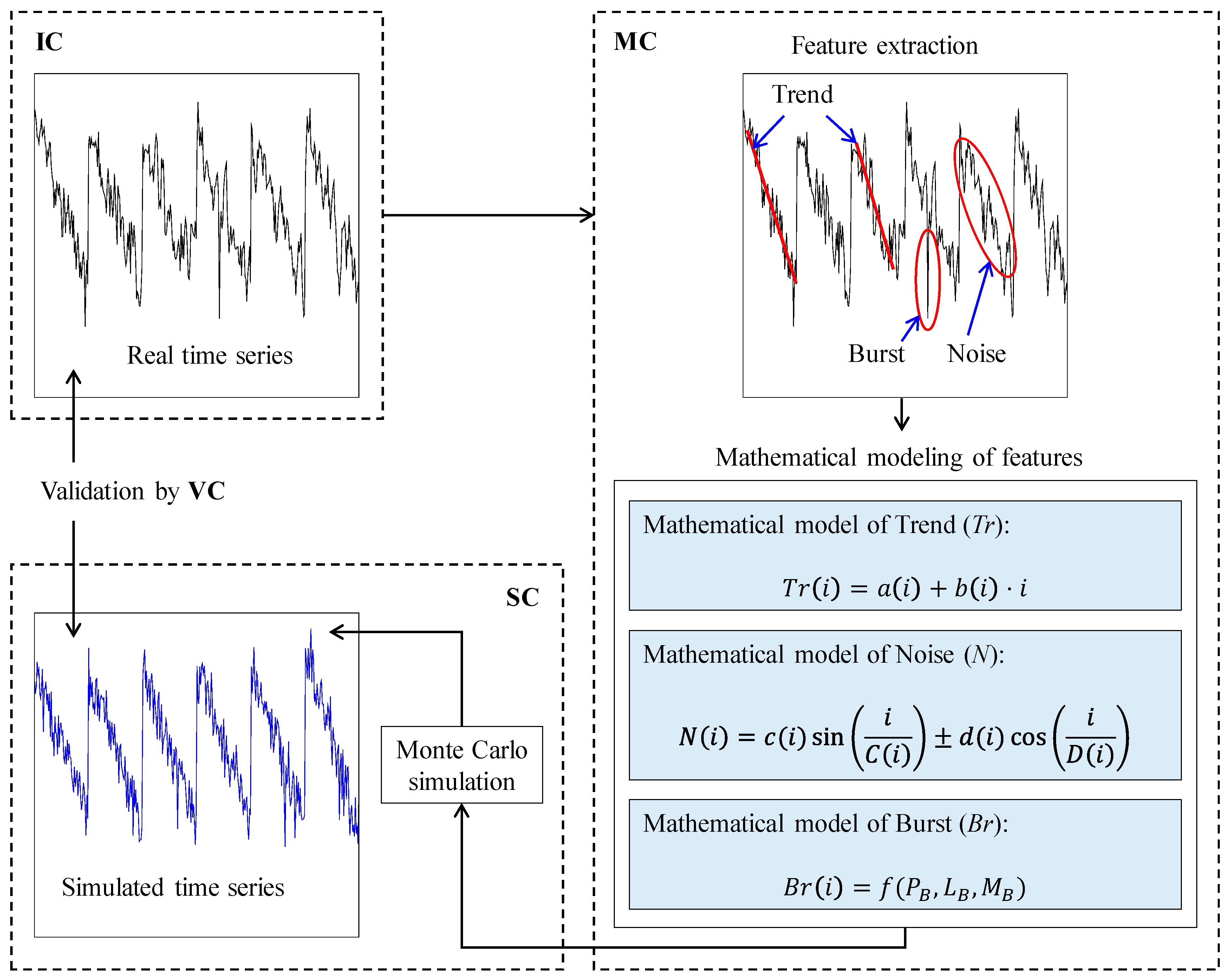
3. Phenomenon Twin Construction System
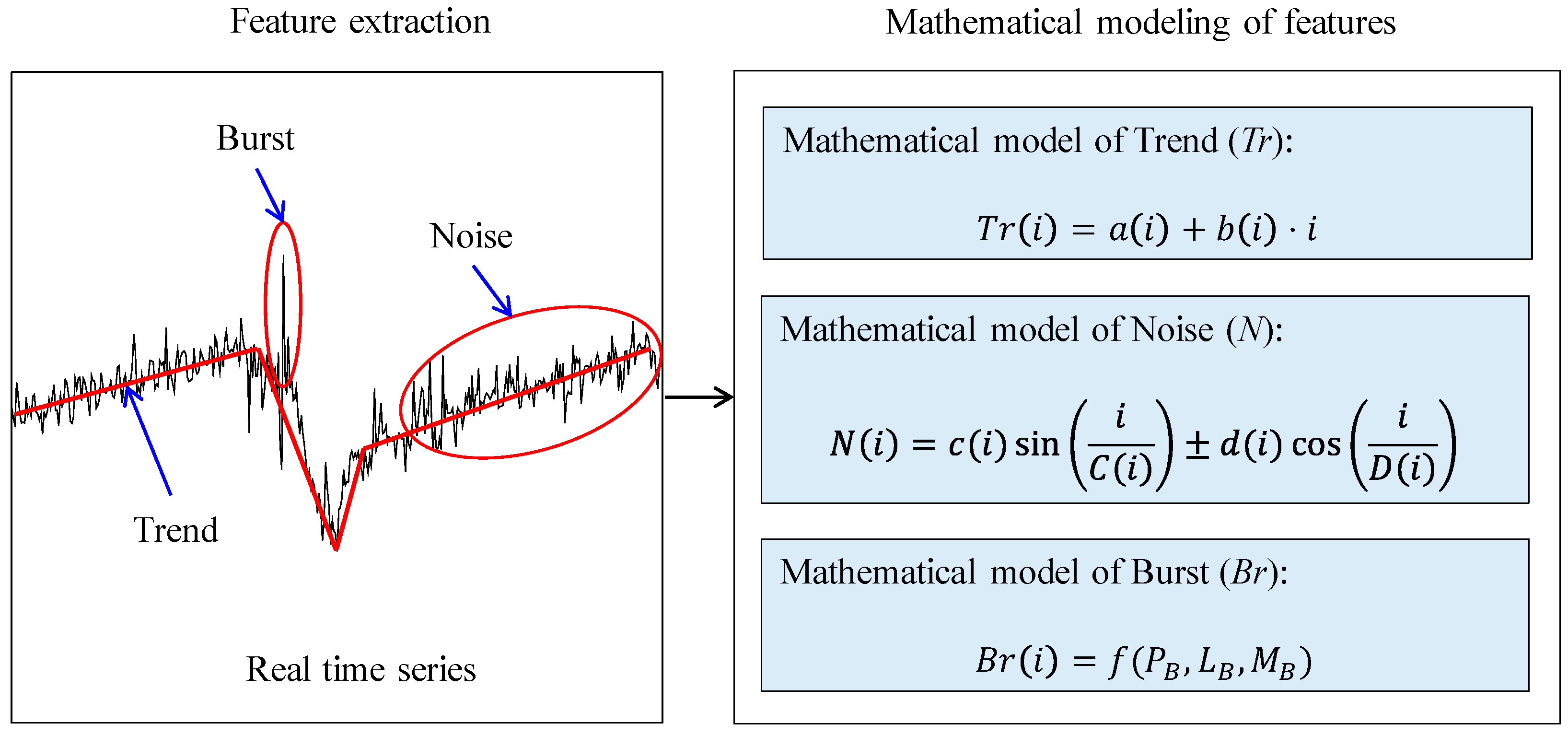
4. PTCS for Surface Roughness
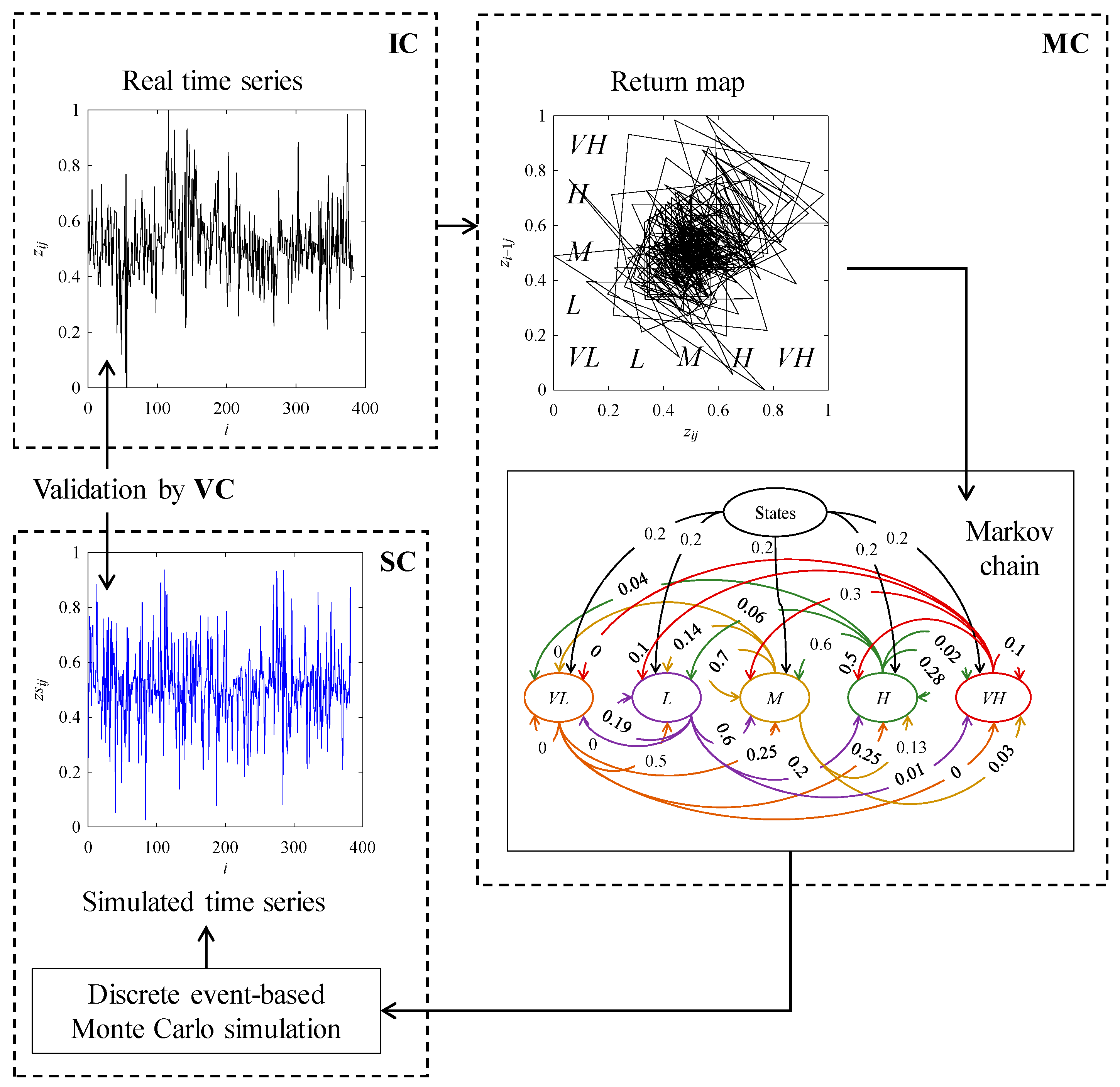
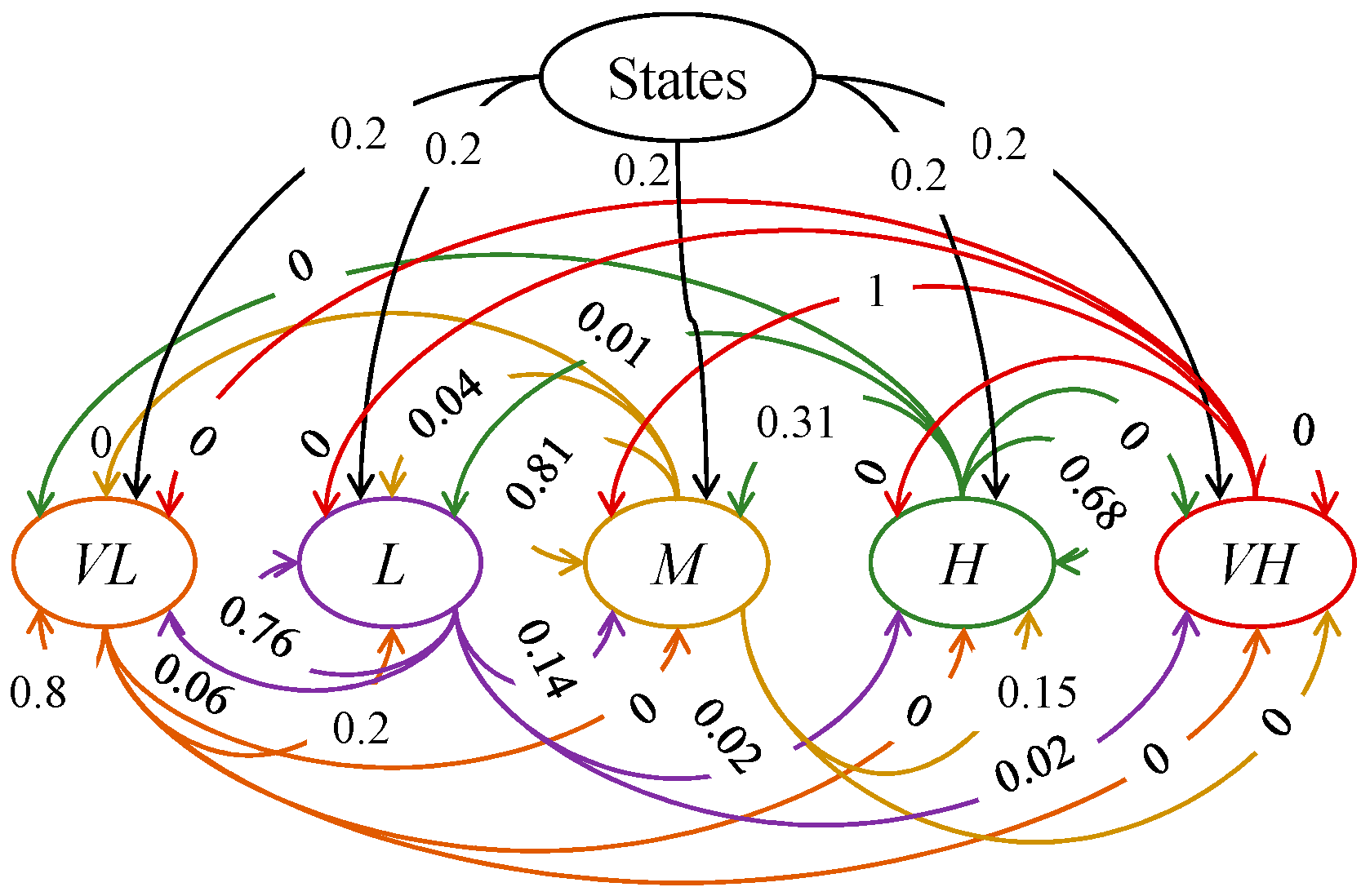
5. Modeling, Simulation, and Validation Components—Option 1
6. Modeling, Simulation, and Validation Components—Option 2
7. Concluding Remarks
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
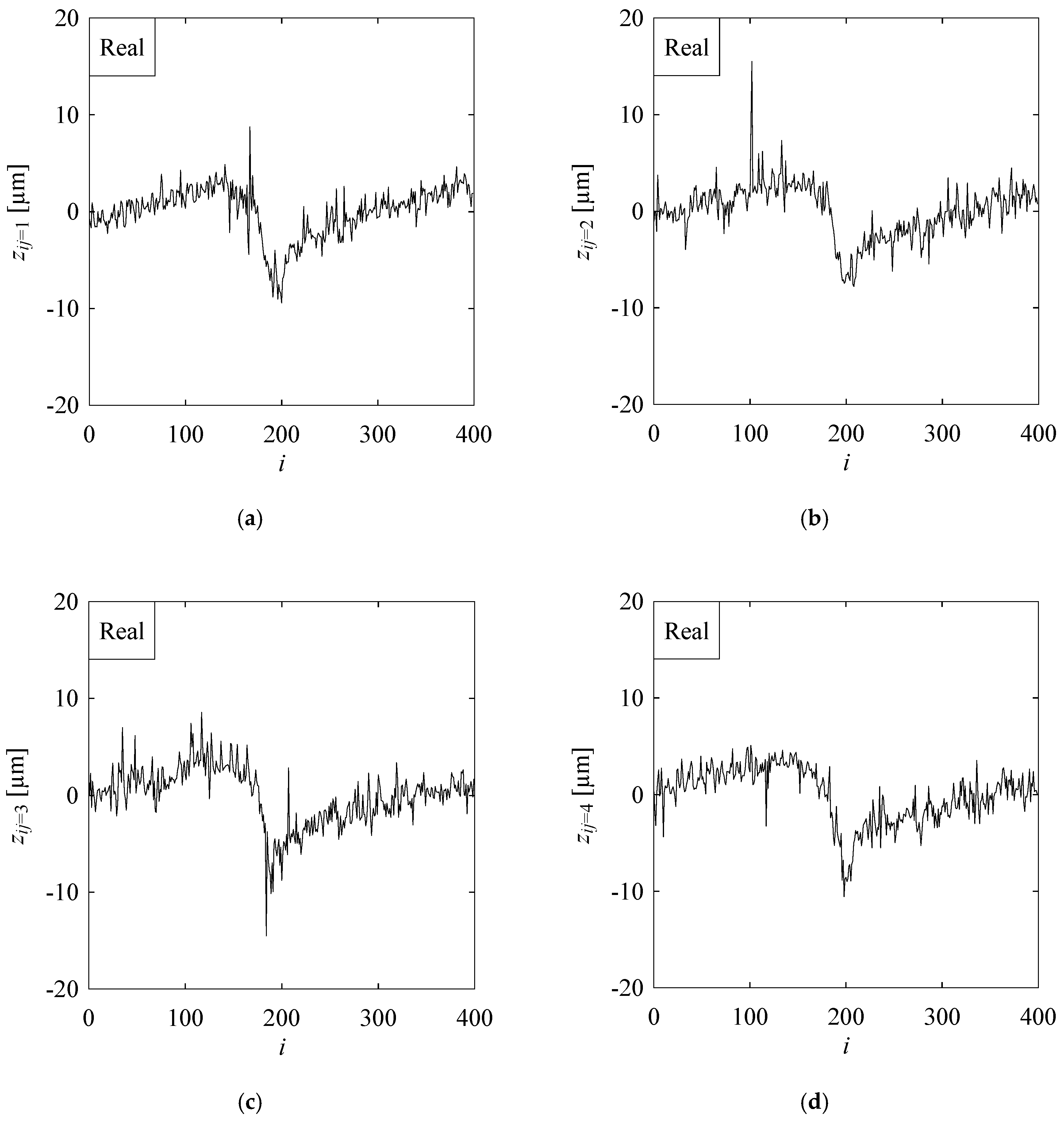
Appendix A. Measured Time Series Datasets Used in this Study

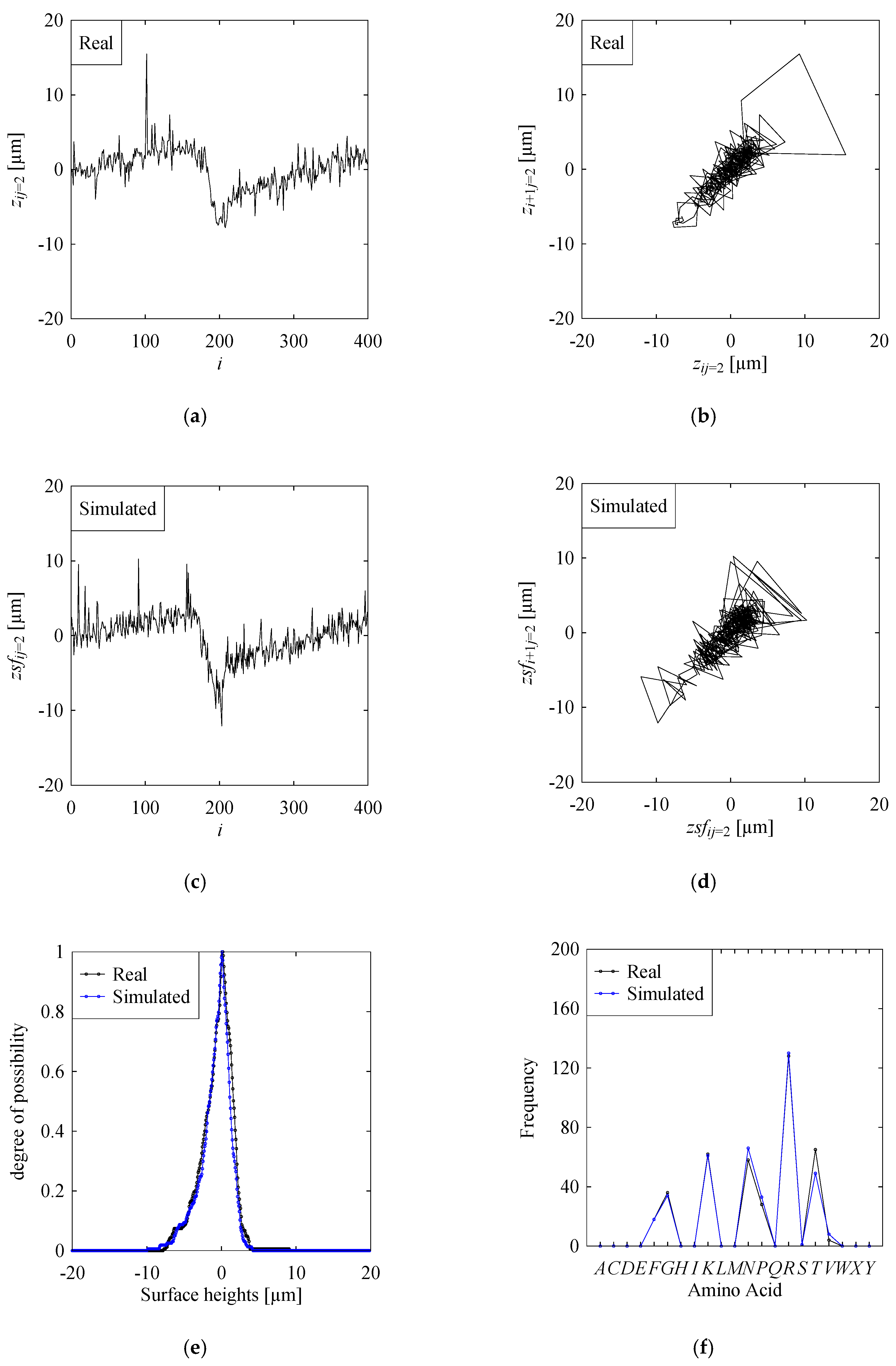
Appendix B. Results Corresponding to Figure A1b

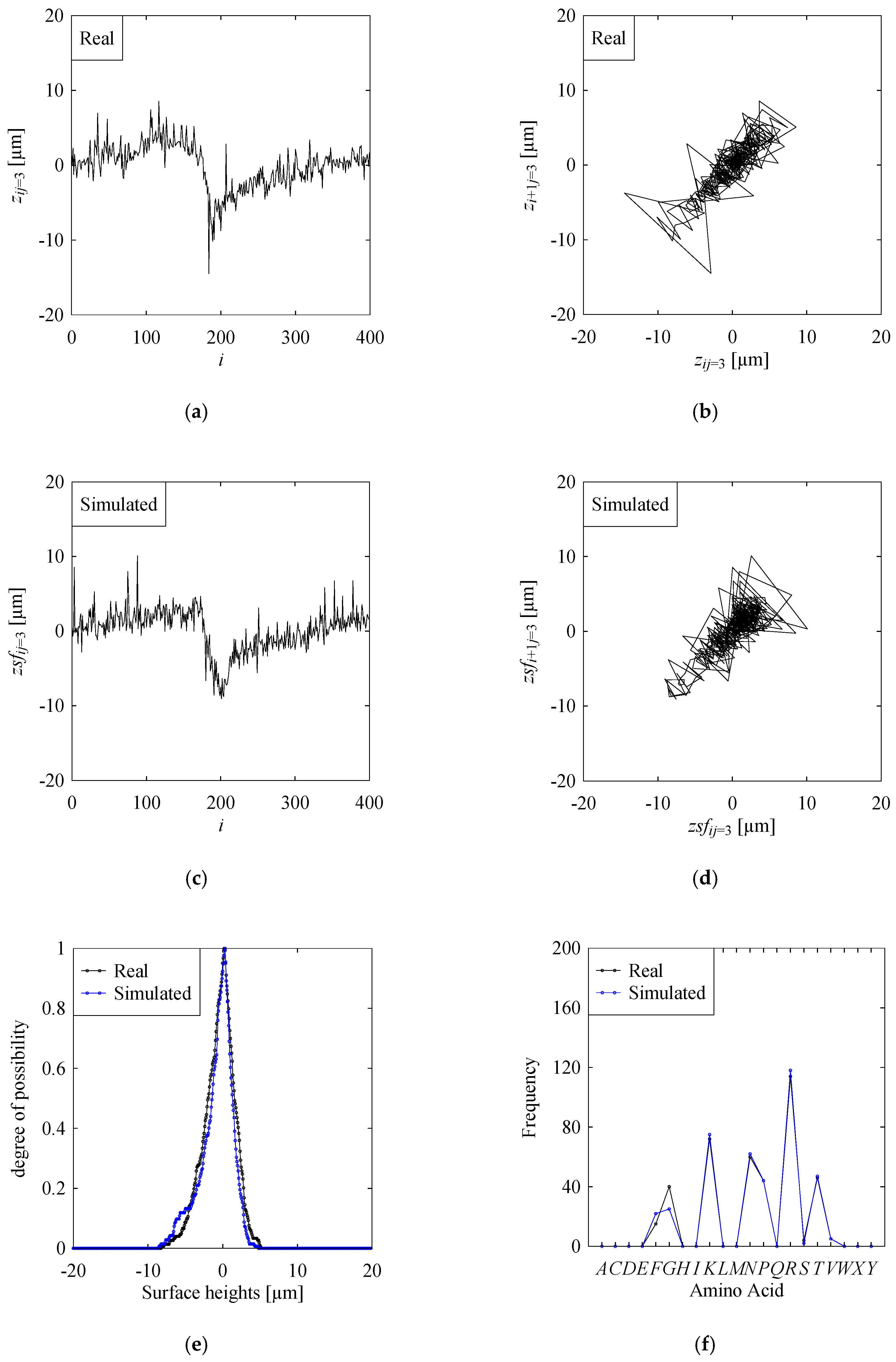
Appendix C. Results Corresponding to Figure A1c

Appendix D. Results corresponding to Figure A1d

References
- Kagermann, H.; Helbig, J.; Hellinger, A.; Wahlster, W. Recommendations for Implementing the Strategic Initiative INDUSTRIE 4.0: Securing the Future of German Manufacturing Industry; Final Report of the Industrie 4.0 Working Group; Forschungsunion; Acatech – National Academy of Science and Engineering: Munich, Germany, 2013. [Google Scholar]
- Kusiak, A. Smart manufacturing. Int. J. Prod. Res. 2018, 56, 508–517. [Google Scholar] [CrossRef]
- Lasi, H.; Fettke, P.; Kemper, H.-G.; Feld, T.; Hoffmann, M. Industry 4.0. Bus. Inf. Syst. Eng. 2014, 6, 239–242. [Google Scholar] [CrossRef]
- Thoben, K.-D.; Wiesner, S.; Wuest, T. “Industrie 4.0” and Smart Manufacturing – A Review of Research Issues and Application Examples. Int. J. Autom. Technol. 2017, 11, 4–16. [Google Scholar] [CrossRef]
- Lu, Y. Industry 4.0: A survey on technologies, applications and open research issues. J. Ind. Inf. Integr. 2017, 6, 1–10. [Google Scholar] [CrossRef]
- Yao, X.; Zhou, J.; Lin, Y.; Li, Y.; Yu, H.; Liu, Y. Smart manufacturing based on cyber-physical systems and beyond. J. Intell. Manuf. 2019, 30, 2805–2817. [Google Scholar] [CrossRef]
- Hermann, M.; Pentek, T.; Otto, B. Design Principles for Industrie 4.0 Scenarios. In Proceedings of the 2016 49th Hawaii International Conference on System Sciences (HICSS), Koloa, HI, USA, 5–8 January 2016; pp. 3928–3937. [Google Scholar]
- Lu, Y.; Cecil, J. An Internet of Things (IoT)-based collaborative framework for advanced manufacturing. Int. J. Adv. Manuf. Technol. 2016, 84, 1141–1152. [Google Scholar] [CrossRef]
- Zhong, R.Y.; Li, Z.; Pang, L.Y.; Pan, Y.; Qu, T.; Huang, G.Q. RFID-enabled real-time advanced planning and scheduling shell for production decision making. Int. J. Comput. Integr. Manuf. 2013, 26, 649–662. [Google Scholar] [CrossRef]
- Cheng, Y.; Zhang, Y.; Ji, P.; Xu, W.; Zhou, Z.; Tao, F. Cyber-physical integration for moving digital factories forward towards smart manufacturing: A survey. Int. J. Adv. Manuf. Technol. 2018, 97, 1209–1221. [Google Scholar] [CrossRef]
- Wang, L.; Törngren, M.; Onori, M. Current status and advancement of cyber-physical systems in manufacturing. J. Manuf. Syst. 2015, 37, 517–527. [Google Scholar] [CrossRef]
- Yao, X.; Lin, Y. Emerging manufacturing paradigm shifts for the incoming industrial revolution. Int. J. Adv. Manuf. Technol. 2016, 85, 1665–1676. [Google Scholar] [CrossRef]
- Monostori, L.; Kádár, B.; Bauernhansl, T.; Kondoh, S.; Kumara, S.; Reinhart, G.; Sauer, O.; Schuh, G.; Sihn, W.; Ueda, K. Cyber-physical systems in manufacturing. Cirp Ann. 2016, 65, 621–641. [Google Scholar] [CrossRef]
- Lee, J.; Bagheri, B.; Kao, H.-A. A Cyber-Physical Systems architecture for Industry 4.0-based manufacturing systems. Manuf. Lett. 2015, 3, 18–23. [Google Scholar] [CrossRef]
- Glaessgen, E.; Stargel, D. The Digital Twin Paradigm for Future NASA and U.S. Air Force Vehicles. In Proceedings of the 53rd AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics and Materials Conference, Honolulu, HI, USA, 23–26 April 2012. [Google Scholar] [CrossRef]
- Sharif Ullah, A.M.M. Modeling and simulation of complex manufacturing phenomena using sensor signals from the perspective of Industry 4.0. Adv. Eng. Inform. 2019, 39, 1–13. [Google Scholar] [CrossRef]
- Ghosh, A.K.; Ullah, A.M.M.S.; Kubo, A. Hidden Markov model-based digital twin construction for futuristic manufacturing systems. Artif. Intell. Eng. Des. Anal. Manuf. 2019, 33, 317–331. [Google Scholar] [CrossRef]
- Grieves, M.; Vickers, J. Digital Twin: Mitigating Unpredictable, Undesirable Emergent Behavior in Complex Systems. In Transdisciplinary Perspectives on Complex Systems; Kahlen, F.-J., Flumerfelt, S., Alves, A., Eds.; Springer: Berlin/Heidelberg, Germany, 2017; pp. 85–113. [Google Scholar]
- Tao, F.; Cheng, J.; Qi, Q.; Zhang, M.; Zhang, H.; Sui, F. Digital twin-driven product design, manufacturing and service with big data. Int. J. Adv. Manuf. Technol. 2018, 94, 3563–3576. [Google Scholar] [CrossRef]
- Boschert, S.; Rosen, R. Digital Twin—The Simulation Aspect. In Mechatronic Futures; Hehenberger, P., Bradley, D., Eds.; Springer: Berlin/Heidelberg, Germany, 2016; pp. 59–74. [Google Scholar]
- Luo, W.; Hu, T.; Zhang, C.; Wei, Y. Digital twin for CNC machine tool: Modeling and using strategy. J. Ambient Intell. Humaniz. Comput. 2019, 10, 1129–1140. [Google Scholar] [CrossRef]
- Tong, X.; Liu, Q.; Pi, S.; Xiao, Y. Real-time machining data application and service based on IMT digital twin. J. Intell. Manuf. 2019. [Google Scholar] [CrossRef]
- Shafiq, S.I.; Sanin, C.; Toro, C.; Szczerbicki, E. Virtual Engineering Object (VEO): Toward Experience-Based Design and Manufacturing for Industry 4.0. Cybern. Syst. 2015, 46, 35–50. [Google Scholar] [CrossRef]
- Shafiq, S.I.; Sanin, C.; Toro, C.; Szczerbicki, E. Virtual engineering process (VEP): A knowledge representation approach for building bio-inspired distributed manufacturing DNA. Int. J. Prod. Res. 2016, 54, 7129–7142. [Google Scholar] [CrossRef]
- Shafiq, S.I.; Sanin, C.; Szczerbicki, E.; Toro, C. Virtual Engineering Factory: Creating Experience Base for Industry 4.0. Cybern. Syst. 2016, 47, 32–47. [Google Scholar] [CrossRef]
- Ahmed, M.B.; Sanin, C.; Szczerbicki, E. Experience-Based Decisional DNA (DDNA) to Support Product Development. Cybern. Syst. 2018, 49, 399–411. [Google Scholar] [CrossRef]
- Ahmed, M.B.; Imran Shafiq, S.; Sanin, C.; Szczerbicki, E. Towards Experience-Based Smart Product Design for Industry 4.0. Cybern. Syst. 2019, 50, 165–175. [Google Scholar] [CrossRef]
- Xu, X. Machine Tool 4.0 for the new era of manufacturing. Int. J. Adv. Manuf. Technol. 2017, 92, 1893–1900. [Google Scholar] [CrossRef]
- Kritzinger, W.; Karner, M.; Traar, G.; Henjes, J.; Sihn, W. Digital Twin in manufacturing: A categorical literature review and classification. Ifac-Pap. 2018, 51, 1016–1022. [Google Scholar] [CrossRef]
- Botkina, D.; Hedlind, M.; Olsson, B.; Henser, J.; Lundholm, T. Digital Twin of a Cutting Tool. Procedia Cirp 2018, 72, 215–218. [Google Scholar] [CrossRef]
- Liu, J.; Zhou, H.; Tian, G.; Liu, X.; Jing, X. Digital twin-based process reuse and evaluation approach for smart process planning. Int. J. Adv. Manuf. Technol. 2019, 100, 1619–1634. [Google Scholar] [CrossRef]
- Delbrügger, T.; Meißner, M.; Wirtz, A.; Biermann, D.; Myrzik, J.; Rossmann, J.; Wiederkehr, P. Multi-level simulation concept for multidisciplinary analysis and optimization of production systems. Int. J. Adv. Manuf. Technol. 2019, 103, 3993–4012. [Google Scholar] [CrossRef]
- Olivotti, D.; Dreyer, S.; Lebek, B.; Breitner, M.H. Creating the foundation for digital twins in the manufacturing industry: An integrated installed base management system. Inf. Syst. E-Bus. Manag. 2019, 17, 89–116. [Google Scholar] [CrossRef]
- Leng, J.; Zhang, H.; Yan, D.; Liu, Q.; Chen, X.; Zhang, D. Digital twin-driven manufacturing cyber-physical system for parallel controlling of smart workshop. J. Ambient Intell. Humaniz. Comput. 2019, 10, 1155–1166. [Google Scholar] [CrossRef]
- Guo, J.; Zhao, N.; Sun, L.; Zhang, S. Modular based flexible digital twin for factory design. J. Ambient Intell. Humaniz. Comput. 2019, 10, 1189–1200. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, G.; Yan, Q. Digital twin-driven cyber-physical production system towards smart shop-floor. J. Ambient Intell. Humaniz. Comput. 2019, 10, 4439–4453. [Google Scholar] [CrossRef]
- Tao, F.; Zhang, M.; Cheng, J.; Qi, Q. Digital twin workshop: A new paradigm for future workshop. Comput. Integr. Manuf. Syst. 2017, 23, 1–9. [Google Scholar] [CrossRef]
- Scaglioni, B.; Ferretti, G. Towards digital twins through object-oriented modelling: A machine tool case study. Ifac-Pap. 2018, 51, 613–618. [Google Scholar] [CrossRef]
- Ullah, A.M.M.S. Surface Roughness Modeling Using Q-Sequence. Math. Comput. Appl. 2017, 22, 33. [Google Scholar] [CrossRef]
- Kan, C.; Yang, H.; Kumara, S. Parallel computing and network analytics for fast Industrial Internet-of-Things (IIoT) machine information processing and condition monitoring. J. Manuf. Syst. 2018, 46, 282–293. [Google Scholar] [CrossRef]
- Ullah, A.S.; Shamsuzzaman, M. Fuzzy Monte Carlo Simulation using point-cloud-based probability–possibility transformation. Simulation 2013, 89, 860–875. [Google Scholar] [CrossRef]
- Ullah, A.M.M.S.; D’Addona, D.; Arai, N. DNA based computing for understanding complex shapes. Biosystems 2014, 117, 40–53. [Google Scholar] [CrossRef]
- Ullah, A.M.M.S. A DNA-based computing method for solving control chart pattern recognition problems. Cirp J. Manuf. Sci. Technol. 2010, 3, 293–303. [Google Scholar] [CrossRef]
- D’Addona, D.M.; Ullah, A.M.M.S.; Matarazzo, D. Tool-wear prediction and pattern-recognition using artificial neural network and DNA-based computing. J. Intell. Manuf. 2017, 28, 1285–1301. [Google Scholar] [CrossRef]
- Shafiq, S.I.; Sanin, C.; Szczerbicki, E.; Toro, C. Decisional DNA Based Conceptual Framework for Smart Manufacturing. In Information Systems Architecture and Technology: Proceedings of 36th International Conference on Information Systems Architecture and Technology–ISAT 2015–Part I. Advances in Intelligent Systems and Computing; Borzemski, L., Grzech, A., Świątek, J., Wilimowska, Z., Eds.; Springer: Berlin/Heidelberg, Germany, 2016; Volume 429, pp. 79–88. [Google Scholar]
- Shafiq, S.I.; Szczerbicki, E.; Sanin, C. Decisional-DNA Based Smart Production Performance Analysis Model. Cybern. Syst. 2019, 50, 154–164. [Google Scholar] [CrossRef]
- Waris, M.M.; Sanin, C.; Szczerbicki, E. Smart innovation process enhancement using SOEKS and decisional DNA. J. Inf. Telecommun. 2017, 1, 290–303. [Google Scholar] [CrossRef]
- Ullah, A.M.M.S.; Arai, N.; Watanabe, M. Concept Map and Internet-aided Manufacturing. Procedia Cirp 2013, 12, 378–383. [Google Scholar] [CrossRef]
- Ullah, A.S. Fundamental Issues of Concept Mapping Relevant to Discipline-Based Education: A Perspective of Manufacturing Engineering. Educ. Sci. 2019, 9, 228. [Google Scholar] [CrossRef]
- Putnik, G.D.; Putnik, Z. A semiotic framework for manufacturing systems integration –Part I: Generative integration model. Int. J. Comput. Integr. Manuf. 2010, 23, 691–709. [Google Scholar] [CrossRef]
- Sharif Ullah, A.M.M.; Fuji, A.; Kubo, A.; Tamaki, J.i.; Kimura, M. On the Surface Metrology of Bimetallic Components. Mach. Sci. Technol. 2015, 19, 339–359. [Google Scholar] [CrossRef]












© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ghosh, A.K.; Ullah, A.S.; Kubo, A.; Akamatsu, T.; D’Addona, D.M. Machining Phenomenon Twin Construction for Industry 4.0: A Case of Surface Roughness. J. Manuf. Mater. Process. 2020, 4, 11. https://doi.org/10.3390/jmmp4010011
Ghosh AK, Ullah AS, Kubo A, Akamatsu T, D’Addona DM. Machining Phenomenon Twin Construction for Industry 4.0: A Case of Surface Roughness. Journal of Manufacturing and Materials Processing. 2020; 4(1):11. https://doi.org/10.3390/jmmp4010011
Chicago/Turabian StyleGhosh, Angkush Kumar, AMM Sharif Ullah, Akihiko Kubo, Takeshi Akamatsu, and Doriana Marilena D’Addona. 2020. "Machining Phenomenon Twin Construction for Industry 4.0: A Case of Surface Roughness" Journal of Manufacturing and Materials Processing 4, no. 1: 11. https://doi.org/10.3390/jmmp4010011
APA StyleGhosh, A. K., Ullah, A. S., Kubo, A., Akamatsu, T., & D’Addona, D. M. (2020). Machining Phenomenon Twin Construction for Industry 4.0: A Case of Surface Roughness. Journal of Manufacturing and Materials Processing, 4(1), 11. https://doi.org/10.3390/jmmp4010011