An Investigation of the Influence of a Micro-Textured Ball End Cutter’s Different Parameters on the Surface Residual Stress of a Titanium Alloy Workpiece


Abstract
1. Introduction
2. High-Speed Milling of Titanium Alloy with a Micro-Textured Ball-End Milling Tool
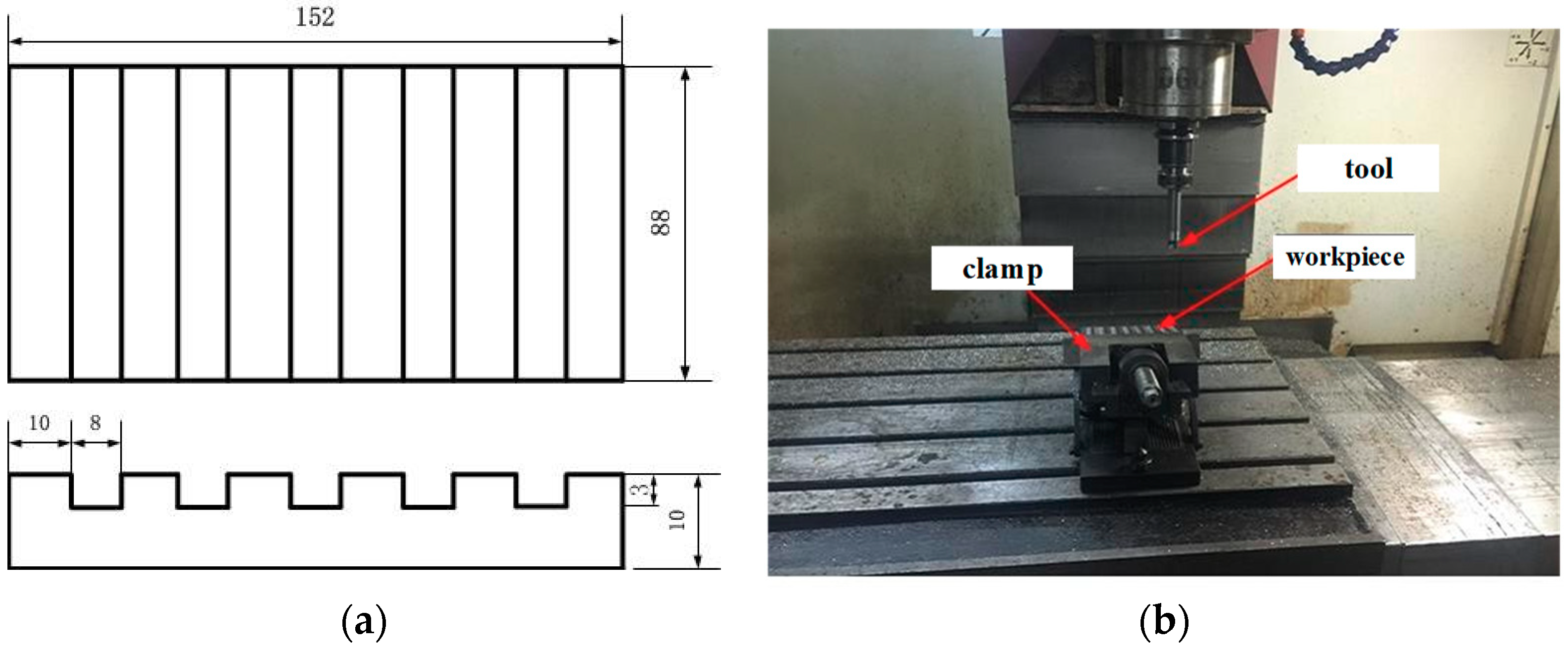
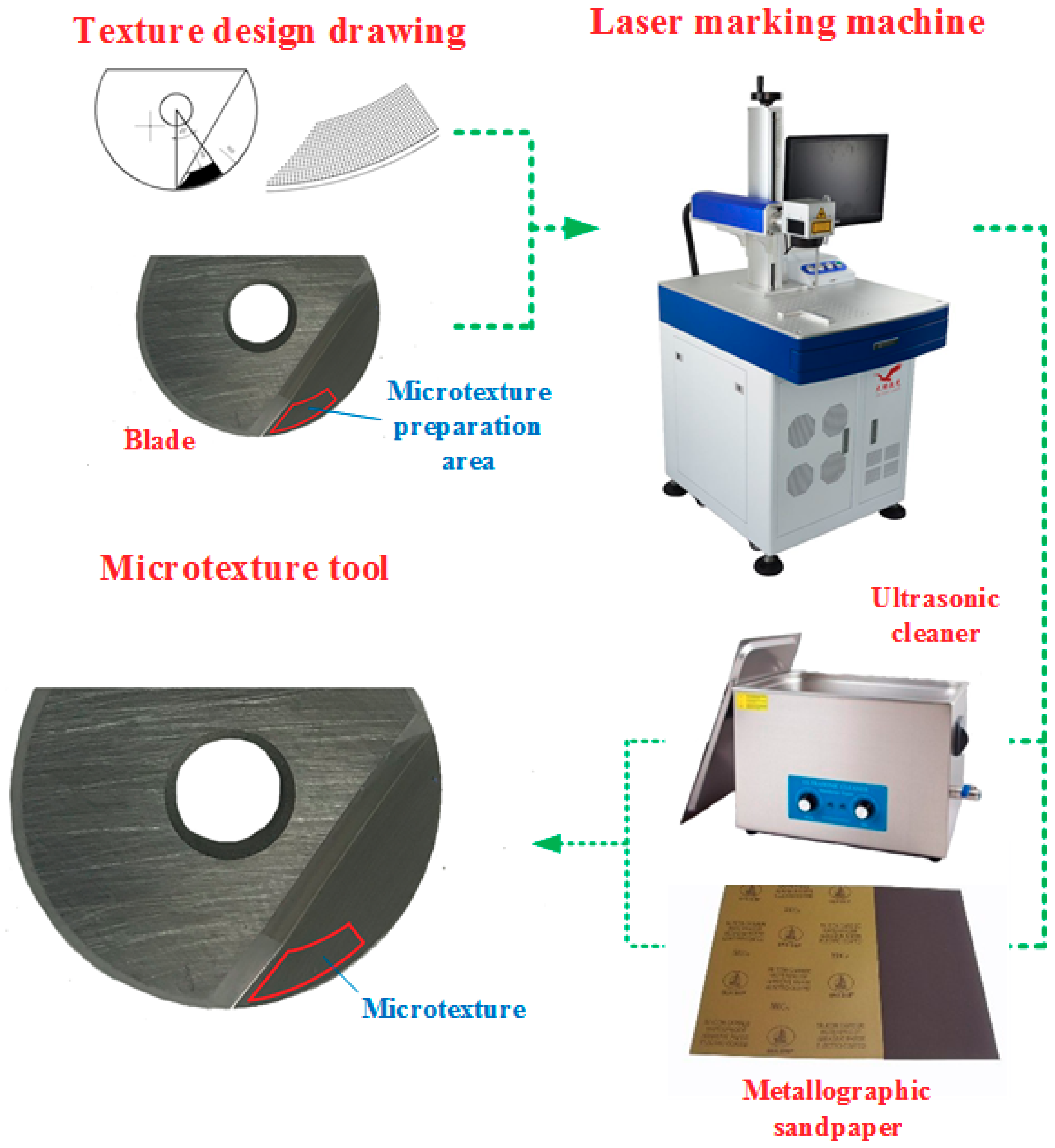
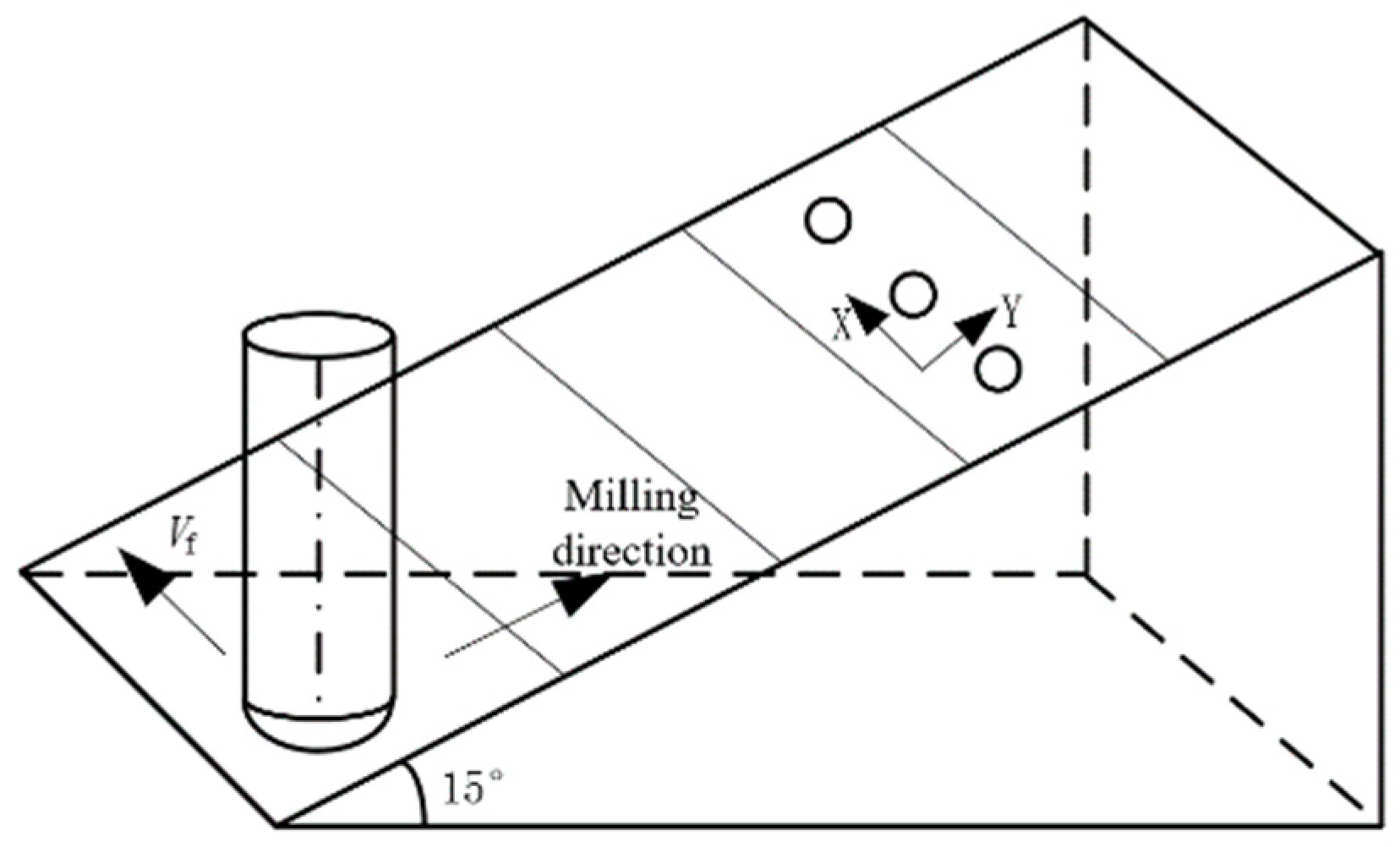
2.1. Milling Test
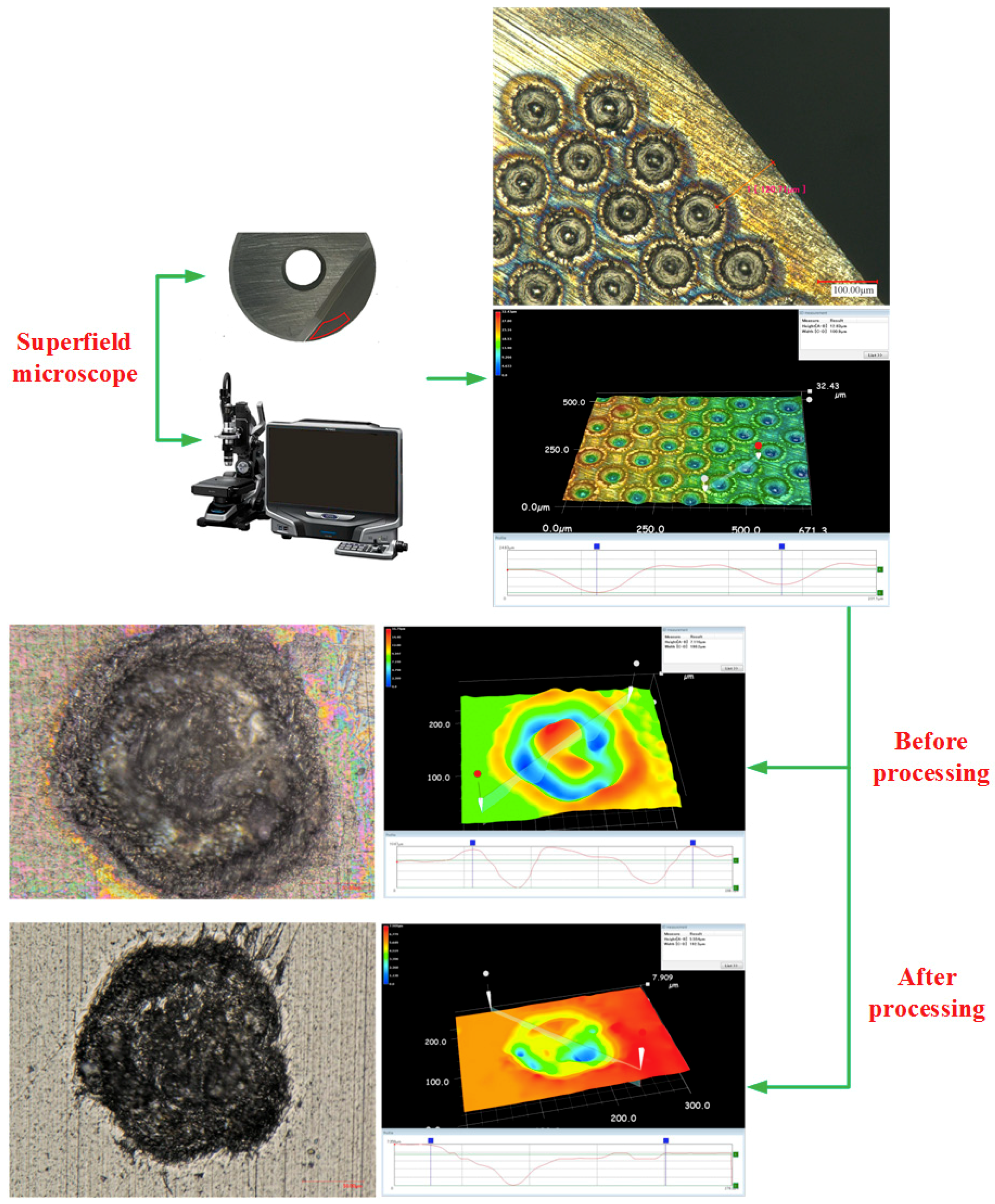
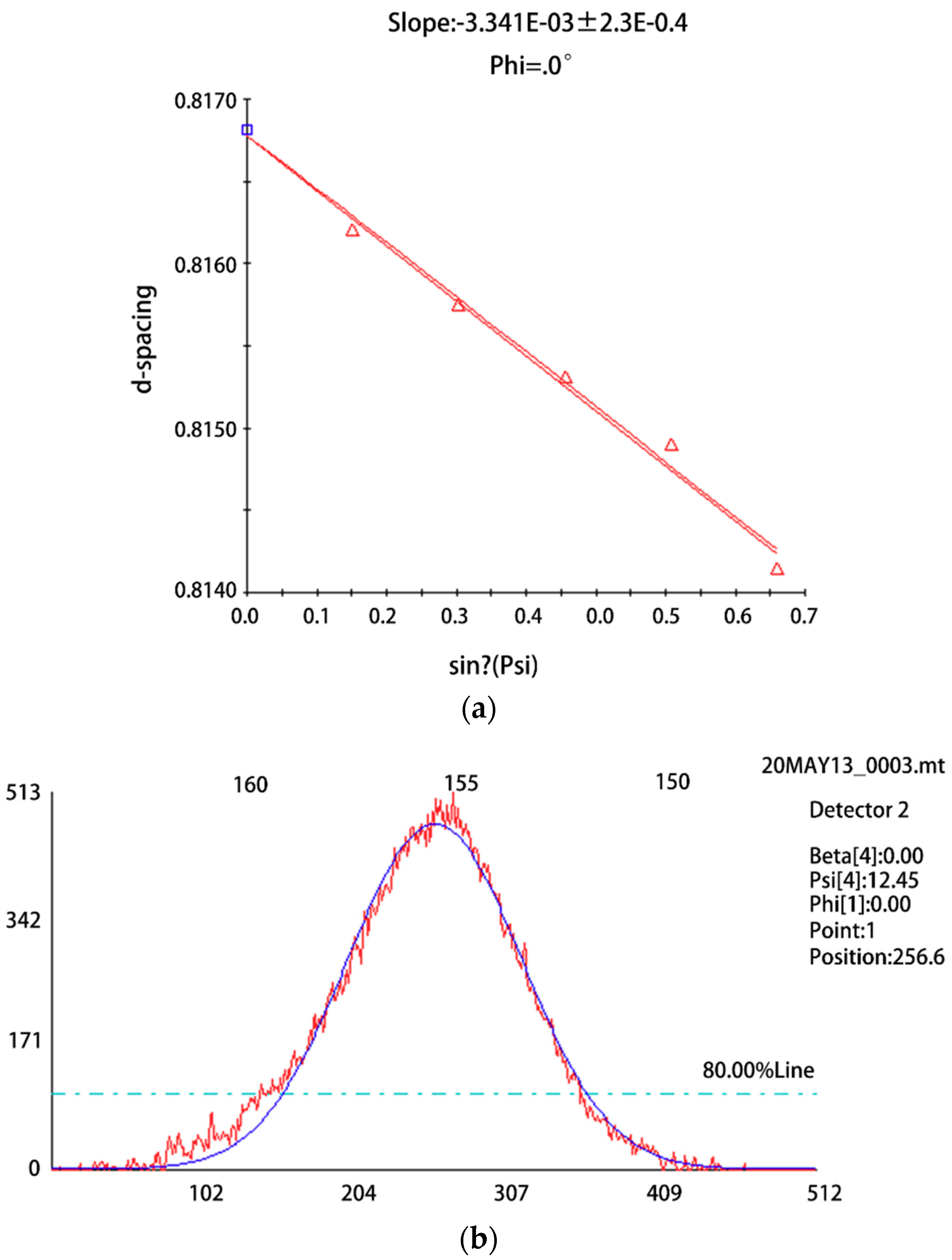
2.2. Residual Stress Measurement
3. Test Results and Discussion
3.1. Test Results and Data Processing
3.2. Discussion
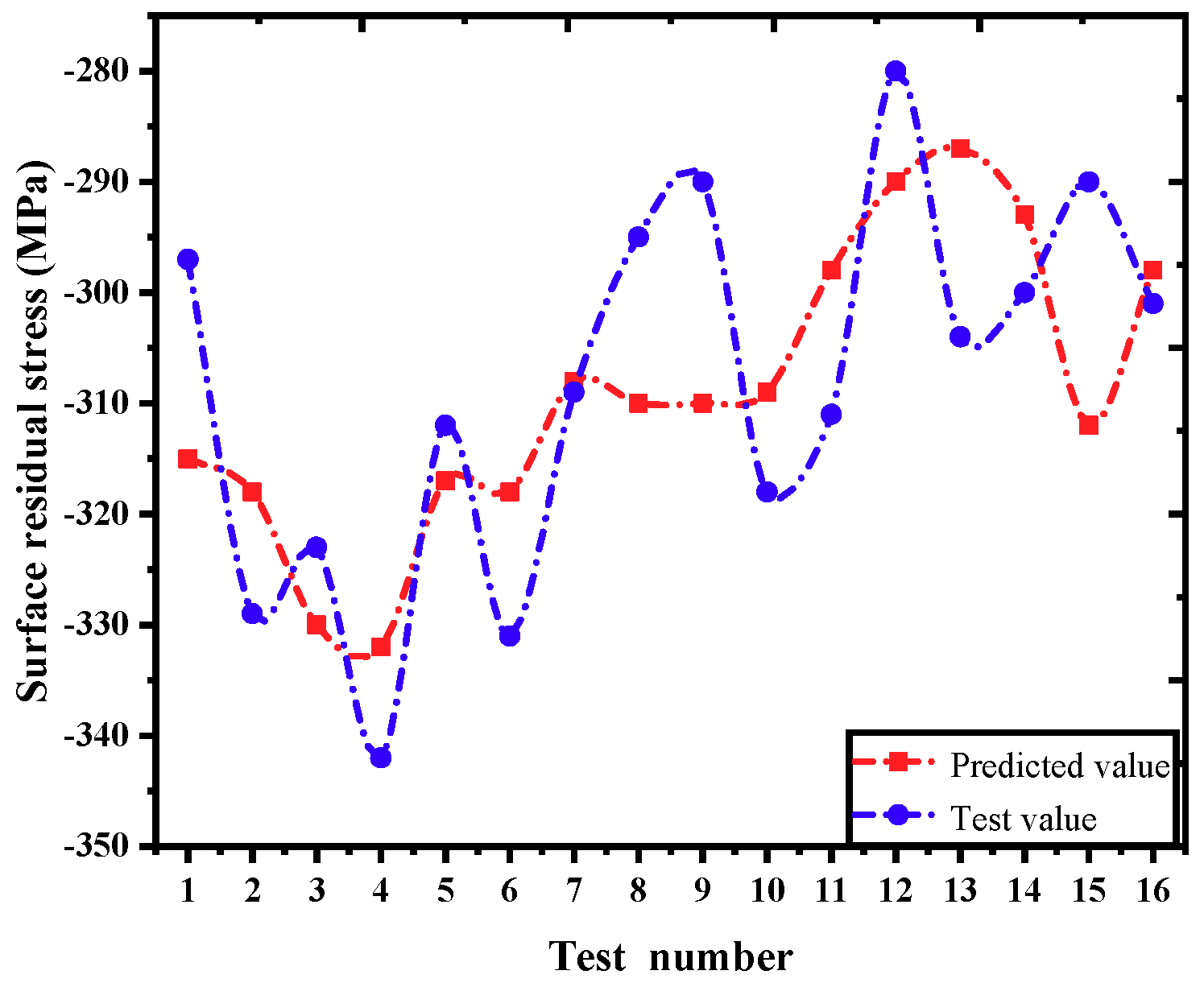
4. Prediction Model and Test of Its Significance Based on a Support Vector Machine
5. Conclusions
- (1)
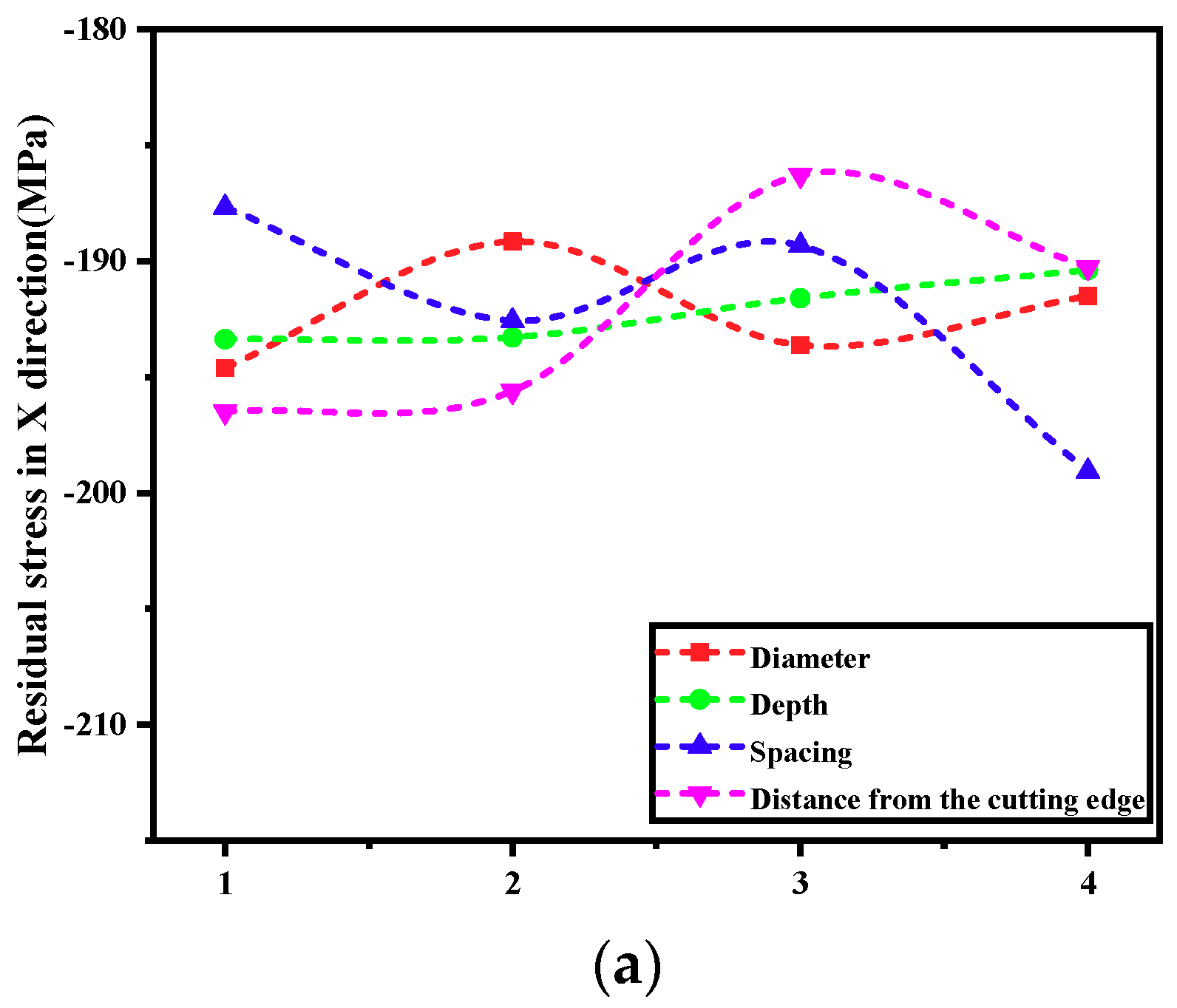
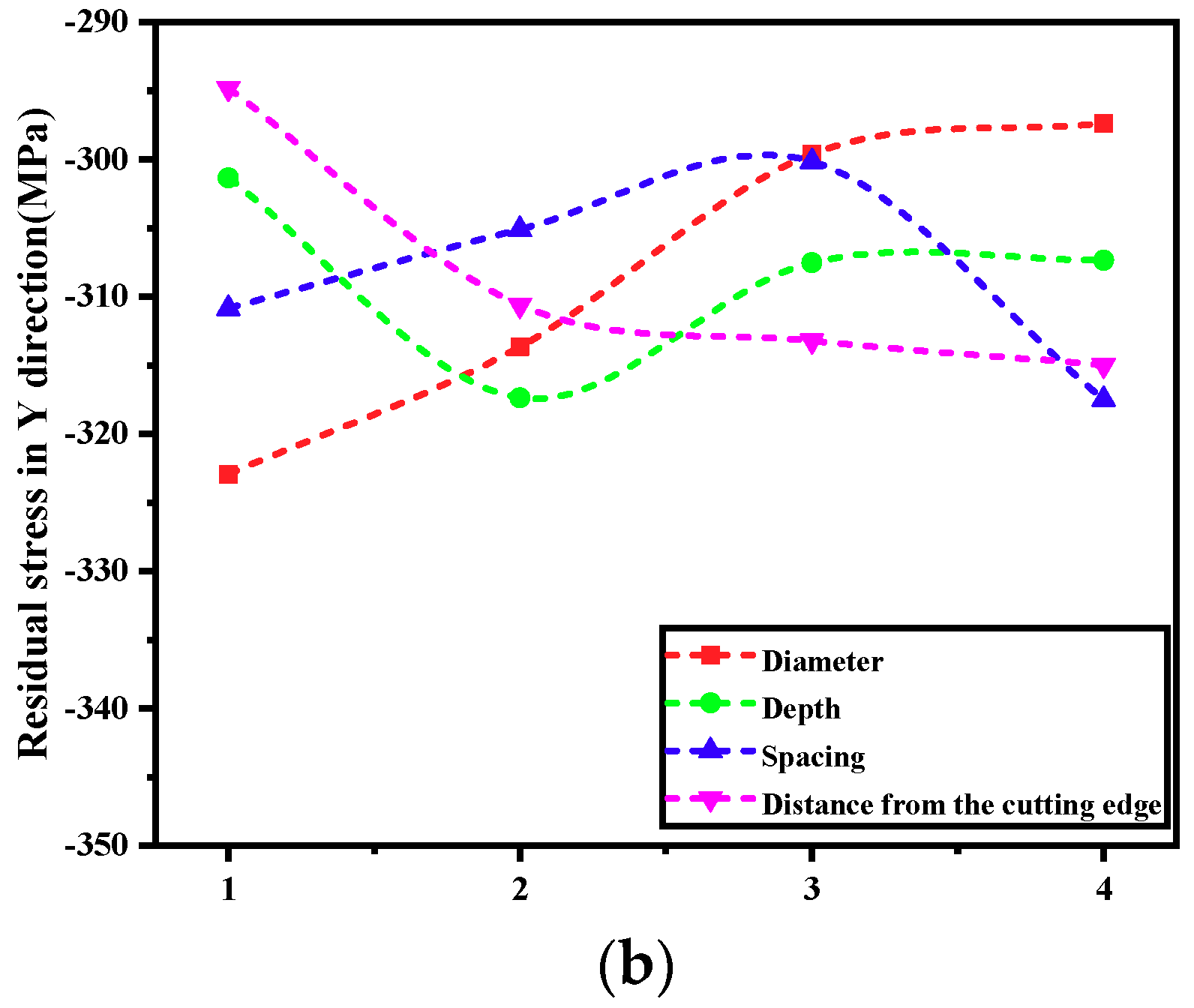
- The order of influence of different micro-pit texture parameters on surface residual stress in the milling direction is: the diameter > the distance from cutting edge > the separation distance > the depth. The order of the influence of the texture parameters on the surface residual stress in the feed direction is: the separation distance > the distance from cutting edge > the diameter > the depth.
- (2)
- As the micro-pit diameter increases, the absolute value of the surface residual stress in the milling direction decreases. Under the combined action of cutting temperature and cutting force, the absolute value of the feed stress increases, and then decreases. As the depth of the micro-pits increases, the absolute value of the milling stress initially increases, and then decreases. However, in the feed direction, the depth makes no obvious difference to the surface residual stress. As the spacing between the micro-pits increases, the absolute value of the stress in the milling direction decreases at first, and then increases. In the feed direction, it starts to increase, decreases, and then increases again. An increase in the distance between the micro-pits and the cutting-edge results in an increase in the absolute value of the stress in the milling direction. In the feed direction, the surface residual stress starts off by decreasing; then it increases.
- (3)
- The principal surface stress produced by milling titanium alloy with a micro-textured ball-end cutter is residual compressive stress. This has a value in the range of −320 to −185 MPa, with the stress in the milling direction being notably greater than in the feed direction. The surface residual stress in the feed direction is between −200 and −185 MPa. In the milling direction it is between −320 and −295 MPa. Regression analysis was conducted on the orthogonal test results and a residual stress prediction model was established. The reliability of the model was confirmed by comparing the experimental values with the values predicted by the model.
Author Contributions
Funding
Conflicts of Interest
References
- Yang, S.C.; Zhang, Y.H.; Wan, Q.; Chen, J.J.; Feng, C. Study on the Tool Wear of Coated Carbide Tool in High Speed Milling Titanium Alloy. Mater. Sci. Forum 2014, 800, 526–530. [Google Scholar] [CrossRef]
- Chen, T.; Qiu, C.; Liu, X. Study on 3D topography of machined surface in high-speed hard cutting with PCBN tool. Int. J. Adv. Manuf. Technol. 2016, 91, 2125–2133. [Google Scholar] [CrossRef]
- Lyubenova, N.; Bähre, D.; Krupp, L.; Fouquet, J.; Cronier, T.; Patel, J.; Hoffmann, J.E. Impact of the Process Parameters, the Measurement Conditions and the Pre-Machining on the Residual Stress State of Deep Rolled Specimens. J. Manuf. Mater. Process. 2019, 3, 56. [Google Scholar] [CrossRef]
- Brünnet, H.; Lyubenova, N.; Müller, M.; Hoffmann, J.E.; Bähre, D. Verification and Application of a New 3D Finite Element Approach to Model the Residual Stress Depth Profile after Autofrettage and Consecutive Reaming. Procedia CIRP 2014, 13, 72–77. [Google Scholar] [CrossRef][Green Version]
- Jiao, F.; Niu, Y.; Zhao, B. Research Progress of Residual Stress in Milling of Difficult-to-machine Materials. Surf. Technol. 2017, 46, 267–273. [Google Scholar]
- Niu, Y.; Jiao, F.; Zhao, B.; Tong, J.L. Experiment of Machining Induced Residual Stress in Longitudinal Torsional Ultrasonic Assisted Milling of Ti-6Al-4V. Surf. Technol. 2019, 48, 41–51. [Google Scholar]
- Maqbool, F.; Bambach, M. Experimental and Numerical Investigation of the Influence of Process Parameters in Incremental Sheet Metal Forming on Residual Stresses. J. Manuf. Mater. Process. 2019, 3, 31. [Google Scholar] [CrossRef]
- Maqbool, F.; Bambach, M. Dominant deformation mechanisms in single point incremental forming (SPIF) and their effect on geometrical accuracy. Int. J. Mech. Sci. 2018, 136, 279–292. [Google Scholar] [CrossRef]
- Yang, C.Y.; Dong, C.S. Influencing Factors and Parameter Optimization of Residual Stress in Titanium Alloy Cutting Surface. Foundry Technol. 2017, 38, 34–38. [Google Scholar]
- Liu, W.T.; Liu, Z.Q. Finite element analysis of turning Ti-6Al-4V under high-pressure coolant. Mod. Manuf. Eng. 2018, 10, 44–50. [Google Scholar]
- Navas, V.G.; Gonzalo, O.; Bengoetxea, I. Effect of cutting parameters in the surface residual stresses generated by turning in AISI 4340 steel. Int. J. Mach. Tools Manuf. 2012, 61, 48–57. [Google Scholar] [CrossRef]
- Hemmesi, K.; Mallet, P.; Farajian, M. Numerical evaluation of surface welding residual stress behavior under multiaxial mechanical loading and experimental validations. Int. J. Mech. Sci. 2020, 168, 105127. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, Y.; Li, X.; Li, Z.; Wang, G.; Jin, L.; Huang, S.; Xiong, B. Quenching residual stress distributions in aluminum alloy plates with different dimensions. Rare Met. 2019, 38, 1051–1061. [Google Scholar] [CrossRef]
- Yang, S.; Yu, S.; He, C. The Surface Integrity of Titanium Alloy When Using Micro-Textured Ball-End Milling Cutters. Micromachines 2018, 10, 21. [Google Scholar] [CrossRef]
- Li, Q.; Yang, S.; Zhang, Y.; Zhou, Y.; Cui, J. Evaluation of the machinability of titanium alloy using a micro-textured ball end milling cutter. Int. J. Adv. Manuf. Technol. 2018, 98, 2083–2092. [Google Scholar] [CrossRef]
- Cao, X.; Xu, Z.; Peng, Y.; Zhu, J.; Nie, Z. Current Development of Residual Stress Measurement and Research Methods. Low Temperature Architecture Technology. Low Temp. Archit. Technol. 2016, 38, 76–79. [Google Scholar]
- Han, Y.L.; Qi, J.F.; Cai, Q.; Yang, G.H.; Yang, B. Research on Measurement of Residual Stress of Welded 5A06 Aluminum Alloy Based on Synchrotron Radiation Diffraction Technology. Rare Met. Mater. Eng. 2019, 48, 205–212. [Google Scholar]
- Masmiati, N.; Sarhan, A.A.; Hassan, M.A.N.; Hamdi, M. Optimization of cutting conditions for minimum residual stress, cutting force and surface roughness in end milling of S50C medium carbon steel. Measurement 2016, 86, 253–265. [Google Scholar] [CrossRef]
- Patyk, R.; Bohdal, Ł.; Kułakowska, A. Study the Possibility of Controlling the Magnitude and Distribution of Residual Stress in the Surface Layer of the Product after the Process Double Duplex Burnishing. Mater. Sci. Forum 2016, 862, 262–269. [Google Scholar] [CrossRef]
- Burba, M.E.; Buchanan, D.J.; Caton, M.J.; John, R.; Brockman, R.A. Microstructure-Sensitive Model for Predicting Surface Residual Stress Relaxation and Redistribution in a P/M Nickel-Base Superalloy. In Proceedings of the 13th Intenational Symposium of Superalloys, Hoboken, NJ, USA, 31 August 2016; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2016. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Hardness HRC | Density kg/m3 | Melting Point °C | Specific Heat J/kgK | Heat Transfer Coefficient W/m·K | Poisson’s Ratio v | Yield Strength MPa | Modulus of Elasticity GPa |
|---|---|---|---|---|---|---|---|
| 36 | 4428 | 1605 | 1012 | 7.955 | 0.41 | 825 | 110 |
| Element | Al | V | Fe | C | N | O | Ti |
| Content | 5.5~6.8 | 3.5~4.5 | ≤0.30 | ≤0.10 | ≤0.05 | ≤0.20 | allowance |
| Cutting Speed vc | Feed Rate fz | Cutting Depth ap | Cutting Width ae |
|---|---|---|---|
| 120 m/min | 0.08 mm | 0.4 mm | 0.3 mm |
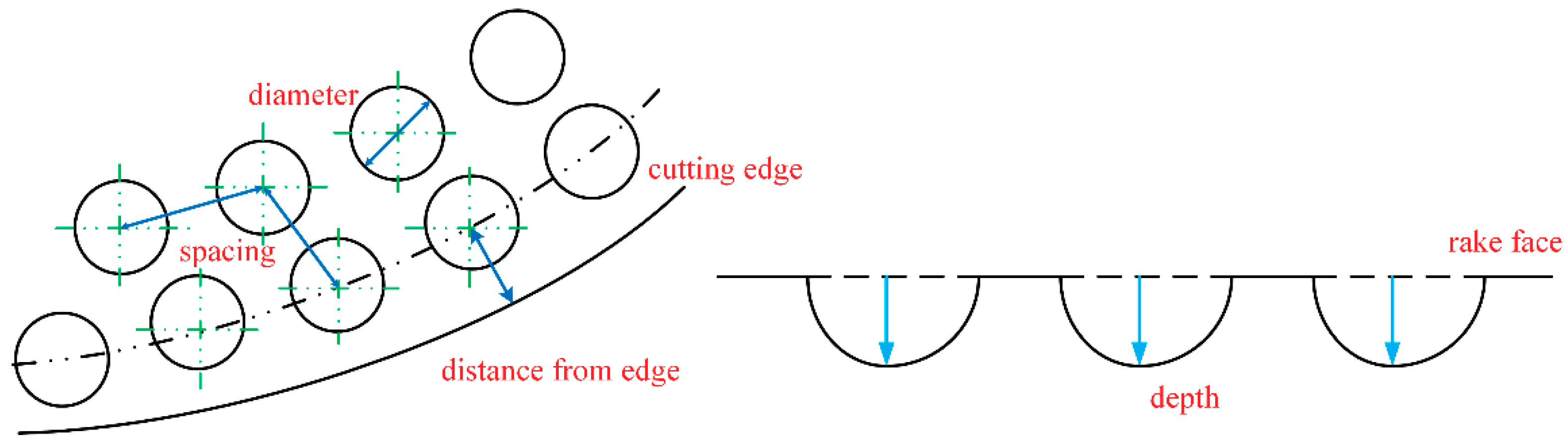
| Factor | Diameter D (μm) | Depth H (μm) | Distance L1 (μm) | Distance from Cutting Edge L2 (μm) | |
|---|---|---|---|---|---|
| Level | |||||
| 1 | 30 | 40 | 125 | 90 | |
| 2 | 40 | 50 | 150 | 100 | |
| 3 | 50 | 60 | 175 | 110 | |
| 4 | 60 | 70 | 200 | 120 | |
| Test Number | Diameter (μm) | Depth (μm) | Separation Distance (μm) | Distance from Cutting Edge (μm) | σx Average Value (MPa) |
|---|---|---|---|---|---|
| 1 | 30 | 40 | 125 | 90 | −183.6 |
| 2 | 30 | 50 | 150 | 100 | −190.4 |
| 3 | 30 | 60 | 175 | 110 | −195.467 |
| 4 | 30 | 70 | 200 | 120 | −209 |
| 5 | 40 | 40 | 150 | 110 | −199.133 |
| 6 | 40 | 50 | 125 | 120 | −190.933 |
| 7 | 40 | 60 | 200 | 90 | −185.767 |
| 8 | 40 | 70 | 175 | 100 | −180.767 |
| 9 | 50 | 40 | 175 | 120 | −192.467 |
| 10 | 50 | 50 | 200 | 110 | −203.233 |
| 11 | 50 | 60 | 125 | 100 | −191.6 |
| 12 | 50 | 70 | 150 | 90 | −187.2 |
| 13 | 60 | 40 | 200 | 100 | −198.267 |
| 14 | 60 | 50 | 175 | 90 | −188.6 |
| 15 | 60 | 60 | 150 | 120 | −193.567 |
| 16 | 60 | 70 | 125 | 110 | −184.6 |
| Test parameters | fx1 | fx2 | fx3 | fx4 | |
| kx1 | −194.61675 | −193.36675 | −187.68325 | −196.49175 | |
| kx2 | −189.15 | −193.2915 | −192.575 | −195.60825 | |
| kx3 | −193.625 | −191.60025 | −189.32525 | −186.29175 | |
| kx4 | −191.5085 | −190.39175 | −199.06675 | −190.2585 | |
| Rx | 5.46675 | 2.975 | 11.3835 | 10.2 |
| Test Number | Diameter (μm) | Depth (μm) | Separation Distance (μm) | Distance from Cutting Edge (μm) | σy Average Value (MPa) |
|---|---|---|---|---|---|
| 1 | 30 | 40 | 125 | 90 | −297.867 |
| 2 | 30 | 50 | 150 | 100 | −326.433 |
| 3 | 30 | 60 | 175 | 110 | −324.267 |
| 4 | 30 | 70 | 200 | 120 | −343.233 |
| 5 | 40 | 40 | 150 | 110 | −313.833 |
| 6 | 40 | 50 | 125 | 120 | −337.267 |
| 7 | 40 | 60 | 200 | 90 | −303.9 |
| 8 | 40 | 70 | 175 | 100 | −299.667 |
| 9 | 50 | 40 | 175 | 120 | −286.533 |
| 10 | 50 | 50 | 200 | 110 | −315.6 |
| 11 | 50 | 60 | 125 | 100 | −309.1 |
| 12 | 50 | 70 | 150 | 90 | −287.3 |
| 13 | 60 | 40 | 200 | 100 | −307.233 |
| 14 | 60 | 50 | 175 | 90 | −290.2 |
| 15 | 60 | 60 | 150 | 120 | −292.9 |
| 16 | 60 | 70 | 125 | 110 | −299.2 |
| Test parameters | fy1 | fy2 | fy3 | fy4 | |
| ky1 | −322.95 | −301.3665 | −310.8585 | −294.81675 | |
| ky2 | −313.66675 | −317.375 | −305.1165 | −310.60825 | |
| ky3 | −299.63325 | −307.54175 | −300.16675 | −313.225 | |
| ky4 | −297.38325 | −307.35 | −317.4915 | −314.98325 | |
| Ry | 25.56675 | 16.0085 | 17.32475 | 20.1665 |
| Source of Variance | SS | DF | MS | F | Significance F |
|---|---|---|---|---|---|
| Ra | 0.004874 | 4 | 0.001218 | 3.527269 | 0.043689 |
| Residual | 0.0038 | 11 | 0.000345 | — | — |
| Total | 0.008673 | 15 | — | — | — |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, S.; Yu, S.; Liu, X.; Su, S.; Zhou, Y. An Investigation of the Influence of a Micro-Textured Ball End Cutter’s Different Parameters on the Surface Residual Stress of a Titanium Alloy Workpiece. J. Manuf. Mater. Process. 2019, 3, 94. https://doi.org/10.3390/jmmp3040094
Yang S, Yu S, Liu X, Su S, Zhou Y. An Investigation of the Influence of a Micro-Textured Ball End Cutter’s Different Parameters on the Surface Residual Stress of a Titanium Alloy Workpiece. Journal of Manufacturing and Materials Processing. 2019; 3(4):94. https://doi.org/10.3390/jmmp3040094
Chicago/Turabian StyleYang, Shucai, Song Yu, Xianli Liu, Shuai Su, and Yongzhi Zhou. 2019. "An Investigation of the Influence of a Micro-Textured Ball End Cutter’s Different Parameters on the Surface Residual Stress of a Titanium Alloy Workpiece" Journal of Manufacturing and Materials Processing 3, no. 4: 94. https://doi.org/10.3390/jmmp3040094
APA StyleYang, S., Yu, S., Liu, X., Su, S., & Zhou, Y. (2019). An Investigation of the Influence of a Micro-Textured Ball End Cutter’s Different Parameters on the Surface Residual Stress of a Titanium Alloy Workpiece. Journal of Manufacturing and Materials Processing, 3(4), 94. https://doi.org/10.3390/jmmp3040094