Comparative Assessment of the Surface Integrity of AD730® and IN718 Superalloys in High-Speed Turning with a CBN Tool

 ,
,
Abstract
1. Introduction
2. Surface Integrity of Nickel-Based Superalloys after Machining
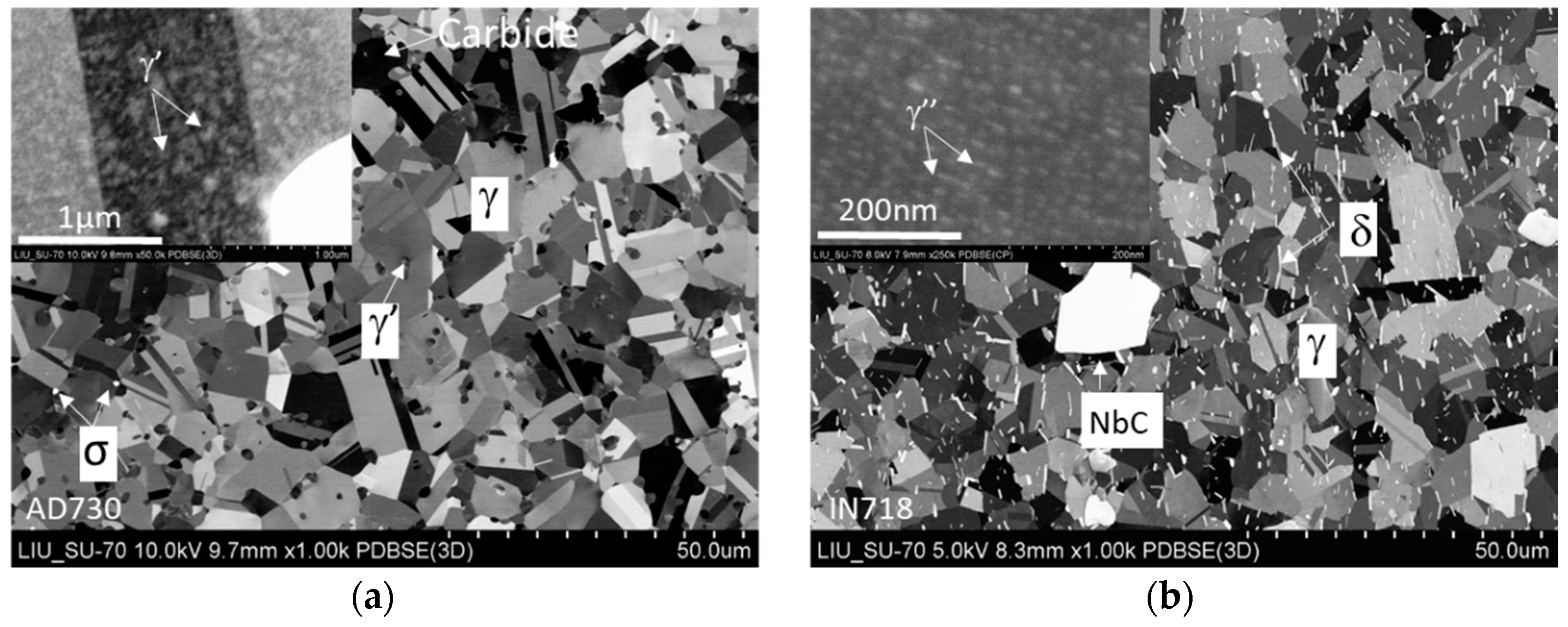
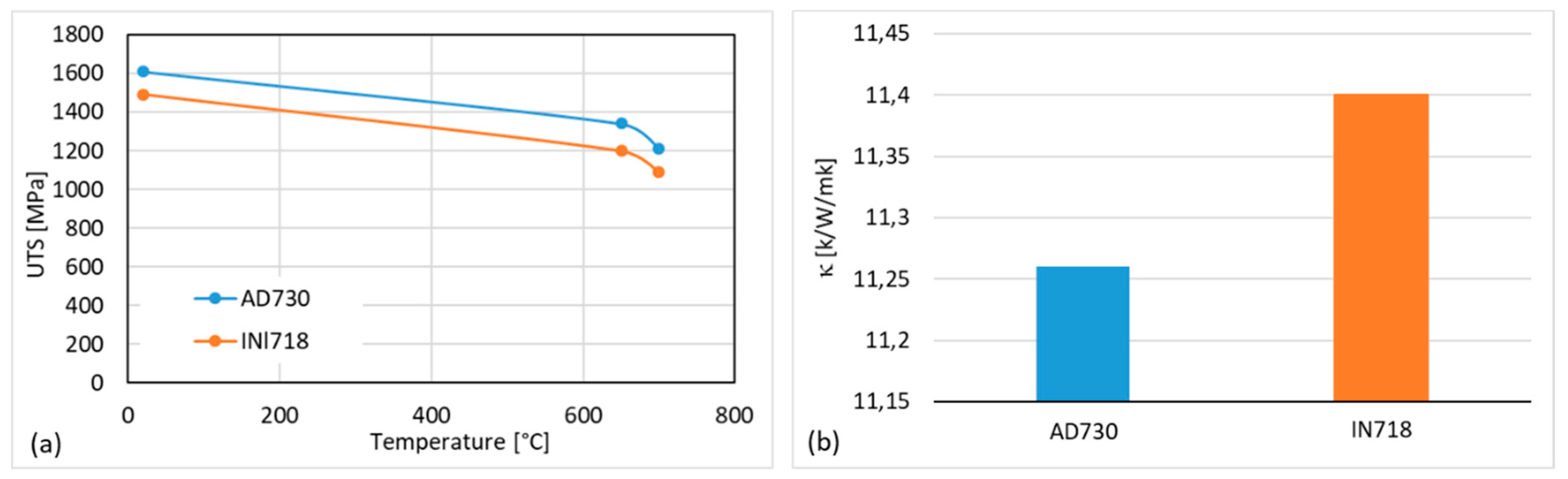
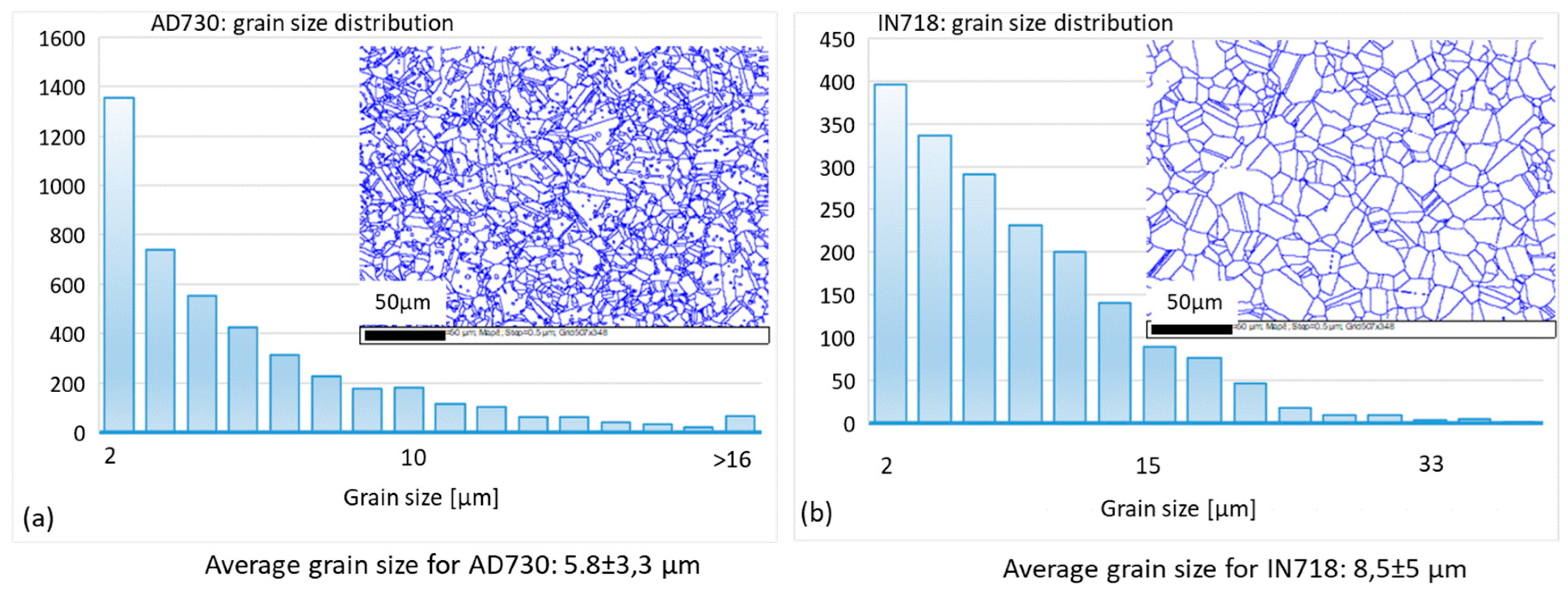
3. AD730® and IN718 Superalloys
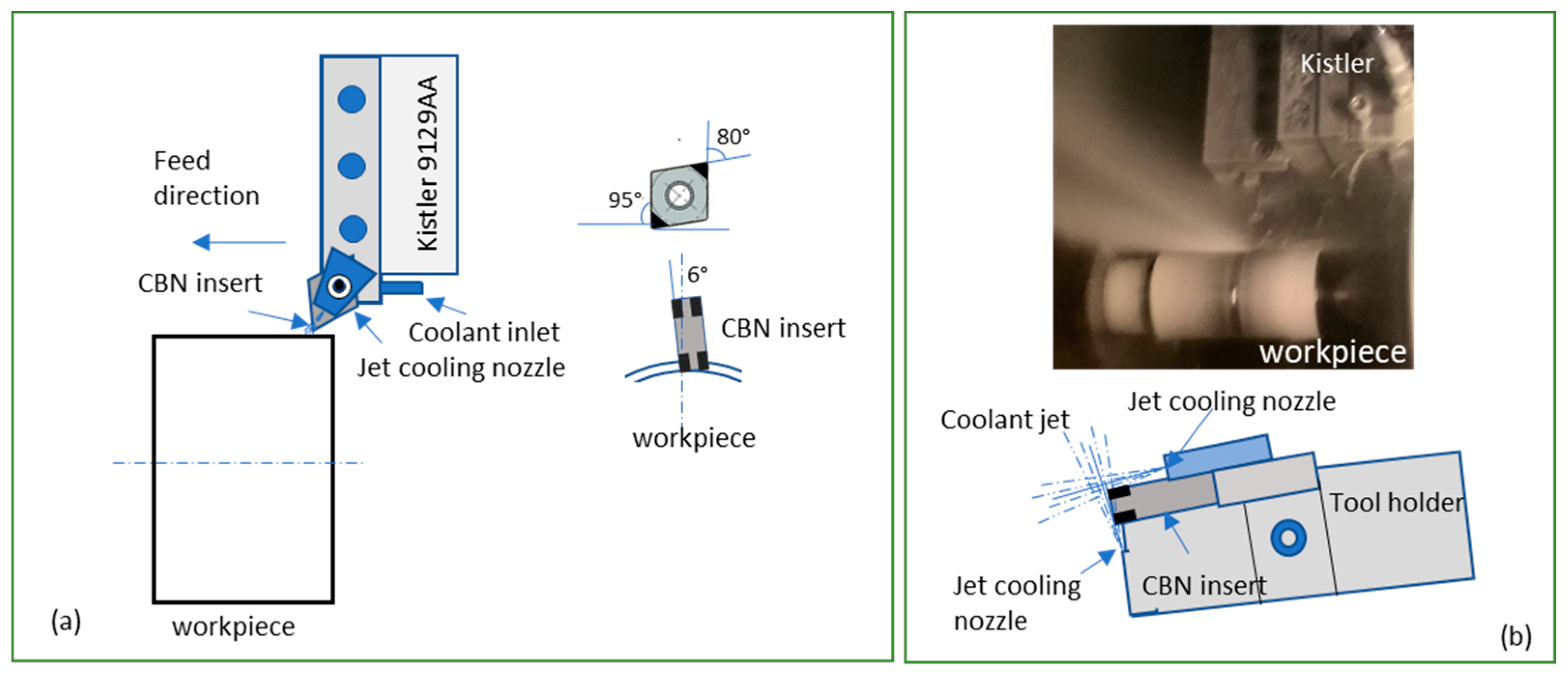
4. Experimental Setup and Procedures
- CBN 170-grade PCBN with 65% CBN content by volume and a grain size of ~2 µm;
- TiCN as a binder reinforced by SiC whisker fibers;
- High fracture toughness;
- 25-µm edge radius and edge honing.
5. Results and Discussion
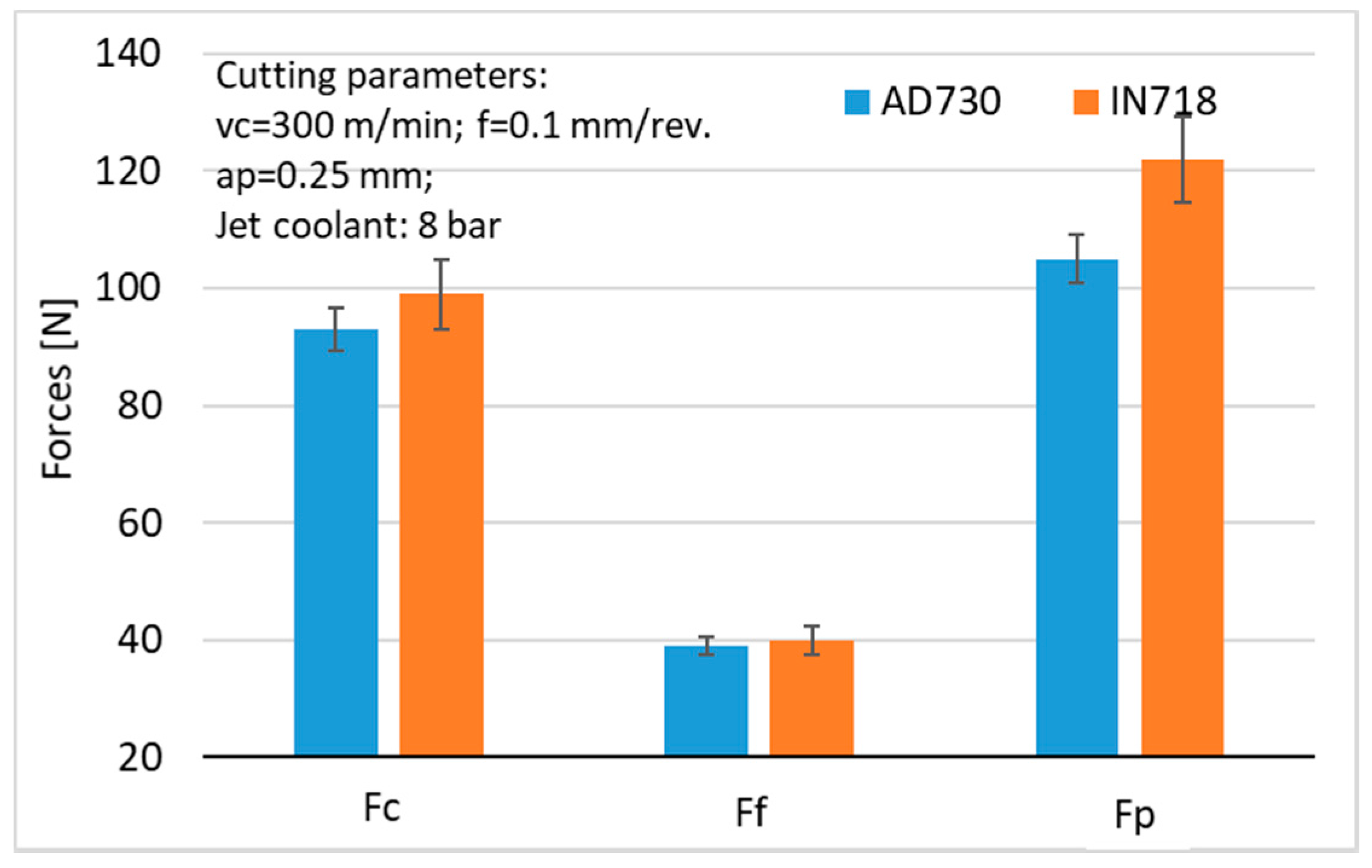
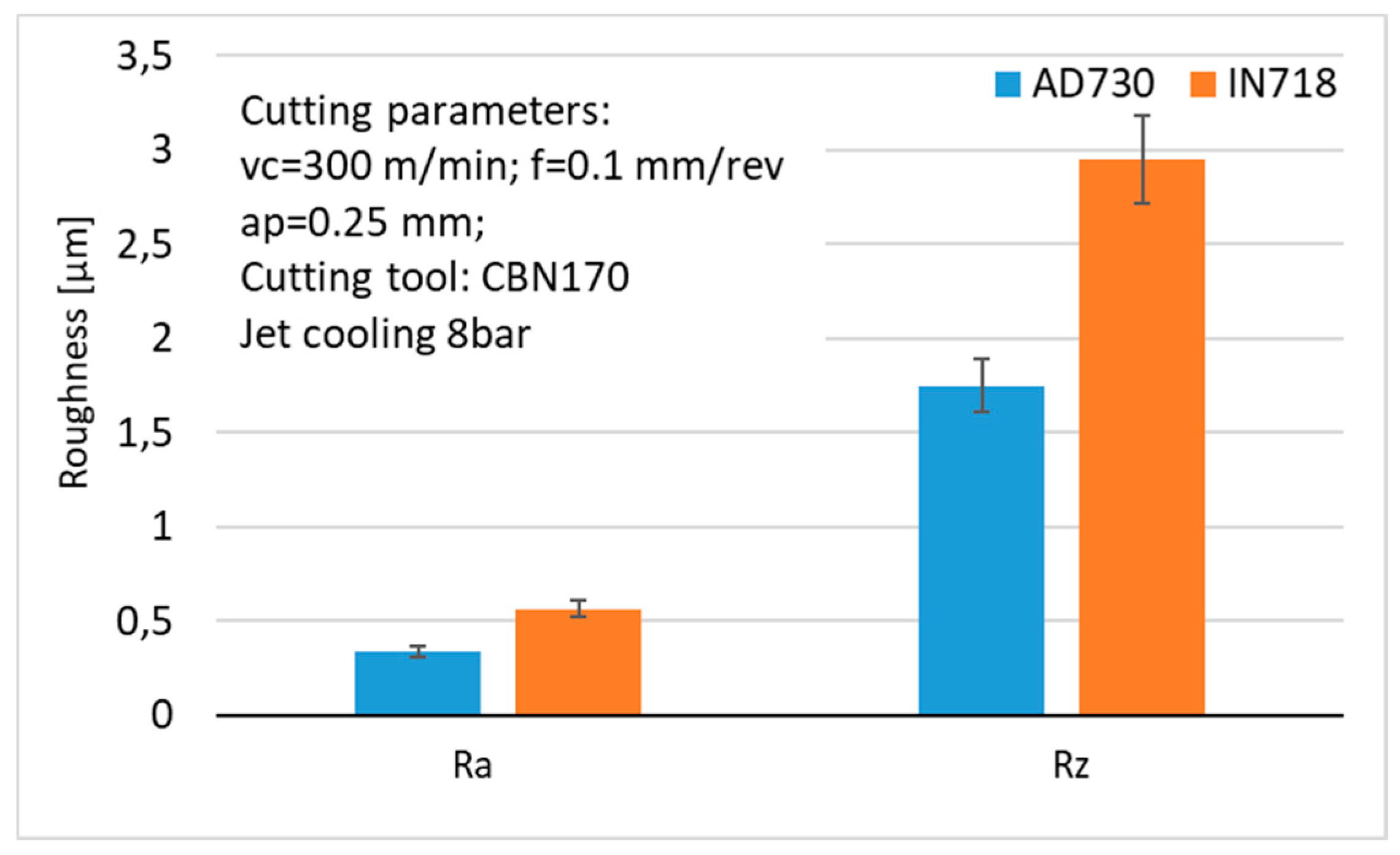
5.1. Cutting Force and Surface Roughness
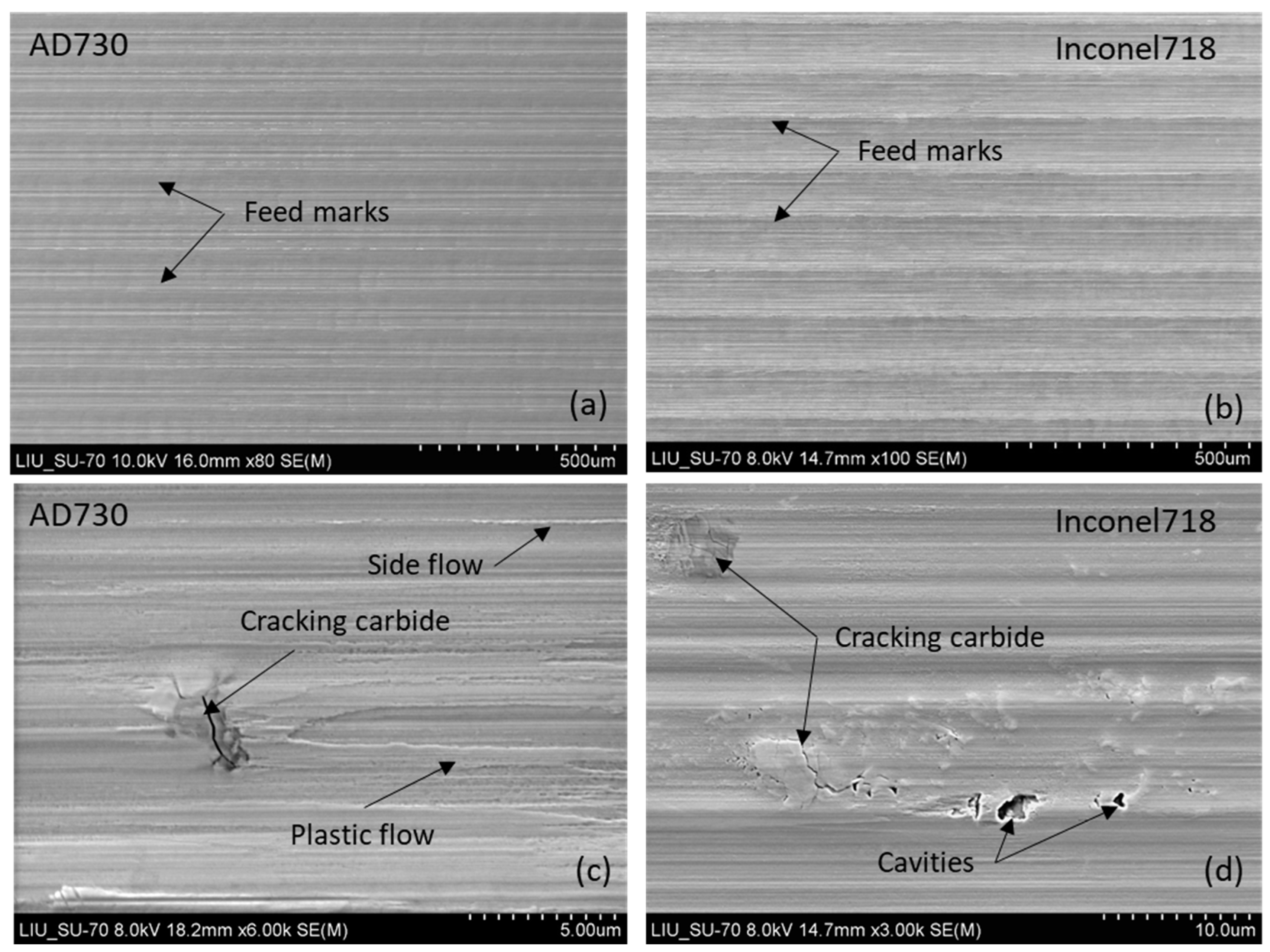
5.2. Surface Morphology
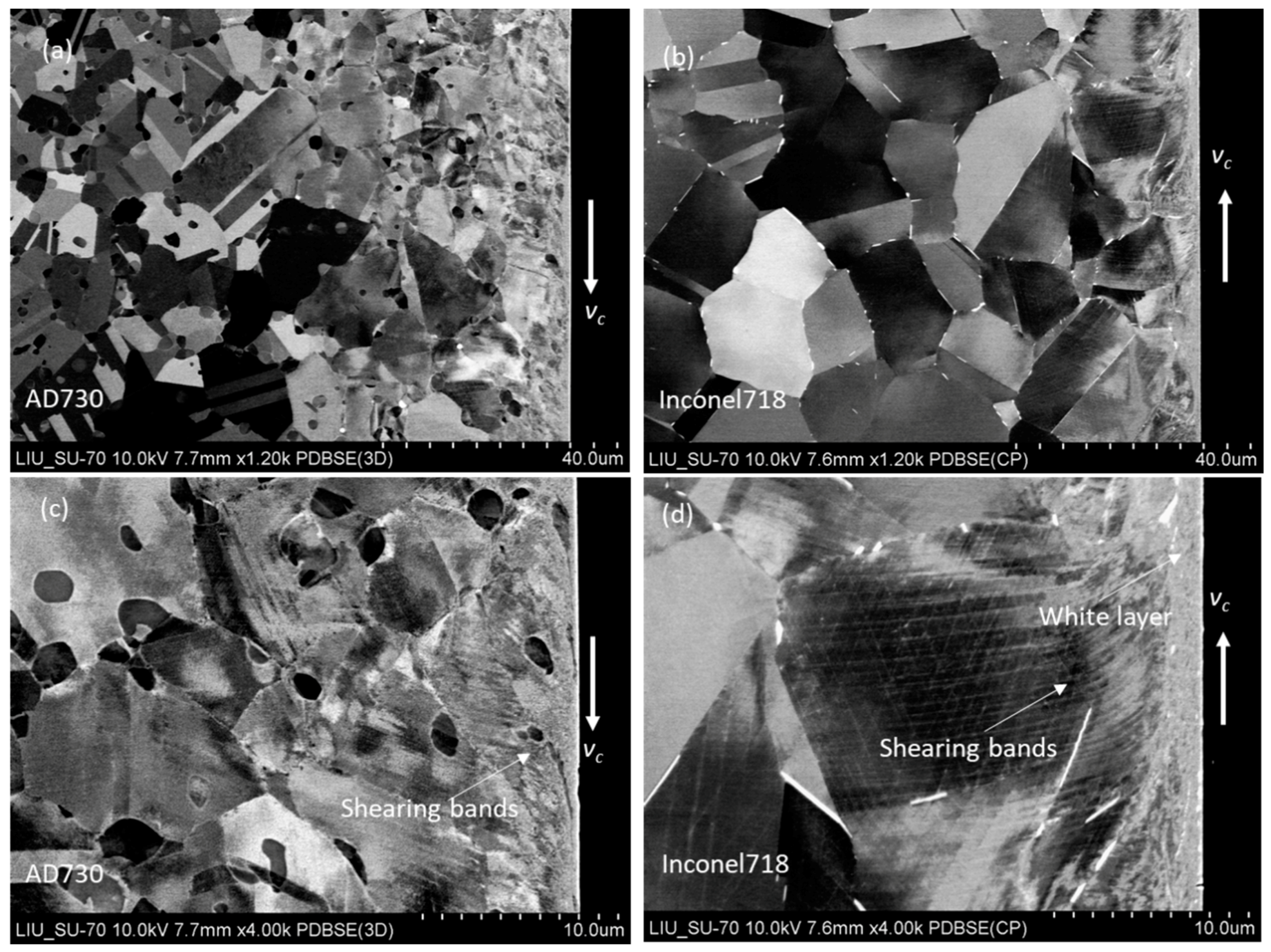
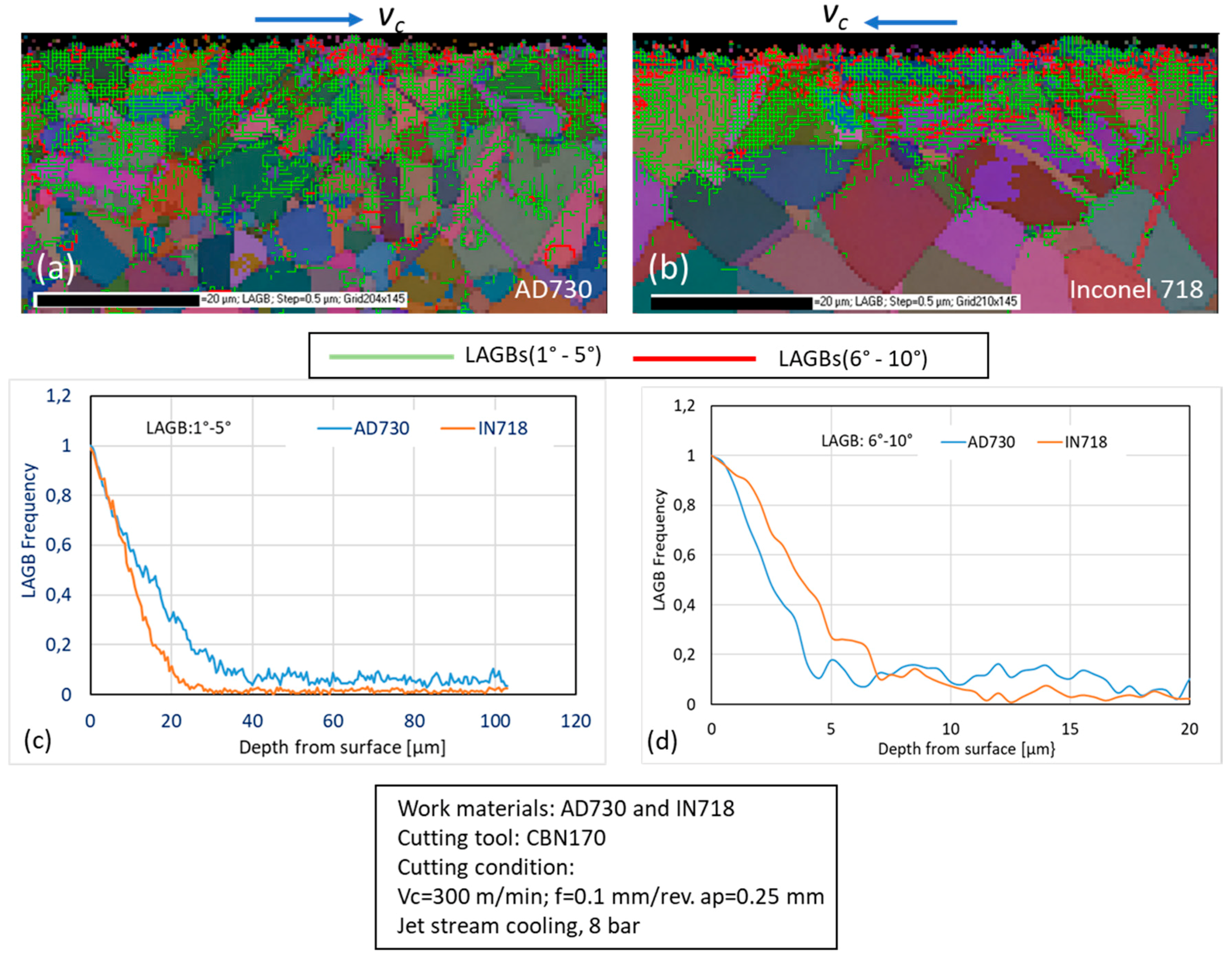
5.3. Subsurface Deformation
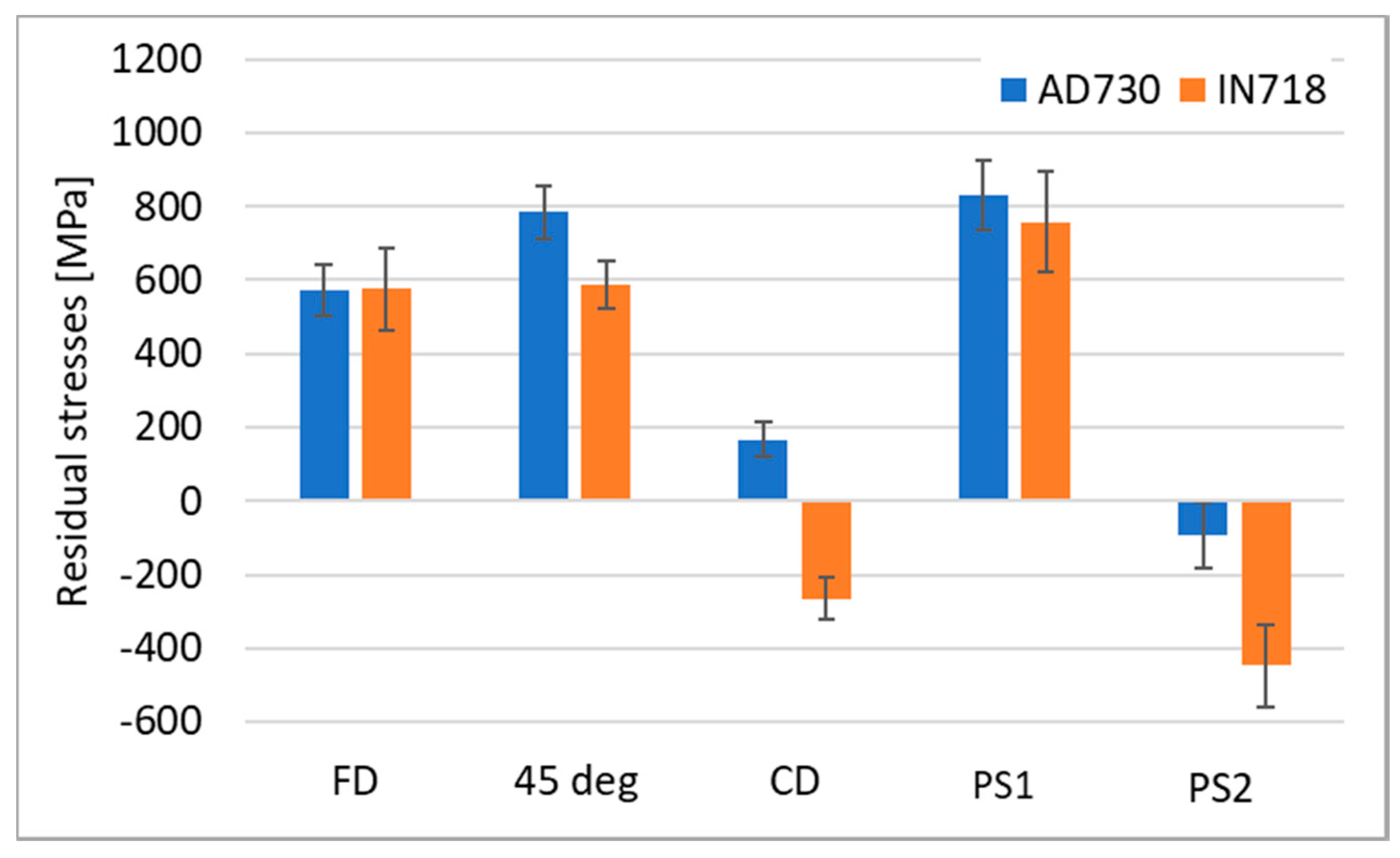
5.4. Residual Stresses
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Klocke, F.; Gierlings, S.; Brockmann, M.; Veselovac, D. Influence of Temperature on Surface Integrity for Typical Machining Processes in Aero Engine Manufacture. Procedia Eng. 2011, 19, 203–208. [Google Scholar] [CrossRef]
- Devaux, A.; Geoges, E.; Héritier, P. Development of new C&W superalloys for high temperature disk applications. Adv. Mater. Res. 2011, 278, 405–410. [Google Scholar]
- Devaux, A.; Picqué, B.; Gervais, M.; Georges, E.; Poulain, T.; Heritier, P. AD730—A New Nickel-Based Superalloy for High Temperature Engine Rotative Parts. In Superalloys 2012; Wiley-Blackwell: Hoboken, NJ, USA, October 2012; pp. 911–919. [Google Scholar]
- Devaux, A.; Berglin, L.; Thebaud, L.; Delattre, R.; Crozer, C.; Nodin, O. Mechanical properties and development of supersolvus heat treated new nickel base superalloy AD730TM. MATEC Web Conf. 2014, 14, 01004. [Google Scholar] [CrossRef]
- Thakur, A.; Gangopadhyay, S. State-of-the-art in surface integrity in machining of nickel-based superalloys. Int. J. Mach. Tools Manuf. 2016, 100, 25–54. [Google Scholar] [CrossRef]
- Ezugwu, E.O.; Wang, Z.M.; Machado, A.R. The machinability of nickel-based alloys: A review. J. Mater. Process. Technol. 1999, 86, 1–16. [Google Scholar] [CrossRef]
- Jawahir, I.S.; Brinksmeier, E.; M’Saoubi, R.; Aspinwall, D.K.; Outeiro, J.C.; Meyer, D.; Umbrello, D.; Jayal, A.D. Surface integrity in material removal processes: Recent advances. CIRP Ann. Manuf. Technol. 2011, 60, 603–626. [Google Scholar] [CrossRef]
- Chen, Z.; Lin Peng, R.; Moverare, J.; Avdovic, P.; Zhou, J.M.; Johansson, S. Surface Integrity and Structural Stability of Broached, Inconel 718 at High Temperatures. Metall. Mater. Trans. A 2016, 47, 3664–3676. [Google Scholar] [CrossRef]
- Zou, B.; Chen, M.; Huang, C.; An, Q. Study of surface damages caused by turning of NiCr20TiAl nickel-based alloy. J. Mater. Process. Technol. 2009, 209, 5802–5809. [Google Scholar] [CrossRef]
- Ezugwu, E.O.; Tang, S.H. Surface abuse when machining cast iron (G-17) and nickel base superalloy (Inconel 718) with ceramic tools. J. Mater. Process. Technol. 1995, 55, 63–69. [Google Scholar] [CrossRef]
- Pawade, R.S.; Suhas, S.; Joshi, S.; Brahmankar, P.K.; Rahman, M. An investigation of cutting forces and surface damage in high-speed turning of Inconel 718. J. Mater. Process. Technol. 2007, 192–193, 139–146. [Google Scholar] [CrossRef]
- Devillez, A.; Le, G.; Dominiak, S.; Dudzinski, D. Dry machining of Inconel 718, workpiece surface integrity. J. Mater. Process. Technol. 2011, 211, 1590–1598. [Google Scholar] [CrossRef]
- Ulutan, D.; Ozel, T. Machining induced surface integrity in titanium and nickel alloys: A review. Int. J. Mach. Tools Manuf. 2011, 51, 250–280. [Google Scholar] [CrossRef]
- Wusatowska-Sarnek, A.; Dubiel, B.; Czyrska-Filemonowicz, A.; Bhowal, P.; Salah, N.B.; Klemberg-Sapieha, J. Microstructural characterization of the white etching layer in nickel-based superalloy. Metall. Mater. Trans. A 2011, 42, 3813–3825. [Google Scholar] [CrossRef]
- Bushlya, V.; Zhou, J.M.; Lenrick, F.; Avdovic, P.; Ståhl, J.E. Characterization of White Layer Generated when Turning Aged Inconel 718. Procedia Eng. 2011, 19, 60–66. [Google Scholar] [CrossRef]
- Chen, Z.; Colliander, M.H.; Sundell, G.; Peng, R.L.; Zhou, J.M.; Johansson, A.; Moverare, J. Nano-scale characterization of white layer in broached Inconel 718. Mater. Sci. Eng. A 2017, 684, 373–384. [Google Scholar] [CrossRef]
- Österle, W.; Peng, L.R. Mechanical and thermal response of a nickel-base superalloy upon grinding with high removal rates. Mater. Sci. Eng. A 1997, 238, 357–366. [Google Scholar] [CrossRef]
- Imran, M.; Mativenga, P.T.; Gholinia, A.; Withers, P.J. Evaluation of surface integrity in micro drilling process for nickel-based superalloy. Int. J. Adv. Manuf. Technol. 2011, 55, 465–476. [Google Scholar] [CrossRef]
- Sadat, A.B. Surface characteristics of machined Inconel-718 nickel-base superalloy using natural and controlled contact length tools. Int. J. Mach. Tool Manuf. 1987, 27, 333–342. [Google Scholar] [CrossRef]
- Sharman, A.R.C.; Hughes, J.I. Workpiece surface integrity and tool life issues when turning Inconel 718™ nickel based superalloy. J. Mach. Sci. Technol. 2004, 200, 424–432. [Google Scholar] [CrossRef]
- Zhou, J.Z.; Bushlya, V.; Stahl, J.E. An investigation of surface damage in the high speed turning of Inconel 718 with use of whisker reinforced ceramic tools. J. Mater. Process. Technol. 2012, 212, 372–384. [Google Scholar] [CrossRef]
- Ezugwu, E.O.; Pashby, I.R. High speed milling of nickel-based superalloys. J. Mater. Process. Technol. 1992, 3, 429–437. [Google Scholar] [CrossRef]
- Sadat, A.B.; Reddy, M.; Wang, B.P. Plastic deformation analysis in machining of Inconel 718 nickel-based superalloy using both experimental and numerical methods. Int. J. Mech. Sci. 1991, 33, 829–842. [Google Scholar] [CrossRef]
- Sharman, A.R.C.; Hughes, J.I.; Ridgway, K. An analysis of the residual stresses generated in Inconel 718™ when turning. J. Mater. Process. Technol. 2006, 173, 359–367. [Google Scholar] [CrossRef]
- Chen, Z.; Peng, R.L.; Zhou, J.M.; M’Saoubi, R.; Gustafsson, D.; Moverare, J. Effect of machining parameters on cutting force and surface integrity when high-speed turning AD 730™ with PCBN tools. Int. J. Adv. Manuf. Technol. 2018. [Google Scholar] [CrossRef]
- Aubert & Duval. AD730®—New Ni-based Superalloy for High Temperature Applications; Aubert & Duval: Paris, France, 2012. [Google Scholar] [CrossRef]
- Ahn, D.G.; Byun, K.W.; Kang, M.C. Thermal Characteristics in the Cutting of Inconel 718 Superalloy Using CW Nd:YAG Laser. J. Mater. Sci. Technol. 2010, 26, 362–366. [Google Scholar] [CrossRef]
- New Seco Jetstream Cooling®. Available online: http://www.secotools.com (accessed on 7 March 2018).
- Kitagawa, T.; Kubo, A.; Maekawa, K. Temperature and wear of cutting tools in high-speed machining of Incone1718 and Ti-6A1-6V-2Sn. Wear 1997, 202, 142–148. [Google Scholar] [CrossRef]
- M’Saoubi, R.; Axinte, D.; Soo, S.L.; Nobel, C.; Attia, H.; Kappmeyer, G.; Engin, S.; Sim, W.M. High performance cutting of advanced aerospace alloys and composite materials. CIRP Ann. Manuf. Technol. 2015, 64, 557–580. [Google Scholar] [CrossRef]
- Zhou, J.M.; Peng, R.L.; M’Saoubi, R.; Gustafsson, D.; Palmert, F.; Moverare, J. Plastic, Deformation and Residual Stress in High Speed Turning of AD730™ Nickel-based Superalloy with PCBN and WC Tools. Procedia CIRP 2018, 71, 440–445. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements (vol. %) | AD730© | IN718 |
|---|---|---|
| Ni | 59.4 | 53.8 |
| Fe | 3.94 | 17.8 |
| Cr | 15.6 | 17.9 |
| Co | 8.42 | 0.17 |
| Mo | 3.02 | 2.92 |
| Al | 2.32 | 0.47 |
| Ti | 3.51 | 1.01 |
| Nb | 1.12 | 5.4 |
| C | 0.02 | 0.025 |
| W | 2.59 | - |
| Zr | 0.05 | - |
| B | 0.02 | 0.004 |
| Si | - | 0.07 |
| Mn | - | 0.06 |
| Cu | - | 0.04 |
| Cutting tool | PCLNL 3225 P12L |
| Insert grade | CBN 170 |
| Cutting speed: vc (m·min−1) | 300 |
| Feed rate: f (mm·rev−1) | 0.1 |
| Depth of cut: ap (mm) | 0.25 |
| Cooling pressure (bar) | 8 |
| Cooling method | Jet stream |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, J.; Chen, Z.; Persson, H.; Peng, R.L.; M’Saoubi, R.; Gustasson, D. Comparative Assessment of the Surface Integrity of AD730® and IN718 Superalloys in High-Speed Turning with a CBN Tool. J. Manuf. Mater. Process. 2019, 3, 73. https://doi.org/10.3390/jmmp3030073
Zhou J, Chen Z, Persson H, Peng RL, M’Saoubi R, Gustasson D. Comparative Assessment of the Surface Integrity of AD730® and IN718 Superalloys in High-Speed Turning with a CBN Tool. Journal of Manufacturing and Materials Processing. 2019; 3(3):73. https://doi.org/10.3390/jmmp3030073
Chicago/Turabian StyleZhou, Jinming, Zhe Chen, Henrik Persson, Ru Lin Peng, Rachid M’Saoubi, and David Gustasson. 2019. "Comparative Assessment of the Surface Integrity of AD730® and IN718 Superalloys in High-Speed Turning with a CBN Tool" Journal of Manufacturing and Materials Processing 3, no. 3: 73. https://doi.org/10.3390/jmmp3030073
APA StyleZhou, J., Chen, Z., Persson, H., Peng, R. L., M’Saoubi, R., & Gustasson, D. (2019). Comparative Assessment of the Surface Integrity of AD730® and IN718 Superalloys in High-Speed Turning with a CBN Tool. Journal of Manufacturing and Materials Processing, 3(3), 73. https://doi.org/10.3390/jmmp3030073