1. Introduction
Laser beam welding is a well-established process with increasing use in industrial production lines, such as in the car manufacturing industry. In cases with materials that have a high reflectance, the laser beam energy can be input efficiently by a process type known as keyhole welding or laser deep penetration welding. Laser keyhole welding enables fast material processing, resulting in deep and narrow welds accompanied by high cooling rates. With the ongoing demand for lightweight construction due to the goal of exhaust emission reduction, aluminum alloys make it possible to achieve a significant weight reduction in vehicles (up to 50%), while providing sustainability as 95% of the aluminum can be recycled [
1]. Magnesium is one of the main alloying elements for aluminum alloys. As a lightweight material, the non-heat treatable 5000 series AlMg alloys are popular for their high corrosion resistance in the marine environment, good weldability, and moderate to high strength (~280 MPa) and toughness properties, which can be gained by work hardening [
2].
The complex physical phenomena during laser keyhole welding include a highly dynamic process behavior involving liquid melt detachment (spattering), which at the surface is usually observable in the near-keyhole region. Spatters can lead to weld imperfections such as undercutting, thus potentially reducing the mechanical integrity of the joint. In addition to the loss of material incurred, these can pollute optical components, leave unwanted burn marks, and stick to workpiece surfaces, thus making further processing steps necessary.
2. State of Research
Excessive spatter generation and dynamic process behavior are especially observable in the laser keyhole welding of aluminum alloys containing elements with low boiling temperatures [
3]. As one of these, magnesium has a high evaporation rate due to its high thermodynamic activity and low vaporization temperature in comparison to pure aluminum (a difference of 1360 K). At temperatures above the boiling point of magnesium, this results in selective evaporation and the domination of magnesium in the vapor of the binary alloy. The greater recoil pressure inside the keyhole then also contributes to an increase in the process dynamics [
4].
Previous investigations into spattering mainly focused on the important understanding of spatter generation mechanisms. Spattering occurs when a local volume of melt has enough kinetic energy to overcome surface tension, thus disintegrating from the melt [
5]. There are different theories on possible mechanisms that could lead to local melt acceleration, thereby providing the energy needed for detachment. These are sorted by place of action in the following:
Inside the melt pool:
Melt flow channel contraction: The narrowing of the flow channel between the front half of the keyhole wall and the solidus area of the melt pool due to keyhole wall oscillations [
5].
Turbulence: In terms of melt flow conditions [
6].
Volumetric evaporation (as shown for the MIG welding of AlMg alloys): In the lower layer regions, close to the melt surface for alloys containing low boiling elements [
7].
Inside the keyhole:
Vapor-generated waves and flow on the keyhole wall: Induced by recoil pressure [
8] on a large scale, and on a small scale [
9], with the occurrence of local hot spots [
10] as well as by the extensive evaporation rates due to low boiling temperature elements. Violent keyhole fluctuation has indeed been reported in the welding of alloys containing low boiling elements [
4].
Drag force by shear stress: Vapor-melt interaction at the keyhole rim outlet [
11], especially when the vapor stream is accelerated by keyhole contraction [
12].
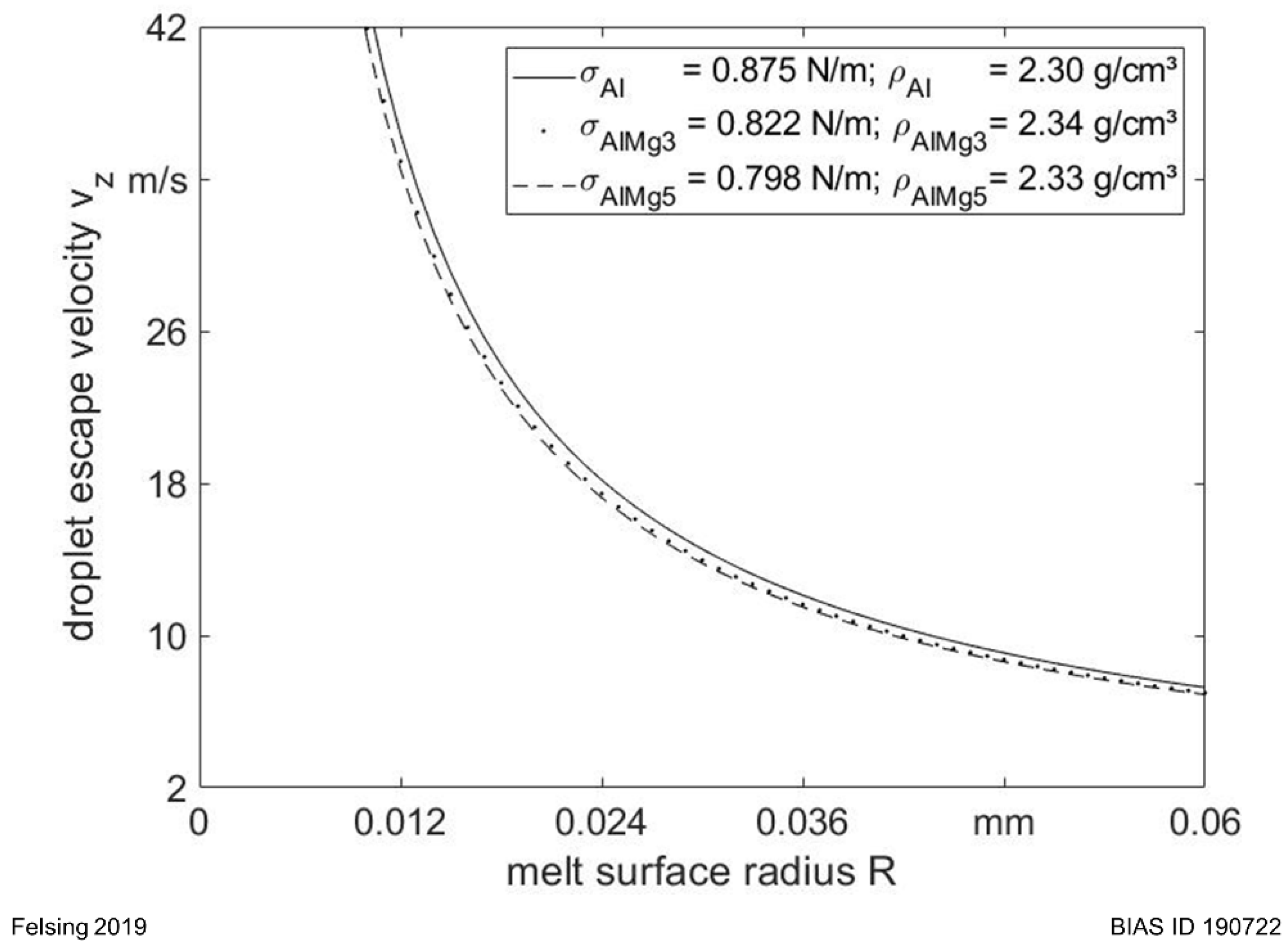
Of course, all mentioned mechanisms can act interdependently, resulting in a highly dynamic system. The presence of magnesium in binary aluminum alloys has an influence on the material properties. Changes in surface tension, density, viscosity, and vapor pressure should thereby influence both the process dynamics and spatter generation mechanisms. For the spatter escape velocity condition, according to [
5], this means that for AlMg alloys, less kinetic energy is needed for the melt acceleration to overcome the surface tension compared to pure aluminum for an identical hemispherical melt bump radius and temperature (
Figure 1). Also, with a smaller melt surface radius, the difference in the energy needed for disintegration increases between AlMg alloys and pure aluminum.
Droplet escape condition:
where,
is velocity of rising melt bump,
is melt bump radius,
is surface tension of melt and
is density of melt.
3. Hypothesis
Assuming an equal laser energy application and taking into consideration the fact that the laser absorption rate inside the keyhole is higher for an alloy containing magnesium [
4], this would mean that for AlMg alloys more energy could be available for spatter generation. It is assumed that when AlMg alloys are laser welded, smaller yet more spatters occur in comparison to pure aluminum (Al99.5) because less energy is required for disintegration due to the lower surface tension. As the surface tension is temperature dependent and maximal temperatures on the melt surface are known to exist at the keyhole outlet rim, most spatters should eject from this region.
This investigation concentrates on the influence of the alloying element magnesium on spatter behavior during the laser deep penetration welding of aluminum alloys. Therefore, three aluminum alloys will be compared: Al99.5, AlMg3, and AlMg5. The process dynamics regarding spatter formation mechanisms will be investigated with dual high-speed cameras using bead on plate (bop) welds. Spatter velocities and flight path angles will be calculated from reconstructed 3D trajectories of spatters. The corresponding approximate spatter sizes will be evaluated from a single camera view.
4. Experimental and Methods
4.1. Welding and Recording for the 3D Spatter Track Reconstruction and Observation of Process Behavior
The process was observed by two synchronized high-speed cameras (Vision Research VEO410L, Phantom V5.1). For the welding, the processing optic BEO D70 with a 200 mm focal length and a 4.5° inclination angle (in welding direction) in combination with a high-power disc laser (TruDisk12002,
λ = 1030 nm) and a CNC linear table was used to perform bead on plate (bop) welds. The following materials were welded in the CW laser deep penetration mode: Al99.5, AlMg3 and AlMg5 (100 mm × 50 mm × 10 mm). All three alloys were previously analyzed with an optical emission spectrometer. They corresponded to the German standard DIN EN 573-3 12:2013 (EN AW-1050A-H111, EN AW-5754-H111, EN AW-5019-H111, respectively). To prevent the influence of a shielding gas stream on spatter flight paths, no shielding gas was used. The welding process was conducted for 80 mm at a laser beam power of 2 kW and a welding speed of 2 m/min. The laser beam was defocused by
z = −1 mm, with a measured laser spot diameter of 260 µm at the workpiece surface. Spatter ejections were recorded for a process window with a 40 mm seam length with a frame rate of 13,029 fps using a stationary dual high-speed camera setup. For a higher magnification of the region of interest (ROI) (keyhole with surrounding melt pool), distance rings were added to the camera optics. A scale cube was used as the origin for the coordinate system for the reconstruction of spatter trajectories as well as for scale. The origin of the coordinate system is located at the keyhole opening with the workpiece surface as
x,
y-plane and the welding direction as
x-direction. For illumination, a pulsed laser (CAVILUX HF,
λ = 808 nm) with corresponding bandpass filters with a full width at half max (FWHM) of 20 nm on both camera lenses was used. That way, only wavelengths within the CWL could be recognized by the cameras and the inconsistencies of the optical process emissions due to the vapor plume could be minimized, improving the view for spatter recognition. The experimental setup is visualized in
Figure 2. This setup was used for the reconstruction of spatter trajectories as well as for the extraction of spatter sizes. For visual analysis of spatter generation mechanisms in a second setup, one camera was directed at the keyhole outlet with a perspective from above, while a second synchronized camera recorded a sideview of the process (similar to high-speed camera 1 from
Figure 2). Both perspectives ensured the correct interpretation of occurrences at the keyhole outlet region through a visual analysis of process behavior.
4.2. 2D Spatter Track Acquisition
The detection of spatters and the acquisition of 2D spatter trajectories were achieved through image processing using the ‘TrackMate’ plugin [
15] in ImageJ. To prevent incorrect detections through the illumination of laser reflections from the weld seam and rising melt columns, an ROI was defined that excluded these regions. This procedure was carried out for both videos. The 2D spatter tracks were acquired through image processing from the videos of camera 1 (Vid1) and camera 2 (Vid2) with the coordinate systems (
xCam1,
zCam1) and (
yCam2,
zCam2), respectively. Each 2D track from Vid1 and Vid2 was given an ID and a length (number of track points) with a corresponding start and end frame. The approximate spatter sizes in the 2D plane were acquired as pixel areas using ‘Particle Analyzer’ by adjusting the threshold value for most spatter detection. The centroid positions of the pixel areas were then compared and fed together with existing 2D track paths of Vid1 and finally converted to mm² units with the corresponding scaling factor. Spatter sizes were not offset to spatter diameters since errors would occur, particularly for small pixel areas (1 to 4 pixels). However, the diameters could be estimated by visual analysis for spatters from characteristic ejections by considering only the pixel width of the spatter.
4.3. Track Association
The accumulated 2D spatter tracks from both videos were associated into 3D trajectories using a simple algorithm. The 3D tracks were reconstructed in a common coordinate system (xCam1, yCam2, zCommon), with the origin located at the keyhole outlet, by finding the correct 2D tracks pairs acquired from both videos.
Because of the synchronal recording, only certain 2D track points from Vid1 and Vid2 overlapped in time while having the same height in the z-direction. These tracks were considered as potential partners for 3D track reconstruction. Track association was achieved through a frame-by-frame comparison of the z-coordinates of all 2D tracks from Vid1 and Vid2 with one another. If the error in the z-direction between the two track points and from Vid1 and Vid2 in the same frame was less than 2% ( = 0.02), potential track partners were marked. Since points of a 3D track have three space coordinates (xCam1, yCam2, zCommon), a common z-compound was calculated as the mean value between and .
Condition for track association:
The 2D tracks of Vid1 and Vid2 could not be associated with each other more than once. In cases of multiple associations, the 3D track with the most associated points was more likely to be correct. In cases of a double association with the same amount of track points, incorrect 2D track partners were excluded by visual analysis. For the validation of correct associations, the reconstructed 3D tracks were visually examined, and the excerpts were compared with spatter paths from Vid1 and Vid2 for validation. The reconstruction of 3D spatter tracks for Al99.5 is shown in
Figure 3.
4.4. Analysis of Spatter Events and Calculation of Spatter Characteristics
The number of specific spatter events per seam length was counted by a visual analysis of Vid1, and the trajectories were reconstructed by the proposed method (summarized in
Table 1).
Spatter diameters in case of spatter events were evaluated by a visual analysis of pixel width, with conversion to µm. Total spatter velocity v and its components (
vx,
vy,
vz) were calculated from a slope of the regression line for each 3D track, using the first four points of the track if the track was longer. That way, minimal errors in calculated velocity could be ensured if the spatter did not fly on a straight path. The flight path angle of spatter
α was calculated as the angle between the velocity vector and the
x,
y-plane (workpiece surface). The steepest angle of 90° would thereby be vertical to the workpiece surface. For calculation accuracy, only reconstructed 3D tracks with at least 4 track points were chosen to be evaluated. For the evaluation of spatter characteristics, the reconstructed 3D tracks were sorted by quadrant according to the coordinate system. For the statistical analysis, quadrants I and IV, which had the most spatter track reconstructions, were chosen for evaluation (
Figure 4). The scheme for the determination of spatter characteristics can be found in
Figure 5.
5. Results
5.1. Spatter Behavior
In this section, observations of spatter behaviors for three alloys are described. The spatter behavior will be differentiated between spatter explosions and spatter spray events in case of welding of AlMg3 and AlMg5. Spatter explosions relate only to spatters which already left the region of keyhole outlet opening. Thus, they have already disintegrated from melt. Due to interaction with heat source, such as the laser beam, while in air they explode and disintegrate into smaller spatters. This effect is accompanied with pre going volume expansion of initial spatter volume. Spatter spray events evolve from undetached melt at close keyhole outlet region, on top of melt bumps or rising melt columns. Here application of heat source leads to excessive spatter generation, expressing in spray like behavior. High-speed camera recordings on described effects for spatter behavior are available as supplementary materials for the three materials.
5.1.1. Al99.5
The observed spatters disintegrated from the rising melt columns in the near-keyhole outlet region. No oxide layer was observed in this region. In the top camera view, the most rising melt columns accompanied by spatter generation appeared within this region. Different numbers of spatters in different sizes were able to disintegrate from a single melt column. Additionally, occurring ejections produced groups of more than 10 spatters at a time in an eruptive manner, whereby spatter diameters as small as 34 µm were possibly detected. Group ejection events could be accompanied by a widening of the keyhole outlet rim. On average, 4.3 +/− 0.9 group ejection events per mm seam length were observed. These group ejection events were also accompanied by rising melt columns. Most of the observed spatters flew on a straight trajectory within the ROI. The ejection angle and flight path angle of the spatters in reference to the workpiece surface differed from one another. In the near-keyhole outlet region, the flight direction of spatters was rarely influenced by interaction with the vapor stream. In some cases, this interaction with the vapor stream held a spatter in suspension above the workpiece surface or produced a rapid acceleration, thus affecting the flight path. However, most observed spatters passed by the zone of interaction with the vapor stream rapidly and at an angle, thus experiencing only a minor influence on their initial velocity. A frame series on the spatter behavior effect for Al99.5 is shown in
Figure 6.
5.1.2. AlMg3
Similar to the spatter ejection mechanism in the welding of pure aluminum, spatters disintegrated from the rising melt columns in the near-keyhole outlet region. In addition, excessive spatter spray events took place in the near-keyhole outlet region, on top of the melt surface or rising melt columns, generating more than 50 small spatters at a time, with diameters as low as 34 µm. For the smallest spatter sizes, no significant difference between alloys could be determined. On average, 33.8 +/− 5.0 spray events per mm seam occurred. Notably, in contrast to the welding of pure aluminum, they showed an explosive character. Additionally, explosions of spatters that had already left the melt pool were detected. Spatter explosions were accompanied by a rapid expansion in volume and disintegration into many smaller spatters, whose flight direction could be redirected back to the workpiece surface. This means that additional spatters were generated outside of the commonly known ejection zone, some distance from the keyhole outlet region. Here, 1.4 +/− 0.6 spatter explosions per mm seam were observed. Explosions took place more commonly for larger spatters >112 µm (the smallest detected exploding spatter). Spray events on the top of rising melt columns showed similar behavior to spatter explosions. Notably, the escaping vapor stream from the keyhole outlet also assisted in the disintegration process; this is when the eruptions of spatter took place, which differed from spray events. Some of these eruptions were accompanied by a widening of the keyhole outlet rim. In comparison to pure aluminum, the melt columns were able to rise higher before disintegration. The corresponding effects are displayed in
Figure 7. Overall, a greater amount of larger and smaller spatters could be observed compared to Al99.5.
5.1.3. AlMg5
The AlMg5 alloy shows a similar spatter generation behavior to AlMg3 in terms of generation mechanisms. Spatter disintegration from rising melt columns, eruptive ejections, spray events and rare but occurring spatter explosions were all observed. On average, 26.8 +/− 3.4 spray events per mm seam and only 0.4 +/− 0.4 spatter explosions per mm seam were observed, hence, generating slightly less characteristic spatter events than the AlMg3 alloy. Examples of a spray event and spatter explosion are shown in
Figure 8.
While in the keyhole welding of pure aluminum (Al99.5) spatters resulted from rising melt columns accompanied by disintegration and eruptive spatter group ejections, additional events take place in the welding of AlMg alloys, such as spray events and, less frequently, spatter explosions. The process behavior in the welding of pure aluminum is calm in comparison to that of AlMg alloys. AlMg alloys show a rather unstable process behavior, with chaotic changes of the melt surface at the keyhole outlet region. This directly affects the visual appearance of the weld bead geometry.
5.2. Spatter Characteristics
The spatter flight paths, and related approximate spatter sizes were reconstructed from dual high-speed camera recordings of the keyhole welding process. The most 3D tracks could be reconstructed for quadrants I and IV, representing the spatters which flew away from the keyhole outlet region in the welding direction. A summary of the number of reconstructions sorted by quadrants is given in
Table 2.
Normalized histograms and the statistical values of mean, 95% confidence level, minimum and maximum spatter velocity and flight path angle are given for the three alloys in
Figure 9. Notably, the mean values of spatter velocities and flight path angles, as well as the maximal flight path angle for Al99.5, AlMg3, and AlMg5, only change insignificantly in comparison to each other, with the exception of the mean flight path angle for pure aluminum (44.8°). In the case of Al99.5, an almost normal distribution of flight path angles is achieved. An analysis of the minimal and maximal values shows a maximal spatter velocity of 11.2 m/s at a 65.6° flying angle for the AlMg3 alloy and a minimum velocity of ≈ 0.6 m/s for both AlMg3 and AlMg5 at flying angles of 53.2° and 43.3°, respectively. For AlMg5, a single event with the lowest flight path angle of 1.0° at 5.6 m/s spatter velocity can be determined. For velocities above 6 m/s, 26.83% of the analyzed spatter can be assigned to AlMg3, 16.5% to Al99.9 and 17.71% to AlMg5, meaning AlMg3 shows more faster spatter.
The scatter plots between the spatter velocities and flight path angles as well as the velocities and approximated spatter areas are given for the three alloys in
Figure 10. No correlation for both dependencies can be detected. Taking into account the mean values and 95% confidence interval values from above for the dependencies between velocity and angle, the spatters at mean velocity are able to cover almost the entire range of flight path angles. The same applies to the mean angle of flight path and the range of spatter velocities. Notably, for Al99.5 the highest angles are reached at velocities <2 m/s.
For spatter velocities smaller than the mean velocity, almost the whole range of approximate spatter sizes is covered. The highest spatter velocities are reached for spatter sizes around 0.012 mm², reaching down to minimal spatter sizes. For the whole velocity pallet, 62.14% of spatters could be assigned to this range of sizes for Al99.5, 43.60% for AlMg3, and 46.02% for AlMg5. For the smallest spatter sizes (<0.006 mm²), the whole range of velocities (0.6 m/s to 8.7 m/s) is covered, most obviously for AlMg5.
6. Discussion
In the visual process analysis of Al99.5, most spatter ejections were observed in the near-keyhole outlet region. No oxide layer could be identified here, even though no shielding gas was used. According to the hypothesis, the lowest surface tension is present at this area, with the highest melt surface temperature, providing excellent conditions for the disintegration of rising melt columns. In the case of group eruptive ejection events, which can be accompanied by a widening of the keyhole outlet rim, the outflowing vapor stream is suspected to help with disintegration. This observation correlates with the existing state of research [
9].
The spatter behavior for the investigated AlMg alloys resulting in spray events and spatter explosions both have a similar character. Spatter explosions are a strong indicator that volumetric evaporation takes place, as described in [
7] for the MIG welding of AlMg alloys. Because of the great difference in boiling temperature between aluminum and magnesium, at temperatures above the boiling point of aluminum an intense selective evaporation of magnesium takes place at the surface layer of the spatter, leading to a depletion of magnesium. At the same time, in the lower melt layer regions of the spatter, the initial alloy composition is conserved. The boiling point of this composition is now lower than the boiling point of the depleted surface layer. If a heat source like a laser beam is now applied to the spatter, the inner melt layer can quickly reach its boiling point, which will result in a volumetric evaporation. Because volumetric evaporation takes place at lower melt layer regions, in cases of spatter explosions a significant expansion of volume is visible. It is most likely that this effect is also present at the lower layers of the melt surface, in the near-keyhole outlet region, resulting in spatter spray events. This volumetric evaporation happens in a short time frame due to the higher melt surface temperatures compared to spatter explosions, thus expansion in volume is only seldom visible at the recording rate used here, and only if the melt columns rise high. In the welding of the AlMg alloys, this mechanism can additionally provide melt acceleration energy for the disintegration process and lead to an unstable behavior of the melt pool surface layer. The observations of a chaotic melt pool surface with the visual appearance of the weld bead geometry correlate with this statement. Excessive spatter behavior has also been reported by [
3].
Regarding the number of spatter events from process observation, a greater amount of spatters was indeed observed for alloys containing magnesium, as proposed by the aforementioned hypothesis. The spatters could not be identified as being smaller in comparison to pure aluminum. However, in the welding of the AlMg alloys a greater number of smaller spatters could be detected. This underlines the fact that the disintegration process is made easier based on the droplet escape condition for the AlMg alloys. Interestingly, the mean spatter velocities between alloys differ little from each other, although the number of spatter events, especially between Al99.5 and the AlMg alloys, differs significantly. This suggests that, in the case of AlMg alloys, the available melt acceleration energy is redistributed over many spatters. Additionally, spatter group ejections and spray events originate from different mechanisms.
The differences in the number of reconstructed tracks by quadrant are a direct representation of the camera visibility within the ROI. Spatters flying away from the camera are less visible if they cannot be sufficiently illuminated by the illumination laser. The intensity of the illumination laser beam is attenuated by the present vapor stream, through which it can barely penetrate. Although more spatter tracks could be reconstructed for the AlMg alloys in comparison to pure aluminum, the sum of reconstructed spatter tracks for each alloy does not represent an approximation of the actual number of spatter ejections during the analyzed process section. The number of reconstructed spatter tracks mainly depends on the quality of the tracker used and on the proposed method for track association by a common z-coordinate. Especially for group ejection events with a high spatter density in the ROI and additional crossing spatter with a higher velocity, the tracker struggles to reconstruct the correct 2D tracks. In addition, the high amount of spatters per eruption or spray event makes the reconstruction of 3D spatter trajectories difficult since several spatters could share a common z-coordinate in the same timeframe. However, as the number of reconstructed tracks represents a small excerpt of the actual spatter behavior during the process, a statistical analysis can cautiously be made.
Taking into consideration the ranges of the mean flight path angles 44.8°–51° and the velocities 4.1–4.6 m/s for all three alloys, it is understandable that in the visual observation, the traveling trajectory of spatters is only seldomly significantly influenced by the vapor stream. With steeper flight path angles closer to 90°, there is a higher probability for the influence of the vapor stream on spatters since they are passing directly through.
The approximation of spatter sizes, which was acquired by thresholding, does not represent the actual spatter sizes. Because of the threshold value and the variation in the illumination of spatters within ROI, the actual spatter sizes will be slightly larger than calculated. Additionally, because of the limitation in the available pixel resolution of the proposed method, especially for smaller spatters (1–4 pixel), no differentiation between small spatter sizes (0.003–0.012 mm²) can be made. However, a conservative differentiation was made between larger spatter sizes and sizes <0.012 mm².
7. Conclusions
In the laser deep penetration welding of the AlMg alloys, more and excessive spatter generation and unstable process behavior could be observed in comparison to pure aluminum. The following statements can be concluded:
Spatter spray events show a character similar to spatter explosions, which result from volumetric evaporation in the welding of the AlMg alloys.
No correlations between spatter velocities and flight path angles, or between spatter velocities and approximate spatter sizes, could be found.
The mean spatter velocities and flight path angles of the experiments with the three alloys in welding direction were between 4.1 and 4.6 m/s and 44.8° and 51.0°, respectively.
Supplementary Materials
The following are available online at
https://www.mdpi.com/2504-4494/3/3/71/s1, Video S1: Rising melt column to spatter disintegration for Al99.5, Video S2: Keyhole outlet widening for Al99.5, Video S3: Spatter group ejection for Al99.5, Video S4: Spatter spray event for AlMg3, Video S5: Spatter explosion for AlMg3, Video S6: Spatter spray event for AlMg5, Video S7: Spatter explosion for AlMg5.
Founding
This work was accomplished within the Center of Competence for Welding of Aluminum Alloys Centr-Al. Funding by the DFG (Deutsche Forschungsgemeinschaft, engl.: German Research Foundation, project number 331107213) is gratefully acknowledged.
Author Contributions
Conceptualization, P.W. and A.F.; methodology, A.F. and P.W.; data analysis, A.F.; investigation, A.F.; writing—original draft preparation, A.F.; writing—review and editing, P.W.; visualization, A.F.; supervision, P.W.; project administration, P.W.; funding acquisition, P.W.
Conflicts of Interest
The authors declare no conflict of interest.
References
- EAA-European Aluminium Association. Aluminium in Cars. Unlocking the Light-Weighting Potential. Available online: https://www.merlot.org/merlot/viewMaterial.htm?id=1190378 (accessed on 14 August 2019).
- Davis, J.R. Alloying: Understanding the Basics; ASM International: Geauga County, OH, USA, 2011; ISBN 978-0-87170-744-4. [Google Scholar]
- Hugger, F.; Hofmann, K.; Kohl, S.; Dobler, M.; Schmidt, M. Spatter formation in laser beam welding using laser beam oscillation. Weld World 2015, 59, 165–172. [Google Scholar] [CrossRef]
- Miyagi, M.; Wang, H.; Yoshida, R.; Kawahito, Y.; Kawakami, H.; Shoubu, T. Effect of alloy element on weld pool dynamics in laser welding of aluminum alloys. Sci. Rep. 2018, 8, 12944. [Google Scholar] [CrossRef] [PubMed]
- Kaplan, A.F.H.; Powell, J. Spatter in laser welding. J. Laser Appl. 2011, 23, 32005. [Google Scholar] [CrossRef]
- Chang, B.; Blackburn, J.; Allen, C.; Hilton, P. Studies on the spatter behaviour when welding AA5083 with a Yb-fibre laser. Int. J. Adv. Manuf. Technol. 2016, 84, 1769–1776. [Google Scholar] [CrossRef]
- Reisgen, U.; Makrov, O.; Zabirov, A.; Krivtsun, I.; Demchenko, V.; Lisnyi, O.; Semenov, I.; Mokrov, O. Task of volumetrical evaporation and behaviour of droplets in pulsed MIG welding of AlMg alloys. Weld World 2013, 57, 507–514. [Google Scholar] [CrossRef]
- Li, S.; Chen, G.; Zhang, M.; Zhou, Y.; Zhang, Y. Dynamic keyhole profile during high-power deep-penetration laser welding. J. Mater. Process. Technol. 2014, 214, 565–570. [Google Scholar] [CrossRef]
- Zhang, M.J.; Chen, G.Y.; Zhou, Y.; Li, S.C.; Deng, H. Observation of spatter formation mechanisms in high-power fiber laser welding of thick plate. Appl. Surf. Sci. 2013, 280, 868–875. [Google Scholar] [CrossRef]
- Liu, T.; Hu, R.; Chen, X.; Gong, S.; Pang, S. Localized boiling-induced spatters in the high-power laser welding of stainless steel: Three-dimensional visualization and physical understanding. Appl. Phys. A 2018, 124, 5854. [Google Scholar] [CrossRef]
- Katayama, S.; Kawahito, Y. Elucidation of phenomena in high-power fiber laser welding and development of prevention procedures of welding defects. Proc. SPIE Int. Soc. Opt. Eng. 2009, 71951R. [Google Scholar] [CrossRef]
- Wu, D.; Hua, X.; Huang, L.; Li, F.; Cai, Y. Observation of the keyhole behavior, spatter, and keyhole-induced bubble formation in laser welding of a steel/glass sandwich. Weld World 2019, 27, 32012. [Google Scholar] [CrossRef]
- Garcia-Cordovilla, C.; Louis, E.; Pamies, A. The surface tension of liquid pure aluminium and aluminium-magnesium alloy. J. Mater. Sci. 1986, 21, 2787–2792. [Google Scholar] [CrossRef]
- Leitner, T. Thermophysical Properties of Liquid Aluminium Determined by Means of Electromagnetic Levitation. Master’s Thesis, Graz University of Technology, Graz, Austria, 2016. [Google Scholar]
- Tinevez, J.-Y.; Perry, N.; Schindelin, J.; Hoopes, G.M.; Reynolds, G.D.; Laplantine, E.; Bednarek, S.Y.; Shorte, S.L.; Eliceiri, K.W. TrackMate: An open and extensible platform for single-particle tracking. Methods 2017, 115, 80–90. [Google Scholar] [CrossRef] [PubMed]
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}