A Systems Dynamics Enabled Real-Time Efficiency for Fuel Cell Data-Driven Remanufacturing




Abstract
1. Introduction and Related Research
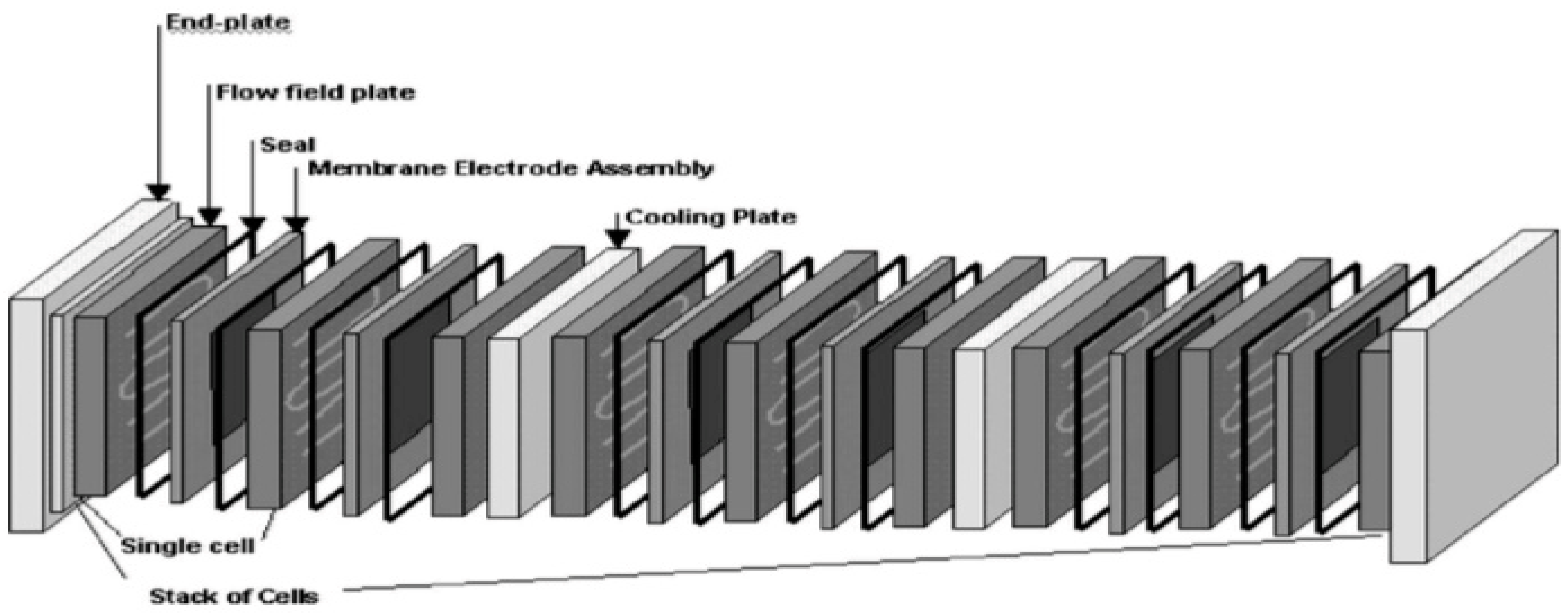
Technical Status of Fuel Cells
2. Remanufacturing and Industry 4.0
3. Overview of Terms and Terminology Important in This Research
3.1. System Dynamics Modelling and Its Application for Automotive Systems
3.2. Parameters for Remanufacturing
3.3. Fuel Cells and Remanufacturing
3.4. Real-Time Efficiency in Remanufacturing
4. Materials and Methods
4.1. Semi-Structured Interviews
4.2. Case Companies’ Profiles
4.3. Data Collection
5. Analysis and Discussion
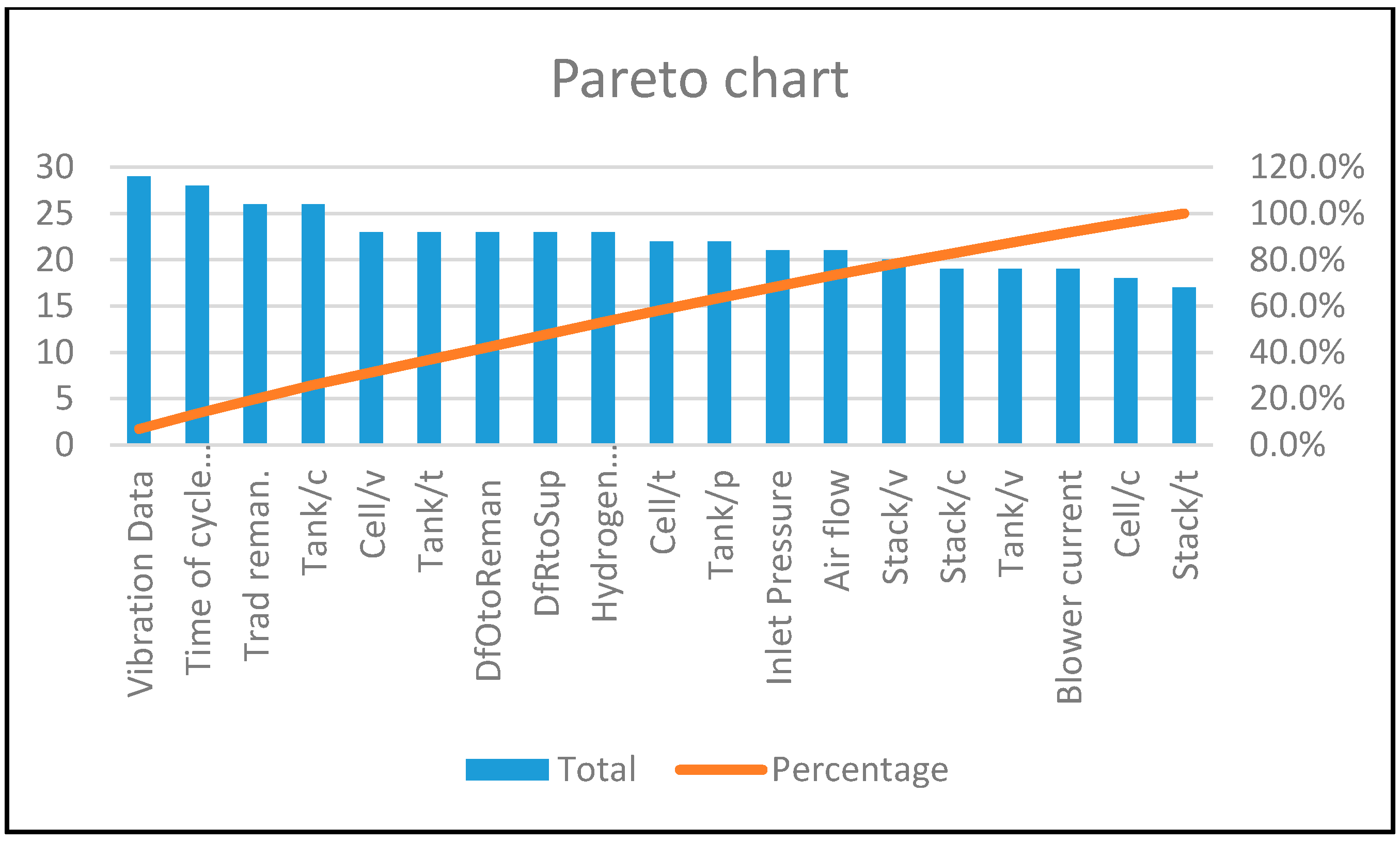
5.1. Pareto Analysis of (Data-Driven) Remanufacturing Variables
- Vibration data: The data collected from the sensor placed on the BMS, which collects information on the physical state of the fuel cell.
- Time of cycle run: This is the time which the fuel cell is in operation in seconds, s.
- Traditional remanufacturing: As described in Table 1, this is the parameters of variables currently employed in remanufacturing for non-sensor enabled parts, for example vehicle gearboxes.
- Tank current, Tank/c: The current values of the hydrogen tank in Amps, A.
- Cell voltage, Cell/v: The voltage of the individual fuel cells, V.
- Tank temperature, Tank/t: The temperature captured for the hydrogen tank, in degree centigrade, °C.
- Distance from OEM to 3rd party remanufacturer, DFOtoReman: The distance in kilometres, km, from the OEM to the 3rd party remanufacturer’s site.
- Distance from 3rd party remanufacturer to suppliers, DfRtoSup: The distance in kilometres, km, from the 3rd party remanufacturer to suppliers. It is assumed that there is more than one supplier.
- Hydrogen usage quantity: The quantity of hydrogen used in the fuel cell during operation. This is calculated in grams, g.
- Cell temperature: The temperature of the fuel cell, in degree centigrade, °C.
- Tank pressure, Tank/p: The pressure in Pa, of the hydrogen tank.
- Inlet pressure: The pressure in Pa, at the inlet of the hydrogen tank.
- Air flow: The air flow of the entire system measured in cubic feet per minute (CFM).
- Stack voltage: The voltage of the stack of fuel cells. It is measured in volts, V.
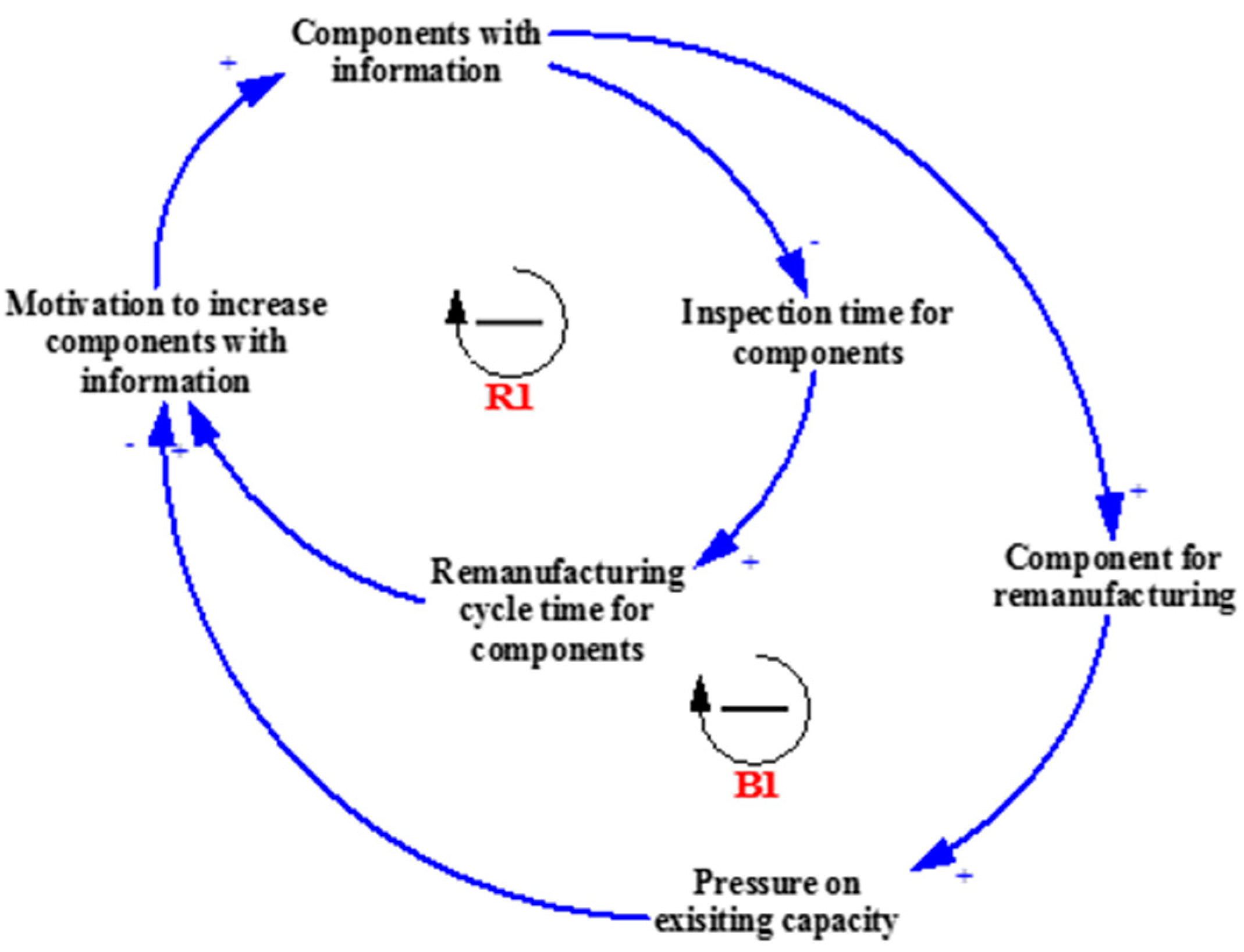
5.2. Dynamic Implications of Data for Remanufacturing
- That the remanufacturing variables shall be analysed based on their process data, and not their processes.
- That, for simplicity’s sake, these data shall be analysed as “data from sensors” (for example, vibration data and stack voltage, etc.) and “data from other sources” (for example, data from traditional remanufacturing parameters).
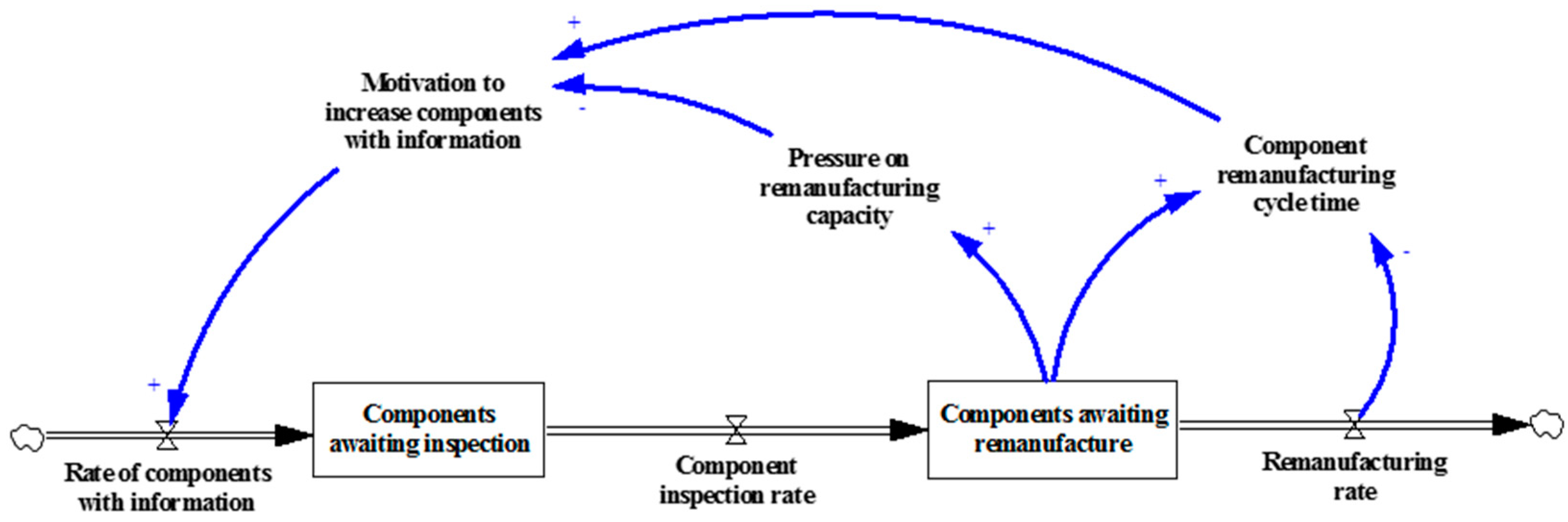
5.3. Coding the Simulation Model
- Rate of entry of components to be remanufactured = Random, between 1 and 3 h.
- Percentage of components with information = 5% (we take a pessimistic baseline situation, as if the majority of components have no information)
- Percentage of components without information (it is assumed that some components without information are also entered into the system; those that are physically inspected) = 95%.
- Inspection time per component (for those components with information) = We use triangular distribution (3, 5, 7) min. While a component may have data about it, it is important to still carry out some physical examination to confirm that it is fit for remanufacturing. This is akin to a verification inspection. We estimate a triangular distribution with min = 3 min, max = 7 min and mode = 5 min.
- Inspection time per component (for those components without information) = Triangular distribution (30, 60, 45) min is used. We estimate a triangular distribution with min = 30 min; max = 60 min and mode = 45 min.
- Remanufacturing time per component = Triangular (2, 3, 5) h. We estimate a triangular distribution with min = 2 h, maximum = 5 h and mode = 3 h.
- Remanufacturing capacity = we assume 1 set of machines.
- Percentage of components (i.e., those without information) that are not remanufactured after inspection (since it is possible that some components will be found not to be “remanufacturable” after inspecting them physically) = 70%. Hence, components that are remanufactured after they are physically inspected constitute 30% of the total.
6. Simulation Results
- Continue with the current capacity, but allow the components with information to vary such that capacity is not stretched. In such a situation, when capacity utilisation is approaching a high level (say, 80%), the components with information are reduced, so as not to overburden the system. When there is slack, more components with information can be entered into the system.
- Ensure all components have information and determine (through simulation) the capacity that is needed to ensure that capacity is not overstretched or underutilised.
7. Conclusions
Limitations and Further Research
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| BMS | Battery Management System |
| CLD | Causal Loop Diagram |
| CBM | Condition-Based Monitoring |
| CE | Circular Economy |
| DFOtoReman | Distance from OEM to 3rd Party Remanufacturer |
| DfRtoSup | Distance from 3rd Party Remanufacturer to Supplier |
| EOL | End-Of-Life |
| FC | Fuel Cell |
| FCEVs | Fuel Cell for Electric Vehicles |
| FCR | Fuel Cell Recovery |
| OEM | Original Equipment Manufacturer |
| I4.0 | Industry 4.0 |
| SFD | Stock and Flow Diagram |
| V | Voltage |
| Min | Minimum |
| Max | Maximum |
| Reman | Remanufacturing |
References
- Stahel, W.R. The circular economy. Nat. News 2016, 531, 435–438. [Google Scholar] [CrossRef] [PubMed]
- Potting, J.; Hekkert, M.; Worrell, E.; Hanemaaijer, A. Circular Economy: Measuring Innovation in the Product Chain; Policy Report; PBL Netherlands Environmental Assessment Agency: The Hague, The Netherlands, 2017. [Google Scholar]
- Kirchherr, J.; Reike, D.; Hekkert, M. Conceptualizing the Circular Economy: An Analysis of 114 Definitions. Resour. Conserv. Recycl. 2017, 127, 221–232. [Google Scholar] [CrossRef]
- Winans, K.; Kendall, A.; Deng, H. The history and current applications of the circular economy concept. Renew. Sustain. Energy Rev. 2017, 68, 825–833. [Google Scholar] [CrossRef]
- Reike, D.; Vermeulen, W.J.V.; Witjes, S. The circular economy: New or Refurbished as CE 3.0?—Exploring Controversies in the Conceptualization of the Circular Economy through a Focus on History and Resource Value Retention Options. Resour. Conserv. Recycl. 2017, 135, 246–264. [Google Scholar] [CrossRef]
- Hatcher, G.D.; Ijomah, W.L.; Windmill, J.F.C. Design for remanufacture: A literature review and future research needs. J. Clean. Prod. 2011, 19, 2004–2014. [Google Scholar] [CrossRef]
- Lund, R.T.; Mundial, B. Remanufacturing: The Experience of the United States and Implications for Developing Countries; The World Bank: Washington, DC, USA, 1984; p. 126. Available online: http://documents.worldbank.org/curated/en/792491468142480141/Remanufacturing-the-experience-of-the-United-States-and-implications-for-developing-countries (accessed on 12 October 2018).
- All-Party Parliamentary Sustainable Resource Group. Remanufacturing: Towards a Resource Efficient Economy. 2014, pp. 1–12. Available online: http://www.policyconnect.org.uk/apsrg/sites/site_apsrg/files/apsrg_-_remanufacturing_report.pdf (accessed on 12 October 2018).
- Adrian, C. Remanufacturing in the UK; Centre for Remanufacturing & Reuse: Aylesbury, UK, 2010. [Google Scholar]
- Hauser, W.; Lund, R. The Remanufacturing Industry: Anatomy of a Giant; Report; Boston University: Boston, MA, USA, 2008; Available online: http://www.bu.edu/reman/OrderAnatomy.htm (accessed on 12 September 2018).
- Ijomah, W.L.; McMahon, C.A.; Hammond, G.P.; Newman, S.T. Development of design for remanufacturing guidelines to support sustainable manufacturing. Robot. Comput.-Integr. Manuf. 2007, 23, 712–719. [Google Scholar] [CrossRef]
- Abdulrahman, M.D.A.; Subramanian, N.; Liu, C.; Shu, C. Viability of remanufacturing practice: A strategic decision making framework for Chinese auto-parts companies. J. Clean. Prod. 2015, 105, 311–323. [Google Scholar] [CrossRef]
- Ijomah, W.L. Addressing decision making for remanufacturing operations and design-for-remanufacture. Int. J. Sustain. Eng. 2009, 2, 91–102. [Google Scholar] [CrossRef]
- The American National Standards Institute (ANSI). Specifications for the Process of Remanufacturing; ANSI: Washington, DC, USA, 2016. [Google Scholar]
- Giuntini, R.; Gaudette, K. Remanufacturing: The next great opportunity for boosting US productivity. Bus. Horiz. 2003, 46, 41–48. [Google Scholar] [CrossRef]
- Lu, Y. Industry 4.0: A survey on technologies, applications and open research issues. J. Ind. Inf. Integr. 2017, 6, 1–10. [Google Scholar] [CrossRef]
- Subramoniam, R.; Huisingh, D.; Chinnam, R.B.; Subramoniam, S. Remanufacturing Decision-Making Framework (RDMF): Research validation using the analytical hierarchical process. J. Clean. Prod. 2013, 40, 212–220. [Google Scholar] [CrossRef]
- Okorie, O.; Turner, C.; Salonitis, K.; Charnley, F.; Moreno, M.; Tiwari, A. A Decision-Making Framework for the Implementation of Remanufacturing in Rechargeable Energy Storage System in Hybrid Vehicles. Procedia Manuf. 2018, 25, 142–153. Available online: https://www.sciencedirect.com/science/article/pii/S2351978918305870?via%3Dihub%0A%0A (accessed on 11 September 2018). [CrossRef]
- Ismail, H.N.; Zwolinski, P.; Mandil, G.; Brissaud, D. Decision Making System for Designing Products and Production Systems for Remanufacturing Activities. Procedia CIRP 2017, 61, 212–217. [Google Scholar] [CrossRef]
- Inderfurth, K.; Van Der Laan, E. Leadtime effects and policy improvement for stochastic inventory control with remanufacturing. Int. J. Prod. Econ. 2001, 71, 381–390. [Google Scholar] [CrossRef]
- Kiesmüller, G.P. A new approach for controlling a hybrid stochastic manufacturing/remanufacturing system with inventories and different leadtimes. Eur. J. Oper. Res. 2003, 147, 62–71. [Google Scholar] [CrossRef]
- Van der Laan, E.A.; Kiesmüller, G.P. An inventory model with dependent product demands and returns. Int. J. Prod. Econ. 2001, 72, 73–87. Available online: https://www.researchgate.net/publication/4916733_An_inventory_model_with_dependent_product_demands_and_returns (accessed on 12 September 2018).
- Zhou, J.; Wang, Y.; He, H.Q. An optimal ordering and recovery policy for direct reusable deterioration items. In Proceedings of the 2009 International Conference on Management Science and Engineering, Moscow, Russia, 14–16 September 2009. [Google Scholar]
- Teunter, R.H. Economic ordering quantities for recoverable item inventory systems. Nav. Res. Logist. 2001, 48, 484–495. [Google Scholar] [CrossRef]
- Georgiadis, P.; Vlachos, D.; Tagaras, G. The Impact of Product Lifecycle on Capacity Planning of Closed-Loop Supply Chains with Remanufacturing. Prod. Oper. Manag. 2009, 15, 514–527. [Google Scholar] [CrossRef]
- Kelber, R. Dynamic Inventory Management in Reverse Logistics; Springer: Berlin, Germany, 2006; Available online: https://www.springer.com/gp/book/9783540332299 (accessed on 24 August 2018).
- Bras, B.; Hammond, R. Towards Design for Remanufacturing—Metrics for Assessing Remanufacturability. In Proceedings of the 1st International Workshop on Reuse, Eindhoven, The Netherlands, 11–13 November 1996; pp. 5–22. [Google Scholar]
- Hauser, W. LRT. Remanufacturing. An American Resource. 2003. Available online: www.bu.edu/reman/RemanSlides (accessed on 30 May 2012).
- Saavedra, Y.M.B.; Barquet, A.P.B.; Rozenfeld, H.; Forcellini, F.A.; Ometto, A.R. Remanufacturing in Brazil: Case studies on the automotive sector. J. Clean. Prod. 2013, 53, 267–276. [Google Scholar] [CrossRef]
- Freiberger, S. Design for recycling and remanufacturing of fuel cells. In Proceedings of the 2005 4th International Symposium on Environmentally Conscious Design and Inverse Manufacturing, Tokyo, Japan, 12–14 December 2005; pp. 466–471. [Google Scholar] [CrossRef]
- Alaswad, A.; Baroutaji, A.; Achour, H.; Carton, J.; Al Makky, A.; Olabi, A.G. Developments in fuel cell technologies in the transport sector. Int. J. Hydrogen Energy 2015, 41, 16499–16508. [Google Scholar] [CrossRef]
- U.S. Department of Energy. Fuel Cells Fact Sheet. 2015; Volume 2. Available online: https://www.energy.gov/sites/prod/files/2015/11/f27/fcto_fuel_cells_fact_sheet.pdf (accessed on 23 August 2018).
- Ohi, J.M.; Vanderborgh, N.; Consultants, G.V.; Ahmed, S.; Kumar, R. Hydrogen Fuel Quality Specifications for Polymer Electrolyte Fuel Cells in Road Vehicles; Office of Energy Efficiency and Renewable Energy: Washington, DC, USA, 2016.
- Sharaf, O.Z.; Orhan, M.F. An overview of fuel cell technology: Fundamentals and applications. Renew. Sustain. Energy Rev. 2014, 32, 810–853. [Google Scholar] [CrossRef]
- Mehta, V.; Cooper, J.S. Review and analysis of PEM fuel cell design and manufacturing. J. Power Sources 2003, 114, 32–53. [Google Scholar] [CrossRef]
- Bendjedia, B.; Rizoug, N.; Boukhnifer, M. Influence of secondary source technologies and energy management strategies on Energy Storage System sizing for fuel cell electric vehicles. Int. J. Hydrogen Energy 2017, 43, 11614–11628. [Google Scholar] [CrossRef]
- Li, B.; Li, H.; Ma, J.; Wang, H. PEM Fuel Cells: Current Status and Challenges for Electrical Vehicle Applications. J. Automot. Saf. Energy 2010, 1, 260–290. [Google Scholar]
- Ramoni, M.O.; Zhang, H.C. End-of-life (EOL) issues and options for electric vehicle batteries. Clean Technol. Environ. Policy 2013, 15, 881–891. [Google Scholar] [CrossRef]
- Zhang, Y.; Wang, C.Y.; Tang, X. Cycling degradation of an automotive LiFePO4 lithium-ion battery. J. Power Sources 2011, 196, 1513–1520. [Google Scholar] [CrossRef]
- Wolfs, P. An economic assessment of ‘second use’ lithium-ion batteries for grid support. In Proceedings of the 20th Australasian Universities Power Engineering Conference (AUPEC), Christchurch, New Zealand, 5–8 December 2010; pp. 1–6. [Google Scholar]
- Gutowski, T.G.; Sahni, S.; Boustani, A.; Graves, S.C. Remanufacturing and energy savings. Environ. Sci. Technol. 2011, 45, 4540–4547. [Google Scholar] [CrossRef] [PubMed]
- Fang, H.C.; Ong, S.; Nee, A.Y. Use of Embedded Smart Sensors in Products to Facilitate Remanufacturing. In Handbook of Manufacturing and Engineering Technology; Nee, A.Y., Ed.; Springer: Berlin, Germany, 2014; pp. 3265–3290. Available online: https://link.springer.com/referenceworkentry/10.1007%2F978-1-4471-4670-4_85 (accessed on 24 September 2018).
- Hammond, R.; Amezquita, T.; Bras, B. Issues in the Automotive Parts Remanufacturing Industry—A Discussion of Results from Surveys Performed among Remanufacturers. Eng. Des. Autom. 1998, 4, 27–46. [Google Scholar]
- Zeid, I.; Kamarthi, S.V.; Gupta, S.M. Product take-back: Sensors-based approach. In Proceedings of the SPIE, Philadelphia, PA, USA, 26–27 October 2004; pp. 200–206. [Google Scholar] [CrossRef]
- Ilgin, M.A.; Gupta, S.M. Use of Sensor Embedded Products for End of Life Processing. In Proceedings of the 2010 Winter Simulation Conference, Baltimore, MD, USA, 5–8 December 2010. [Google Scholar]
- Yang, S.; MR, A.; Kaminski, J.; Pepin, H. Opportunities for Industry 4.0 to Support Remanufacturing. Appl. Sci. 2018, 8, 1177. [Google Scholar] [CrossRef]
- De Sousa Jabbour, A.B.L.; Jabbour, C.J.C.; Godinho Filho, M.; Roubaud, D. Industry 4.0 and the circular economy: A proposed research agenda and original roadmap for sustainable operations. Ann. Oper. Res. 2018, 270, 273–286. [Google Scholar] [CrossRef]
- Liao, Y.; Deschamps, F.; de Freitas Rocha Loures, E.; Ramos, L.F.P. Past, present and future of Industry 4.0—A systematic literature review and research agenda proposal. Int. J. Prod. Res. 2017, 55, 3609–3629. [Google Scholar] [CrossRef]
- Kang, H.S.; Lee, J.Y.; Choi, S.; Kim, H.; Park, J.H.; Son, J.Y.; Kim, B.H.; Do Noh, S. Smart manufacturing: Past research, present findings, and future directions. Int. J. Precis. Eng. Manuf. 2016, 3, 111–128. [Google Scholar] [CrossRef]
- Kapetanopoulou, P.; Tagaras, G. Drivers and obstacles of product recovery activities in the Greek industry. Int. J. Oper. Prod. Manag. 2011, 31, 148–166. [Google Scholar] [CrossRef]
- Shaharudin, M.R.; Zailani, S.; Tan, K.C. Barriers to product returns and recovery management in a developing country: Investigation using multiple methods. J. Clean. Prod. 2015, 96, 220–232. [Google Scholar] [CrossRef]
- Bhatia, M.S.; Srivastava, R.K. Analysis of external barriers to remanufacturing using grey-DEMATEL approach: An Indian perspective. Resour. Conserv. Recycl. 2018, 136, 79–87. [Google Scholar] [CrossRef]
- ERN. Remanufacturing Market Study. 2015. Available online: www.remanufacturing.eu (accessed on 23 September 2018).
- Butzer, S.; Schötz, S.; Steinhilper, R. Remanufacturing Process Assessment—A Holistic Approach. Procedia CIRP 2016, 52, 234–238. [Google Scholar] [CrossRef]
- Kurilova-Palisaitiene, J.; Sundin, E.; Poksinska, B. Remanufacturing challenges and possible lean improvements. J. Clean. Prod. 2018, 172, 3225–3236. [Google Scholar] [CrossRef]
- Poles, R. System Dynamics modelling of a production and inventory system for remanufacturing to evaluate system improvement strategies. Int. J. Prod. Econ. 2013, 144, 189–199. [Google Scholar] [CrossRef]
- Ghisolfi, V.; de Lorena Diniz Chaves, G.; Siman, R.R.; Xavier, L.H. System dynamics applied to closed loop supply chains of desktops and laptops in Brazil: A perspective for social inclusion of waste pickers. Waste Manag. 2017, 60, 14–31. [Google Scholar] [CrossRef] [PubMed]
- Sterman, J.D. Business Dynamics: Systems Thinking and Modeling for a Complex World; McGraw-Hill: New York, NY, USA, 2000. [Google Scholar]
- Stadnicka, D.; Litwin, P. Value Stream and System Dynamics Analysis—An Automotive Case Study. Procedia CIRP 2017, 62, 363–368. [Google Scholar] [CrossRef]
- Adane, T.; Nicolescu, M. Towards a Generic Framework for the Performance Evaluation of Manufacturing Strategy: An Innovative Approach. J. Manuf. Mater. Process. 2018, 2, 23. [Google Scholar] [CrossRef]
- Wang, Y.; Chang, X.; Chen, Z.; Zhong, Y.; Fan, T. Impact of subsidy policies on recycling and remanufacturing using system dynamics methodology: A case of auto parts in China. J. Clean. Prod. 2014, 74, 161–171. [Google Scholar] [CrossRef]
- Morecroft, J. Strategic Modelling and Business Dynamics: A Feedback Systems Approach; John Wiley & Sons: Cornwall, UK, 2015. [Google Scholar]
- Naim, M.M.; Towill, D.R. Establishing a framework for effective materials logistics management. Int. J. Logist. Manag. 1994, 5, 189–197. [Google Scholar] [CrossRef]
- Oyarbide, A.; Baines, T.S.; Kay, J.M.; Ladbrook, J. Manufacturing Systems Modelling Using System Dynamics: Forming a Dedicated Modelling Tool. J. Adv. Manuf. Syst. 2003, 2, 71–87. [Google Scholar] [CrossRef]
- Okorie, O.; Salonitis, K.; Charnley, F.; Moreno, M.; Turner, C.; Tiwari, A. Manufacturing Data for the Implementation of Data-Driven Remanufacturing for the Rechargeable Energy Storage System in Electric Vehicles. In Proceedings of the Smart Sustainable Technologies, Gold Coast, Australia, 24–26 June 2018. [Google Scholar]
- Yang, S.S.; Ong, S.K.; Nee, A.Y.C. Product Design for Remanufacturing. In Handbook of Manufacturing and Engineering Technology; Springer: London, UK, 2014; pp. 3195–3217. [Google Scholar]
- Nasr, N.; Thurston, M. Remanufacturing: A key enabler to sustainable product systems. In Proceedings of the 13th CIRP International Conference on Life Cycle Engineering, Brussels, Belgium, 31 May–2 June 2006; pp. 15–18. [Google Scholar]
- Marzouk, O.Y.; Dheilly, R.M.; Queneudec, M. Eco-Efficiency, Asset Recovery and Remanufacturing. Waste Manag. 2007, 27, 310–318. [Google Scholar] [CrossRef] [PubMed]
- Shu, L.H.; Flowers, W.C. Reliability Modeling in Design for Remanufacture. J. Mech. Des. 1998, 120, 620–627. [Google Scholar] [CrossRef]
- Aras, N.; Boyaci, T.; Verter, V. The effect of categorizing returned products in remanufacturing. IIE Trans. 2004, 36, 319–331. [Google Scholar] [CrossRef]
- Liang, Y.; Pokharel, S.; Lim, G.H. Pricing used products for remanufacturing. Eur. J. Oper. Res. 2009, 193, 390–395. [Google Scholar] [CrossRef]
- Dhanushkodi, S.R.; Mahinpey, N.; Srinivasan, A.; Wilson, M. Life cycle analysis of fuel cell technology. J. Environ. Inform. 2008, 11, 36–44. [Google Scholar] [CrossRef]
- Lange, U. Resource Efficiency through Remanufacturing; VDI ZRE Publications: Berlin, Germany, 2017. [Google Scholar]
- Steinhilper, R.; Slawik, S.; Pentzlin, F.; Boehner, J. Increasing energy efficiency by remanufacturing and reengineering. In Design for Innovative Value towards a Sustainable Society; Springer: Dordrecht, The Netherlands, 2011. [Google Scholar]
- Dobos, I.; Floriska, A. The efficiency of remanufacturing in a dynamic input-output model. Cent. Eur. J. Oper. Res. 2008, 16, 317–328. [Google Scholar] [CrossRef]
- Robson, C. Real World Research: A Resource for Social Scientists and Practitioner-Researchers, 2nd ed.; Blackwell Publishing: Hoboken, NJ, USA, 2002. [Google Scholar]
- King, N. The Qualitative Research Interview. In Qualitative Methods in Organizational Research: A Practical Guide; Cassel, C., Symon, G., Eds.; Sage Publications: London, UK, 1994; p. 253. [Google Scholar]
- Dyer, W.G.; Wilkins, A.L. Better Stories, Not Better Constructs, To Generate Better Theory: A Rejoinder to Eisenhardt. Acad. Manag. Rev. 1991, 16, 613–619. [Google Scholar] [CrossRef]
- Lundmark, P.; Sundin, E.; Bj€orkman, M. Industrial challenges within the remanufacturing system. In Proceedings of the Swedish Production Symposium, Goteborg, Sweden, 2–3 December 2009; pp. 132–138. [Google Scholar]
- Kramp, K.H.; van Det, M.J.; Veeger, N.J.G.M.; Pierie, J.E.N. The Pareto Analysis for Establishing Content Criteria in Surgical Training. J. Surg. Educ. 2016, 73, 892–901. [Google Scholar] [CrossRef] [PubMed]
- Asif, F.M.A.; Rashid, A.; Bianchi, C.; Nicolescu, C.M. System dynamics models for decision making in product multiple lifecycles. Resour. Conserv. Recycl. 2015, 101, 20–33. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters for Reman | Definition | Reference |
|---|---|---|
| Interchangeability of parts | Product must be made up of standard interchangeable parts | Lund (1998) [28] |
| Can be dissembled | The product has parts that can be disassembled and then reassembled after remanufacture. | Ijomah (2007) [11] |
| Availability of core | Core part of product which should be disassembled for re- manufacturing must be available. | Hatcher (2011) [6] |
| Low cost of core | The cost of obtaining and reprocessing the core parts is low in comparison to the remaining value added | Lund (1998) [28], Hauser and Lund (2008) [10] |
| Technology for remanufacture | Availability of technology for remanufacture | Nasr and Thurston (2006) [67] |
| Marketability | Available market for remanufactured product. | Ayres R. et al. (1997) [68] |
| Upgradability | Having the potential to be upgraded | Shu and Flowers (1998) [69] |
| Reverse flow | There are channels available for reverse flow of used product | Ayres et al. [68] |
| Length of life cycle | Product technology is stable over more than one life cycle | Lund (1984) [7] |
| Respond. 1 | Respond. 2 | Respond. 3 | Respond. 4 | Respond. 5 | Respond. 6 |
|---|---|---|---|---|---|
| Stack temperature voltage, variables required for traditional remanufacturing | Distance from OEM to 3rd party reman., distance from 3rd party reman to spares suppliers | Distance from OEM to 3rd party reman, distance from 3rd party reman to spares suppliers | Parameters required in traditional remanufacturing for automobile | Stack and individual cells voltage, temperature, current, air flow, vibration data captured in battery cage, time of cycle run | Hydrogen tank temperature, tank pressure, inlet pressure, hydrogen usage quantity, blower current |
| Variables | Respond. 1 | Respond. 2 | Respond. 3 | Respond. 4 | Respond. 5 | Respond. 6 | Total |
|---|---|---|---|---|---|---|---|
| Trad reman. | 3 | 5 | 5 | 5 | 5 | 3 | 26 |
| Stack/v | 4 | 3 | 3 | 2 | 5 | 3 | 20 |
| Stack/c | 5 | 2 | 1 | 2 | 4 | 5 | 19 |
| Stack/t | 4 | 3 | 1 | 2 | 4 | 3 | 17 |
| Cell/v | 4 | 4 | 3 | 3 | 4 | 5 | 23 |
| Cell/c | 3 | 2 | 2 | 1 | 5 | 5 | 18 |
| Cell/t | 4 | 3 | 3 | 3 | 5 | 4 | 22 |
| Tank/t | 4 | 2 | 4 | 3 | 5 | 5 | 23 |
| Tank/v | 3 | 1 | 2 | 3 | 5 | 5 | 19 |
| Tank/c | 5 | 4 | 4 | 3 | 5 | 5 | 26 |
| Tank/p | 3 | 5 | 2 | 3 | 4 | 5 | 22 |
| Inlet Pressure | 3 | 2 | 3 | 4 | 5 | 4 | 21 |
| Vibration data | 4 | 5 | 5 | 5 | 5 | 5 | 29 |
| DFOtoReman | 2 | 5 | 5 | 5 | 3 | 3 | 23 |
| DFRtoSup | 3 | 5 | 5 | 5 | 3 | 2 | 23 |
| Air flow | 4 | 3 | 2 | 3 | 4 | 5 | 21 |
| Time of cycle run | 5 | 5 | 5 | 5 | 4 | 4 | 28 |
| Hydrogen usage qty. | 4 | 3 | 4 | 3 | 4 | 5 | 23 |
| Blower current | 3 | 2 | 2 | 4 | 4 | 4 | 19 |
| Current Status | Components with Information Are Allowed to Vary | All Components Have Information and Capacity Is Doubled | |
|---|---|---|---|
| Average remanufacturing cycle time (min) | 306 | 350 | 225 |
| Number of remanufactured components | 1474 | 2096 | 4385 |
| Average capacity utilisation | 56% | 80% | 81% |
© 2018 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Okorie, O.; Salonitis, K.; Charnley, F.; Turner, C. A Systems Dynamics Enabled Real-Time Efficiency for Fuel Cell Data-Driven Remanufacturing. J. Manuf. Mater. Process. 2018, 2, 77. https://doi.org/10.3390/jmmp2040077
Okorie O, Salonitis K, Charnley F, Turner C. A Systems Dynamics Enabled Real-Time Efficiency for Fuel Cell Data-Driven Remanufacturing. Journal of Manufacturing and Materials Processing. 2018; 2(4):77. https://doi.org/10.3390/jmmp2040077
Chicago/Turabian StyleOkorie, Okechukwu, Konstantinos Salonitis, Fiona Charnley, and Christopher Turner. 2018. "A Systems Dynamics Enabled Real-Time Efficiency for Fuel Cell Data-Driven Remanufacturing" Journal of Manufacturing and Materials Processing 2, no. 4: 77. https://doi.org/10.3390/jmmp2040077
APA StyleOkorie, O., Salonitis, K., Charnley, F., & Turner, C. (2018). A Systems Dynamics Enabled Real-Time Efficiency for Fuel Cell Data-Driven Remanufacturing. Journal of Manufacturing and Materials Processing, 2(4), 77. https://doi.org/10.3390/jmmp2040077