Machining of Iron-Carbon Alloys by the Use of Poly-Crystalline Diamond Cutting Inserts with Internal Cooling


Abstract
:1. Introduction
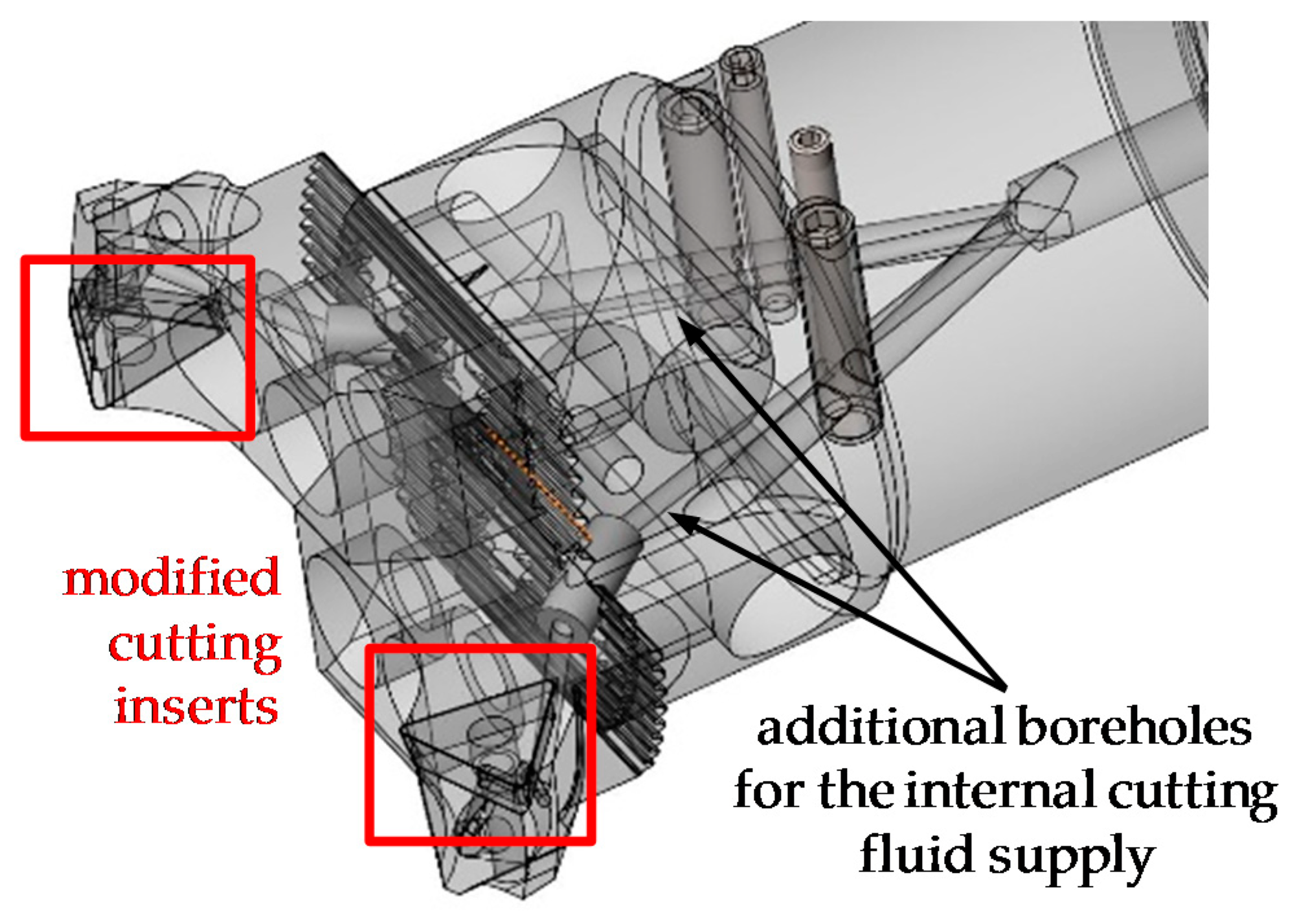
2. Internal Cooling
3. Model-Based Analysis
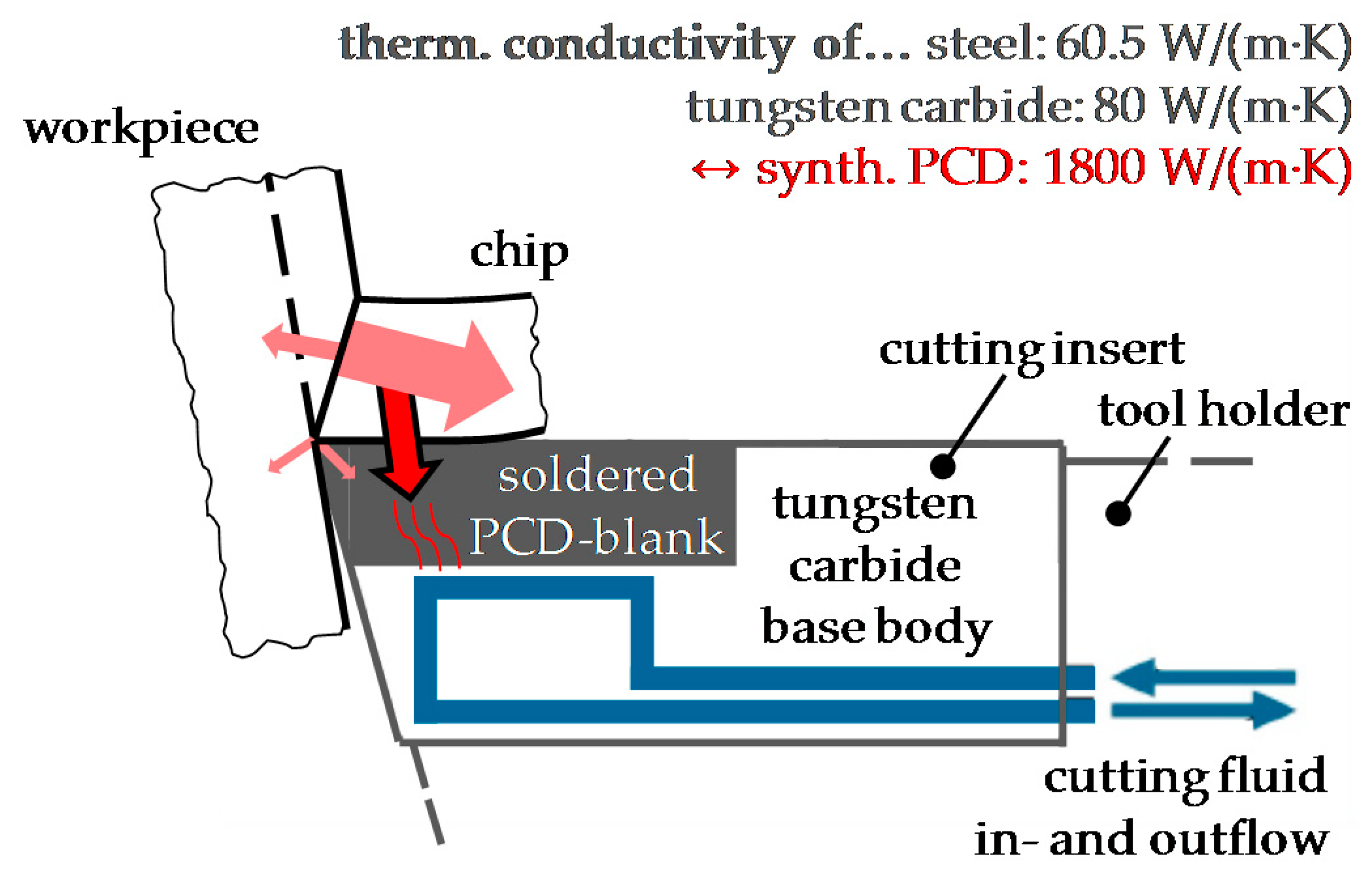
3.1. Analytical Calculation of the Thermal Energy
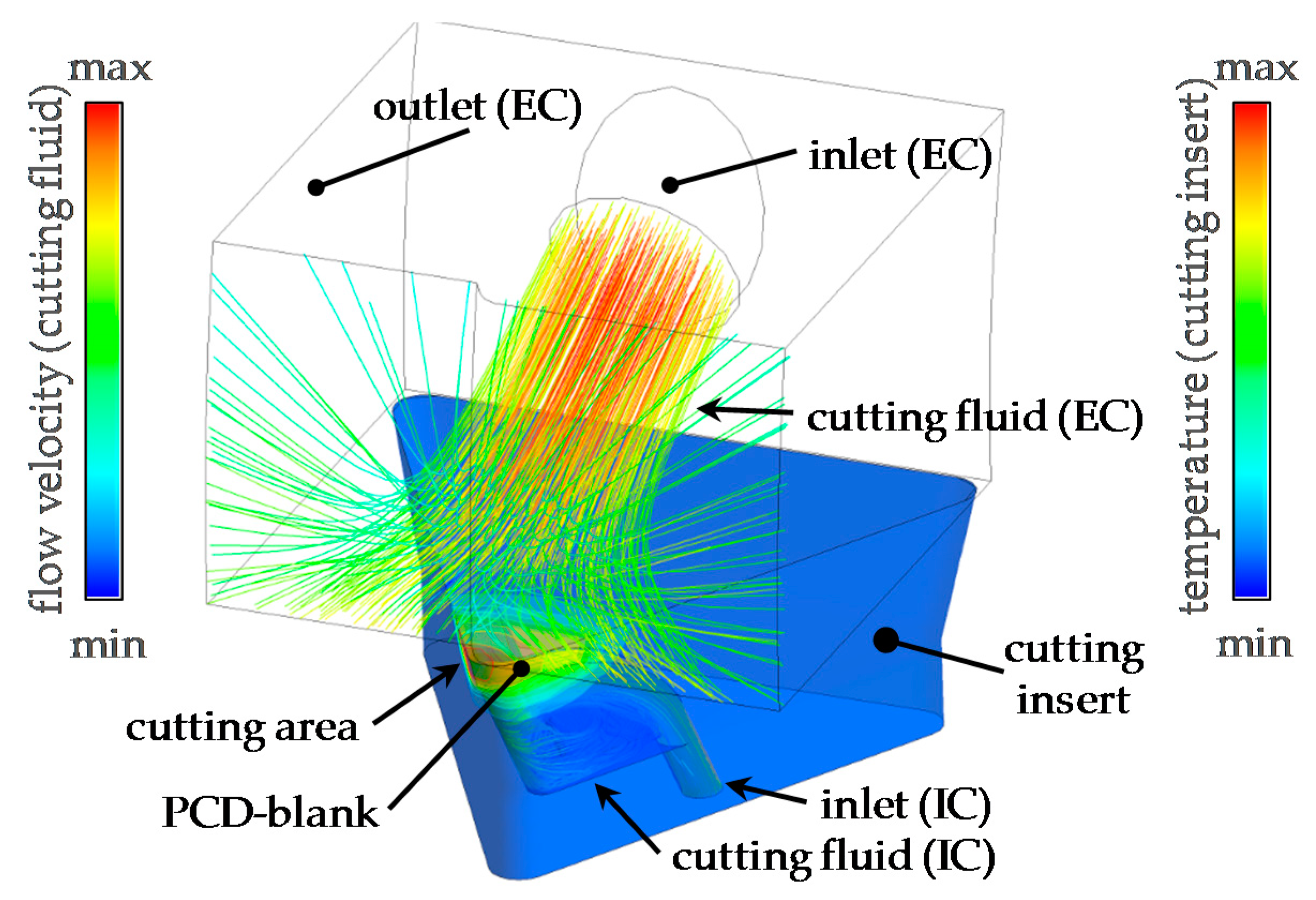
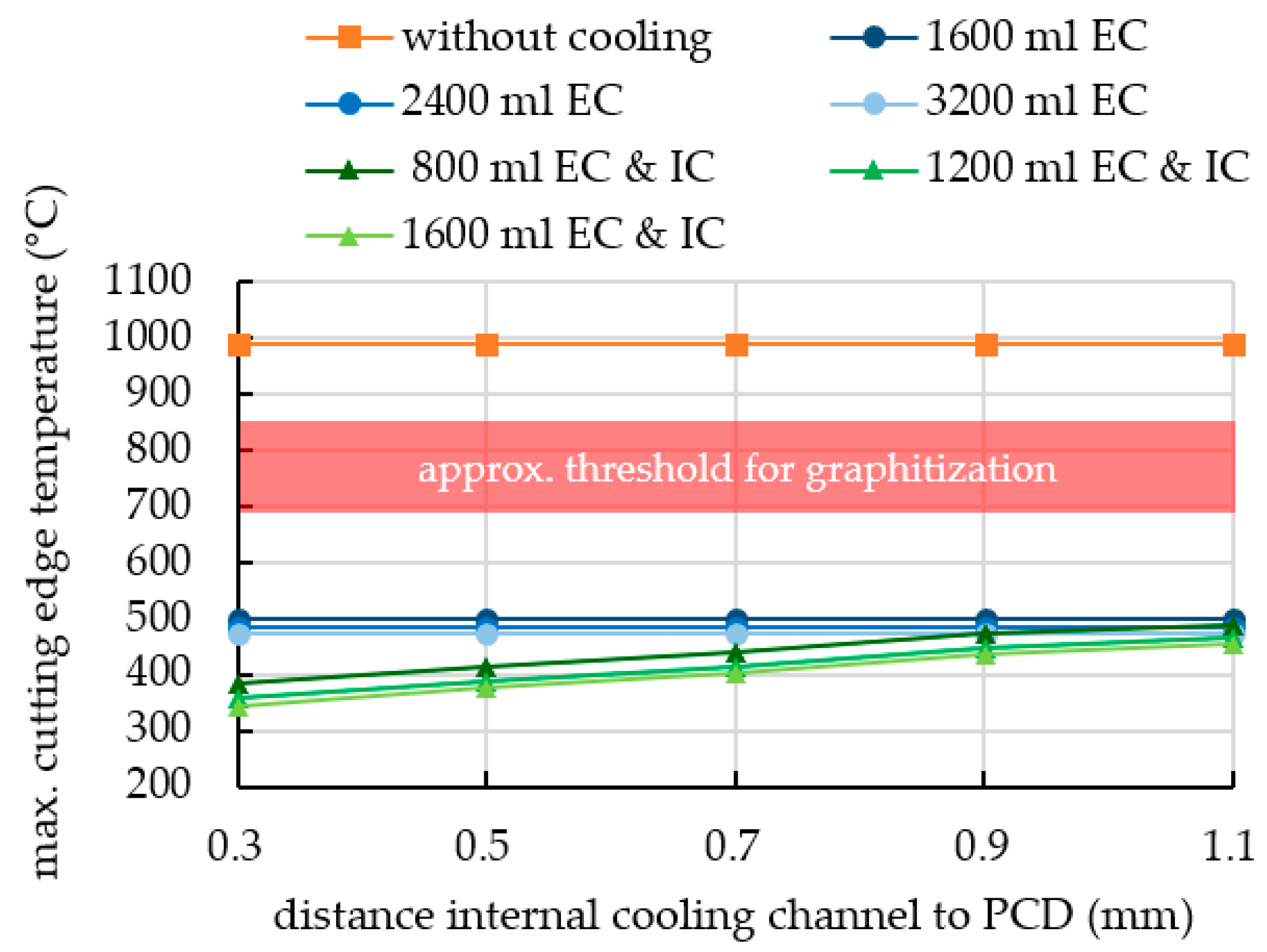
3.2. FEM-Simulations
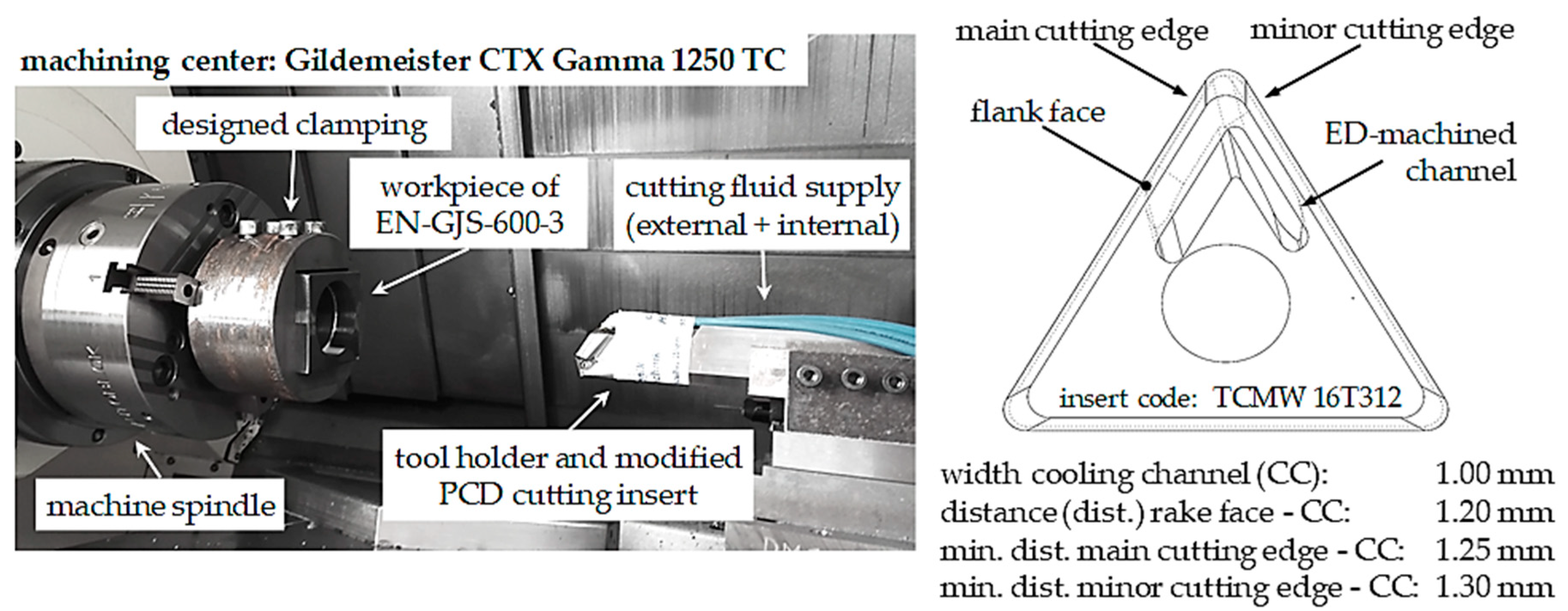
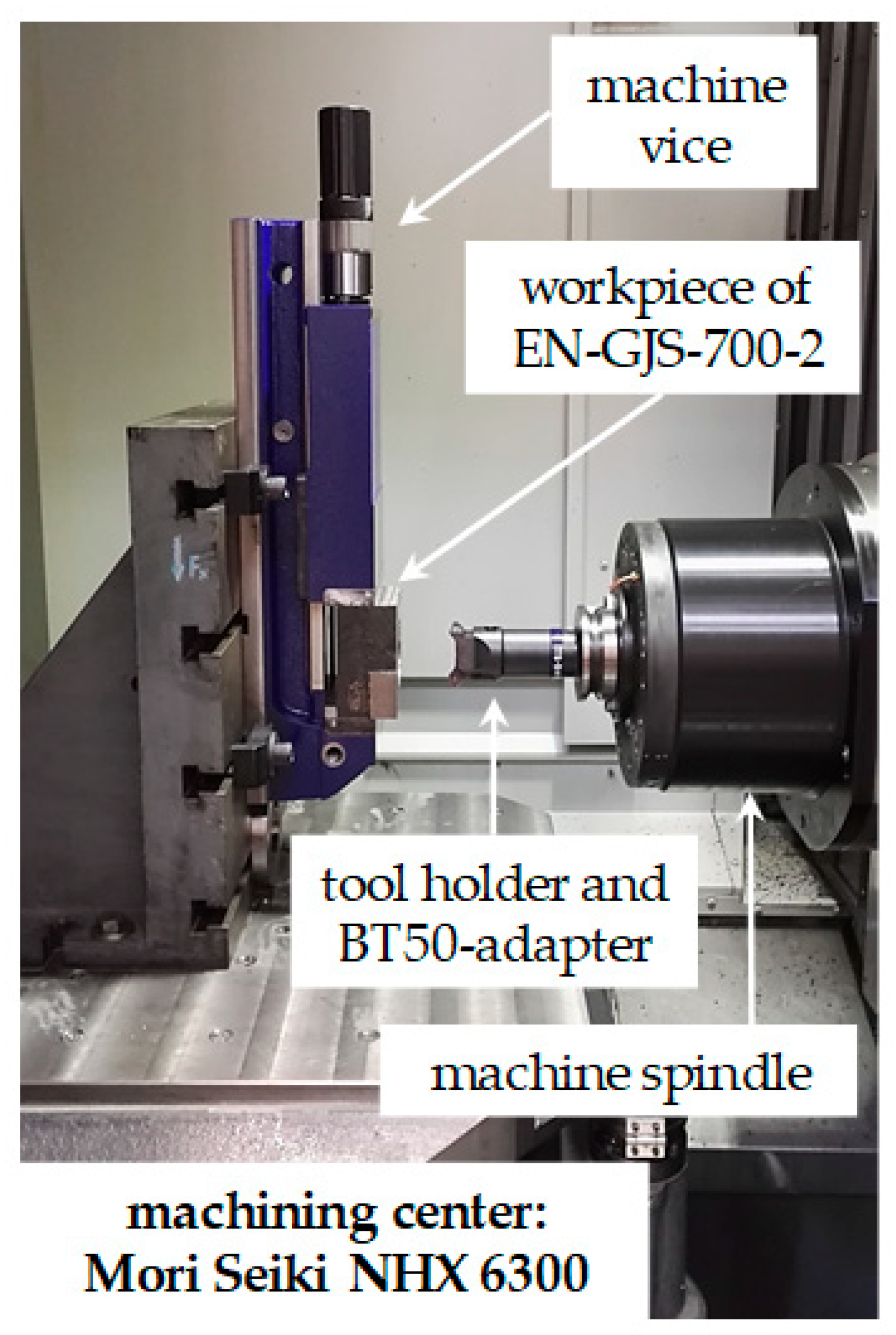
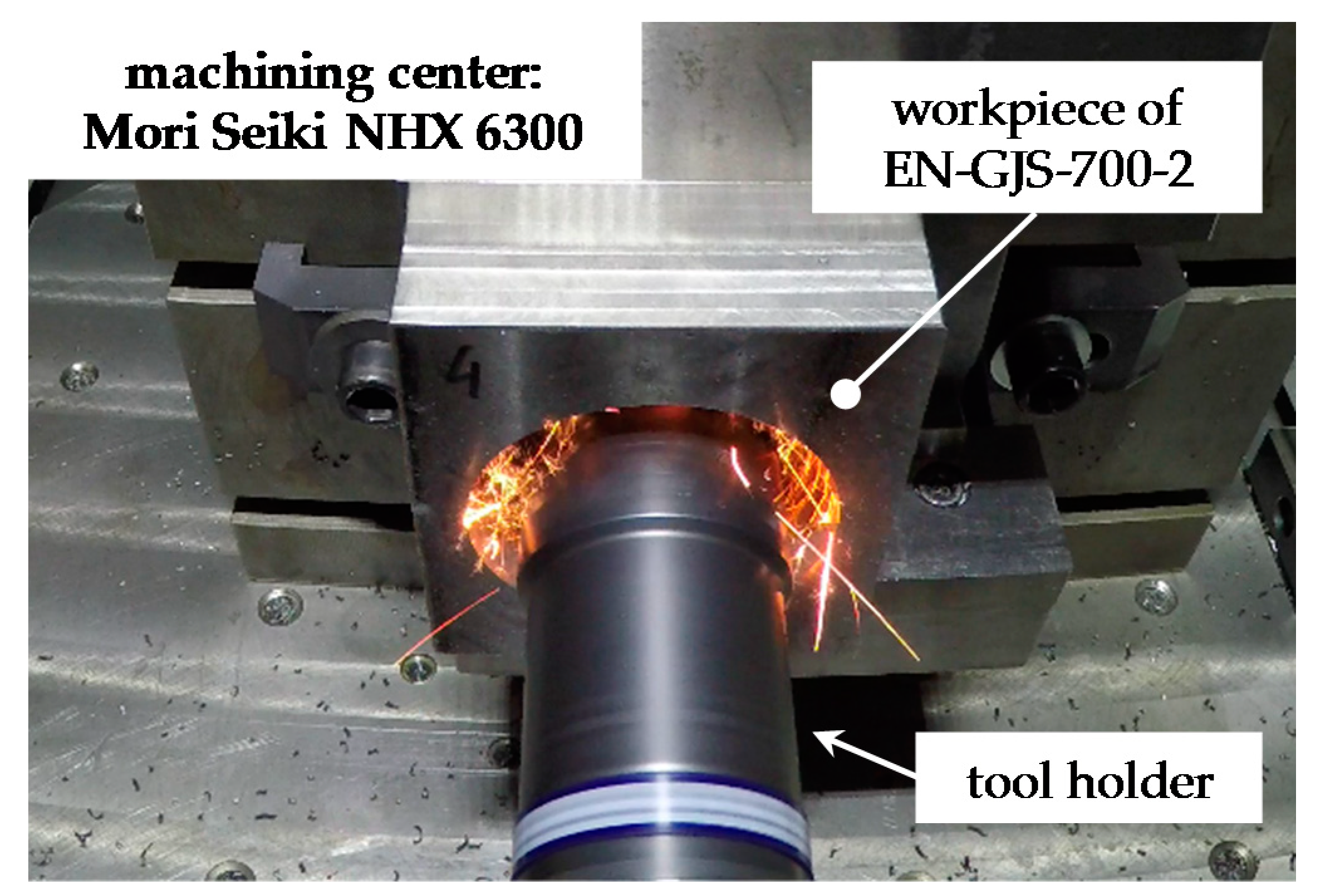
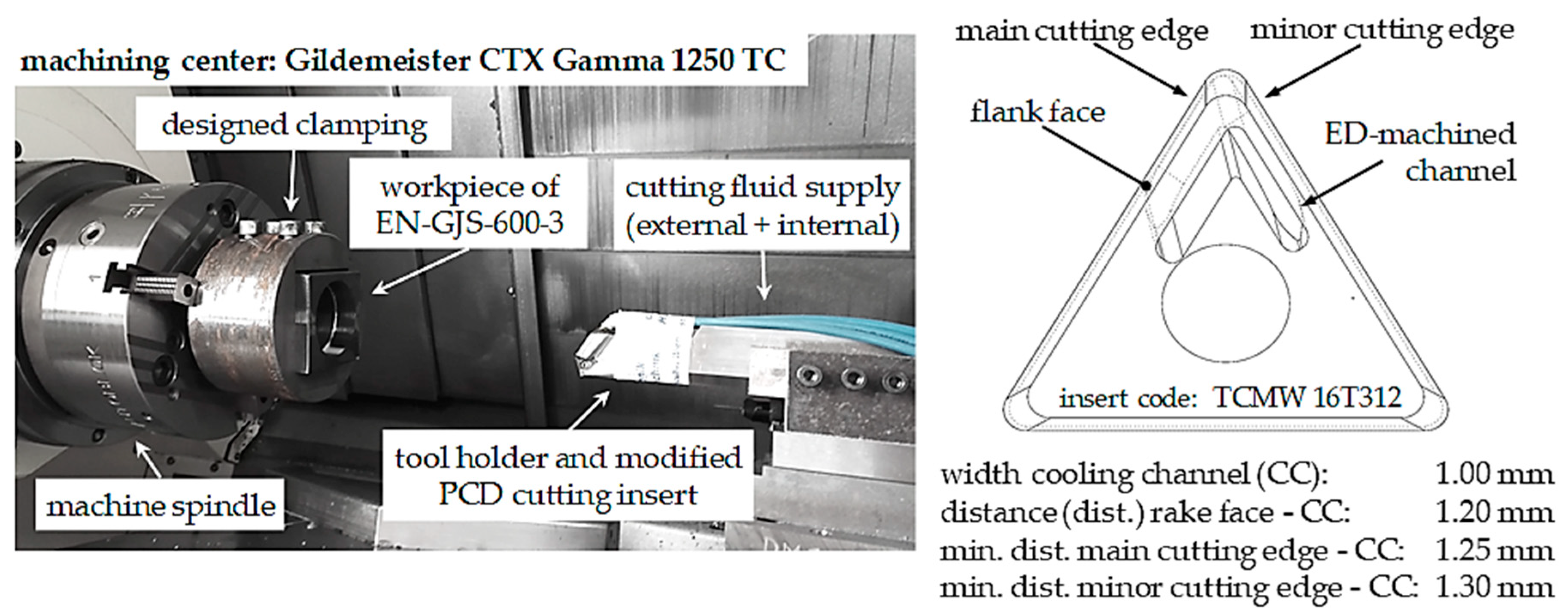
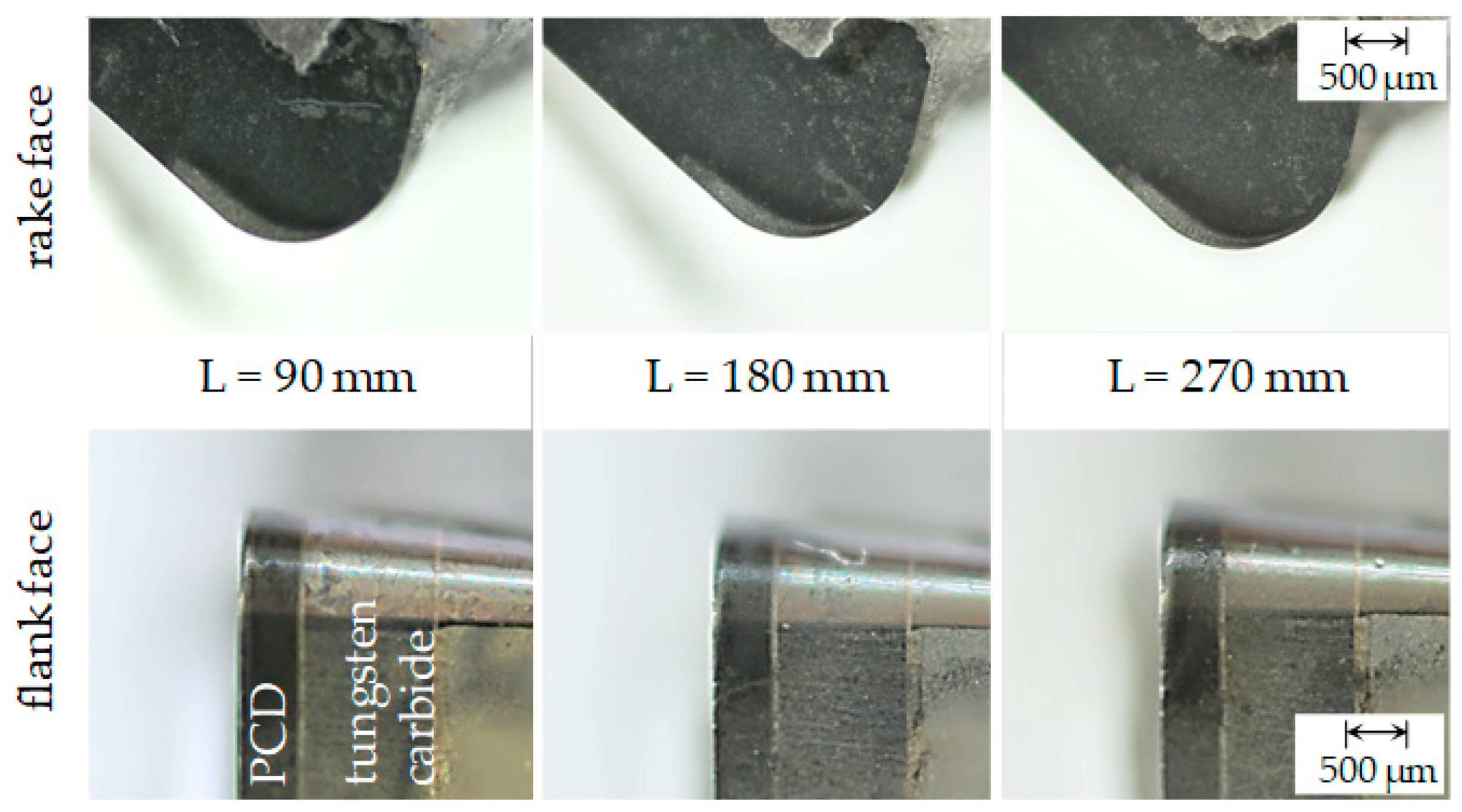
4. Experimental Cutting Tests
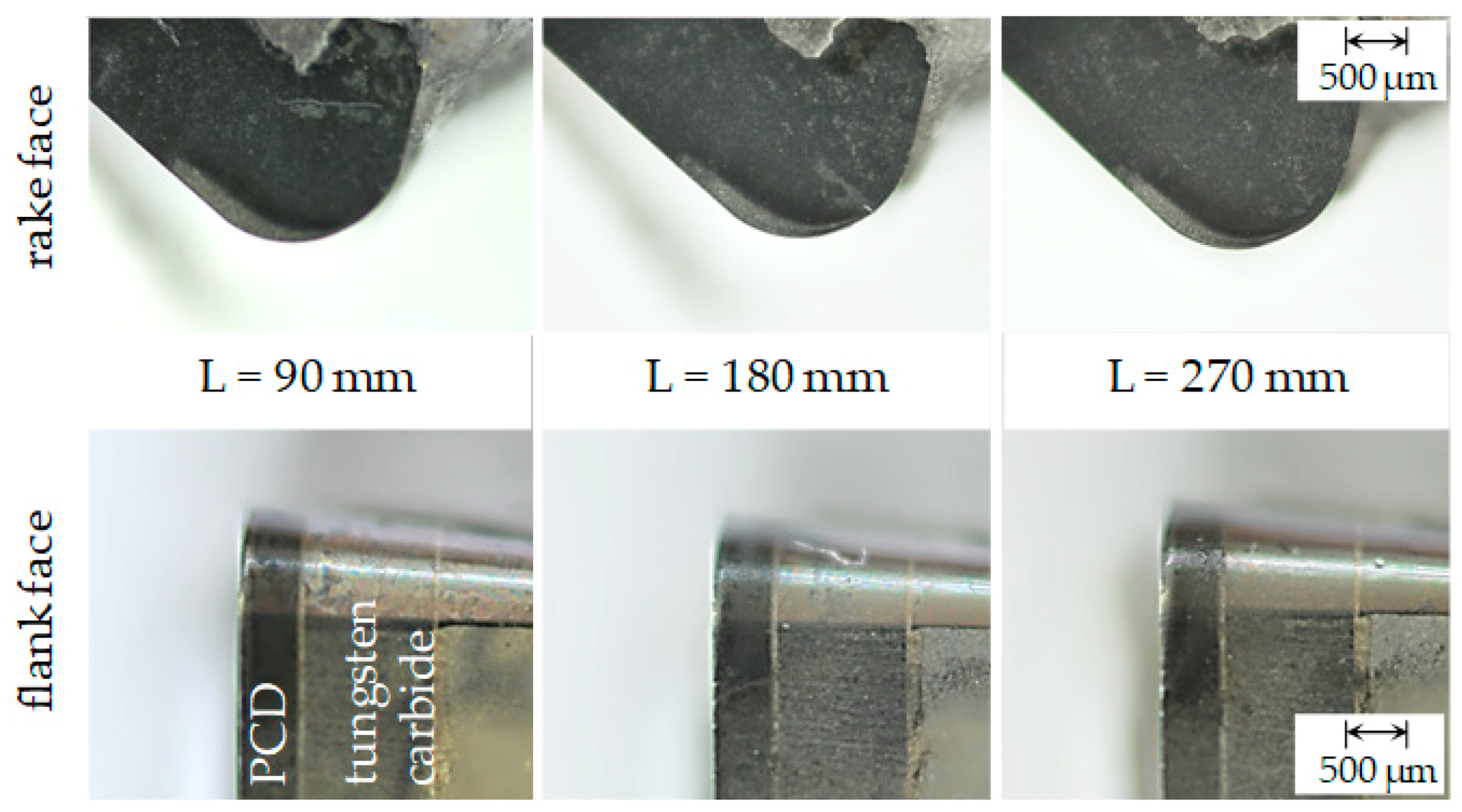
4.1. Initial Cutting Tests
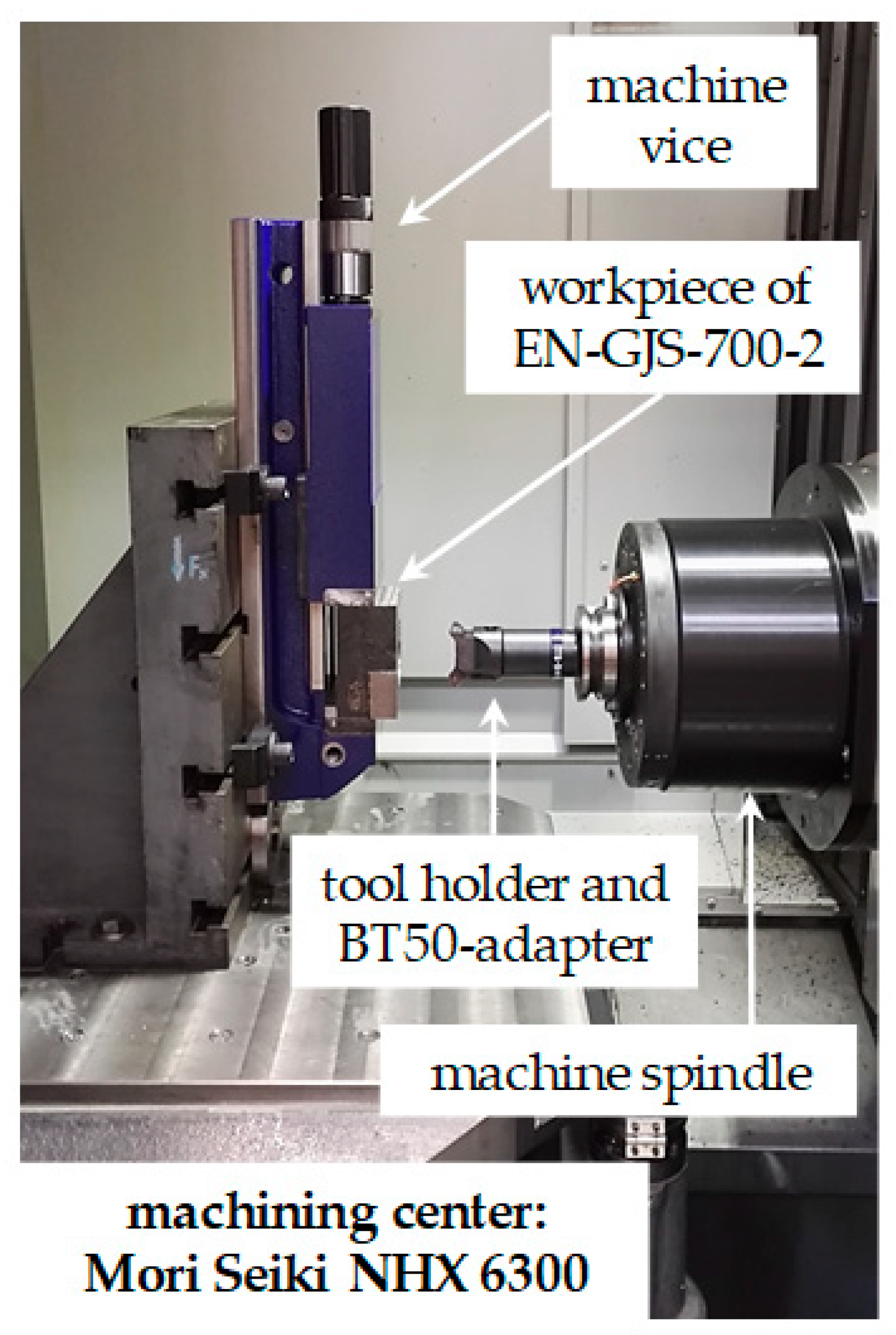
4.2. Series-Production Related Cutting Tests
5. Conclusions and Outlook
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Klocke, F.; König, W. Fertigungsverfahren 1, 8th ed.; Springer: Aachen, Germany, 2008. [Google Scholar] [CrossRef]
- Shimada, S.; Tanaka, H.; Higuchi, M.; Yamaguchi, T.; Honda, S.; Obata, K. Thermo-chemical wear mechanism of diamond tool in machining of ferrous metals. CIRP Ann. Manuf. Technol. 2004, 53, 57–60. [Google Scholar] [CrossRef]
- Abele, E.; Kulok, M.; Anton, P. Bearbeitung von Gusswerkstoffen mit Polykristallinen Schneidstoffen. ZWF Technol. Entwickl. 2007, 102, 540–545. [Google Scholar] [CrossRef]
- Heep, T.; Siebers, M. Einsatz kryogener Kühlstrategien bei der Schlichtbearbeitung von Vermicularguss mit polykristallinen Diamantschneidstoffen. Diam. Bus. 2015, 3, 7–10. [Google Scholar]
- Abele, E.; Schramm, B. Using PCD for machining CGI with a CO2 coolant system. Prod. Eng. 2008, 2, 165–169. [Google Scholar] [CrossRef]
- Bleicher, F.; Brier, J.; Siller, A. Simultaneous Machining of a Material Combination with an Internally and Externally Cooled Cutting Insert. Procedia CIRP 2016, 46, 15–18. [Google Scholar] [CrossRef]
- Bleicher, F.; Reiter, M. Wear reduction on cutting inserts by additional internal cooling of the cutting edge. Procedia Manuf. 2018, 21, 518–524. [Google Scholar] [CrossRef]
- Bleicher, F.; Pollak, C.; Brier, J.; Siller, A. Reduction of built-up edge formation in machining Al- and cast iron hybrid components by internal cooling of cutting inserts. CIRP Ann. Manuf. Technol. 2016, 65, 97–100. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Parameters | Value | Unit |
|---|---|---|
| Cutting speed (vc) | 180 | m/min |
| Feed (f) | 0.07 | mm/rev |
| Cutting depth (ap) | 1.2 | mm |
| Simulation Parameters | Description | Value | Unit |
|---|---|---|---|
| Cutting fluid flow rate | int. cooling (IC) | 800–1600 | mL/min |
| ext. cooling (EC) | 1600–3200 | ||
| int. + ext. (each) | 800–1600 | ||
| Thermal conductivity | tungsten carbide | 80 | W/(m∙K) |
| synthetic PCD | 1800 | ||
| steel | 60.5 | ||
| Specific heat capacity | tungsten carbide | 138 | J/(kg∙K) |
| synthetic PCD | 502 | ||
| steel | 434 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Reiter, M.; Brier, J.; Bleicher, F. Machining of Iron-Carbon Alloys by the Use of Poly-Crystalline Diamond Cutting Inserts with Internal Cooling. J. Manuf. Mater. Process. 2018, 2, 57. https://doi.org/10.3390/jmmp2030057
Reiter M, Brier J, Bleicher F. Machining of Iron-Carbon Alloys by the Use of Poly-Crystalline Diamond Cutting Inserts with Internal Cooling. Journal of Manufacturing and Materials Processing. 2018; 2(3):57. https://doi.org/10.3390/jmmp2030057
Chicago/Turabian StyleReiter, Manuel, Jens Brier, and Friedrich Bleicher. 2018. "Machining of Iron-Carbon Alloys by the Use of Poly-Crystalline Diamond Cutting Inserts with Internal Cooling" Journal of Manufacturing and Materials Processing 2, no. 3: 57. https://doi.org/10.3390/jmmp2030057
APA StyleReiter, M., Brier, J., & Bleicher, F. (2018). Machining of Iron-Carbon Alloys by the Use of Poly-Crystalline Diamond Cutting Inserts with Internal Cooling. Journal of Manufacturing and Materials Processing, 2(3), 57. https://doi.org/10.3390/jmmp2030057