Tube Forming Using a Reuleaux Triangle


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
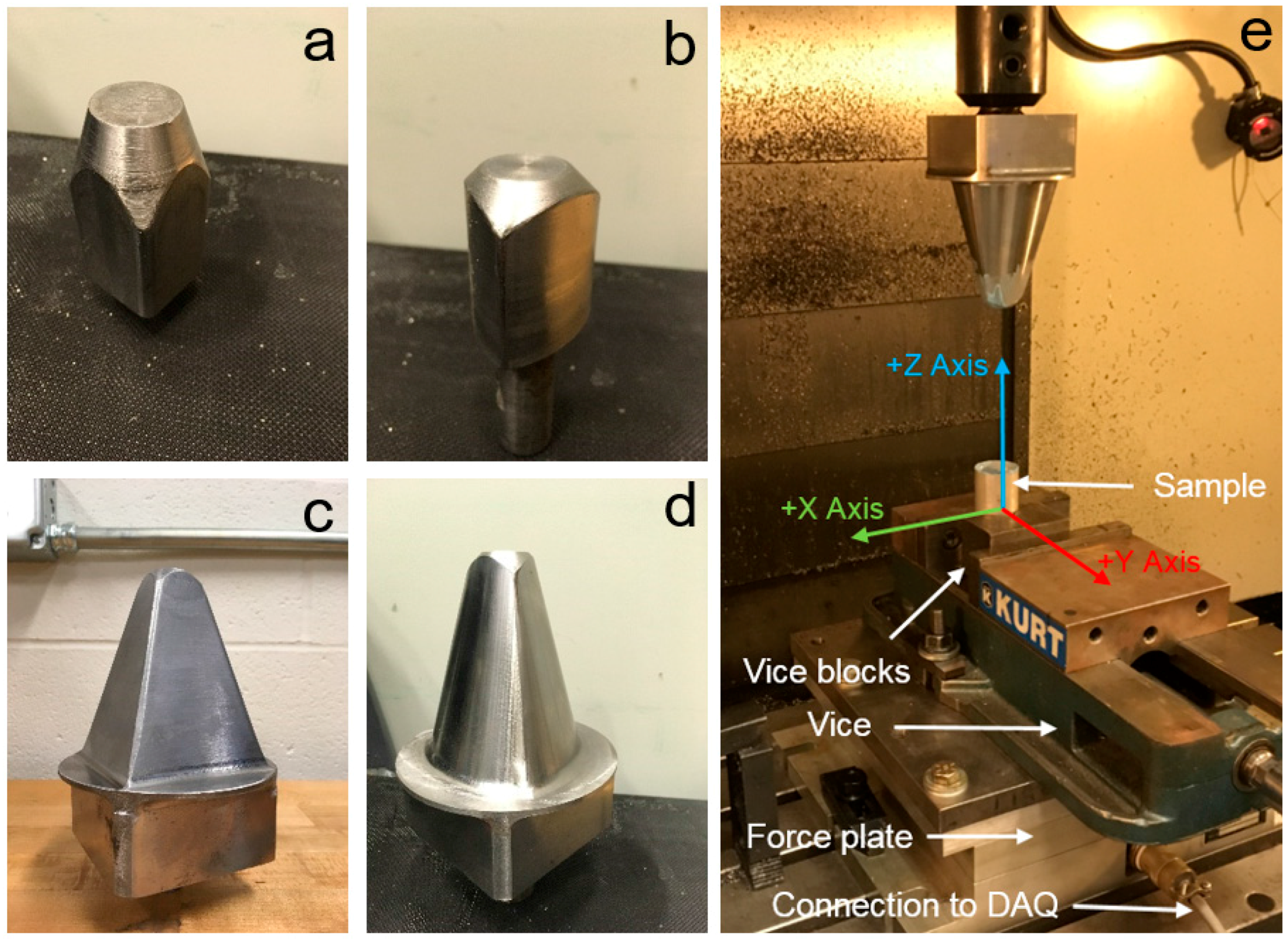
2. Experimental Methodology
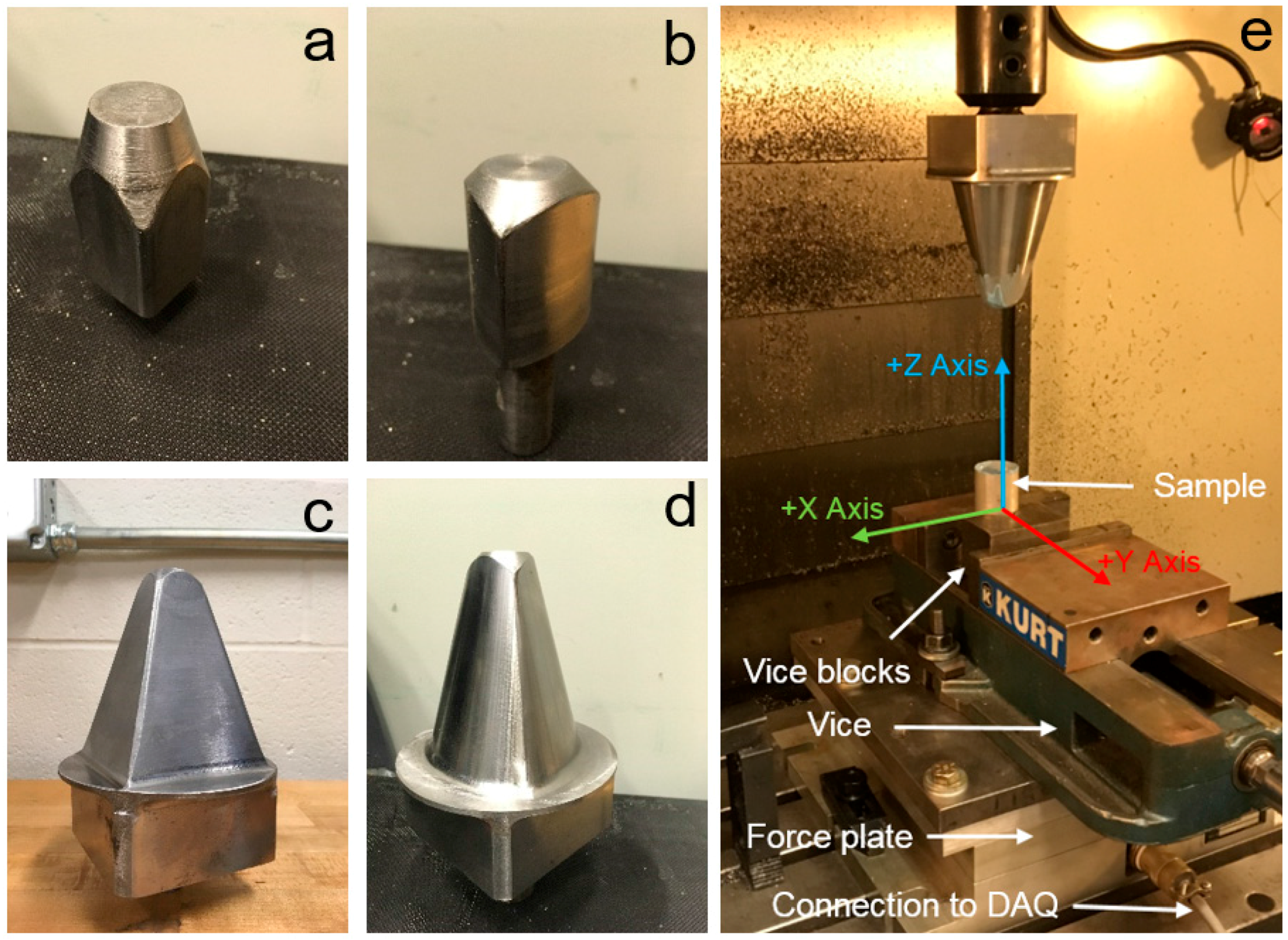
2.1. Square Tool Tube Forming
2.2. Reuleaux Triangle Tube Forming
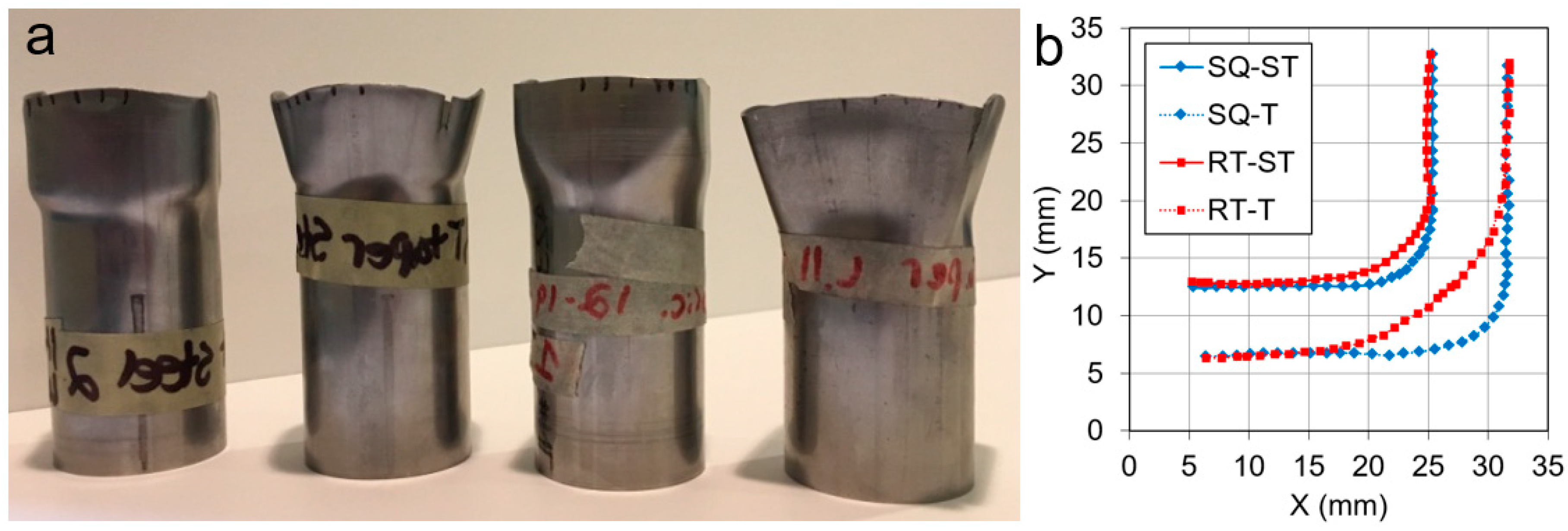
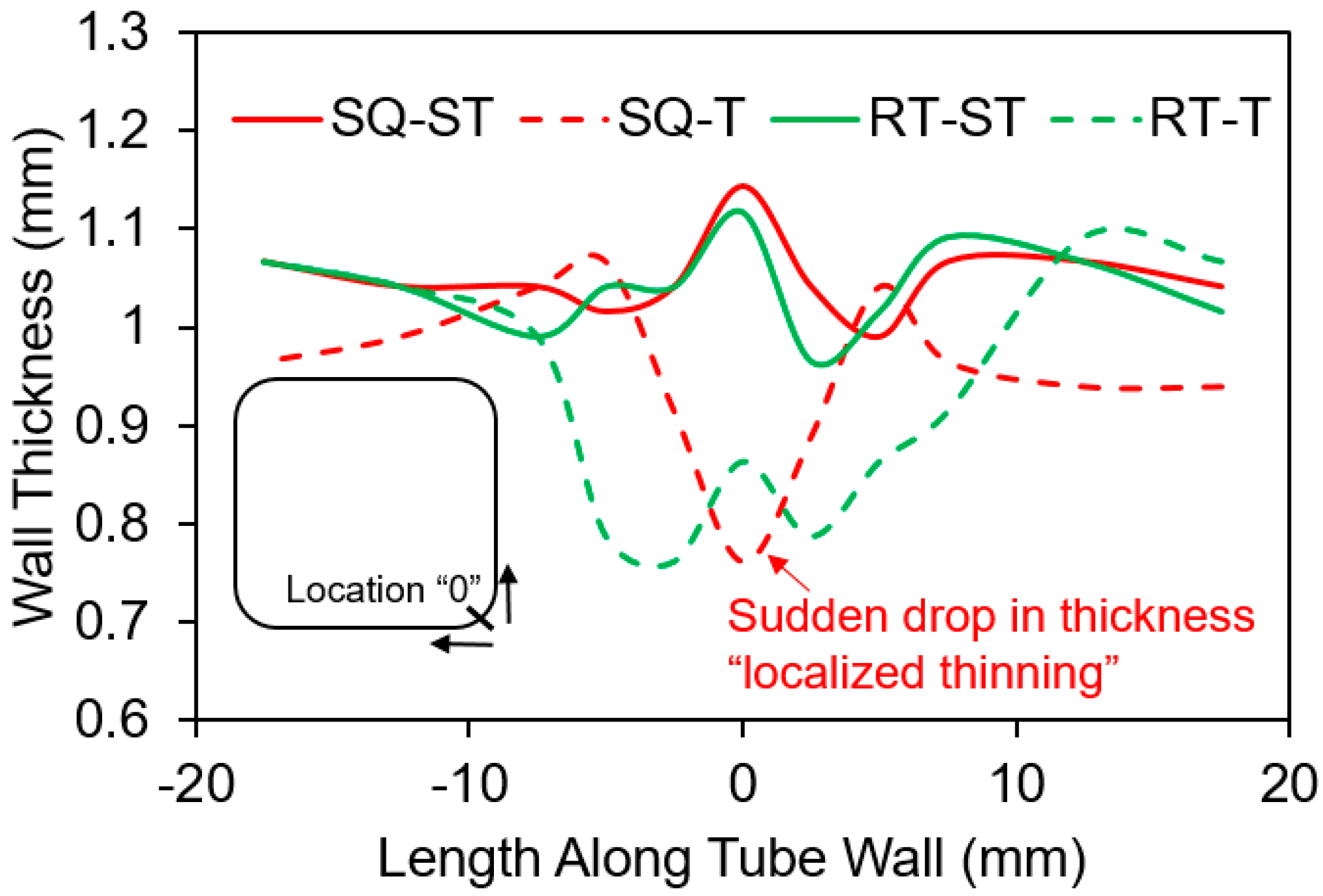
2.3. Tube Profile and Thickness Measurement
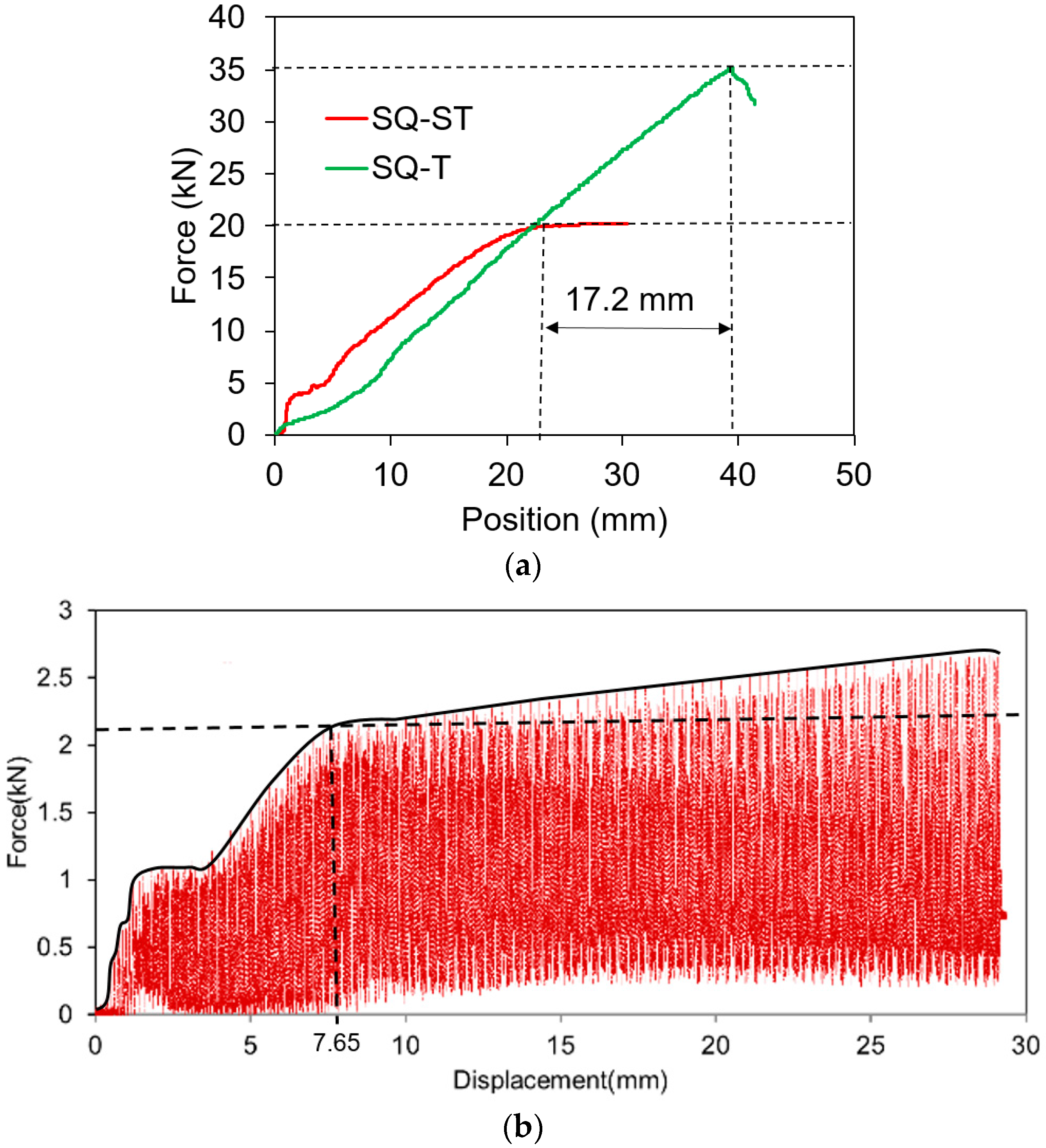
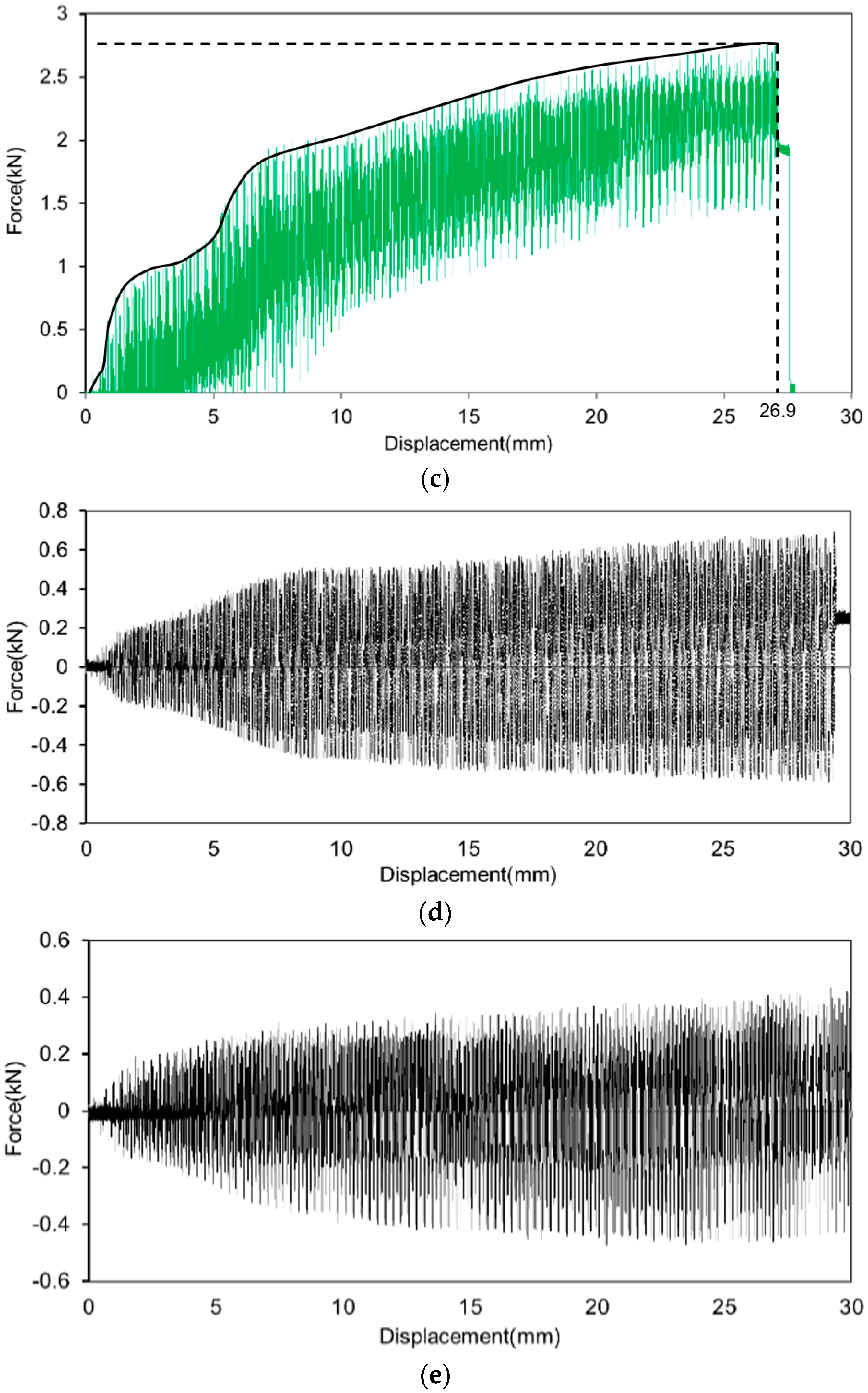
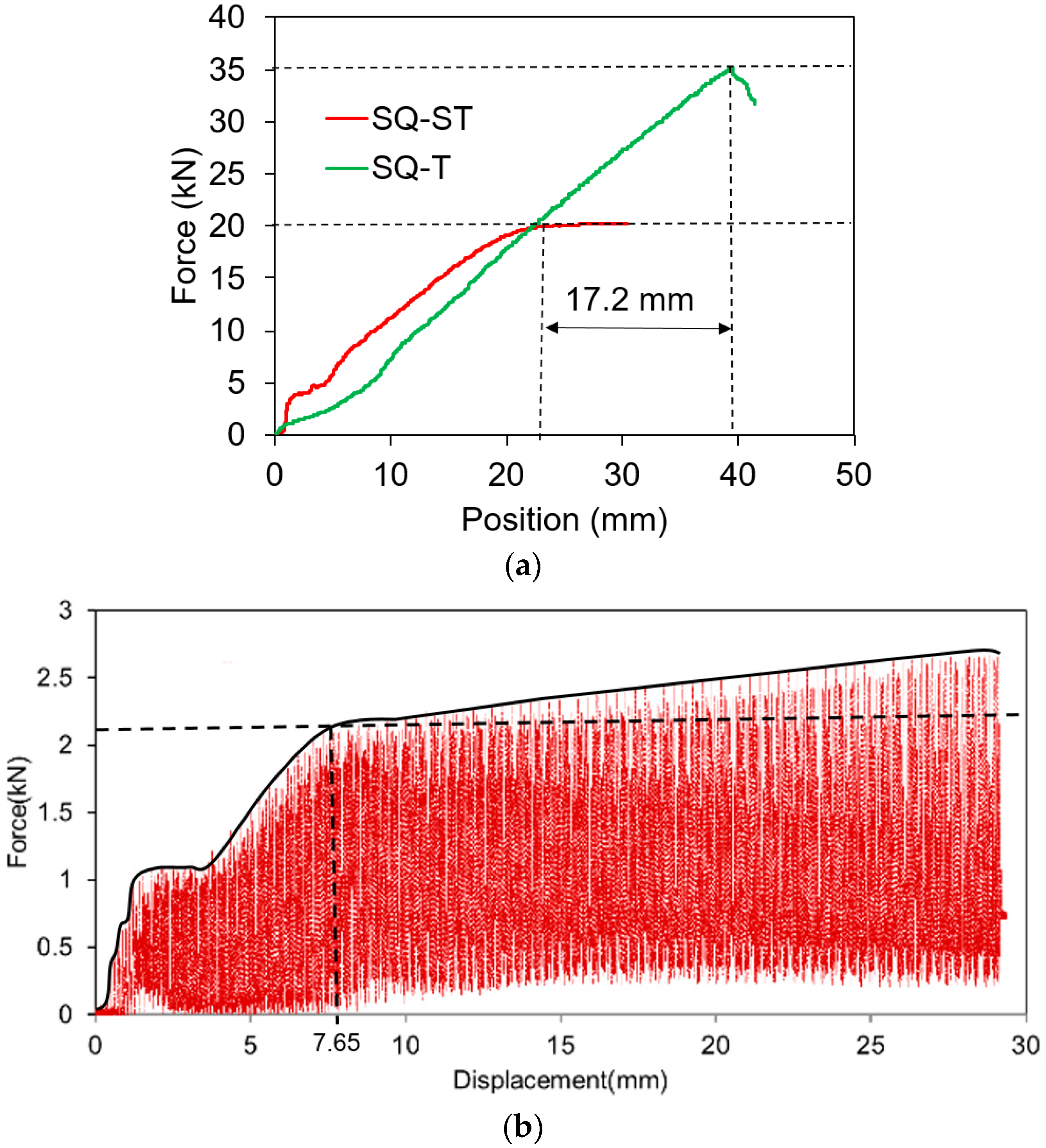
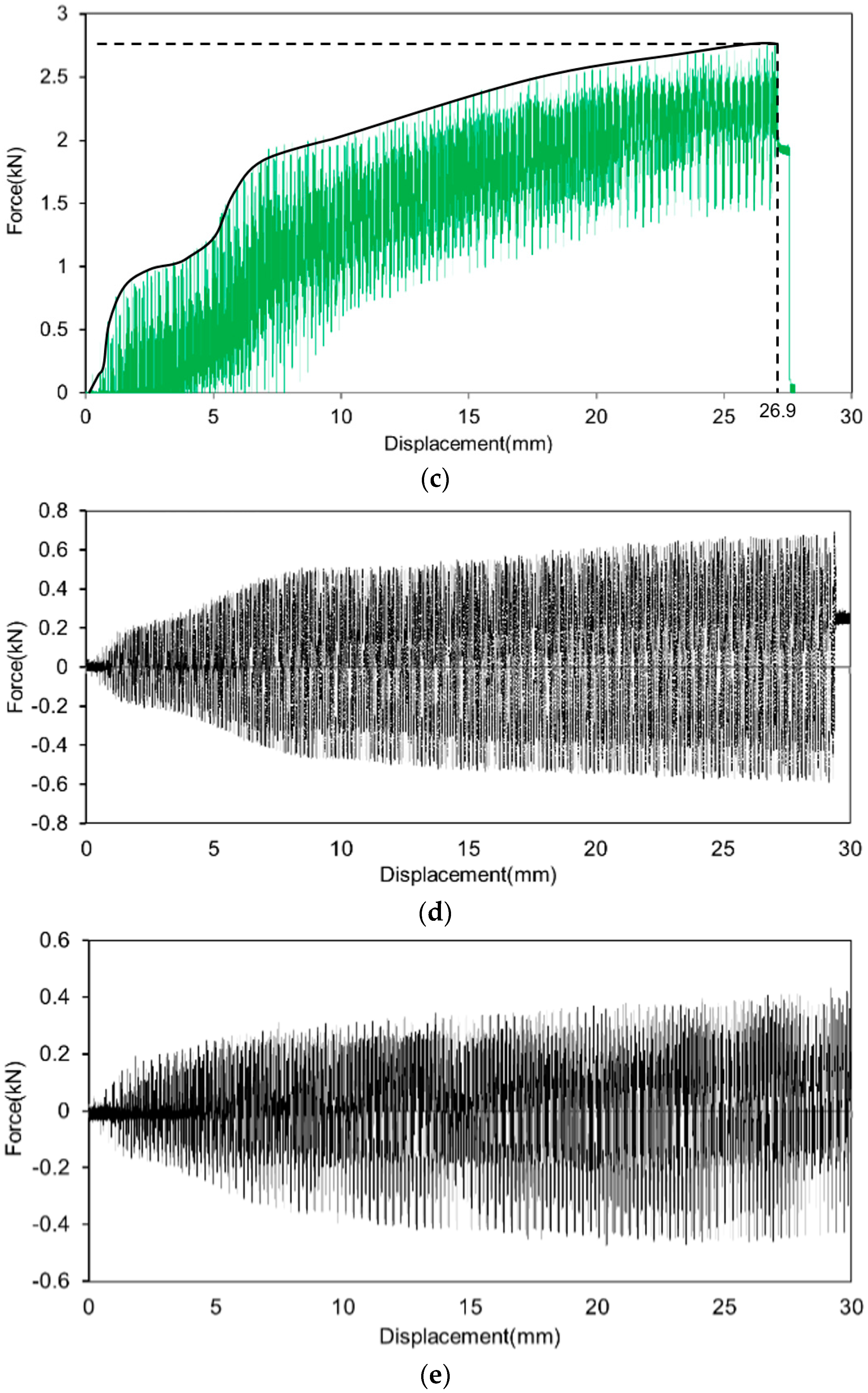
3. Result and Discussion
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Morrell, R.J.; Gunn, J.A.; Gore, G.D. Square Hole Drill. U.S. Patent No. 4,074,778, 21 February 1978. [Google Scholar]
- Nikhare, C.; Ihrig, M. A New Approach to Form Square Cup. In Proceedings of the International Deep Drawing Research Group Conference, Paris, France, 1–4 June 2014; pp. 1–6. [Google Scholar]
- Nikhare, C. An Investigation of Tube Forming Using Reuleaux Triangle. In Proceedings of the International Deep Drawing Research Group Conference, Linz, Austria, 12–15 June 2016; pp. 310–323. [Google Scholar]
- Nikhare, C. Investigation of Strain Development in Various Tube Thicknesses to Diameter Ratio during Tube Flaring Process. In Proceedings of the International Deep Drawing Research Group Conference, Shanghai, China, 31 May–3 June 2015; pp. 141–150. [Google Scholar]
- Nikhare, C.; Korkolis, Y.P.; Kinsey, B.L. Numerical Investigation of Residual Formability and Deformation Localization during Continuous-Bending-under-Tension. In Proceedings of the International Manufacturing Science and Engineering Conference, Notre Dame, IN, USA, 4–8 June 2012; Volume 48. [Google Scholar]
- Nikhare, C.P.; Korkolis, Y.P.; Kinsey, B.L. Formability Enhancement in Titanium Tube-Flaring by Manipulating the Deformation Path. J. Manuf. Sci. Eng. 2015, 137, 051006. [Google Scholar] [CrossRef]
- Huang, Y.M. Finite element analysis of tube flaring process with a conical tool. Int. J. Adv. Manuf. Technol. 2004, 24, 91–97. [Google Scholar] [CrossRef]
- Rosa, P.A.R.; Rodrigues, J.M.C.; Martins, P.A.F. External inversion of thin-walled tubes using a die: Experimental and theoretical investigation. Int. J. Mach. Tools Manuf. 2003, 43, 787–796. [Google Scholar] [CrossRef]
- Rosa, P.A.; Rodrigues, J.M.; Martins, P.A. Internal inversion of thin-walled tubes using a die: Experimental and theoretical investigation. Int. J. Mach. Tools Manuf. 2004, 44, 775–784. [Google Scholar] [CrossRef]
- Almeida, B.P.P.; Alves, M.L.; Rosa, P.A.R.; Brito, A.G.; Martins, P.A.F. Expansion and reduction of thin-walled tubes using a die: Experimental and theoretical investigation. Int. J. Mach. Tools Manuf. 2006, 46, 1643–1652. [Google Scholar] [CrossRef]
- Yang, H.; Sun, Z.C.; Jin, Y.J. FEM analysis of mechanism of free deformation under dieless constraint in axial compressive forming process of tube. J. Mater. Process. Technol. 2001, 115, 367–372. [Google Scholar] [CrossRef]
- Sun, Z.; Yang, H. Development of a finite element simulation system for the tube axial compressive precision forming process. Int. J. Mach. Tools Manuf. 2002, 42, 15–20. [Google Scholar] [CrossRef]
- Sekhon, G.S.; Gupta, N.K.; Gupta, P.K. An analysis of external inversion of round tubes. J. Mater. Process. Technol. 2003, 133, 243–256. [Google Scholar] [CrossRef]
- Nikhare, C.; Korkolis, Y.; Kinsey, B.L. Numerical Analysis of Restrike Process on Al-2008-T4 Aluminum Alloy Square Pan Drawing. In Proceedings of the International Deep Drawing Research Group Conference, Mumbai, India, 25–29 November 2012; pp. 681–686. [Google Scholar]
- Reuleaux, F. The Kinematics of Machinery; Dover Publications: New York, NY, USA, 1963. [Google Scholar]

© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Seibert, H.; Petrut, L.; Nikhare, C.P. Tube Forming Using a Reuleaux Triangle. J. Manuf. Mater. Process. 2017, 1, 16. https://doi.org/10.3390/jmmp1020016
Seibert H, Petrut L, Nikhare CP. Tube Forming Using a Reuleaux Triangle. Journal of Manufacturing and Materials Processing. 2017; 1(2):16. https://doi.org/10.3390/jmmp1020016
Chicago/Turabian StyleSeibert, Hayden, Laurentiu Petrut, and Chetan P. Nikhare. 2017. "Tube Forming Using a Reuleaux Triangle" Journal of Manufacturing and Materials Processing 1, no. 2: 16. https://doi.org/10.3390/jmmp1020016
APA StyleSeibert, H., Petrut, L., & Nikhare, C. P. (2017). Tube Forming Using a Reuleaux Triangle. Journal of Manufacturing and Materials Processing, 1(2), 16. https://doi.org/10.3390/jmmp1020016