Additive Manufacturing, Cloud-Based 3D Printing and Associated Services—Overview

Abstract
1. Introduction
1.1. Research Objective
1.1.1. Methodology
1.1.2. Sources
- Google Scholar (https://scholar.google.com).
- SemanticScholar (https://semanticscholar.org).
- dblp (https://dblp.uni-trier.de).
- Web of Science (https://webofknowledge.com).
- ProQuest (https://proquest.com).
1.2. Development in Scientific Publications
2. Definition and Terminology
2.1. Additive Manufacturing and 3D Printing
2.1.1. Definitions of Additive Manufacturing
2.1.2. Definitions of 3D Printing
2.1.3. Definitions of Rapid Prototyping
2.1.4. Definitions of Rapid Manufacturing
2.1.5. Definitions of Rapid Tooling
2.1.6. Definitions of Cloud Manufacturing
2.1.7. Synonyms for AM
- direct layer manufacturing or layer manufacturing or additive layer manufacturing
- direct digital manufacturing is a synonym for rapid manufacturing [11]
- solid freeform fabrication (SFF), three dimensional printing [25]
- 3D printing, Additive Techniques, Layer Manufacturing, and Freeform fabrication [33]
- additive fabrication, additive processes, additive techniques, additive layer manufacturing, layer manufacturing, and freeform fabrication [34] (also https://wohlersassociates.com/additive-manufacturing.html)
- “The technical name for 3D printing is additive manufacturing [...]” [35]
2.1.8. Critique
3. Reviews on the Subject
- Dimitar Dimitrov, Kristiaan Schreve and N. de Beer [36]; General Introduction, Applications, Research Issues
- Vladimir Mironov, Nuno Reis and Brian Derby [37]; Bioprinting, Technology
- Ben Utela et al. [38]; New Material Development (Mainly Powders)
- Abbas Azari and Sakineh Nikzad [39]; Dentistry, Applications in Dentistry
- Hongbo Lan [40]; Rapid Prototyping, Manufacturing Systems
- Daniel Eyers and Krassimir Dotchev [41]; Rapid Manufacturing, Mass Customisation
- Ferry P. W. Melchels, Jan Feijen and Dirk W. Grijpma [42]; Stereolithography, Biomedical Engineering
- Fabian Rengier et al. [43]; Medicine, Data Acquisition (Reverse-Engineering) using Image Data
- R. Sreenivasan, A. Goel and D. L. Bourell [44]; Energy Consumption, Sustainability
- Rupinder Singh [45]; Rapid Prototyping, Casting
- R. Ian Campbell, Deon J. de Beer and Eujin Pei [46]; Application and Development of AM in South Africa
- Benjamin Vayre, Frédéric Vignat and François Villeneuve [47]; Metal Components, Technology
- Dongdong Gu et al. [48]; Metal Components, Technology, Terminology
- Ferry P. W. Melchels et al. [49]; Medicine, Tissue and Organ Engineering
- Kaufui V. Wong and Aldo Hernandez [50]; General, Technology
- Lawrence E. Murr et al. [51]; Metal Components, EBM, Laser Melting
- Shawn Moylan et al. [52]; Quality, Test Artifacts
- Timothy J. Horn and Ola L. A. Harrysson [53]; General, Applications, Technology
- Xibing Gong, Ted Anderson and Kevin Chou [54]; EBM, Powder Based AM
- Flavio S. Fogliatto, Giovani J.C. da Silveira and Denis Borenstein [55]; Mass-Customization
- K. P. Karunakaran et al. [56]; Rapid Manufacturing, Metal Object Manufacturing
- Carl Schubert, Mark C. van Langeveld and Larry A. Donoso [57]; General
- Irene J. Petrick and Timothy W. Simpson [58]; Economics, Business
- Iulia D. Ursan, Ligia Chiu and Andrea Pierce [59]; Pharmaceutical Drug Printing
- Jasper Cerneels et al. [60]; Thermoplastics
- Mohammad Vaezi, Hermann Seitz and Shoufeng Yang [61]; Micro-Structure AM
- Nannan Guo and Ming C. Leu [62]; General, Technology, Materials, Applications
- Olga Ivanova, Christopher Williams and Thomas Campbell [63]; Nano-Structure AM
- Robert Bogue [64]; General
- Samuel H. Huang et al. [65]; Socio-Ecological and Economy
- Zicheng Zhu et al. [66]; Hybrid Manufacturing
- Dazhong Wu et al. [67]; Cloud Manufacturing
- Bethany C. Gross et al. [68]; Biotech, Chemistry
- Brett P. Conner et al. [69]; Classification, Object Complexity
- Brian N. Turner, Robert Strong and Scott A. Gold [70]; Thermoplastics, Physical Properties
- David W. Rosen [71]; Design for Additive Manufacturing
- Dimitris Mourtzis, Michael Doukas and Dimitra Bernidaki [72]; Simulation
- Douglas S. Thomas and Stanley W. Gilbert [17]; Economy, Cost
- Gustavo Tapia and Alaa Elwany [73]; Process Monitoring, Quality
- Hae-Sung Yoon et al. [74]; Energy Consumption
- Jan Deckers, Jef Vleugels and Jean-Pierre Kruth [75]; Ceramics AM
- Rouhollah Dermanaki Farahani, Kambiz Chizari and Daniel Therriault [76]; Micro-Structure AM
- Siavash H. Khajavi, Jouni Partanen and Jan Holmström [77]; Supply Chain, Application
- William E. Frazier [78]; Metal Components
- Wu He and Lida Xu [8]; Cloud Manufacturing
- Syed Hasan Massod [79]; Fused Deposition Modeling (FDM)
- Brian N. Turner and Scott A Gold [80]; Thermoplastic AM, Material Properties
- Carlos Mota et al. [81]; Medicine, Tissue Engineering
- C. Y. Yap et al. [82]; SLM
- Donghong Ding et al. [83]; Metal Components, Wire Fed Processes
- Adamson et al. [84]; Cloud Manufacturing, Terminology
- Jie Sun et al. [85]; Food Printing, Technology
- Jin Choi et al. [86]; 4D Printing
- K. A. Lorenz et al. [87]; Hybrid Manufacturing
- Merissa Piazza and Serena Alexander [88]; General, Terminology, Academic
- Omar A. Mohamed, Syed H. Masood and Jahar L. Bhowmik [89]; Process Parameter Optimization (FDM)
- Seyed Farid Seyed Shirazi et al. [90]; Tissue Engineering, Powder Based AM
- Sheng Yang and Yaoyao Fiona Zhao [91]; Design for AM, Complexity
- Sofiane Guessasma et al. [92]; Design for AM, Process Parameter Optimization
- Wei Gao et al. [19]; General, Technology, Engineering
- Yong Huang et al. [93]; General, Technology, Research Needs
- Zhong Xun Khoo et al. [94]; Smart Materials, 4D Printing
- Hammad H. Malik et al. [95]; Medicine, Surgery
- Jie Sun et al. [96]; Food Printing
- Behzad Esmaeilian, Sara Behdad and Ben Wang [97]; Manufacturing
- H. Bikas, P. Stavropoulos and G. Chryssolouris [98]; General, Technology
- Julien Gardan [99]; Technology, Engineering, Manufacturing
- Swee Leong Sing et al. [100]; Metal Components, Medicine, Implants, Materials
- William J. Sames et al. [20]; Metal Components, Materials
- Andrew J. Pinkerton [101]; Laser-technology
4. Stakeholder Distinction
- cost per machine
- quality of print (e.g., surface quality, physical properties of object)
- reliability of machine and
- materials available.
- consumer/end user
- professional user
- industrial application.
5. 3D Printing Services
- The target group (end-users, industrial users or professional users).
- The geographic reach (local or global).
- Availability of an API.
- Services rendered (design, 3D printing, marketplace, other).
- 3D Burrito (http://3dburrito.com)—Pre-Launch Phase
- 3D Creation Lab (http://www.3dcreationlab.co.uk)
- 3DLT (http://3dlt.com)—Shut down on 31 December 2015
- 3DPrintUK (https://www.3dprint-uk.co.uk)
- Additer.com (http://additer.com)—Unreachable
- Cubify Cloud (http://cubify.com)—Acquired by 3D Systems, Service no longer available
- i.Materialise (https://i.materialise.com/)
- iMakr (http://imakr.co.uk)
- Kraftwürx.com (http://www.kraftwurx.com)
- MakerBot/Thingiverse (http://thingiverse.com)
- MakeXYZ (https://www.makexyz.com)
- Ponoko (https://www.ponoko.com/)
- Sculpteo (https://www.sculpteo.com)
- Shapeways (http://www.shapeways.com/)
6. Review
6.1. Topological Map
6.2. Technology
6.3. Security
6.4. 3D Printing
Accuracy/Precision
6.5. Rapid Technology
6.5.1. Rapid Tooling
6.5.2. Rapid Manufacturing
6.5.3. Rapid Prototyping
6.6. Hybrid Manufacturing
6.7. Simulation
6.7.1. Topological Optimisation
6.7.2. Optimisation
6.8. Stakeholder
6.9. Service Orientation
6.9.1. Manufacturing-as-a-Service
6.9.2. Design-as-a-Service
6.9.3. Testing-as-a-Service
6.10. Design
6.11. Cloud Computing
6.11.1. Internet of Things
6.11.2. Cyber-Physical Systems
6.12. Scheduling
6.13. Resource Description
6.14. Research Implications
- Design
- Process Modelling and Control
- Materials, Processes and Machines
- Biomedical Applications
- Energy and Sustainability Applications
- Education
- Development and Community and
- National Testbed Center.
- Combination of Web services and software agents
- Collaborative network environment with the focus on integration and interoperability
- Focus on Web technology integration in RM systems and
- Collaborative product commerce and collaborative planning and control.
- Research on Rapid Manufacturing (RM) to support MC
- Research on the value of MC for consumers as well as environmental, economic and ethic value
- Research on Quality Control
- Research on Warranty for MC objects and
- Case Studies and empirical validation.
- Data integration (IoT, Big-Data, real-time data, data management)
- Process flexibility (Adaption, Change management)
- Security (Connectivity, monitoring, compliance)
- Process integration within and across enterprise boundaries (Integrated processes, logistics, optimisation)
- Real-time information access on hand-held devices (Web technology, ERP integration) and
- Predictive Maintenance (Machine data, sensors).
- Capabilities, information and knowledge integration and sharing as well as cloud architectures
- Definitions and standards for CM
- Intelligent, flexible and agile, distributed monitoring and control systems
- Business models
- Intellectual properties and
- Cost, security and adoption of CM systems.
- The emergence of cloud service providers
- Real world connectivity (IoT)
- New collaboration and cooperation scenarios (Customer-manufacturer and manufacturing collaboration)
- Increased competitiveness
- Cloud closed-loop manufacturing
- Manufacturing of feature function blocks
- Increased awareness and research on sustainable operations.
- Shape optimisation (Cellular structures and topology optimisation)
- Design for 3D printing (Software support, design methodology)
- Pre- and Postprocessing (File formats, model preprocessing, part postprocessing)
- Printing methodologies (Layered manufacturing, voxel and digital material, non-layer-oriented methods)
- Error control (Before and during printing)
- Multi material printing (Modelling and manufacturing support)
- Hardware and Maintenance issues (Process and material-based issues)
- Part orientation
- Slicing (Adaptive and direct slicing)
- Speed.
- Cloud-Based Manufacturing (Modeling and simulation of material flow, concurrency and synchronisation for scalability)
- Cloud-Based Design (Social media integration and leveraging, CAx convergence and cloud enablement)
- Information, Communication, and Cyber Security (IoT, Security-as-a-Service) and
- Business Model.
- Materials
- Design (Methods and tools, complex geometries, lifecycle cost analysis)
- Modeling, Sensing, Control, and Process Innovation (Multi-scale modelling simulation, error and failure detection, optical geometry reconstruction, faster hardware, bioprinting)
- Characterization and Certification and
- System Integration and Cyber Implementation (Knowledge management integration, cloud-based systems).
7. Summary
Author Contributions
Conflicts of Interest
Disclaimer
References
- Wu, D.; Rosen, D.W.; Wang, L.; Schaefer, D. Cloud-based manufacturing: Old wine in new bottles? In Variety Management in Manufacturing—Proceedings of the 47th CIRP Conference on Manufacturing Systems; ElMaraghy, H., Ed.; Elsevier B.V.: Amsterdam, The Netherlands, 2014; Volume 17, pp. 94–99. [Google Scholar]
- Chen, L.; Deng, H.; Deng, Q.; Wu, Z. Framework for grid manufacturing. Tsinghua Sci. Technol. 2004, 9, 327–330. [Google Scholar]
- Sanchez, L.M.; Nagi, R. A review of agile manufacturing systems. Int. J. Prod. Res. 2001, 39, 3561–3600. [Google Scholar] [CrossRef]
- Rayna, T.; Striukova, L. A taxonomy of online 3D printing platforms. In 3D Printing: Legal, Philosophical and Economic Dimensions; van den Berg, B., van der Hof, S., Kosta, E., Eds.; Information Technology and Law Series; T.M.C. Asser Press: The Hague, The Netherlands, 2016; pp. 153–166. [Google Scholar]
- Wu, D.; Greer, M.J.; Rosen, D.W.; Schaefer, D. Cloud manufacturing: Drivers, current status, and future trends. In Proceedings of the ASME 2013 International Manufacturing Science and Engineering Conference, Madison, WI, USA, 10–14 June 2013; pp. 1–10. [Google Scholar]
- Wang, X.V.; Xu, X.W. An interoperable solution for cloud manufacturing. Robot. Comput. Integr. Manuf. 2013, 29, 232–247. [Google Scholar] [CrossRef]
- Wu, D.; Thames, J.L.; Rosen, D.W.; Schaefer, D. Enhancing the product realization process with cloud-based design and manufacturing systems. J. Comput. Inf. Sci. Eng. 2013, 13, 1–14. [Google Scholar] [CrossRef]
- He, W.; Xu, L. A state-of-the-art survey of cloud manufacturing. Int. J. Comput. Integr. Manuf. 2015, 28, 239–250. [Google Scholar] [CrossRef]
- Park, S.; Kim, J.; Lee, H.; Jang, D.; Jun, S. Methodology of technological evolution for three-dimensional printing. Ind. Manag. Data Syst. 2016, 116, 122–146. [Google Scholar] [CrossRef]
- Deutsches Institut Für Normung. DIN 8580 Fertigungsverfahren—Begriffe, Einteilung; Beuth: Berlin, Germany, 2003. [Google Scholar]
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies—3D Printing, Rapid Prototyping, and Direct Digital Manufacturing, 2nd ed.; Springer: New York, NY, USA, 2015; p. 498. [Google Scholar]
- Gebhardt, A. Generative Fertigungsverfahren—Additive Manufacturing und 3D Drucken für Prototyping-Tooling-Produktion, 4th ed.; Carl Hanser Verlag GmbH & Co. KG: München, Germany, 2013; p. 661. [Google Scholar]
- Verein Deutscher Ingenieure. VDI-Richtline: VDI 3404 Generative Fertigungsverfahren—Rapid-Technologien (Rapid Prototyping)—Grundlagen, Begriffe, Qualitätskenngrößen, Liefervereinbarungen; VDI: Düsseldorf, Germany, 2009. [Google Scholar]
- Verein Deutscher Ingenieure. VDI-Richtlinie: VDI 3404 Additive Fertigung—Grundlagen, Begriffe, Verfahrensbeschreibungen; VDI: Düsseldorf, Germany, 2014. [Google Scholar]
- International Organization for Standardization. ISO/ASTM 52900:2015 Additive Manufacturing—General Principles—Terminology; ISO: Geneva, Switzerland, 2016. [Google Scholar]
- Bechthold, L.; Fischer, V.; Hainzlmaier, A.; Hugenroth, D.; Ivanova, L.; Kroth, K.; Römer, B.; Sikorska, E.; Sitzmann, V. 3D Printing—A Qualitative Assessment of Applications, Recent Trends and the Technology’s Future Potential; Number 17-2015 in Studien zum Deutschen Innovationssystem; Expertenkommission Forschung und Innovation (EFI): Berlin, Germany, 2015. [Google Scholar]
- Thomas, D.S.; Gilbert, S.W. Costs and Cost Effectiveness of Additive Manufacturing—A Literature Review and Discussion; NIST Special Publication 1176; National Institute of Standards and Technology (NIST): Gaithersburg, MD, USA, 2014.
- Klocke, F. Fertigungsverfahren 5—Gießen, Pulvermetallurgie, Additive Manufacturing, 4th ed.; Springer: Berlin/Heidelberg, Germany, 2015. [Google Scholar]
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.B.; Wang, C.C.L.; Shin, Y.C.; Zhang, S.; Zavattieri, P.D. The status, challenges, and future of additive manufacturing in engineering. Comput.-Aided Des. 2015, 69, 65–89. [Google Scholar] [CrossRef]
- Sames, W.J.; List, F.A.; Pannala, S.; Dehoff, R.R.; Babu, S.S. The metallurgy and processing science of metal additive manufacturing. Int. Mater. Rev. 2016, 61, 315–360. [Google Scholar] [CrossRef]
- Lachmayer, R.; Lippert, R.B.; Fahlbusch, T. (Eds.) 3D-Druck Beleuchtet, 1st ed.; Springer: Berlin/Heidelberg, Germany, 2016. [Google Scholar]
- Verein Deutscher Ingenieure. VDI-Richtlinie: VDI 3405 Additive Fertigungsverfahren—Grundlagen, Begriffe, Verfahrensbeschreibungen; VDI: Düsseldorf, Germany, 2014. [Google Scholar]
- Sachs, E.; Cima, M.; Cornie, J. Three-Dimensional Printing: Rapid Tooling and Prototypes Directly from a CAD Model. CIRP Ann. Manuf. Technol. 1990, 39, 201–204. [Google Scholar] [CrossRef]
- Hopkinson, N.; Dickens, P. Rapid prototyping for direct manufacture. Rapid Prototyp. J. 2001, 7, 197–202. [Google Scholar] [CrossRef]
- Weber, C.L.; Peña, V.; Micali, M.K.; Yglesias, E.; Rood, S.A.; Scott, J.A.; Lal, B. The Role of the National Science Foundation in the Origin and Evolution of Additive Manufacturing in the United States; IDA Paper P-5091; Science and Technology Policy Institute: Washington, DC, USA, 2013. [Google Scholar]
- Hopkinson, N.; Hague, R.J.M.; Dickens, P.M. (Eds.) Rapid Manufacturing: An Industrial Revolution for the Digital Age, 1st ed.; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2006; pp. 1–2014. [Google Scholar]
- King, D.; Tansey, T. Alternative materials for rapid tooling. J. Mater. Process. Technol. 2002, 121, 313–317. [Google Scholar] [CrossRef]
- Li, B.-H.; Zhang, L.; Wang, S.-L.; Tao, F.; Cao, J.-W.; Jiang, X.-D.; Song, X.; Chai, X.-D. Cloud manufacturing:a new service-oriented networked manufacturing model. Comput. Integr. Manuf. Syst. 2010, 16, 1–7. [Google Scholar]
- Wu, L.; Yang, C. A Solution of Manufacturing Resources Sharing in Cloud Computing Environment. In Cooperative Design, Visualization, and Engineering, Proceedings of the 7th International Conference, CDVE 2010, Calvia, Mallorca, Spain, 19–22 September 2010; Luo, Y., Ed.; Springer: Berlin/Heidelberg, Germany, 2010; pp. 247–252. [Google Scholar]
- Tao, F.; Zhang, L.; Venkatesh, V.C.; Luo, Y.; Cheng, Y. Cloud manufacturing: A computing and service-oriented manufacturing model. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 1969–1976. [Google Scholar] [CrossRef]
- Xu, X. From cloud computing to cloud manufacturing. Robot. Comput. Integr. Manuf. 2012, 28, 75–86. [Google Scholar] [CrossRef]
- Zhang, L.; Luo, Y.; Tao, F.; Li, B.H.; Ren, L.; Zhang, X.; Guo, H.; Cheng, Y.; Hu, A.; Liu, Y. Cloud manufacturing: A new manufacturing paradigm. Enterp. Inf. Syst. 2014, 8, 167–187. [Google Scholar] [CrossRef]
- Muthu, S.S.; Savalani, M.M. (Eds.) Handbook of Sustainability in Additive Manufacturing, 1st ed.; Environmental Footprints and Eco-Design of Products and Processes; Spring: Singapore, 2016; Volume 1. [Google Scholar]
- American Society for Testing And Materials. ASTM F2792-12a Standard Terminology for Additive Manufacturing Technologies (Withdrawn 2015); ASTM: West Conshohocken, PA, USA, 2012. [Google Scholar]
- Lipson, H.; Kurman, M. Fabricated—The New World of 3D Printing, 1st ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2013. [Google Scholar]
- Dimitrov, D.; Schreve, K.; de Beer, N. Advances in three dimensional printing—State of the art and future perspectives. Rapid Prototyp. J. 2006, 12, 136–147. [Google Scholar] [CrossRef]
- Mironov, V.; Reis, N.; Derby, B. Bioprinting: A Beginning. Tissue Eng. 2006, 12, 631–634. [Google Scholar] [CrossRef] [PubMed]
- Utela, B.; Storti, D.; Anderson, R.; Ganter, M. A review of process development steps for new material systems in three dimensional printing (3DP). J. Manuf. Process. 2008, 10, 96–104. [Google Scholar] [CrossRef]
- Azari, A.; Nikzad, S. The evolution of rapid prototyping in dentistry: A review. Rapid Prototyp. J. 2009, 15, 216–225. [Google Scholar] [CrossRef]
- Lan, H. Web-based rapid prototyping and manufacturing systems: A review. Comput. Ind. 2009, 60, 643–656. [Google Scholar] [CrossRef]
- Eyers, D.; Dotchev, K. Technology review for mass customisation using rapid manufacturing. Assem. Autom. 2010, 30, 39–46. [Google Scholar] [CrossRef]
- Melchels, F.P.W.; Feijen, J.; Grijpma, D.W. A review on stereolithography and its applications in biomedical engineering. Biomaterials 2010, 31, 6121–6130. [Google Scholar] [CrossRef] [PubMed]
- Rengier, F.; Mehndiratta, A.; Tengg-Kobligk, H.V.; Zechmann, C.M.; Unterhinninghofen, R.; Kauczor, H.U.; Giesel, F.L. 3D printing based on imaging data: Review of medical applications. Int. J. Comput. Assist. Radiol. Surg. 2010, 5, 335–341. [Google Scholar] [CrossRef] [PubMed]
- Sreenivasan, R.; Goel, A.; Bourell, D.L. Laser Assisted Net Shape Engineering 6. In Proceedings of the LANE 2010, Part 1 Sustainability Issues in Laser-Based Additive Manufacturing, Erlangen, Germany, 21–24 September 2010; pp. 81–90. [Google Scholar]
- Singh, R. Three dimensional printing for casting applications: A state of art review and future perspectives. Adv. Mater. Res. 2010, 83–86, 342–349. [Google Scholar] [CrossRef]
- Campbell, R.I.; de Beer, D.J.; Pei, E. Additive manufacturing in South Africa: Building on the foundations. Rapid Prototyp. J. 2011, 17, 156–162. [Google Scholar] [CrossRef]
- Vayre, B.; Vignat, F.; Villeneuve, F. Metallic additive manufacturing: State-of-the-art review and prospects. Mech. Ind. 2012, 13, 89–96. [Google Scholar] [CrossRef]
- Gu, D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Melchels, F.P.W.; Domingos, M.A.N.; Klein, T.J.; Malda, J.; Bartolo, P.J.; Hutmacher, D.W. Additive manufacturing of tissues and organs. Prog. Polym. Sci. 2012, 37, 1079–1104. [Google Scholar] [CrossRef]
- Wong, K.V.; Hernandez, A. A Review of additive manufacturing. ISRN Mech. Eng. 2012, 2012, 1–10. [Google Scholar] [CrossRef]
- Murr, L.E.; Gaytan, S.M.; Ramirez, D.A.; Martinez, E.; Hernandez, J.; Amato, K.N.; Shindo, P.W.; Medina, F.R.; Wicker, R.B. Metal fabrication by additive manufacturing using laser and electron beam melting technologies. J. Mater. Sci. Technol. 2012, 28, 1–14. [Google Scholar] [CrossRef]
- Moylan, S.; Cooke, A.; Jurrens, K.; Slotwinski, J.; Donmez, M.A. A Review of Test Artifacts for Additive Manufacturing; NISTIR 7858; National Institute of Standards and Technology (NIST): Gaithersburg, MD, USA, 2012.
- Horn, T.J.; Harrysson, O.L.A. Overview of current additive manufacturing technologies and selected applications. Sci. Prog. 2012, 95, 255–282. [Google Scholar] [CrossRef] [PubMed]
- Gong, X.; Anderson, T.; Chou, K. Review on Powder-Based Electron Beam Additive Manufacturing Technology. In Proceedings of the ASME/ISCIE 2012 International Symposium on Flexible Automation, St. Louis, MI, USA, 18–20 June 2012; pp. 507–515. [Google Scholar]
- Fogliatto, F.S.; da Silveira, G.J.; Borenstein, D. The mass customization decade: An updated review of the literature. Int. J. Prod. Econ. 2012, 138, 14–25. [Google Scholar] [CrossRef]
- Karunakaran, K.P.; Bernard, A.; Suryakumar, S.; Dembinski, L.; Taillandier, G. Rapid manufacturing of metallic objects. Rapid Prototyp. J. 2012, 18, 264–280. [Google Scholar] [CrossRef]
- Schubert, C.; van Langeveld, M.C.; Donoso, L.A. Innovations in 3D printing: A 3D overview from optics to organs. Br. J. Ophthalmol. 2013, 98, 159–161. [Google Scholar] [CrossRef] [PubMed]
- Petrick, I.J.; Simpson, T.W. 3D printing disrupts manufacturing: How economies of one create new rules of competition. Res. Technol. Manag. 2013, 56, 12–16. [Google Scholar] [CrossRef]
- Ursan, I.D.; Chiu, L.; Pierce, A. Three-dimensional drug printing: A structured review. J. Am. Pharm. Assoc. 2013, 53, 136–144. [Google Scholar] [CrossRef] [PubMed]
- Cerneels, J.; Voet, A.; Ivens, J.; Kruth, J.P. Additive manufacturing of thermoplastic composites. In Proceedings of the Composites Week @ leuven and Texcomp-11 Conference, Leuven, Belgium, 16–20 September 2013; pp. 1–7. [Google Scholar]
- Vaezi, M.; Seitz, H.; Yang, S. A review on 3D micro-additive manufacturing technologies. Int. J. Adv. Manuf. Technol. 2013, 67, 1721–1754. [Google Scholar] [CrossRef]
- Guo, N.; Leu, M.C. Additive manufacturing: Technology, applications and research needs. Front. Mech. Eng. 2013, 8, 215–243. [Google Scholar] [CrossRef]
- Ivanova, O.; Williams, C.; Campbell, T. Additive manufacturing (AM) and nanotechnology: Promises and challenges. Rapid Prototyp. J. 2013, 19, 353–364. [Google Scholar] [CrossRef]
- Bogue, R. 3D printing: The dawn of a new era in manufacturing? Assem. Autom. 2013, 33, 307–311. [Google Scholar] [CrossRef]
- Huang, S.H.; Liu, P.; Mokasdar, A.; Hou, L. Additive manufacturing and its societal impact: A literature review. Int. J. Adv. Manuf. Technol. 2013, 67, 1191–1203. [Google Scholar] [CrossRef]
- Zhu, Z.; Dhokia, V.G.; Nassehi, A.; Newman, S.T. A review of hybrid manufacturing processes—State of the art and future perspectives. Int. J. Comput. Integr. Manuf. 2013, 26, 596–615. [Google Scholar] [CrossRef]
- Wu, D.; Greer, M.J.; Rosen, D.W.; Schaefer, D. Cloud manufacturing: Strategic vision and state-of-the-art. J. Manuf. Syst. 2013, 32, 564–579. [Google Scholar] [CrossRef]
- Gross, B.C.; Erkal, J.L.; Lockwood, S.Y.; Chen, C.; Spence, D.M. Evaluation of 3D printing and its potential impact on biotechnology and the chemical sciences. Anal. Chem. 2014, 86, 3240–3253. [Google Scholar] [CrossRef] [PubMed]
- Conner, B.P.; Manogharan, G.P.; Martof, A.N.; Rodomsky, L.M.; Rodomsky, C.M.; Jordan, D.C.; Limperos, J.W. Making sense of 3-D printing: Creating a map of additive manufacturing products and services. Addit. Manuf. 2014, 1–4, 64–76. [Google Scholar] [CrossRef]
- Turner, B.N.; Strong, R.; Gold, S.A. A review of melt extrusion additive manufacturing processes: I. Process design and modeling. Rapid Prototyp. J. 2014, 20, 192–204. [Google Scholar] [CrossRef]
- Rosen, D.W. Research supporting principles for design for additive manufacturing. Virtual Phys. Prototyp. 2014, 9, 225–232. [Google Scholar] [CrossRef]
- Mourtzis, D.; Doukas, M.; Bernidaki, D. Simulation in manufacturing: Review and challenges. Procedia CIRP 2014, 25, 213–229. [Google Scholar] [CrossRef]
- Tapia, G.; Elwany, A. A review on process monitoring and control in metal-based additive manufacturing. J. Manuf. Sci. Eng. 2014, 136. [Google Scholar] [CrossRef]
- Yoon, H.S.; Lee, J.Y.; Kim, H.S.; Kim, M.S.; Kim, E.S.; Shin, Y.J.; Chu, W.S.; Ahn, S.H. A comparison of energy consumption in bulk forming, subtractive, and additive processes: Review and case study. Int. J. Precis. Eng. Manuf.-Green Technol. 2014, 1, 261–279. [Google Scholar] [CrossRef]
- Deckers, J.; Vleugels, J.; Kruth, J.P. Additive Manufacturing of Ceramics: A Review. J. Ceram. Sci. Technol. 2014, 5, 245–260. [Google Scholar]
- Farahani, R.D.; Chizari, K.; Therriault, D. Three-dimensional printing of freeform helical microstructures: A review. Nanoscale 2014, 6, 10470–10485. [Google Scholar] [CrossRef] [PubMed]
- Khajavi, S.H.; Partanen, J.; Holmström, J. Additive manufacturing in the spare parts supply chain. Comput. Ind. 2014, 65, 50–63. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Masood, S.H. 10.04—Advances in Fused Deposition Modeling. In Comprehensive Materials Processing; Hashmi, S., Batalha, G.F., Tyne, C.J.V., Yilbas, B., Eds.; Elsevier: Oxford, UK, 2014; pp. 69–91. [Google Scholar]
- Turner, B.N.; Gold, S.A. A review of melt extrusion additive manufacturing processes: II. Materials, dimensional accuracy, and surface roughness. Rapid Prototyp. J. 2015, 21, 250–261. [Google Scholar] [CrossRef]
- Mota, C.; Puppi, D.; Chiellini, F.; Chiellini, E. Additive manufacturing techniques for the production of tissue engineering constructs. J. Tissue Eng. Regen. Med. 2015, 9, 174–190. [Google Scholar] [CrossRef] [PubMed]
- Yap, C.Y.; Chua, C.K.; Dong, Z.L.; Liu, Z.H.; Zhang, D.Q.; Loh, L.E.; Sing, S.L. Review of selective laser melting: Materials and applications. Appl. Phys. Rev. 2015, 2, 1–21. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. Wire-feed additive manufacturing of metal components: Technologies, developments and future interests. Int. J. Adv. Manuf. Technol. 2015, 81, 465–481. [Google Scholar] [CrossRef]
- Adamson, G.; Wanga, L.; Holm, M.; Moore, P. Cloud manufacturing—A critical review of recent development and future trends. Int. J. Comput. Integr. Manuf. 2015, 30, 347–380. [Google Scholar] [CrossRef]
- Sun, J.; Peng, Z.; Zhou, W.; Fuh, J.Y.; Hong, G.S.; Chiu, A. A Review on 3D Printing for Customized Food Fabrication. Procedia Manuf. 2015, 1, 308–319. [Google Scholar] [CrossRef]
- Choi, J.; Kwon, O.C.; Jo, W.; Lee, H.J.; Moon, M.W. 4D Printing Technology: A Review. 3D Print. Addit. Manuf. 2015, 2, 159–167. [Google Scholar] [CrossRef]
- Lorenz, K.A.; Jones, J.B.; Wimpenny, D.I.; Jackson, M.R. A Review of Hybrid Manufacturing. In Proceedings of the Twenty-Sixth Solid Freeform Fabrication (SFF) Symposium, Austin, TX, USA; 2015; pp. 96–108. [Google Scholar]
- Piazza, M.; Alexander, S. Additive Manufacturing: A Summary of the Literature; Urban Publications 1319; Cleveland State University—Maxine Goodman Levin College of Urban Affairs: Cleveland, OH, USA, 2015. [Google Scholar]
- Mohamed, O.A.; Masood, S.H.; Bhowmik, J.L. Optimization of fused deposition modeling process parameters: A review of current research and future prospects. Adv. Manuf. 2015, 3, 42–53. [Google Scholar] [CrossRef]
- Shirazi, S.F.S.; Gharehkhani, S.; Mehrali, M.; Yarmand, H.; Metselaar, H.S.C.; Kadri, N.A.; Osman, N.A.A. A review on powder-based additive manufacturing for tissue engineering: Selective laser sintering and inkjet 3D printing. Sci. Technol. Adva. Mater. 2015, 16. [Google Scholar] [CrossRef] [PubMed]
- Yang, S.; Zhao, Y.F. Additive manufacturing-enabled design theory and methodology: A critical review. Int. J. Adv. Manuf. Technol. 2015, 80, 327–342. [Google Scholar] [CrossRef]
- Guessasma, S.; Zhang, W.; Zhu, J.; Belhabib, S.; Nouri, H. Challenges of additive manufacturing technologies from an optimisation perspective. Int. J. Simul. Multidiscip. Des. Optim. 2015, 6. [Google Scholar] [CrossRef]
- Huang, Y.; Leu, M.C.; Mazumder, J.; Donmez, A. Additive Manufacturing: Current State, Future Potential, Gaps and Needs, and Recommendations. J. Manuf. Sci. Eng. 2015, 137. [Google Scholar] [CrossRef]
- Khoo, Z.X.; Teoh, J.E.M.; Liu, Y.; Chua, C.K.; Yang, S.; An, J.; Leong, K.F.; Yeong, W.Y. 3D printing of smart materials: A review on recent progresses in 4D printing. Virtual Phys. Prototyp. 2015, 10, 103–122. [Google Scholar] [CrossRef]
- Malik, H.H.; Darwood, A.R.J.; Shaunak, S.; Kulatilake, P.; El-Hilly, A.A.; Mulki, O.; Baskaradas, A. Three-dimensional printing in surgery: A review of current surgical applications. J. Surg. Res. 2015, 199, 512–522. [Google Scholar] [CrossRef] [PubMed]
- Sun, J.; Zhou, W.; Huang, D.; Fuh, J.Y.H.; Hong, G.S. An Overview of 3D Printing Technologies for Food Fabrication. Food Bioprocess Technol. 2015, 8, 1605–1615. [Google Scholar] [CrossRef]
- Esmaeilian, B.; Behdad, S.; Wang, B. The evolution and future of manufacturing: A review. J. Manuf. Syst. 2016, 39, 79–100. [Google Scholar] [CrossRef]
- Bikas, H.; Stavropoulos, P.; Chryssolouris, G. Additive manufacturing methods and modelling approaches: A critical review. Int. J. Adv. Manuf. Technol. 2016, 83, 389–405. [Google Scholar] [CrossRef]
- Gardan, J. Additive manufacturing technologies: State of the art and trends. Int. J. Prod. Res. 2016, 54, 3118–3132. [Google Scholar] [CrossRef]
- Sing, S.L.; An, J.; Yeong, W.Y.; Wiria, F.E. Laser and electron-beam powder-bed additive manufacturing of metallic implants: A review on processes, materials and designs. J. Orthop. Res. 2016, 34, 369–385. [Google Scholar] [CrossRef] [PubMed]
- Pinkerton, A.J. [INVITED] Lasers in additive manufacturing. Opt. Laser Technol. 2016, 78 Pt A, 25–32. [Google Scholar] [CrossRef]
- Matias, E.; Rao, B. 3D printing: On its historical evolution and the implications for business. In Proceedings of the 2015 Portland International Conference on Management of Engineering and Technology (PICMET), Portland, OR, USA, 2–6 August 2015; pp. 551–558. [Google Scholar]
- Söderberg, J. Automating amateurs in the 3D printing community: Connecting the dots between ‘deskilling’ and ‘user-friendliness’. Work Organ. Labour Glob. 2013, 7, 124–139. [Google Scholar] [CrossRef]
- Nee, A.Y.C. Handbook of Manufacturing Engineering and Technology; Springer: London, UK, 2015; p. 3500. [Google Scholar]
- West, J.; Kuk, G. Proprietary Benefits from Open Communities: How MakerBot Leveraged Thingiverse in 3D Printing. In Proceedings of the 2014 Academy of Management Conference, Vancouver, BC, Canada, 7–11 August 2014. [Google Scholar]
- Jamieson, R.; Hacker, H. Direct slicing of CAD models for rapid prototyping. Rapid Prototyp. J. 1995, 1, 4–12. [Google Scholar] [CrossRef]
- Wu, T.; Cheung, E.H.M. Enhanced STL. Int. J. Adv. Manuf. Technol. 2006, 29, 1143–1150. [Google Scholar] [CrossRef]
- Paul, R.; Anand, S. A new Steiner patch based file format for Additive Manufacturing processes. Comput.-Aided Des. 2015, 63, 86–100. [Google Scholar] [CrossRef]
- International Organization for Standardization. ISO/ASTM 52915:2016 Specification for Additive Manufacturing File Format (AMF) Version 1.2; ISO: Geneva, Switzerland, 2016. [Google Scholar]
- Jou, M.; Wang, J. Observations of achievement and motivation in using cloud computing driven CAD: Comparison of college students with high school and vocational high school backgrounds. Comput. Hum. Behav. 2013, 29, 364–369. [Google Scholar] [CrossRef]
- Andreadis, G.; Fourtounis, G.; Bouzakis, K.D. Collaborative design in the era of cloud computing. Adv. Eng. Softw. 2015, 81, 66–72. [Google Scholar] [CrossRef]
- Wu, D.; Terpenny, J.; Gentzsch, W. Economic Benefit Analysis of Cloud-Based Design, Engineering Analysis, and Manufacturing. J. Manuf. Sci. Eng. 2015, 137, 1–9. [Google Scholar] [CrossRef]
- Wittbrodt, B.T.; Glover, A.G.; Laureto, J.; Anzalone, G.C.; Oppliger, D.; Irwin, J.L.; Pearce, J.M. Life-cycle economic analysis of distributed manufacturing with open-source 3-D printers. Mechatronics 2013, 23, 713–726. [Google Scholar] [CrossRef]
- Dolinsky, K. CAD’s Cradle: Untangling Copyrightability, Derivative Works, and Fair Use in 3D Printing. Wash. Lee Law Rev. 2014, 71, 593–681. [Google Scholar]
- Grimmelmann, J. Indistinguishable from Magic: A Wizard’s Guide to Copyright and 3D Printing. Wash. Lee Law Rev. 2014, 71, 683–698. [Google Scholar]
- Walther, G. Printing Insecurity? The Security Implications of 3D-Printing of Weapons. Sci. Eng. Ethics 2015, 21, 1435–1445. [Google Scholar] [CrossRef] [PubMed]
- McNulty, C.M.; Arnas, N.; Campbell, T.A. Toward the Printed World: Additive Manufacturing and Implications for National Security. Def. Horiz. 2012, 73, 1–16. [Google Scholar]
- Wu, D.; Rosen, D.W.; Wang, L.; Schaefer, D. Cloud-based design and manufacturing: A new paradigm in digital manufacturing and design innovation. Comput.-Aided Des. 2015, 59, 1–14. [Google Scholar] [CrossRef]
- Yampolskiy, M.; Andel, T.R.; McDonald, J.T.; Glisson, W.B.; Yasinsac, A. Intellectual Property Protection in Additive Layer Manufacturing: Requirements for Secure Outsourcing. In Proceedings of the 4th Program Protection and Reverse Engineering Workshop, New Orleans, LA, USA, 9 December 2014; ACM: New York, NY, USA, 2014; pp. 1–9. [Google Scholar]
- Flank, S.; Ritchie, G.E.; Maksimovic, R. Anticounterfeiting Options for Three-Dimensional Printing. 3D Print. Addit. Manuf. 2015, 2, 180–189. [Google Scholar] [CrossRef]
- Zeltmann, S.E.; Gupta, N.; Tsoutsos, N.G.; Rajendran, M.M.J.; Karri, R. Manufacturing and Security Challenges in 3D Printing. JOM 2016, 68, 1872–1881. [Google Scholar] [CrossRef]
- Aliaga, D.G.; Atallah, M.J. Genuinity Signatures: Designing Signatures for Verifying 3D Object Genuinity. Comput. Graph. Forum 2009, 28, 437–446. [Google Scholar] [CrossRef]
- Hou, J.U.; Kim, D.G.; Choi, S.; Lee, H.K. 3D Print-Scan Resilient Watermarking Using a Histogram-Based Circular Shift Coding Structure. In Proceedings of the 3rd ACM Workshop on Information Hiding and Multimedia Security, Portland, OR, USA, 17–19 June 2015; ACM: New York, NY, USA, 2015; pp. 115–121. [Google Scholar]
- Subashini, S.; Kavitha, V. A survey on security issues in service delivery models of cloud computing. J. Netw. Comput. Appl. 2011, 34, 1–11. [Google Scholar] [CrossRef]
- Zissis, D.; Lekkas, D. Addressing cloud computing security issues. Future Gener. Comput. Syst. 2012, 28, 583–592. [Google Scholar] [CrossRef]
- Sturm, L.D.; Williams, C.B.; Camelio, J.A.; White, J.; Parker, R. Cyber-Physical Vunerabilities in Additive Manufacturing Systems. In Proceedings of the Twenty-Fifth Solid Freeform Fabrication (SFF) Symposium, Austin, TX, USA, 4–6 August 2014; pp. 951–963. [Google Scholar]
- Bridges, S.M.; Keiser, K.; Sissom, N.; Graves, S.J. Cyber Security for Additive Manufacturing. In Proceedings of the 10th Annual Cyber and Information Security Research Conference, Oak Ridge, TN, USA, 7–9 April 2015; ACM: New York, NY, USA, 2015; pp. 1–3. [Google Scholar]
- Baumann, F.W.; Roller, D. Watermarking for Fused Deposition Modeling by Seam Placement. In Proceedings of the 2017 Second International Conference on Mechanical, Manufacturing, Modeling and Mechatronics (IC4M), Kortrijk, Belgium, 24–26 February 2017; Volume 104, pp. 1–6. [Google Scholar]
- Baumann, F.W.; Ludwig, T.; Abele, N.D.; Hoffmann, S.; Roller, D. Model-Data Streaming for Additive Manufacturing Securing Intellectual Property. Smart Sustain. Manuf. Syst. 2017, 1, 142–152. [Google Scholar] [CrossRef]
- Hansen, H.N.; Nielsen, J.S.; Rasmussen, J.; Pedersen, D.B. Performance verification of 3D printers. In Proceedings of the ASPE 2014 Spring Topical Meeting: Dimensional Accuracy and Surface Finish in Additive Manufacturing, Berkeley, CA, USA, 13–16 April 2014; pp. 104–108. [Google Scholar]
- Anitha, R.; Arunachalam, S.; Radhakrishnan, P. Critical parameters influencing the quality of prototypes in fused deposition modelling. J. Mater. Process. Technol. 2001, 118, 385–388. [Google Scholar] [CrossRef]
- Balogun, V.A.; Kirkwood, N.; Mativenga, P.T. Energy consumption and carbon footprint analysis of Fused Deposition Modelling: A case study of RP Stratasys Dimension SST FDM. Int. J. Sci. Eng. Res. 2015, 6, 442–447. [Google Scholar]
- Brajlih, T.; Valentan, B.; Balic, J.; Drstvensek, I. Speed and accuracy evaluation of additive manufacturing machines. Rapid Prototyp. J. 2011, 17, 64–75. [Google Scholar] [CrossRef]
- Roberson, D.A.; Espalin, D.; Wicker, R.B. 3D printer selection: A decision-making evaluation and ranking model. Virtual Phys. Prototyp. 2013, 8, 201–212. [Google Scholar] [CrossRef]
- Brooks, G.; Kinsley, K.; Owens, T. 3D Printing As A Consumer Technology Business Model. Int. J. Manag. Inf. Syst. 2014, 18, 271–280. [Google Scholar] [CrossRef]
- Bourhis, F.L.; Kerbrat, O.; Dembinski, L.; Hascoet, J.Y.; Mognol, P. Predictive Model for Environmental Assessment in Additive Manufacturing Process—In: 21st CIRP Conference on Life Cycle Engineering. Procedia CIRP 2014, 15, 26–31. [Google Scholar] [CrossRef]
- Kim, D.B.; Witherell, P.; Lipman, R.; Feng, S.C. Streamlining the additive manufacturing digital spectrum: A systems approach. Addit. Manuf. 2014, 5, 20–30. [Google Scholar] [CrossRef]
- Balogun, V.A.; Kirkwood, N.D.; Mativenga, P.T. Direct Electrical Energy Demand in Fused Deposition Modelling—In: 21st CIRP Conference on Life Cycle Engineering. Procedia CIRP 2014, 15, 38–43. [Google Scholar] [CrossRef]
- Weller, C.; Kleer, R.; Piller, F.T. Economic implications of 3D printing: Market structure models in light of additive manufacturing revisited. Int. J. Prod. Econ. 2015, 164, 43–56. [Google Scholar] [CrossRef]
- Efthymiou, K.; Pagoropoulos, A.; Papakostas, N.; Mourtzis, D.; Chryssolouris, G. Manufacturing Systems Complexity Review: Challenges and Outlook—In: 45th CIRP Conference on Manufacturing Systems 2012. Procedia CIRP 2012, 3, 644–649. [Google Scholar] [CrossRef]
- Mitev, T. Where is the Missing Matter?: A Comment on "The Essence” of Additive Manufacturing. Int. J. Actor-Netw. Theory Technol. Innov. 2015, 7, 10–17. [Google Scholar] [CrossRef]
- Bayley, C.; Bochmann, L.; Hurlbut, C.; Helu, M.; Transchel, R.; Dornfeld, D. Understanding Error Generation in Fused Deposition Modeling. In Proceedings of the Dimensional Accuracy and Surface Finish in Additive Manufacturing : ASPE Spring Topical Meeting, Berkeley, CA, USA, 13–16 April 2014; pp. 98–103. [Google Scholar]
- Kai, D.A.; de Lima, E.P.; Cunico, M.W.M.; da Costa, S.E.G. Additive Manufacturing: A New Paradigm For Manufacturing. In Proceedings of the 2016 Industrial and Systems Engineering Research Conference, Pittsburgh, PA, USA, 20–23 May 2016; pp. 1–6. [Google Scholar]
- Ippolito, R.; Iuliano, L.; Gatto, A. Benchmarking of Rapid Prototyping Techniques in Terms of Dimensional Accuracy and Surface Finish. CIRP Ann. Manuf. Technol. 1995, 44, 157–160. [Google Scholar] [CrossRef]
- Fadel, G.M.; Kirschman, C. Accuracy issues in CAD to RP translations. Rapid Prototyp. J. 1996, 2, 4–17. [Google Scholar] [CrossRef]
- Boschetto, A.; Bottini, L. Accuracy prediction in fused deposition modeling. Int. J. Adv. Manuf. Technol. 2014, 73, 913–928. [Google Scholar] [CrossRef]
- Armillotta, A. Assessment of surface quality on textured FDM prototypes. Rapid Prototyp. J. 2006, 12, 35–41. [Google Scholar] [CrossRef]
- Equbal, A.; Sood, A.K.; Mahapatra, S.S. Prediction of dimensional accuracy in fused deposition modelling: A fuzzy logic approach. Int. J. Prod. Qual. Manag. 2011, 7, 22–43. [Google Scholar] [CrossRef]
- Sahu, R.K.; Mahapatra, S.S.; Sood, A.K. A Study on Dimensional Accuracy of Fused Deposition Modeling (FDM) Processed Parts using Fuzzy Logic. J. Manuf. Sci. Prod. 2013, 13, 183–197. [Google Scholar] [CrossRef]
- Katatny, I.E.; Masood, S.H.; Morsi, Y.S. Evaluation and Validation of the Shape Accuracy of FDM Fabricated Medical Models. Adv. Mater. Res. 2010, 83–86, 275–280. [Google Scholar] [CrossRef]
- Tong, K.; Joshi, S.; Lehtihet, E.A. Error compensation for fused deposition modeling (FDM) machine by correcting slice files. Rapid Prototyp. J. 2008, 14, 4–14. [Google Scholar] [CrossRef]
- Boschetto, A.; Bottini, L. Design for manufacturing of surfaces to improve accuracy in Fused Deposition Modeling. Robot. Comput. Integr. Manuf. 2016, 37, 103–114. [Google Scholar] [CrossRef]
- Baumann, F.W.; Eichhoff, J.R.; Roller, D. Scanned Image Data from 3D-printed Specimens Using Fused Deposition Modeling. Data 2017, 2, 3. [Google Scholar] [CrossRef]
- Garg, A.; Bhattacharya, A.; Batish, A. On Surface Finish and Dimensional Accuracy of FDM Parts after Cold Vapor Treatment. Mater. Manuf. Process. 2016, 31, 522–529. [Google Scholar] [CrossRef]
- Li, H.H.J.; Shi, Y.J.; Gregory, M.; Tan, K.H. Rapid production ramp-up capability: A collaborative supply network perspective. Int. J. Prod. Res. 2014, 52, 2999–3013. [Google Scholar] [CrossRef]
- Mavri, M. Redesigning a Production Chain Based on 3D Printing Technology. Knowl. Process Manag. 2015, 22, 141–147. [Google Scholar] [CrossRef]
- Muita, K.; Westerlund, M.; Rajala, R. The Evolution of Rapid Production: How to Adopt Novel Manufacturing Technology. IFAC-PapersOnLine 2015, 48, 32–37. [Google Scholar] [CrossRef]
- Bertsche, B.; Bullinger, H.J. (Eds.) Entwicklung und Erprobung Innovativer Produkte—Rapid Prototyping, 1st ed.; Springer: Berlin/Heidelberg, Germany, 2007; p. 489. [Google Scholar]
- Zghair, Y. Rapid Repair hochwertiger Investitionsgüter. In 3D-Druck beleuchtet: Additive Manufacturing auf dem Weg in die Anwendung; Lachmayer, R., Lippert, B.R., Fahlbusch, T., Eds.; Springer: Berlin/Heidelberg, Germany, 2016; pp. 57–69. [Google Scholar]
- Boparai, K.S.; Singh, R.; Singh, H. Development of rapid tooling using fused deposition modeling: A review. Rapid Prototyp. J. 2016, 22, 281–299. [Google Scholar] [CrossRef]
- Levy, G.N.; Schindel, R.; Kruth, J.P. Rapid Manufacturing and Rapid Tooling with layer Manufacturing (LM) Technologies, State of the Art and Future Perspectives. CIRP Ann. Manuf. Technol. 2003, 52, 589–609. [Google Scholar] [CrossRef]
- Lušić, M.; Schneider, K.; Hornfeck, R. A Case Study on the Capability of Rapid Tooling Thermoplastic Laminating Moulds for Manufacturing of {CFRP} Components in Autoclaves. Procedia CIRP 2016, 50, 390–395. [Google Scholar] [CrossRef]
- Nagel, M.; Giese, F.; Becker, R. Flexible Gripper Design Through Additive Manufacturing. In Robotic Fabrication in Architecture, Art and Design 2016; Dagmar, R., Saunders, R., Burry, J., Eds.; Springer International Publishing: Cham, Switzerland, 2016; pp. 455–459. [Google Scholar]
- Chua, C.K.; Leong, K.F.; Liu, Z.H. Rapid Tooling in Manufacturing. In Handbook of Manufacturing Engineering and Technology; Nee, A.Y.C., Ed.; Springer: London, UK, 2015; pp. 2525–2549. [Google Scholar]
- Rajaguru, J.; Duke, M.; Au, C. Development of rapid tooling by rapid prototyping technology and electroless nickel plating for low-volume production of plastic parts. Int. J. Adv. Manuf. Technol. 2015, 78, 31–40. [Google Scholar] [CrossRef]
- Equbal, A.; Sood, A.K.; Shamim, M. Rapid tooling: A major shift in tooling practice. J. Manuf. Ind. Eng. 2015, 14, 1–9. [Google Scholar] [CrossRef]
- Hopkinson, N.; Dickens, P. Analysis of rapid manufacturing—Using layer manufacturing processes for production. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2003, 217, 31–39. [Google Scholar] [CrossRef]
- Ruffo, M.; Tuck, C.J.; Hague, R.J.M. Cost estimation for rapid manufacturing—Laser sintering production for low to medium volumes. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2006, 220, 1417–1427. [Google Scholar] [CrossRef]
- Ituarte, I.F.; Coatanea, E.; Salmi, M.; Tuomi, J.; Partanen, J. Additive Manufacturing in Production: A Study Case Applying Technical Requirements. Phys. Procedia 2015, 78, 357–366. [Google Scholar] [CrossRef]
- Simhambhatla, S.; Karunakaran, K.P. Build strategies for rapid manufacturing of components of varying complexity. Rapid Prototyp. J. 2015, 21, 340–350. [Google Scholar] [CrossRef]
- Hasan, S.; Rennie, A.; Hasan, J. The Business Model for the Functional Rapid Manufacturing Supply Chain. Stud. Commer. Bratisl. 2013, 6, 536–552. [Google Scholar] [CrossRef]
- Nelaturi, S.; Rangarajan, A.; Fritz, C.; Kurtoglu, T. Automated fixture configuration for rapid manufacturing planning. Comput.-Aided Des. 2014, 46, 160–169. [Google Scholar] [CrossRef]
- Gupta, V.; Bajpai, V.K.; Tandon, P. Slice Generation and Data Retrieval Algorithm for Rapid Manufacturing of Heterogeneous Objects. Comput.-Aided Des. Appl. 2014, 11, 255–262. [Google Scholar] [CrossRef]
- Hernández, P.; Monzón, M.D.; Benítez, A.N.; Marrero, M.; Ortega, Z.; Díaz, N.; Ortega, F. Rapid Manufacturing Experience in Training. In New Frontiers in Manufacturing Engineering and Materials Processing Training and Learning; Materials Science Forum; Trans Tech Publications: Zürich, Switzerland, 2013; Volume 759, pp. 47–54. [Google Scholar]
- Paul, C.P.; Bhargava, P.; Kumar, A.; Pathak, A.K.; Kukreja, L.M. Laser Rapid Manufacturing: Technology, Applications, Modeling and Future Prospects. In Lasers in Manufacturing; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2013; pp. 1–67. [Google Scholar]
- Pham, D.T.; Gault, R.S. A comparison of rapid prototyping technologies. Int. J. Mach. Tools Manuf. 1998, 38, 1257–1287. [Google Scholar] [CrossRef]
- Kruth, J.P.; Leu, M.C.; Nakagawa, T. Progress in Additive Manufacturing and Rapid Prototyping. CIRP Ann. Manuf. Technol. 1998, 47, 525–540. [Google Scholar] [CrossRef]
- Yan, Y.; Li, S.; Zhang, R.; Lin, F.; Wu, R.; Lu, Q.; Xiong, Z.; Wang, X. Rapid Prototyping and Manufacturing Technology: Principle, Representative Technics, Applications, and Development Trends. Tsinghua Sci. Technol. 2009, 14 (Suppl. 1), 1–12. [Google Scholar] [CrossRef]
- Liu, X.; Yang, Y.; Xu, X.; Li, C.; Ran, L. Research on profit mechanism of 3D Printing Cloud Platform based on customized products. Appl. Mech. Mater. 2015, 703, 318–322. [Google Scholar] [CrossRef]
- Roller, D.; Bihler, M.; Eck, O. ASN: Active, distributed Knowledge Base for Rapid Prototyping. In Rapid Prototyping in the Automotive Industries & Laser Applications in the Automotive Industries, Proceedings of 30th ISATA, Florence, Italy, 16–19 June 1997; Roller, D., Ed.; Automotive Automation Ltd.: Croydon, UK, 1997; pp. 253–262. [Google Scholar]
- Lu, Y.; Xu, X.; Xu, J. Development of a Hybrid Manufacturing Cloud. J. Manuf. Syst. 2014, 33, 551–566. [Google Scholar] [CrossRef]
- Kenné, J.P.; Dejax, P.; Gharbi, A. Production planning of a hybrid manufacturing–remanufacturing system under uncertainty within a closed-loop supply chain. Int. J. Prod. Econ. 2012, 135, 81–93. [Google Scholar] [CrossRef]
- Chu, W.S.; Kim, C.S.; Lee, H.T.; Choi, J.O.; Park, J.I.; Song, J.H.; Jang, K.H.; Ahn, S.H. Hybrid manufacturing in micro/nano scale: A Review. Int. J. Precis. Eng. Manuf.-Green Technol. 2014, 1, 75–92. [Google Scholar] [CrossRef]
- Zhu, Z.; Dhokia, V.G.; Nassehi, A.; Newman, S.T. A Methodology for the Estimation of Build Time for Operation Sequencing in Process Planning for a Hybrid Process. In Advances in Sustainable and Competitive Manufacturing Systems: 23rd International Conference on Flexible Automation & Intelligent Manufacturing; Azevedo, A., Ed.; Springer International Publishing: Heidelberg, Germany, 2013; pp. 159–171. [Google Scholar]
- Zhu, Z.; Dhokia, V.; Newman, S.T. A novel process planning approach for hybrid manufacturing consisting of additive, subtractive and inspection processes. In Proceedings of the 2012 IEEE International Conference on Industrial Engineering and Engineering Management, Hong Kong, China, 10–13 December 2012; pp. 1617–1621. [Google Scholar]
- Lauwers, B.; Klocke, F.; Klink, A.; Tekkaya, A.E.; Neugebauer, R.; Mcintosh, D. Hybrid processes in manufacturing. CIRP Ann. Manuf. Technol. 2014, 63, 561–583. [Google Scholar] [CrossRef]
- Elmoselhy, S.A. Hybrid lean-agile manufacturing system technical facet, in automotive sector. J. Manuf. Syst. 2013, 32, 598–619. [Google Scholar] [CrossRef]
- Kendrick, B.A.; Dhokia, V.; Newman, S.T. Strategies to realize decentralized manufacture through hybrid manufacturing platforms. Robot. Comput. Integr. Manuf. 2017, 43, 68–78. [Google Scholar] [CrossRef]
- Yang, C.; Shen, W.; Lin, T.; Wang, X. A hybrid framework for integrating multiple manufacturing clouds. Int. J. Adv. Manuf. Technol. 2016, 86, 895–911. [Google Scholar] [CrossRef]
- Zhang, L.; Mai, J.; Li, B.H.; Tao, F.; Zhao, C.; Ren, L.; Huntsinger, R.C. Future Manufacturing Industry with Cloud Manufacturing. In Cloud-Based Design and Manufacturing (CBDM)—A Service-Oriented Product Development Paradigm for the 21st Century; Springer International Publishing: Cham, Switzerland, 2014; pp. 127–152. [Google Scholar]
- Hiller, J.; Lipson, H. Design and analysis of digital materials for physical 3D voxel printing. Rapid Prototyp. J. 2009, 15, 137–149. [Google Scholar] [CrossRef]
- Pal, D.; Patil, N.; Zeng, K.; Stucker, B. An Integrated Approach to Additive Manufacturing Simulations Using Physics Based, Coupled Multiscale Process Modeling. J. Manuf. Sci. Eng. 2014, 136, 1–16. [Google Scholar] [CrossRef]
- Zhou, J.; Zhang, Y.; Chen, J.K. Numerical Simulation of Random Packing of Spherical Particles for Powder-Based Additive Manufacturing. J. Manuf. Sci. Eng. 2009, 131, 1–8. [Google Scholar] [CrossRef]
- Alimardani, M.; Toyserkani, E.; Huissoon, J.P. A 3D dynamic numerical approach for temperature and thermal stress distributions in multilayer laser solid freeform fabrication process. Opt. Lasers Eng. 2007, 45, 1115–1130. [Google Scholar] [CrossRef]
- Ding, J.; Colegrove, P.; Mehnen, J.; Ganguly, S.; Almeida, P.M.S.; Wang, F.; Williams, S. Thermo-mechanical analysis of Wire and Arc Additive Layer Manufacturing process on large multi-layer parts. Comput. Mater. Sci. 2011, 50, 3315–3322. [Google Scholar] [CrossRef]
- Chan, D.S.K. Simulation modelling in virtual manufacturing analysis for integrated product and process design. Assem. Autom. 2003, 23, 69–74. [Google Scholar] [CrossRef]
- Chahine, G.; Smith, P.; Kovacevic, R. Application of Topology Optimization in Modern Additive Manufacturing. In Proceedings of the Twenty-First Solid Freeform Fabrication (SFF) Symposium, Austin, TX, USA, 7–9 August 2010; pp. 606–618. [Google Scholar]
- Galantucci, L.M.; Lavecchia, F.; Percoco, G. Study of compression properties of topologically optimized {FDM} made structured parts. CIRP Ann. Manuf. Technol. 2008, 57, 243–246. [Google Scholar] [CrossRef]
- De Amorim Almeida, H.; da Silva Bártolo, P.J. Virtual topological optimisation of scaffolds for rapid prototyping. Med. Eng. Phys. 2010, 32, 775–782. [Google Scholar] [CrossRef] [PubMed]
- Leary, M.; Merli, L.; Torti, F.; Mazur, M.; Brandt, M. Optimal topology for additive manufacture: A method for enabling additive manufacture of support-free optimal structures. Mater. Des. 2014, 63, 678–690. [Google Scholar] [CrossRef]
- Tang, Y.; Hascoet, J.Y.; Zhao, Y.F. Integration of Topological and Functional Optimization in Design for Additive Manufacturing. In Proceedings of the ASME 2014 12th Biennial Conference on Engineering Systems Design and Analysis, Copenhagen, Denmark, 25–27 July 2014; Volume 1. [Google Scholar]
- Brackett, D.; Ashcroft, I.; Hague, R.J.M. Topology Optimization for Additive Manufacturing. In Proceedings of the Twenty-Second Solid Freeform Fabrication (SFF) Symposium, Austin, TX, USA, 8–10 August 2011; pp. 348–362. [Google Scholar]
- Gardan, N. Knowledge Management for Topological Optimization Integration in Additive Manufacturing. Int. J. Manuf. Eng. 2014, 2014, 1–9. [Google Scholar] [CrossRef]
- Gardan, N.; Schneider, A. Topological optimization of internal patterns and support in additive manufacturing. J. Manuf. Syst. 2015, 37, 417–425. [Google Scholar] [CrossRef]
- Hiller, J.D.; Lipson, H. Multi Material Topological Optimization of Structures and Mechanisms. In Proceedings of the 11th Annual Conference on Genetic and Evolutionary Computation, Montreal, QC, Canada, 8–12 July 2009; ACM: New York, NY, USA, 2009; pp. 1521–1528. [Google Scholar]
- Cheng, W.; Fuh, J.Y.H.; Nee, A.Y.C.; Wong, Y.S.; Loh, H.T.; Miyazawa, T. Multi-objective optimization of part-building orientation in stereolithography. Rapid Prototyp. J. 1995, 1, 12–23. [Google Scholar] [CrossRef]
- Lin, F.; Sun, W.; Yan, Y. Optimization with minimum process error for layered manufacturing fabrication. Rapid Prototyp. J. 2001, 7, 73–82. [Google Scholar] [CrossRef]
- Rayegani, F.; Onwubolu, G.C. Fused deposition modelling (FDM) process parameter prediction and optimization using group method for data handling (GMDH) and differential evolution (DE). Int. J. Adv. Manuf. Technol. 2014, 73, 509–519. [Google Scholar] [CrossRef]
- Paul, R.; Anand, S. Process energy analysis and optimization in selective laser sintering. J. Manuf. Syst. 2012, 31, 429–437. [Google Scholar] [CrossRef]
- Paul, R.; Anand, S. Optimization of layered manufacturing process for reducing form errors with minimal support structures. J. Manuf. Syst. 2015, 36, 231–243. [Google Scholar] [CrossRef]
- Jin, Y.A.; He, Y.; Fu, J.Z.; Gan, W.F.; Lin, Z.W. Optimization of tool-path generation for material extrusion-based additive manufacturing technology. Addit. Manuf. 2014, 1–4, 32–47. [Google Scholar] [CrossRef]
- Ponche, R.; Hascoet, J.Y.; Kerbrat, O.; Mognol, P. A new global approach to design for additive manufacturing. Virtual Phys. Prototyp. 2012, 7, 93–105. [Google Scholar] [CrossRef]
- Hsu, T.J.; Lai, W.H. Manufacturing parts optimization in the three-dimensional printing process by the Taguchi method. J. Chin. Inst. Eng. 2010, 33, 121–130. [Google Scholar] [CrossRef]
- Hämäläinen, M.; Ojala, A. Additive manufacturing technology: Identifying value potential in additive manufacturing stakeholder groups and business networks. In Proceedings of the AMCIS 2015 Twenty-First Americas Conference on Information Systems, Fajardo, Puerto Rico, 13–15 August 2015; AIS Electronic Library (AISeL): Berkeley, CA, USA, 2015; pp. 1–10. [Google Scholar]
- Buehler, E.; Comrie, N.; Hofmann, M.; McDonald, S.; Hurst, A. Investigating the Implications of 3D Printing in Special Education. ACM Trans. Access. Comput. 2016, 8, 1–28. [Google Scholar] [CrossRef]
- Munguía, J.; de Ciurana, J.; Riba, C. Pursuing successful rapid manufacturing: A users’ best-prcatices approach. Rapid Prototyp. J. 2008, 14, 173–179. [Google Scholar] [CrossRef]
- Lehmhus, D.; Wuest, T.; Wellsandt, S.; Bosse, S.; Kaihara, T.; Thoben, K.D.; Busse, M. Cloud-Based Automated Design and Additive Manufacturing: A Usage Data-Enabled Paradigm Shift. Sensors 2015, 15, 32079–32122. [Google Scholar] [CrossRef] [PubMed]
- Fox, S. Potential of virtual-social-physical convergence for project manufacturing. J. Manuf. Technol. Manag. 2014, 25, 1209–1223. [Google Scholar] [CrossRef]
- Flatscher, M.; Riel, A. Stakeholder integration for the successful product–process co-design for next-generation manufacturing technologies. CIRP Ann. Manuf. Technol. 2016, 65, 181–184. [Google Scholar] [CrossRef]
- Maynard, A.D. Navigating the fourth industrial revolution. Nat. Nanotechnol. 2015, 10, 1005–1006. [Google Scholar] [CrossRef] [PubMed]
- Baumann, F.W.; Roller, D. Overview of German Additive Manufacturing Companies. Data 2017, 2, 23. [Google Scholar] [CrossRef]
- Thomas, D.S. Economics of the U.S. Additive Manufacturing Industry; NIST Special Publication 1163; National Institute of Standards and Technology (NIST): Gaithersburg, MD, USA, 2013.
- Gu, Q.; Lago, P. Exploring service-oriented system engineering challenges: A systematic literature review. Serv. Oriented Comput. Appl. 2009, 3, 171–188. [Google Scholar] [CrossRef]
- Wang, L.; von Laszewski, G.; Andrew Younge, A.X.H.; Kunze, M.; Tao, J.; Fu, C. Cloud Computing: A Perspective Study. New Gener. Comput. 2010, 28, 137–146. [Google Scholar] [CrossRef]
- Tsai, W.T.; Sun, X.; Balasooriya, J. Service-Oriented Cloud Computing Architecture. In Proceedings of the 2010 Seventh International Conference on Information Technology: New Generations (ITNG), Las Vegas, NV, USA, 12–14 April 2010; pp. 684–689. [Google Scholar]
- Alam, K.A.; Ahmad, R.; Akhunzada, A.; Nasir, M.H.N.M.; Khan, S.U. Impact analysis and change propagation in service-oriented enterprises: A systematic review. Inf. Syst. 2015, 54, 43–73. [Google Scholar] [CrossRef]
- Zhang, L.; Guo, H.; Tao, F.; Luo, Y.L.; Si, N. Flexible management of resource service composition in cloud manufacturing. In Proceedings of the 2010 IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), Macao, China, 7–10 December 2010; pp. 2278–2282. [Google Scholar]
- Shang, X.; Liu, X.; Xiong, G.; Cheng, C.; Ma, Y.; Nyberg, T.R. Social manufacturing cloud service platform for the mass customization in apparel industry. In Proceedings of the 2013 IEEE International Conference on Service Operations and Logistics, and Informatics (SOLI), Dongguan, China, 28–30 July 2013; pp. 220–224. [Google Scholar]
- Tao, F.; Cheng, Y.; Zhang, L.; Nee, A.Y.C. Advanced manufacturing systems: Socialization characteristics and trends. J. Intell. Manuf. 2015, 28, 1079–1094. [Google Scholar] [CrossRef]
- Thiesse, F.; Wirth, M.; Kemper, H.G.; Moisa, M.; Morar, D.; Lasi, H.; Piller, F.; Buxmann, P.; Mortara, L.; Ford, S.; Minshall, T. Economic Implications of Additive Manufacturing and the Contribution of MIS. Bus. Inf. Syst. Eng. 2015, 57, 139–148. [Google Scholar] [CrossRef]
- Binz, T.; Breitenbücher, U.; Kopp, O.; Leymann, F. TOSCA: Portable Automated Deployment and Management of Cloud Applications. In Advanced Web Services; Bouguettaya, A., Sheng, Q.Z., Daniel, F., Eds.; Springer: New York, NY, USA, 2014; pp. 527–549. [Google Scholar]
- Soldani, J.; Binz, T.; Breitenbücher, U.; Leymann, F.; Brogi, A. ToscaMart: A method for adapting and reusing cloud applications. J. Syst. Softw. 2016, 113, 395–406. [Google Scholar] [CrossRef]
- Tao, F.; LaiLi, Y.; Xu, L.; Zhang, L. FC-PACO-RM: A Parallel Method for Service Composition Optimal-Selection in Cloud Manufacturing System. IEEE Trans. Ind. Inform. 2013, 9, 2023–2033. [Google Scholar] [CrossRef]
- Veiga, G.; Malaca, P.; Pires, J.N.; Nilsson, K. Separation of concerns on the orchestration of operations in flexible manufacturing. Assem. Autom. 2012, 32, 38–50. [Google Scholar] [CrossRef]
- Moghaddam, M.; Silva, J.R.; Nof, S.Y. Manufacturing-as-a-Service—From e-Work and Service-Oriented Architecture to the Cloud Manufacturing Paradigm. IFAC-PapersOnLine 2015, 48, 828–833. [Google Scholar] [CrossRef]
- Silva, J.R. New Trends in Manufacturing: Converging to Service and Intelligent Systems. IFAC Proc. Vol. 2014, 47, 2628–2633. [Google Scholar] [CrossRef]
- Van Moergestel, L.; Puik, E.; Telgen, D.; Meyer, J.J.C. Implementing Manufacturing as a Service: A Pull-Driven Agent-Based Manufacturing Grid. In Proceedings of the 11th International Conference on ICT in Education, Research and Industrial Applications: Integration, Harmonization and Knowledge Transfer, Lviv, Ukraine, 14–16 May 2015; Volume 1356, pp. 172–187. [Google Scholar]
- Sanderson, D.; Antzoulatos, N.; Chaplin, J.C.; Buscuets, D.; Pitt, J.; German, C.; Norbury, A.; Kelly, E.; Ratchev, S. Advanced Manufacturing: An Industrial Application for Collective Adaptive Systems. In Proceedings of the 2015 IEEE International Conference on Self-Adaptive and Self-Organizing Systems Workshops (SASOW), Cambridge, MA, USA, 21–25 September 2015; pp. 61–67. [Google Scholar]
- Ren, L.; Cui, J.; Wei, Y.; LaiLi, Y.; Zhang, L. Research on the impact of service provider cooperative relationship on cloud manufacturing platform. Int. J. Adv. Manuf. Technol. 2016, 86, 2279–2290. [Google Scholar] [CrossRef]
- Guo, L. A system design method for cloud manufacturing application system. Int. J. Adv. Manuf. Technol. 2016, 84, 275–289. [Google Scholar] [CrossRef]
- Yu, S.; Xu, X. Development of a Product Configuration System for Cloud Manufacturing. In Advances in Production Management Systems: Innovative Production Management Towards Sustainable Growth: IFIP WG 5.7 International Conference, APMS 2015, Tokyo, Japan, 7–9 September 2015, Proceedings, Part II; Umeda, S., Nakano, M., Mizuyama, H., Hibino, H., Kiritsis, D., von Cieminski, G., Eds.; Springer International Publishing: Cham, Switzerland, 2015; pp. 436–443. [Google Scholar]
- Adamson, G.; Wang, L.; Holm, M. The State of the Art of Cloud Manufacturing and Future Trends. In Proceedings of the ASME 2013 International Manufacturing Science and Engineering Conference collocated with the 41st North American Manufacturing Research Conference, Madison, WI, USA, 10–14 June 2013; Volume 2, pp. 1–9. [Google Scholar]
- Yu, C.; Xu, X.; Lu, Y. Computer-Integrated Manufacturing, Cyber-Physical Systems and Cloud Manufacturing – Concepts and relationships. Manuf. Lett. 2015, 6, 5–9. [Google Scholar] [CrossRef]
- Johanson, M.; Löfstrand, M.; KARLSSON, L. Collaborative Innovation through Distributed Engineering Services. In Proceedings of the International Multi-Conference on Engineering and Technological Innovation, Orlando, FL, USA, 10–13 July 2009; pp. 10–13. [Google Scholar]
- Laili, Y.; Zhang, L.; Tao, F. Energy adaptive immune genetic algorithm for collaborative design task scheduling in Cloud Manufacturing system. In Proceedings of the 2011 IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), Singapore, 6–9 December 2011; pp. 1912–1916. [Google Scholar]
- Duan, Y.; Cao, Y.; Sun, X. Various “aaS” of everything as a service. In Proceedings of the 2015 16th IEEE/ACIS International Conference on Software Engineering, Artificial Intelligence, Networking and Parallel/Distributed Computing (SNPD), Takamatsu, Japan, 1–3 June 2015; pp. 1–6. [Google Scholar]
- Ren, L.; Cui, J.; Li, N.; Wu, Q.; Ma, C.; Teng, D.; Zhang, L. Cloud-Based Intelligent User Interface for Cloud Manufacturing: Model, Technology, and Application. J. Manuf. Sci. Eng. 2015, 137, 1–7. [Google Scholar] [CrossRef]
- Gao, R.; Wang, L.; Teti, R.; Dornfeld, D.; Kumara, S.; Mori, M.; Helu, M. Cloud-enabled prognosis for manufacturing. CIRP Ann. Manuf. Technol. 2015, 64, 749–772. [Google Scholar] [CrossRef]
- Gao, J.; Bai, X.; Tsai, W.T. Testing as a Service (TaaS) on Clouds. In Proceedings of the 2013 IEEE 7th International Symposium on Service Oriented System Engineering (SOSE), Redwood City, CA, USA, 25–28 March 2013; pp. 212–223. [Google Scholar]
- Mishra, P.; Tripathi, N. Testing as a Service. In Trends in Software Testing; Mohanty, H., Mohanty, R.J., Balakrishnan, A., Eds.; Springer: Singapore, 2017; pp. 149–176. [Google Scholar]
- Yan, M.; Sun, H.; Wang, X.; Liu, X. Building a TaaS Platform for Web Service Load Testing. In Proceedings of the 2012 IEEE International Conference on Cluster Computing, Beijing, China, 24–28 Septembre 2012; pp. 576–579. [Google Scholar]
- Tsai, W.T.; Qi, G.; Yu, L.; Gao, J. TaaS (Testing-as-a-Service) Design for Combinatorial Testing. In Proceedings of the 2014 Eighth International Conference on Software Security and Reliability (SERE), San Francisco, CA, USA, 30 June–2 July 2014; pp. 127–136. [Google Scholar]
- Llamas, R.M.; Barrand, Q.; Elmsheuser, J.; Legger, F.; Sciacca, G.; Sciabà, A.; van der Ster, D. Testing as a Service with Hammer Cloud. J. Phys. Conf. Ser. 2014, 513, 062031. [Google Scholar] [CrossRef]
- Kerbrat, O.; Mognol, P.; Hascoet, J.Y. A new DFM approach to combine machining and additive manufacturing. Comput. Ind. 2011, 62, 684–692. [Google Scholar] [CrossRef]
- Brecher, C.; Lohse, W.; Vitr, M. Module-based Platform for Seamless Interoperable CAD-CAM-CNC Planning. In Advanced Design and Manufacturing Based on STEP; Advanced Manufacturing; Springer: London, UK, 2009; pp. 439–462. [Google Scholar]
- International Organization for Standardization. Part 21: Implementation Methods: Clear Text Encoding of the Exchange Structure. In ISO 10303-21:2016—Industrial Automation Systems and Integration— Product Data Representation and Exchange; ISO: Geneva, Switzerland, 2016. [Google Scholar]
- International Organization for Standardization. Part 238: Application protocol: Application interpreted model for computerized numerical controllers. In ISO 10303-238:2007—Industrial Automation Systems and Integration—Product Data Representation and Exchange; ISO: Geneva, Switzerland, 2007. [Google Scholar]
- Buckner, M.A.; Love, L.J. Automating and accelerating the additive manufacturing design process with multi-objective constrained evolutionary optimization and HPC/Cloud computing. In Proceedings of the Future of Instrumentation International Workshop (FIIW), Gatlinburg, TN, USA, 8–9 October 2012; pp. 1–4. [Google Scholar]
- Cai, X.T.; Li, W.D.; He, F.Z.; Wu, Y.Q. Operation-effects merging for collaborative design of personalized product. In Proceedings of the 2015 IEEE 19th International Conference on Computer Supported Cooperative Work in Design (CSCWD), Calabria, Italy, 6–8 May 2015; pp. 489–493. [Google Scholar]
- Vayre, B.; Vignat, F.; Villeneuve, F. Designing for Additive Manufacturing. Procedia CIRP 2012, 3, 632–637. [Google Scholar] [CrossRef]
- Diegel, O.; Singamneni, S.; Reay, S.; Withell, A. Tools for Sustainable Product Design: Additive Manufacturing. J. Sustain. Dev. 2010, 3, 68–75. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H.; van Duin, S. Advanced Design for Additive Manufacturing: 3D Slicing and 2D Path Planning. In New Trends in 3D Printing; Shishkovsky, I.V., Ed.; InTech: Rijeka, Croatia, 2016; Chapter 1; pp. 3–23. [Google Scholar]
- Wu, D.; Rosen, D.W.; Schaefer, D. Cloud-Based Design and Manufacturing: Status and Promise. In Cloud-Based Design and Manufacturing (CBDM) —A Service-Oriented Product Development Paradigm for the 21st Century; Springer International Publishing: Cham, Switzerland, 2014; pp. 1–24. [Google Scholar]
- Wu, D.; Thames, J.L.; Rosen, D.W.; Schaefer, D. Towards a Cloud-Based Design and Manufacturing Paradigm: Looking Backward, Looking Forward. In Proceedings of the ASME 2012 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Chicago, IL, USA, 12–15 August 2012; pp. 315–328. [Google Scholar]
- Mell, P.; Grance, T. The NIST Definition of Cloud Computing; NIST Special Publication 800-145; National Institute of Standards and Technology (NIST): Gaithersburg, MD, USA, 2011.
- Truong, H.L.; Dustdar, S. ICCS 2010 Composable cost estimation and monitoring for computational applications in cloud computing environments. Procedia Comput. Sci. 2010, 1, 2175–2184. [Google Scholar] [CrossRef]
- Stanik, A.; Hovestadt, M.; Kao, O. Hardware as a Service (HaaS): Physical and virtual hardware on demand. In Proceedings of the 2012 IEEE 4th International Conference on Cloud Computing Technology and Science (CloudCom), Taipei, Taiwan, 3–6 December 2012; pp. 149–154. [Google Scholar]
- Mehrsai, A.; Karimi, H.R.; Thoben, K.D. Integration of supply networks for customization with modularity in cloud and make-to-upgrade strategy. Syst. Sci. Control Eng. 2013, 1, 28–42. [Google Scholar] [CrossRef]
- Oliveira, T.; Thomas, M.; Espadanal, M. Assessing the determinants of cloud computing adoption: An analysis of the manufacturing and services sectors. Inf. Manag. 2014, 51, 497–510. [Google Scholar] [CrossRef]
- Ramisetty, S.; Calyam, P.; Cecil, J.; Akula, A.R.; Antequera, R.B.; Leto, R. Ontology integration for advanced manufacturing collaboration in cloud platforms. In Proceedings of the IFIP/IEEE International Symposium on Integrated Network Management (IM), Ottawa, ON, Canada, 11–15 May 2015; pp. 504–510. [Google Scholar]
- Um, J.; Choi, Y.C.; Stroud, I. Factory Planning System Considering Energy-efficient Process under Cloud Manufacturing. Procedia CIRP 2014, 17, 553–558. [Google Scholar] [CrossRef]
- Valilai, O.F.; Houshmand, M. A collaborative and integrated platform to support distributed manufacturing system using a service-oriented approach based on cloud computing paradigm. Robot. Comput. Integr. Manuf. 2013, 29, 110–127. [Google Scholar] [CrossRef]
- Tao, F.; Cheng, Y.; Xu, L.D.; Zhang, L.; Li, B.H. CCIoT-CMfg: Cloud Computing and Internet of Things-Based Cloud Manufacturing Service System. IEEE Trans. Ind. Inform. 2014, 10, 1435–1442. [Google Scholar]
- Tao, F.; Zuo, Y.; Xu, L.D.; Zhang, L. IoT-Based Intelligent Perception and Access of Manufacturing Resource Toward Cloud Manufacturing. IEEE Trans. Ind. Inf. 2014, 10, 1547–1557. [Google Scholar]
- Qu, T.; Lei, S.P.; Wang, Z.Z.; Nie, D.X.; Huang, X.C.G.Q. IoT-based real-time production logistics synchronization system under smart cloud manufacturing. Int. J. Adv. Manuf. Technol. 2016, 84, 147–164. [Google Scholar] [CrossRef]
- Zhang, Y.; Huang, G.Q.; Qu, T.; Ho, O.; Sun, S. Agent-based smart objects management system for real-time ubiquitous manufacturing. Robot. Comput. Integr. Manuf. 2011, 27, 538–549. [Google Scholar] [CrossRef]
- Baumann, F.W.; Schön, M.; Eichhoff, J.; Roller, D. Concept Development of a Sensor Array for 3D Printer. Procedia CIRP 2016, 51, 24–31. [Google Scholar] [CrossRef]
- Caputo, A.; Marzi, G.; Pellegrini, M.M. The Internet of Things in manufacturing innovation processes: Development and application of a conceptual framework. Bus. Process Manag. J. 2016, 22, 383–402. [Google Scholar] [CrossRef]
- Kang, H.S.; Lee, J.Y.; Choi, S.; Kim, H.; Park, J.H.; Son, J.Y.; Kim, B.H.; Noh, S.D. Smart manufacturing: Past research, present findings, and future directions. Int. J. Precis. Eng. Manuf.-Green Technol. 2016, 3, 111–128. [Google Scholar] [CrossRef]
- Vukovic, M. Internet Programmable IoT: On the Role of APIs in IoT: The Internet of Things (Ubiquity Symposium). Ubiquity 2015, 2015, 1–10. [Google Scholar] [CrossRef]
- Kubler, S.; Holmström, J.; Främling, K.; Turkama, P. Technological Theory of Cloud Manufacturing. In Service Orientation in Holonic and Multi-Agent Manufacturing; Borangiu, T., Trentesaux, D., Thomas, A., McFarlane, D., Eds.; Springer International Publishing: Cham, Switzerland, 2016; pp. 267–276. [Google Scholar]
- Lee, E.A. Cyber-Physical Systems—Are Computing Foundations Adequate. In Proceedings of the Position Paper for NSF Workshop On Cyber-Physical Systems: Research Motivation, Techniques and Roadmap, Austin, TX, USA, 16–17 October 2006; Volume 2. [Google Scholar]
- Chen, T.; Tsai, H.R. Ubiquitous manufacturing: Current practices, challenges, and opportunities. Robot. Comput. Integr. Manuf. 2016, 45, 126–132. [Google Scholar] [CrossRef]
- Lee, J.; Bagheri, B.; Kao, H.A. A Cyber-Physical Systems architecture for Industry 4.0-based manufacturing systems. Manuf. Lett. 2015, 3, 18–23. [Google Scholar] [CrossRef]
- Sha, L.; Gopalakrishnan, S.; Liu, X.; Wang, Q. Cyber-Physical Systems: A New Frontier. In Machine Learning in Cyber Trust; Springer: Boston, MA, USA, 2009; pp. 3–13. [Google Scholar]
- Khaitan, S.K.; McCalley, J.D. Design Techniques and Applications of Cyberphysical Systems: A Survey. IEEE Syst. J. 2014, 9, 350–365. [Google Scholar] [CrossRef]
- Kuehnle, H. Distributed Manufacturing (DM)—Smart Units and Collaborative Processes. Int. J. Soc. Behav. Educ. Econ. Bus. Ind. Eng. 2015, 9, 1230–1241. [Google Scholar]
- Yao, X.; Lin, Y. Emerging manufacturing paradigm shifts for the incoming industrial revolution. Int. J. Adv. Manuf. Technol. 2016, 85, 1665–1676. [Google Scholar] [CrossRef]
- Turner, H.; White, J.; Camelio, J.A.; Williams, C.; Amos, B.; Parker, R. Bad Parts: Are Our Manufacturing Systems at Risk of Silent Cyberattacks? IEEE Secur. Priv. 2015, 13, 40–47. [Google Scholar] [CrossRef]
- Cheng, Y.; Liu, F.T.Y.; Zhao, D.; Zhang, L.; Xu, L. Energy-aware resource service scheduling based on utility evaluation in cloud manufacturing system. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2013, 227, 1901–1905. [Google Scholar] [CrossRef]
- Liu, Y.; Xu, X.; Zhang, L.; Tao, F. An Extensible Model for Multi-Task Service Composition and Scheduling in a Cloud Manufacturing System. J. Comput. Inf. Sci. Eng. 2016. [Google Scholar] [CrossRef]
- Laili, Y.; Tao, F.; Zhang, L.; Sarker, B.R. A study of optimal allocation of computing resources in cloud manufacturing systems. Int. J. Adv. Manuf. Technol. 2012, 63, 671–690. [Google Scholar] [CrossRef]
- Wang, L. Machine availability monitoring and machining process planning towards Cloud manufacturing. CIRP J. Manuf. Sci. Technol. 2013, 6, 263–273. [Google Scholar] [CrossRef]
- Wang, L.; Shen, W.; Lang, S. Wise-ShopFloor: A web-based and sensor-driven shop floor environment. In Proceedings of the 7th International Conference on Computer Supported Cooperative Work in Design, Rio de Janeiro, Brazil, 25–27 September 2002; pp. 413–418. [Google Scholar]
- Huang, X.; Du, B.; Sun, L.; Chen, F.; Dai, W. Service requirement conflict resolution based on ant colony optimization in group-enterprises-oriented cloud manufacturing. Int. J. Adv. Manuf. Technol. 2016, 84, 183–196. [Google Scholar] [CrossRef]
- Lartigau, J.; Nie, L.; Xu, X.; Zhan, D.; Mou, T. Scheduling Methodology for Production Services in Cloud Manufacturing. In Proceedings of the 2012 International Joint Conference on Service Sciences (IJCSS), Shanghai, China, 24–26 May 2012; pp. 34–39. [Google Scholar]
- Zhang, Y.; Zhang, G.; Liu, Y.; Hu, D. Research on services encapsulation and virtualization access model of machine for cloud manufacturing. J. Intell. Manuf. 2015, 28, 1109–1123. [Google Scholar] [CrossRef]
- Cao, Y.; Wang, S.; Kang, L.; Gao, Y. A TQCS-based service selection and scheduling strategy in cloud manufacturing. Int. J. Adv. Manuf. Technol. 2016, 82, 235–251. [Google Scholar] [CrossRef]
- Jian, C.F.; Wang, Y. Batch Task Scheduling-Oriented Optimization Modelling and Simulation in Cloud Manufacturing. Int. J. Simul. Model. 2014, 13, 93–101. [Google Scholar] [CrossRef]
- Luo, Y.; Zhang, L.; Tao, F.; Ren, L.; Liu, Y.; Zhang, Z. A modeling and description method of multidimensional information for manufacturing capability in cloud manufacturing system. Int. J. Adv. Manuf. Technol. 2013, 69, 961–975. [Google Scholar] [CrossRef]
- Wang, T.; Guo, S.; Lee, C.G. Manufacturing task semantic modeling and description in cloud manufacturing system. Int. J. Adv. Manuf. Technol. 2014, 71, 2017–2031. [Google Scholar] [CrossRef]
- Li, W.; Zhong, Y.; Wang, X.; Cao, Y. Resource virtualization and service selection in cloud logistics. J. Netw. Comput. Appl. 2013, 36, 1696–1704. [Google Scholar] [CrossRef]
- Zhu, L.; Zhao, Y.; Wang, W. A Bilayer Resource Model for Cloud Manufacturing Services. Math. Probl. Eng. 2013, 2013, 607582. [Google Scholar] [CrossRef]
- Wu, X.; Jiang, X.; Xu, W.; Ai, Q.; Liu, Q. A Unified Sustainable Manufacturing Capability Model for Representing Industrial Robot Systems in Cloud Manufacturing. In Advances in Production Management Systems: Innovative Production Management Towards Sustainable Growth: IFIP WG 5.7 International Conference, APMS 2015, Tokyo, Japan, 7–9 September 2015, Proceedings, Part II; Umeda, S., Nakano, M., Mizuyama, H., Hibino, H., Kiritsis, D., von Cieminski, G., Eds.; Springer International Publishing: Cham, Switzerland, 2015; pp. 388–395. [Google Scholar]
- Bourell, D.L.; Leu, M.C.; Rosen, D.W. Roadmap for Additive Manufacturing Identifying the Future of Freeform Processing; Technical Report; The University of Texas at Austin: Austin, TX, USA, 2009. [Google Scholar]
- Bourell, D.L.; Rosen, D.W.; Leu, M.C. The Roadmap for Additive Manufacturing and Its Impact. 3D Print. Addit. Manuf. 2014, 1, 6–9. [Google Scholar] [CrossRef]
- Khan, A.; Turowski, K. A Survey of Current Challenges in Manufacturing Industry and Preparation for Industry 4.0. In Proceedings of the First International Scientific Conference “Intelligent Information Technologies for Industry” (IITI’16)—Volume 1; Advances in Intelligent Systems and Computing. Springer International Publishing: Berlin, Germany, 2016; Volume 450, pp. 15–26. [Google Scholar]
- Oropallo, W.; Piegl, L.A. Ten challenges in 3D printing. Eng. Comput. 2016, 32, 135–148. [Google Scholar] [CrossRef]














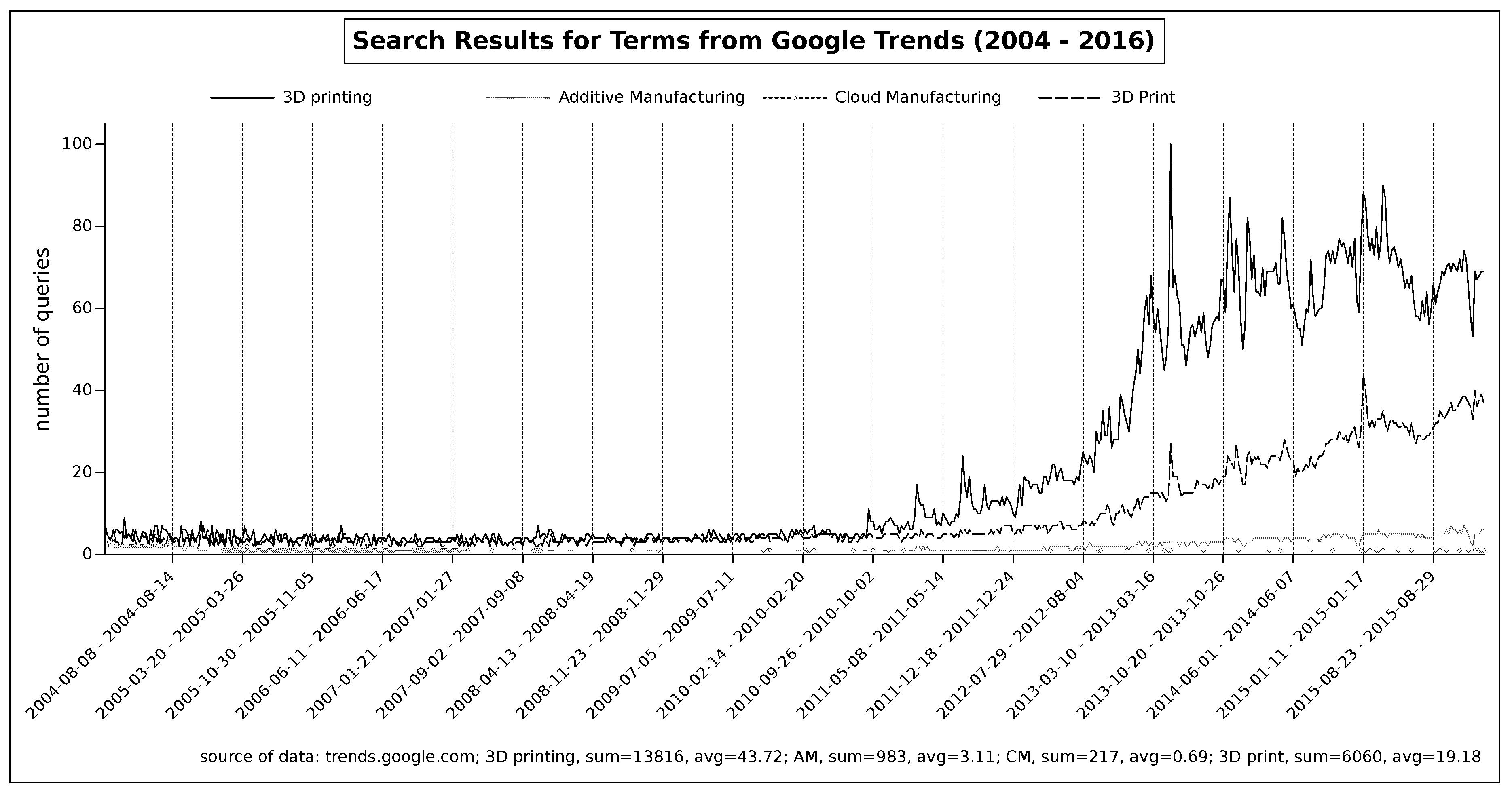{kind=link}
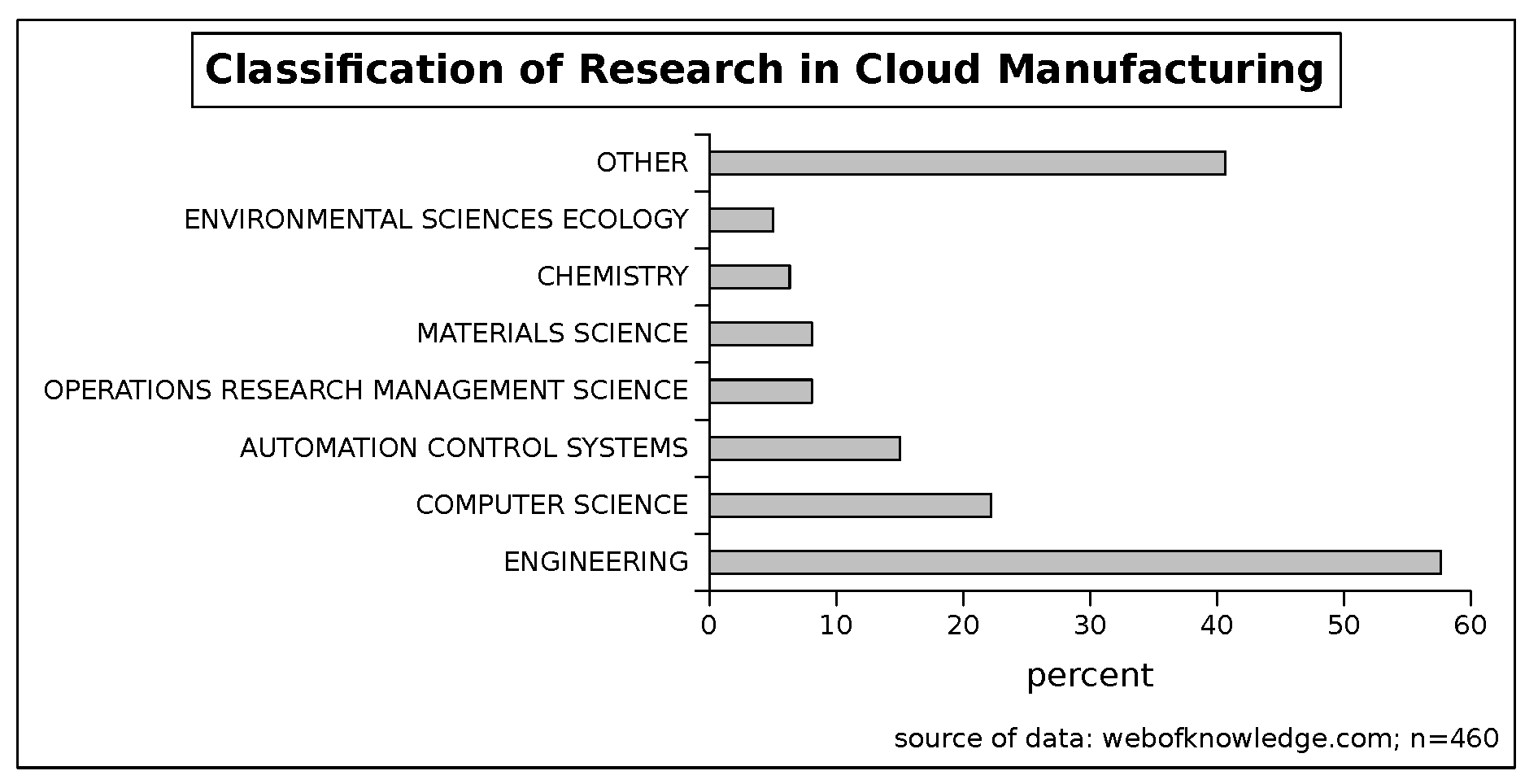{kind=link}
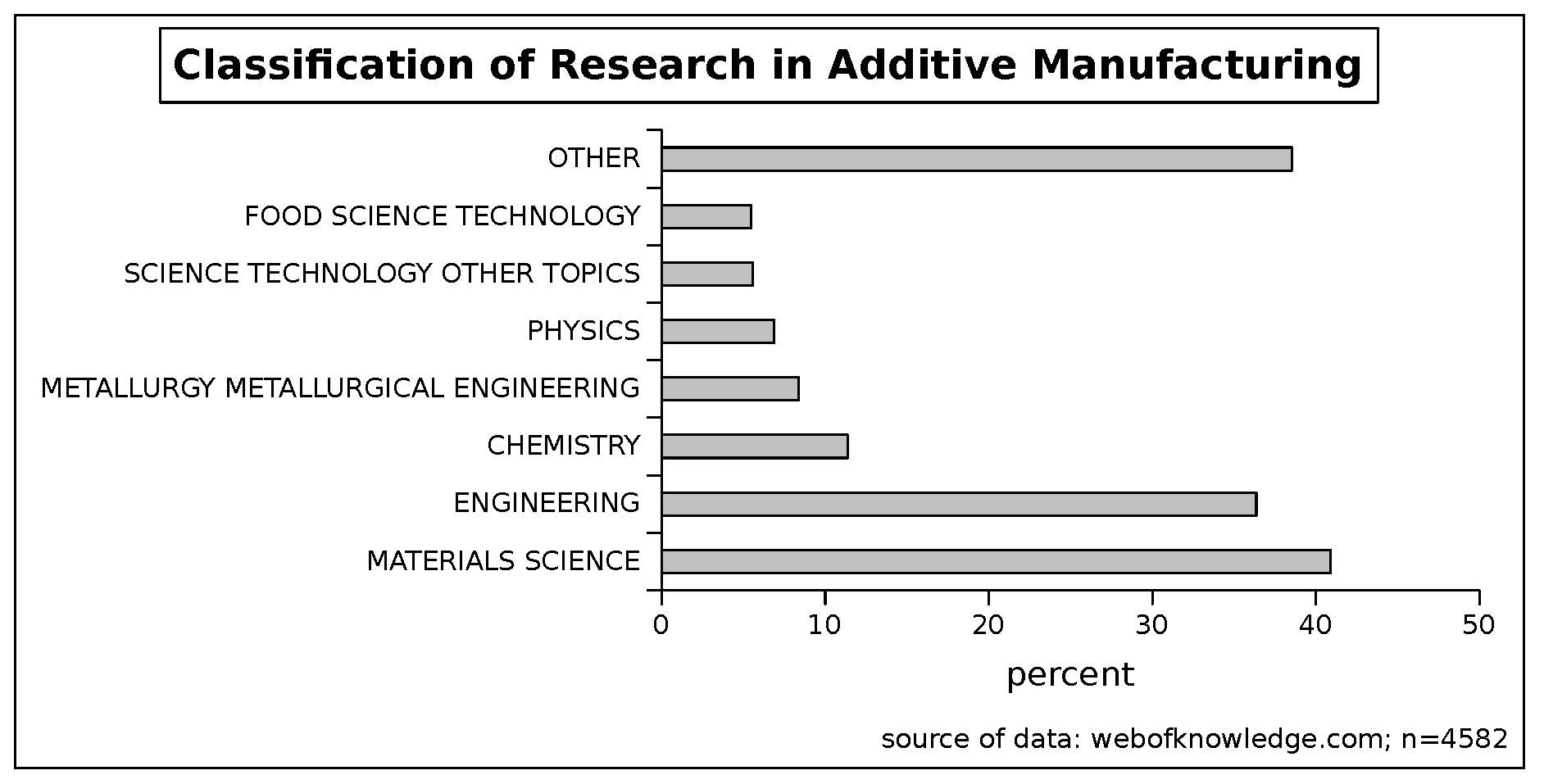{kind=link}
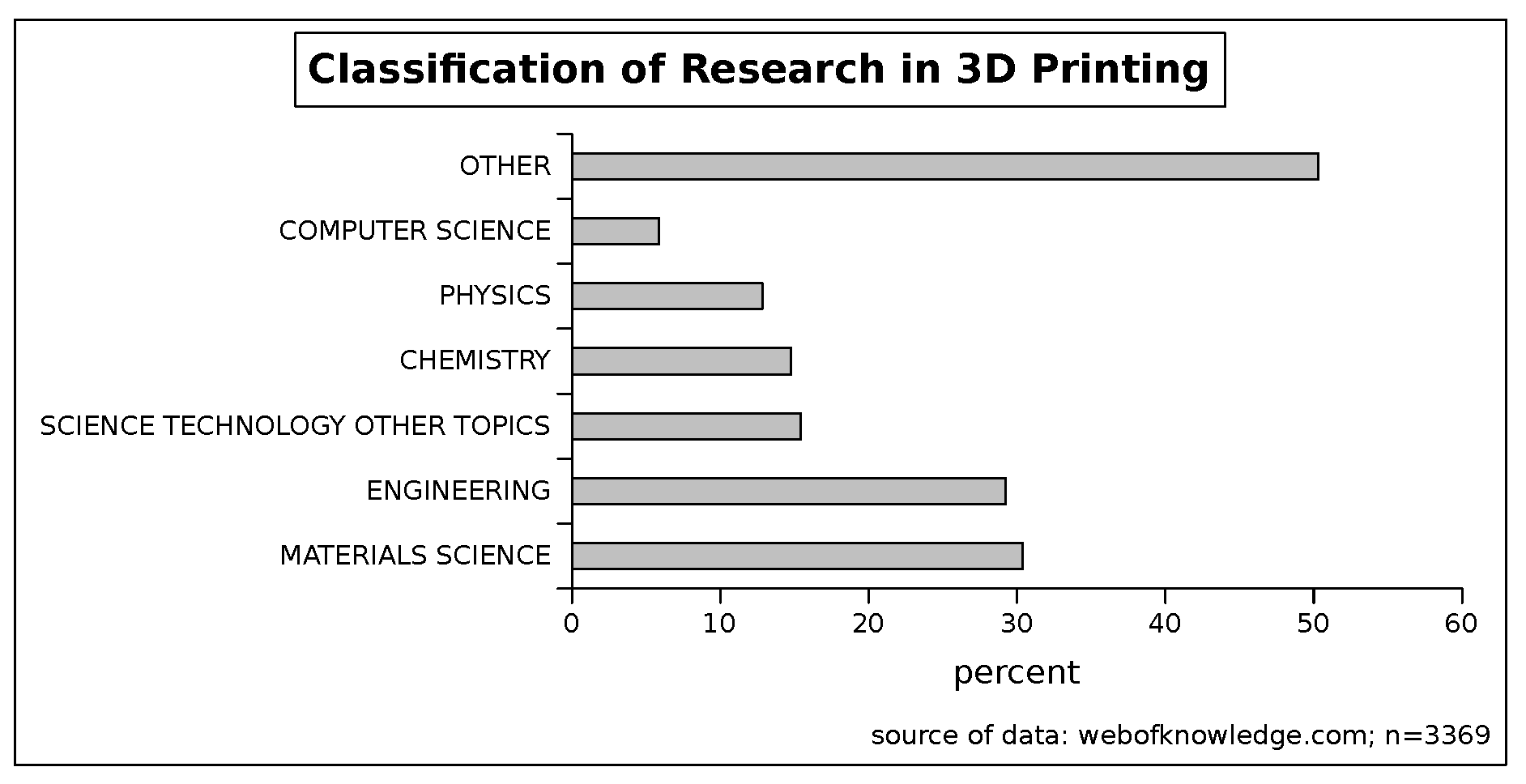{kind=link}
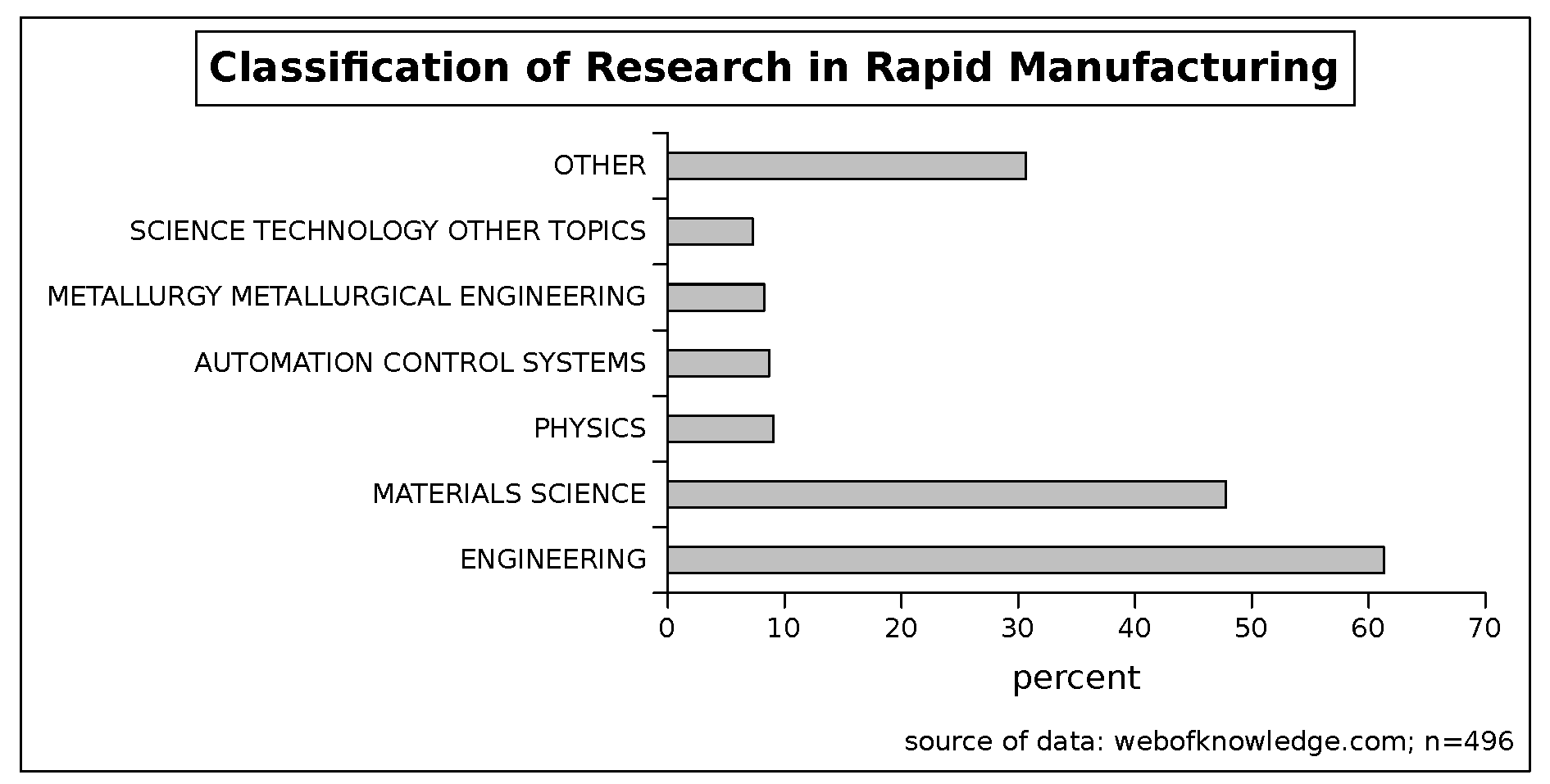{kind=link}
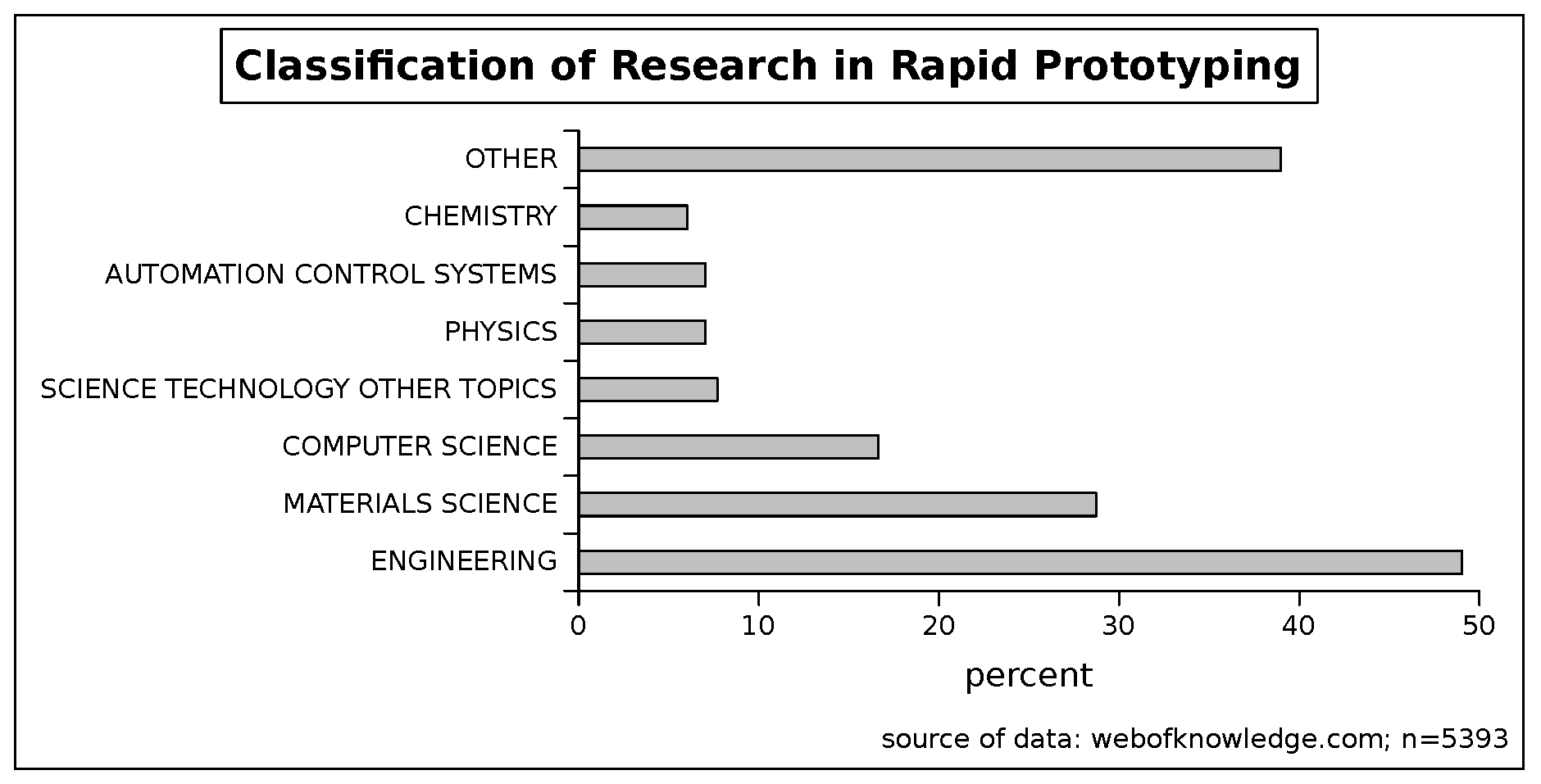{kind=link}
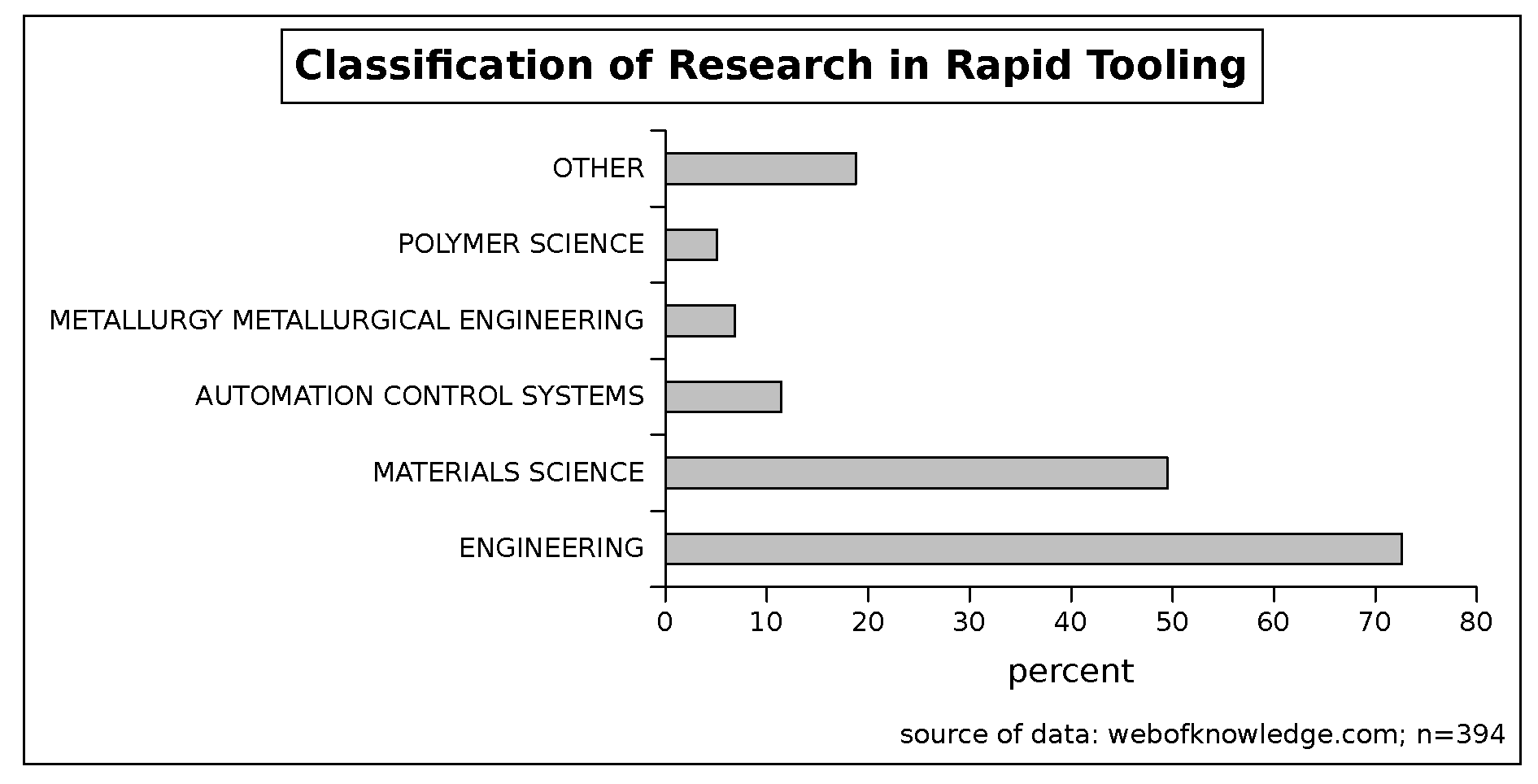{kind=link}
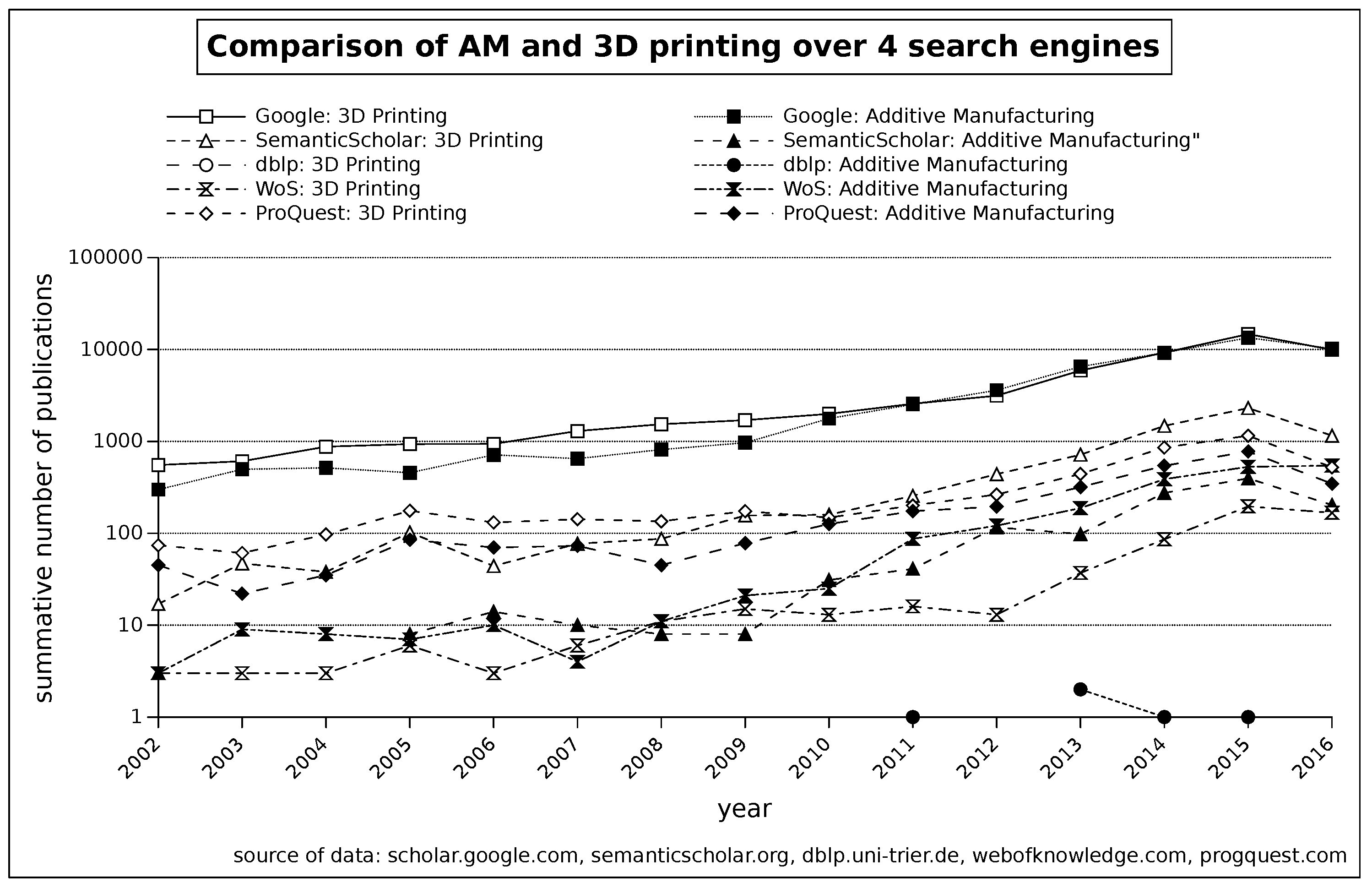{kind=link}
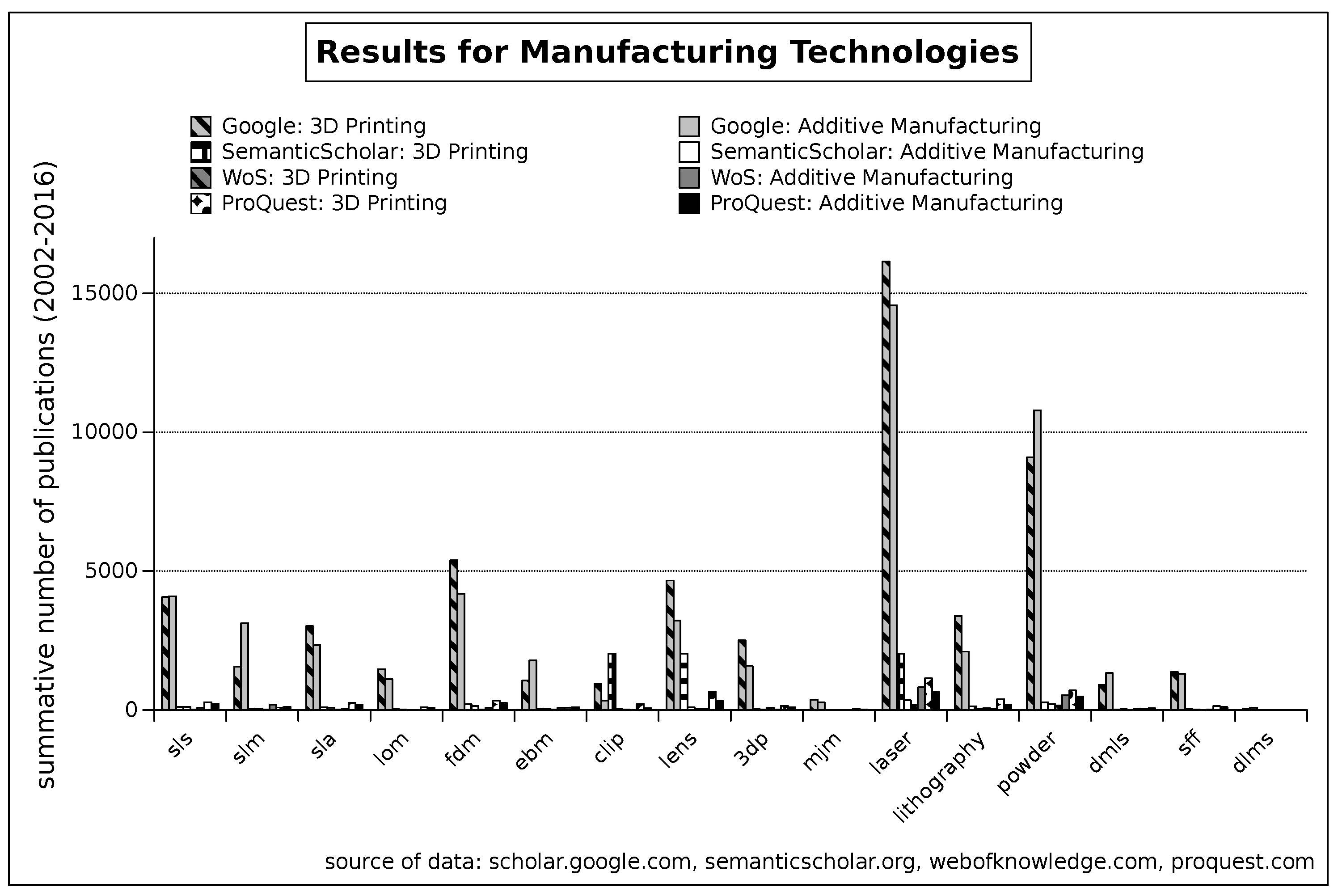{kind=link}
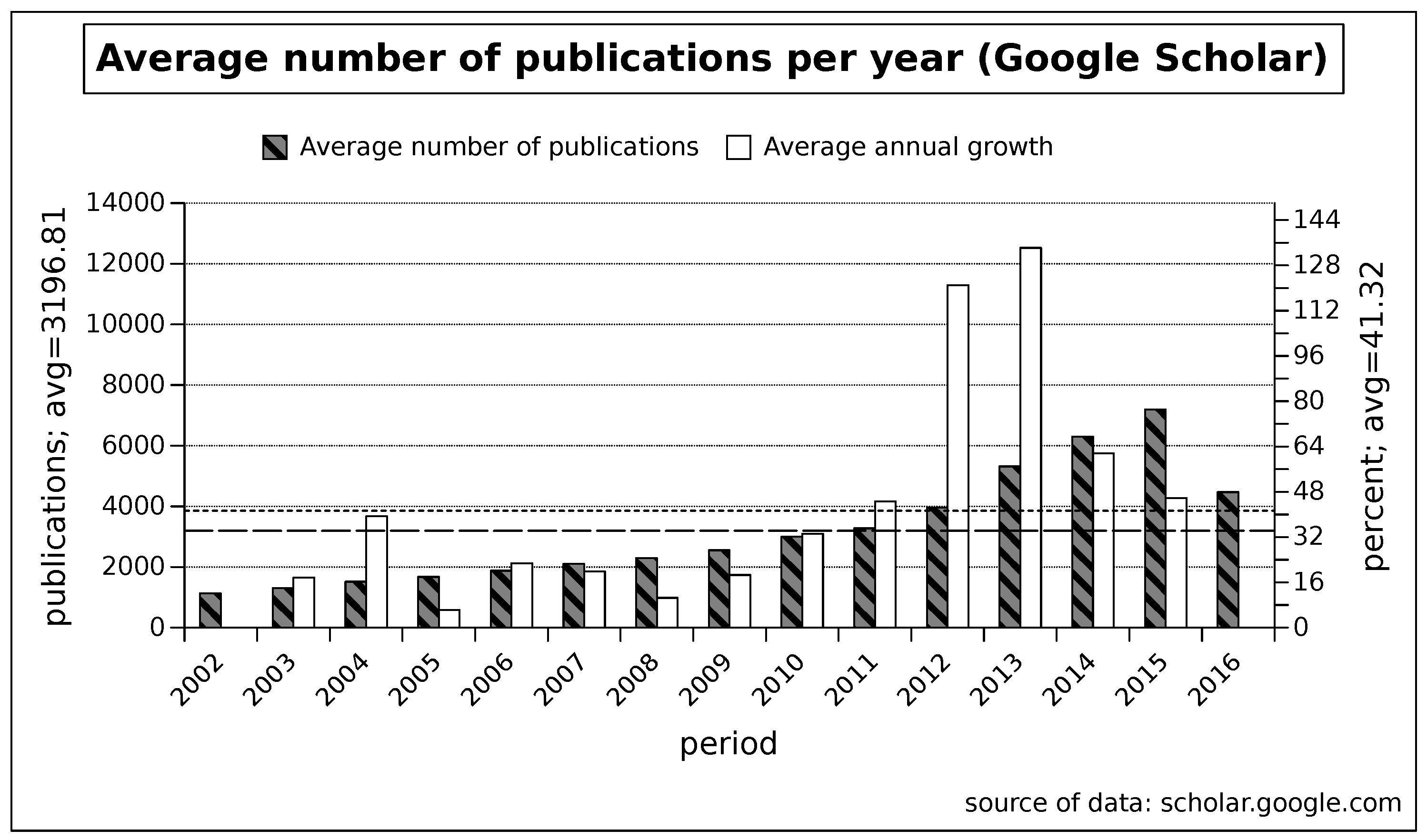{kind=link}
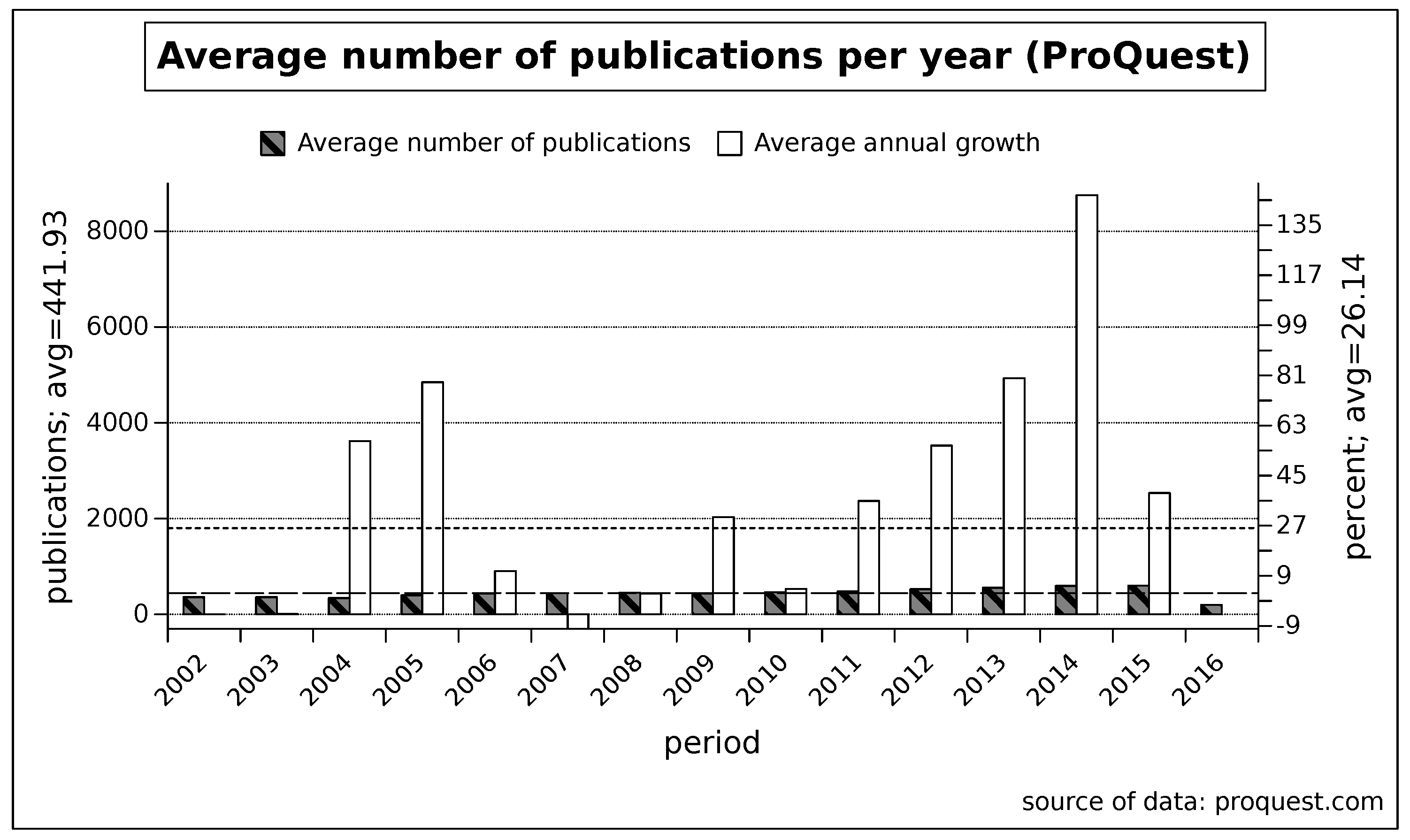{kind=link}
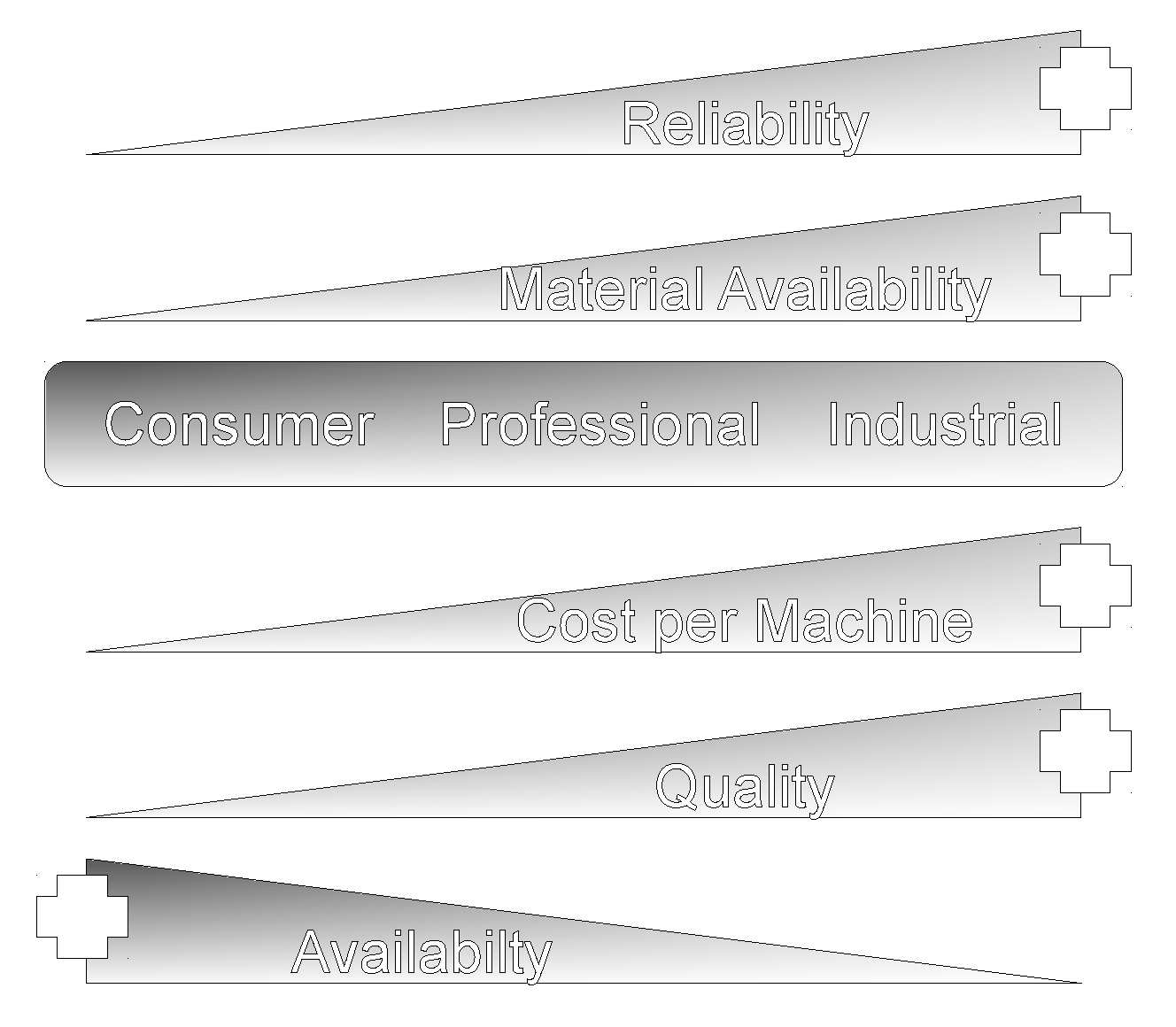{kind=link}
{kind=link}
| Company/Service Name | URL | Classification | Established | Location |
|---|---|---|---|---|
| 3Faktur | http://3faktur.com | Modeling Service | 2014 | Germany |
| 3DaGoGo | https://www.3dagogo.com | Marketplace | 2013 | USA |
| 3DExport | https://3dexport.com | Marketplace, Repository | 2004 | USA |
| 3DHubs | http://3dhubs.com | Crowd Printing Provider | 2013 | USA |
| 3DPrinterOS | https://www.3dprinteros.com | Crowd Printing Provider | 2014 | USA |
| 3DShook | http://www.3dshook.com | Marketplace, Subscription Service | 2014 | Israel |
| 3D Warehouse | https://3dwarehouse.sketchup.com | Marketplace, Community, Repository | 2006 | USA |
| Autodesk 123D | http://www.123dapp.com | Software, Marketplace, Repository | 2009 | USA |
| Clara.io | https://clara.io | Repository, Modeling | 2013 | Canada |
| CreateThis | http://www.createthis.com | Marketplace | 2013 | USA |
| Cults | https://cults3d.com | Marketplace, Repository, Design Service | 2013 | France |
| Grabcad | https://grabcad.com | Software, Marketplace, Repository | 2009 | USA |
| La Poste | http://impression3d.laposte.fr | Print Provider, Marketplace | 2013 | France |
| Libre3D | http://libre3d.com | Marketplace, Repository | 2014 | USA |
| Makershop | https://www.makershop.co | Marketplace, Repository | 2013 | USA |
| Materflow | http://www.materflow.com | Print Provider, Marketplace, Product Co-Creation/Support | 2013 | Finland |
| MeltWerk | https://www.meltwerk.com | Print Provider | - | Subsidiary of trinckle |
| MyMiniFactory | https://www.myminifactory.com | Crowd Printing Provider, Marketplace | 2013 | UK |
| Company/Service Name | URL | Classification | Established | Location |
|---|---|---|---|---|
| NIH 3D Print Exchange | http://3dprint.nih.gov | Co-Creation, Repository | 2014 | USA |
| p3d.in | https://p3d.in | Modeling | 2010 | Denmark |
| Pinshape | https://pinshape.com | Marketplace | 2014 | Canada |
| REPABLES | http://repables.com | Repository | 2013 | USA |
| Rinkak | https://www.rinkak.com | Marketplace, Repository, Crowd Printing Provider | 2014 | Japan |
| shapeking | http://www.shapeking.com | Marketplace, Repository | 2012 | Germany |
| Shapetizer | https://www.shapetizer.com | Marketplace, Repository, Print Provider | 2015 | China |
| Sketchfab | https://sketchfab.com | Marketplace, Repository | 2012 | France |
| stlfinder | http://www.stlfinder.com | Search Engine | 2013 | Spain |
| STLHive | http://www.stlhive.com | Marketplace, Repository, Design Service | 2015 | Canada |
| Stratasys Direct Express | https://express.stratasysdirect.com | Print Provider | 2015 | USA |
| Threeding | https://www.threeding.com | Marketplace, Print Provider | 2014 | Bulgaria |
| Tinkercad | https://www.tinkercad.com | Design, Repository | 2011 | USA |
| Treatstock | https://www.treatstock.com | Marketplace, Community, Crowd Printing Provider | 2016 | USA |
| trinckle | https://www.trinckle.com | Print Provider | 2013 | Germany |
| Trinpy | https://www.trinpy.com | Marketplace, Subscription Service | 2015 | Australia |
| TurboSquid | http://www.turbosquid.com | Marketplace, Repository | 2000 | USA |
| UPS | https://www.theupsstore.com/print/3d-printing | Print Provider | 2013 | USA |
| Watertight | https://watertight.com | Marketplace | 2015 | USA |
| Yeggi | http://www.yeggi.com | Search Engine | 2013 | Germany |
| YouMagine | https://www.youmagine.com | Community, Repository, Marketplace | 2013 | The Netherlands |
| Company/Service Name | Provides an API | Required for Registration | Capabilities | Reach | Target Group |
|---|---|---|---|---|---|
| 3Faktur | No | N/A | N/A | Regional | Consumer |
| 3DaGoGo | No | N/A | N/A | Global | Consumer |
| 3DExport | No | N/A | N/A | Global | Consumer + Professional |
| 3DHubs | Yes | Implementer + User | Upload | Global | Consumer |
| 3DPrinterOS | No | N/A | N/A | Global | Consumer |
| 3DPrintUK | No | N/A | N/A | Global | Professional |
| 3DShook | No | N/A | N/A | Global | Consumer |
| 3D Creation Lab | No | N/A | N/A | Global | Consumer |
| 3D Warehouse | No | N/A | N/A | Global | Consumer |
| Autodesk 123D | N/A | No | N/A | Global | Consumer |
| Clara.io | Yes | Implementer | Upload, Modify, Retrieve | Global | Consumer + Professional |
| CreateThis | No | N/A | N/A | Global | Consumer |
| Cults | Yes (not public) | Implementer | View, Retrieve | Global | Consumer |
| Grabcad | No | N/A | N/A | Global | Consumer + Professional |
| iMakr | No | N/A | N/A | Global | Consumer |
| i.Materialise | Yes | Implementer | Upload, Quoting, Order | Global | Consumer + Professional |
| Kraftwürx.com | Yes (not public) | Implementer | Upload, Order | Global | Consumer |
| La Poste | No | N/A | N/A | Regional | Consumer |
| Libre3D | No | N/A | N/A | Global | Consumer |
| MakerBot/Thingiverse | Yes | Implementer | Upload, Retrieve | Global | Consumer |
| Makershop | Yes | Implementer | Search, Retrieve | Global | Consumer + Professional |
| MakeXYZ | Yes | Implementer + User | Order | Global | Consumer + Professional |
| Materflow | No | N/A | N/A | Global | Consumer |
| MeltWerk | Yes (not public) | Implementer | Upload, Quoting | Global | Consumer |
| MyMiniFactory | No | N/A | N/A | Global | Consumer |
| Company/Service Name | Provides an API | Required for Registration | Capabilities | Reach | Target Group |
|---|---|---|---|---|---|
| NIH 3D Print Exchange | Yes | Implementer | Upload, Retrieve | Global | Consumer |
| p3d.in | No | N/A | N/A | Global | Consumer |
| Pinshape | No | N/A | N/A | Global | Consumer |
| Ponoko | No | N/A | N/A | Global | Consumer |
| REPABLES | No | N/A | N/A | Global | Consumer |
| Rinkak | Yes | Implementer | View, Order, Modeling | Global | Consumer |
| Sculpteo | Yes | Implementer + User | Upload, Retrieve, Quoting, Order | Global | Consumer + Professional |
| shapeking | No | N/A | N/A | Global | Consumer |
| Shapetizer | No N/A | N/A | Global | Consumer | |
| Shapeways | Yes | Implementer + User | Upload, Quoting, Order | Global | Consumer + Professional |
| Sketchfab | Yes | Implementer | Upload, View | Global | Consumer |
| stlfinder | No | N/A | N/A | Global | Consumer |
| STLHive | No | N/A | N/A | Global | Consumer + Professional |
| Stratsys Direct Express | No | N/A | N/A | Regional | Professional |
| Threeding | No | N/A | N/A | Global | Consumer |
| Tinkercad | No | N/A | N/A | Global | Consumer |
| Treatstock | Yes | Implementer | Upload, Retrieve | Global | Consumer |
| trinckle | No | N/A | N/A | Global | Consumer + Professional |
| Trinpy | No | N/A | N/A | Global | Consumer |
| TurboSquid | No | N/A | N/A | Global | Consumer + Professional |
| UPS | No | N/A | N/A | Regional | Consumer |
| Yeggi | Yes | Implementer | Search, Retrieve | Global | Consumer |
| YouMagine | Yes | Implementer | Upload, Retrieve | Global | Consumer |
| Watertight | No | N/A | N/A | Global | Consumer |
| Company/Service Name | Design Market Place | Design Repository | Design Service | Printing Market Place | Printing Service | Printer Sale | Crowd Sourcing Platform | Editor |
|---|---|---|---|---|---|---|---|---|
| 3Faktur | + | + | ||||||
| 3DaGoGo | + | + | ||||||
| 3DExport | + | + | ||||||
| 3DHubs | + | + | ||||||
| 3DPrinterOS | + | + | ||||||
| 3DPrintUK | + | + | ||||||
| 3DShook | + | + | ||||||
| 3D Creation Lab | + | |||||||
| 3D Warehouse | + | + | ||||||
| Autodesk 123D | + | + | + | |||||
| Clara.io | + | + | + | |||||
| CreateThis | + | + | ||||||
| Cults | + | + | + | |||||
| Grabcad | + | + | p | + | ||||
| iMakr | + | + | ||||||
| i.Materialise | + | + | + | + | + | |||
| Kraftwürx.com | + | + | + | + | + | |||
| La Poste | + | + | + | + | ||||
| Libre3D | + | + | ||||||
| MakerBot/Thingiverse | + | + | p | + | ||||
| Makershop | + | + | ||||||
| MakeXYZ | + | + | + | |||||
| Materflow | + | + | + | + | ||||
| MeltWerk | + | |||||||
| MyMiniFactory | + | + | + | + | ||||
| NIH 3D Print Exchange | + | + | ||||||
| p3d.in | + | + | + | |||||
| Pinshape | + | + | ||||||
| Ponoko | + | |||||||
| REPABLES | + | + | ||||||
| Rinkak | + | + | + | |||||
| Sculpteo | + | |||||||
| shapeking | + | + | ||||||
| Shapetizer | + | + | + | |||||
| Shapeways | + | + | + | + | ||||
| Sketchfab | + | + | + | |||||
| stlfinder | ||||||||
| STLHive | + | + | + | |||||
| Stratsys Direct Express | + | p | ||||||
| Threeding | + | + | + | |||||
| Tinkercad | + | + | o | + | ||||
| Treatstock | + | + | + | + | + | |||
| trinckle | + | |||||||
| Trinpy | + | + | ||||||
| TurboSquid | + | + | ||||||
| UPS | + | |||||||
| Watertight | + | + | ||||||
| Yeggi | + | + | ||||||
| YouMagine | + | + | o | p |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Baumann, F.W.; Roller, D. Additive Manufacturing, Cloud-Based 3D Printing and Associated Services—Overview. J. Manuf. Mater. Process. 2017, 1, 15. https://doi.org/10.3390/jmmp1020015
Baumann FW, Roller D. Additive Manufacturing, Cloud-Based 3D Printing and Associated Services—Overview. Journal of Manufacturing and Materials Processing. 2017; 1(2):15. https://doi.org/10.3390/jmmp1020015
Chicago/Turabian StyleBaumann, Felix W., and Dieter Roller. 2017. "Additive Manufacturing, Cloud-Based 3D Printing and Associated Services—Overview" Journal of Manufacturing and Materials Processing 1, no. 2: 15. https://doi.org/10.3390/jmmp1020015
APA StyleBaumann, F. W., & Roller, D. (2017). Additive Manufacturing, Cloud-Based 3D Printing and Associated Services—Overview. Journal of Manufacturing and Materials Processing, 1(2), 15. https://doi.org/10.3390/jmmp1020015