Development of Customised Wheelchair Racing Gloves Using Digital Fabrication Techniques †

Abstract
:1. Introduction
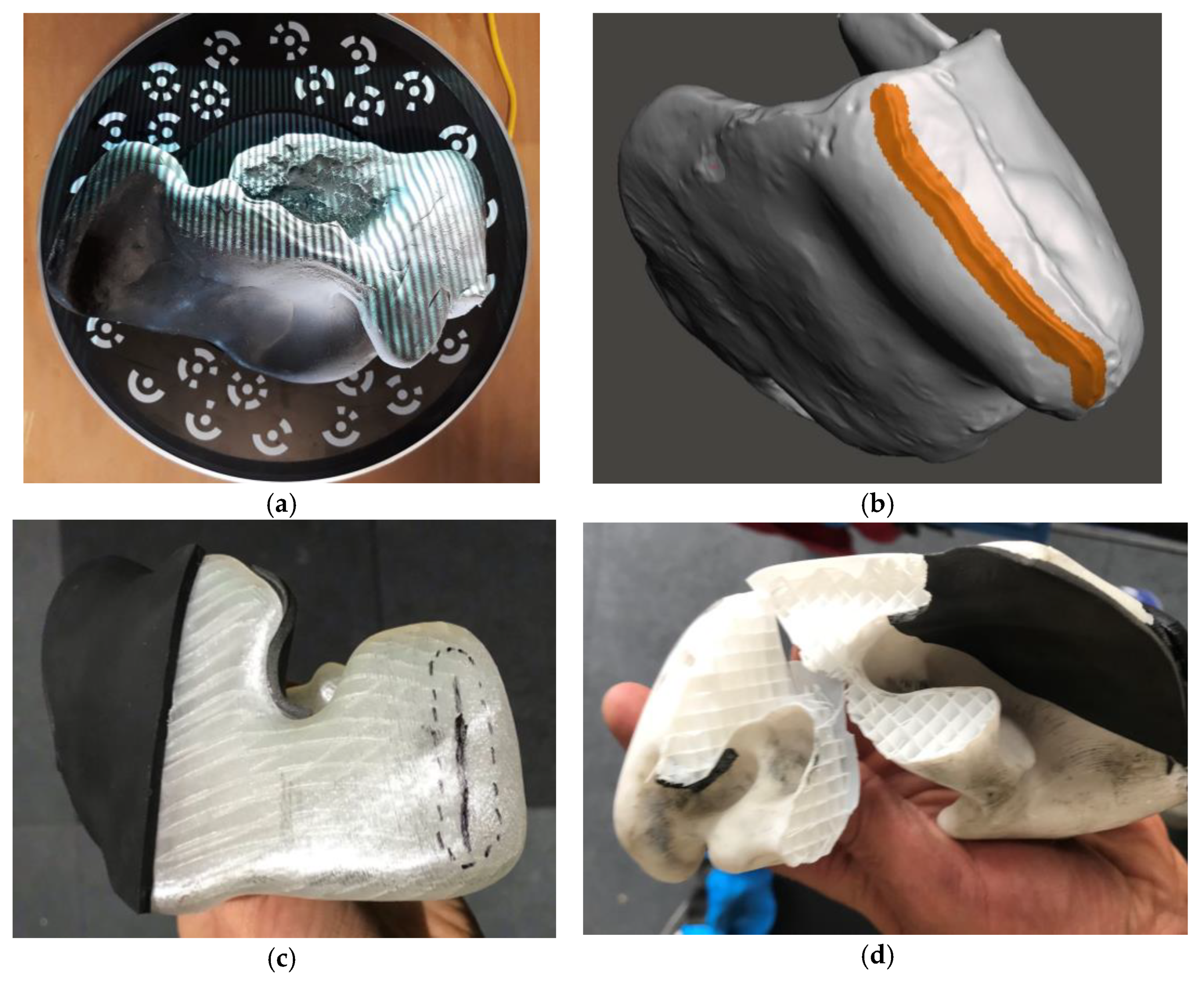
2. Materials and Methods
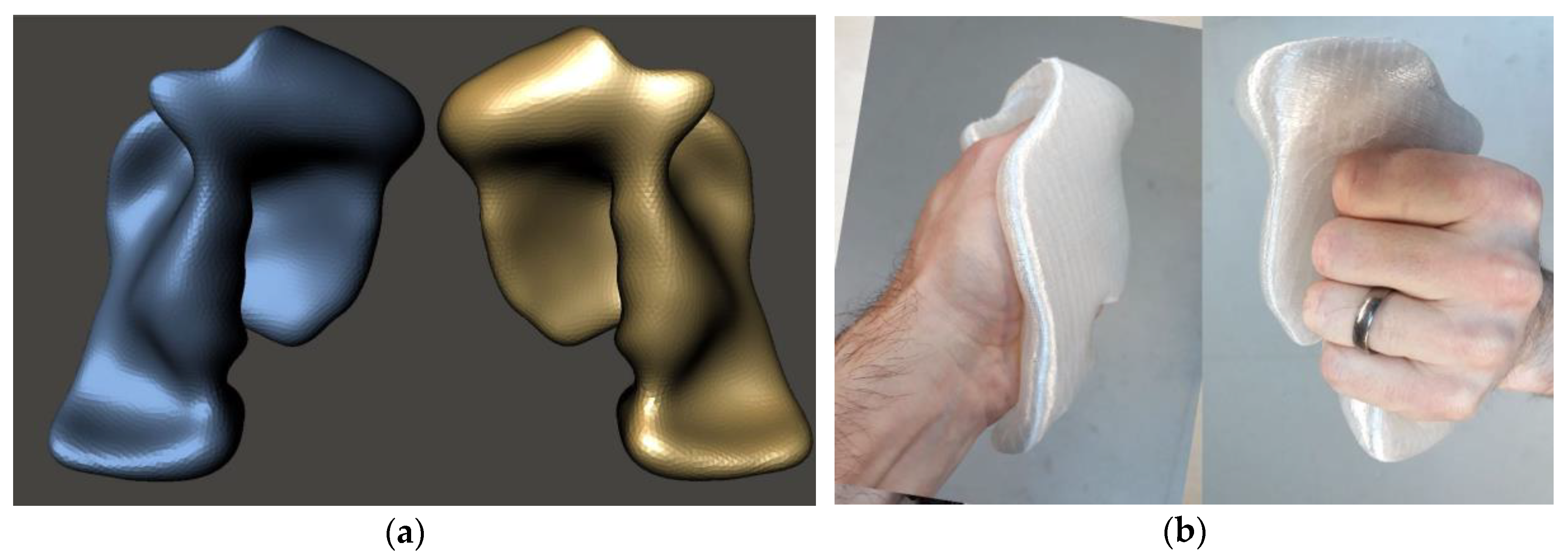
3. Results
4. Discussion
- Providing a service to produce gloves for athletes.
- The face area that contacts the push rim on the wheel can be a generic shape since push rims are a generic shape.
- The glove could be made available in generic sizes (XS/S/M/L/XL) or off a specific hand measurement to scale the glove. The supplied standard glove would then have extensive cavities where the fingers insert and around the base of the hand. This could then be filled with a soft moulding putty or mouldable thermoplastic such as the Polymorph PCL thermoplastic (Mindsets) used previously. At this point, the athlete can mould around the generic form to customise the glove to create a customised fit.
- A DIY kit: The athlete self-moulds the glove and these become the finished product.
- A fully customised 3D printed version: The athlete self-moulds the glove then returns the moulded glove in the post. Then, the moulded sections could be removed from the glove for scanning into the existing generic shape. A test pair of gloves made of thin cheap material is then posted to the athlete for test fit and confirmation they are satisfied. The definitive glove is then printed. Options of colours, weights, perforation (optional extras) can also be chosen.
- A replica set: the athlete sends in the complete existing gloves for scanning (as was outlined in this paper), followed by a test fitting and testing process where the design is iteratively refined until the fit and performance is adequate for the athlete.
5. Conclusions
References
- 3D Print. Available online: https://3dprint.com/209487/scott-crowley-3d-printed-gloves (accessed on 1 October 2019).
- Beckman Institute. Available online: https://www.youtube.com/watch?v=W8tTRX_JgJk (accessed on 1 October 2019).
- Revolution Sport. Available online: http://www.revolutionsports.ca/en-ca/shop/R%C3%A9volution-Flex-3D-Printed-Racing-Gloves-p109503065 (accessed on 1 October 2019).
- Push Mobility. Available online: https://www.pushmobility.com.au/products/ingenium-glove-size-4-black (accessed on 1 October 2019).
- Mckinsey. Available online: https://www.mckinsey.com/~/media/mckinsey/dotcom/client_service/bto/pdf/mobt32_02-09_masscustom_r4.ashx (accessed on 1 October 2019).
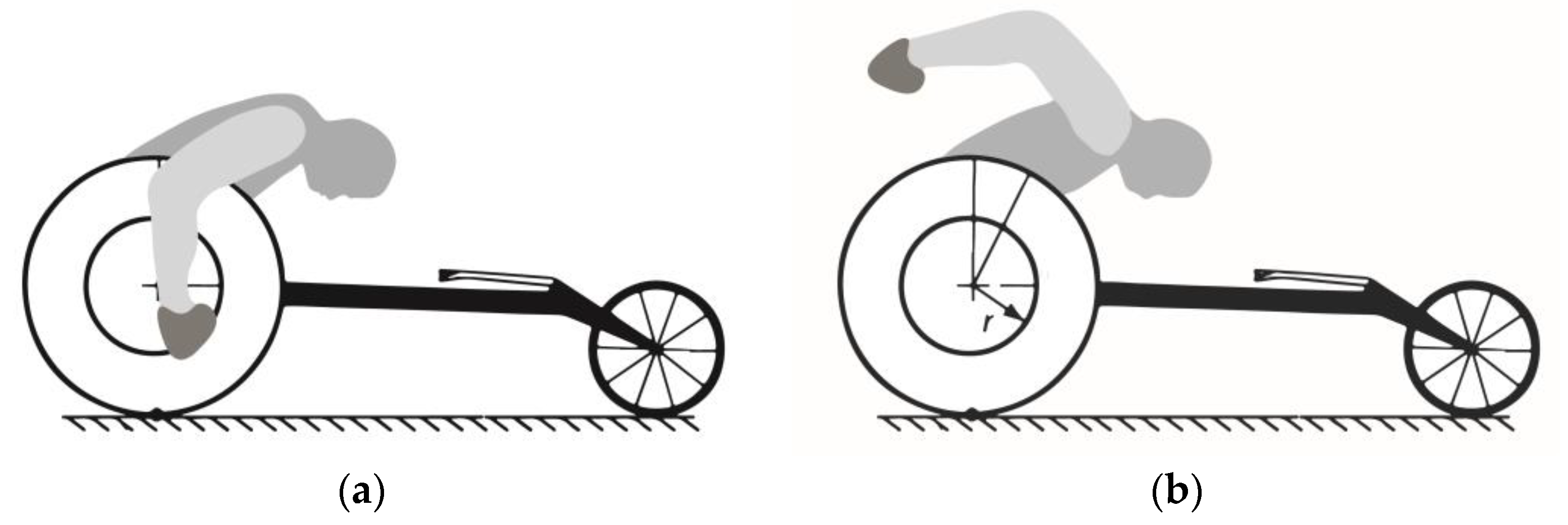
- Burton, M.; Fuss, F.K.; Subic, A. Sports Wheelchair Technologies. Sports Technol. 2010, 3, 154–167. [Google Scholar] [CrossRef]
- Masson, G.; Bégin, M.-A.; Lopez Poncelas, M.; Pelletier, S.-K.; Lessard, J.-L.; Laroche, J.; Berrigan, F.; Langelier, E.; Smeesters, C.; Rancourt, D. Contribution of limb momentum to power transfer in athletic wheelchair pushing. J. Biomech. 2016, 49, 2577–2583. [Google Scholar] [CrossRef] [PubMed]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Glove Model | Mass (g) | Cost (GBP£) | Estimated Average Power Cost (W) | Estimated Total Energy Consumption (J) |
|---|---|---|---|---|
| original | 231 | £4.40 | 3.4 | 2414 |
| Glove scan 20% infill | 79 | £1.50 | 1.2 | 825 |
| Glove scan 30% infill | 102 | £2.30 | 1.5 | 1066 |
| Glove scan 30% infill 1,2 | 114 | £2.60 | 1.7 | 1191 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Covill, D.; King, R.; Townsend, J.; Brickley, G.; Drouet, J.-M. Development of Customised Wheelchair Racing Gloves Using Digital Fabrication Techniques. Proceedings 2020, 49, 44. https://doi.org/10.3390/proceedings2020049044
Covill D, King R, Townsend J, Brickley G, Drouet J-M. Development of Customised Wheelchair Racing Gloves Using Digital Fabrication Techniques. Proceedings. 2020; 49(1):44. https://doi.org/10.3390/proceedings2020049044
Chicago/Turabian StyleCovill, Derek, Rob King, Joe Townsend, Gary Brickley, and Jean-Marc Drouet. 2020. "Development of Customised Wheelchair Racing Gloves Using Digital Fabrication Techniques" Proceedings 49, no. 1: 44. https://doi.org/10.3390/proceedings2020049044
APA StyleCovill, D., King, R., Townsend, J., Brickley, G., & Drouet, J.-M. (2020). Development of Customised Wheelchair Racing Gloves Using Digital Fabrication Techniques. Proceedings, 49(1), 44. https://doi.org/10.3390/proceedings2020049044