A Laser-Machined Stainless-Steel Micro-Scanner for Confocal Microscopy †

 ,
,
Abstract
:1. Introduction
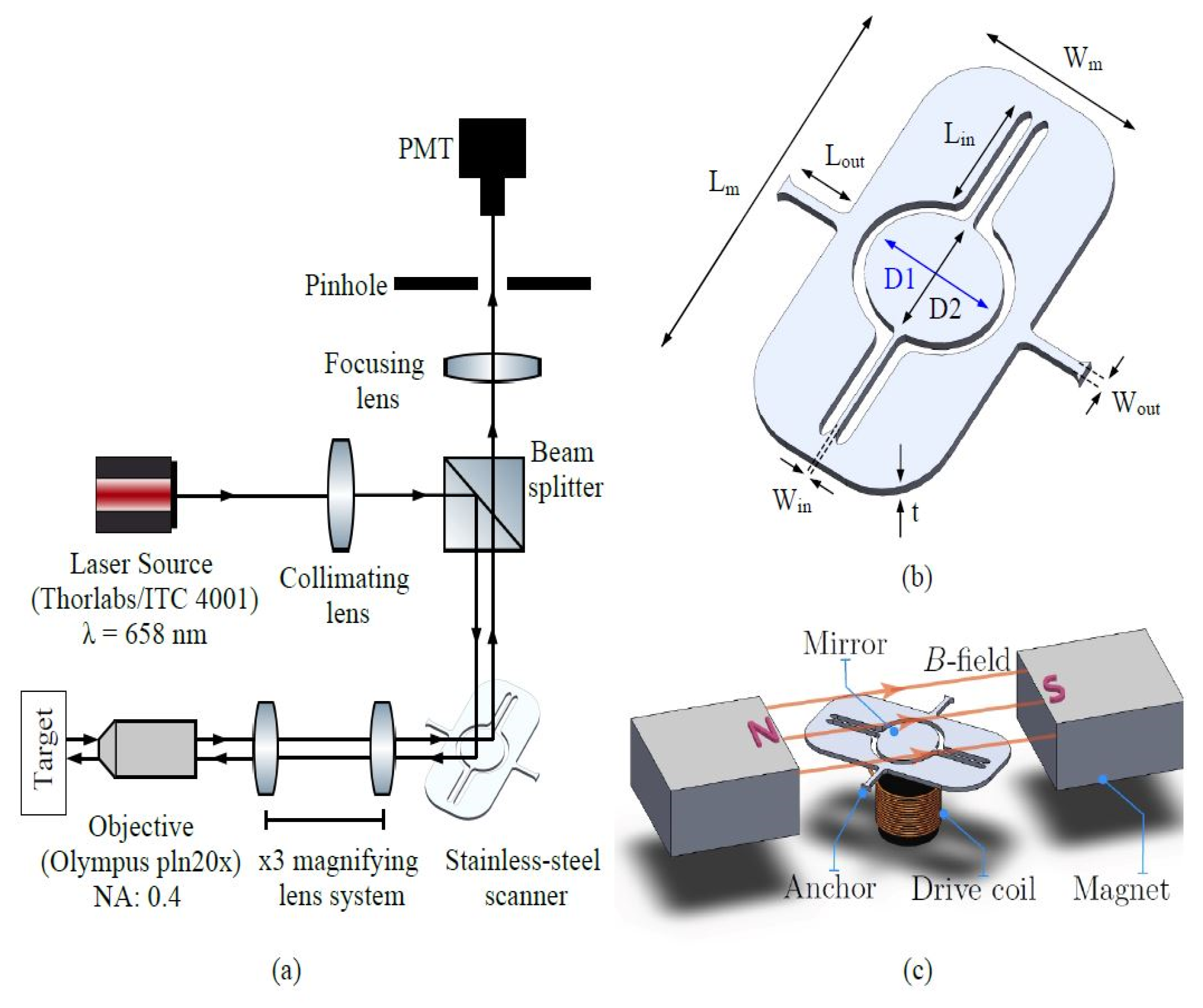
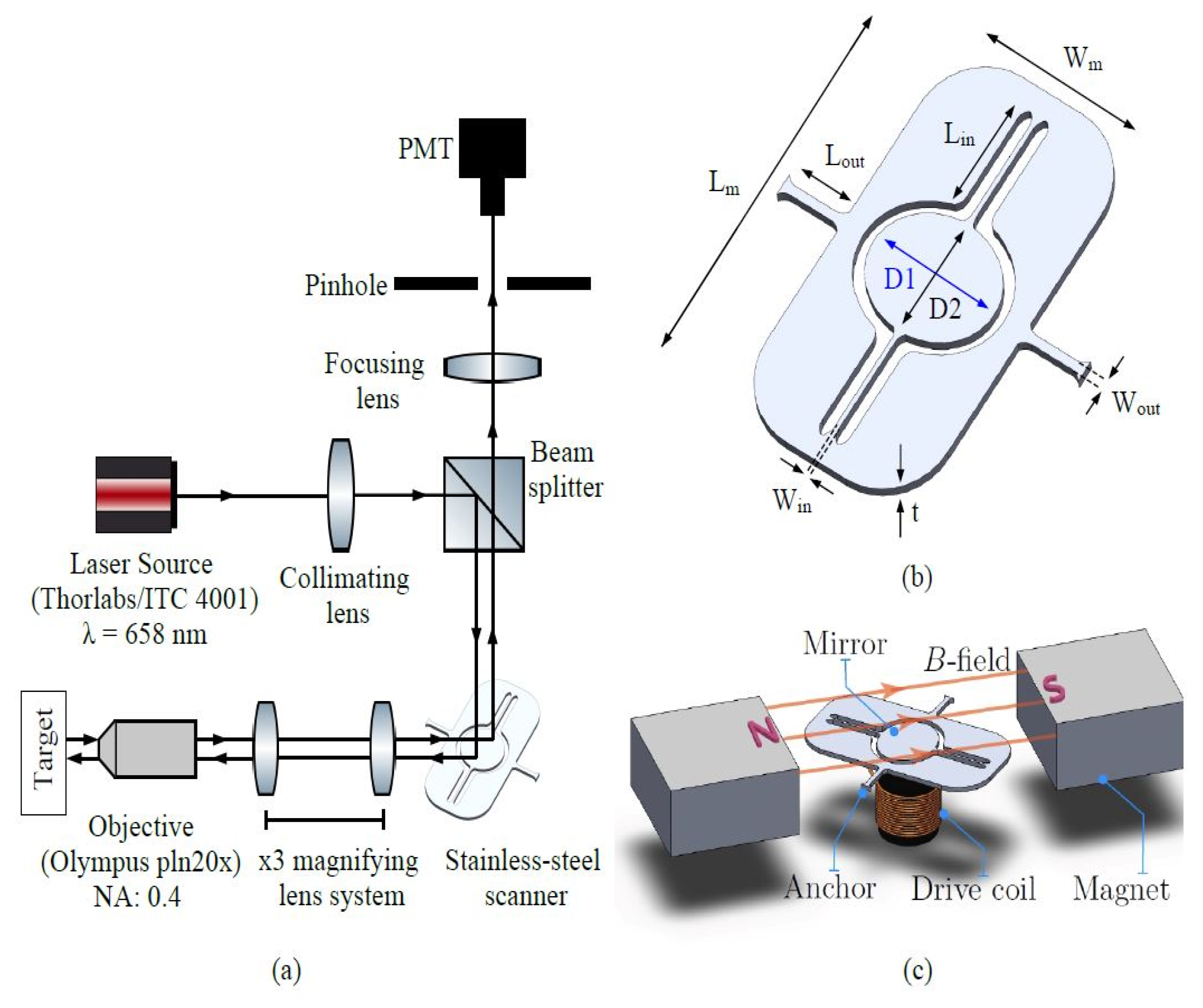
2. Optical Design
3. Mechanical Design
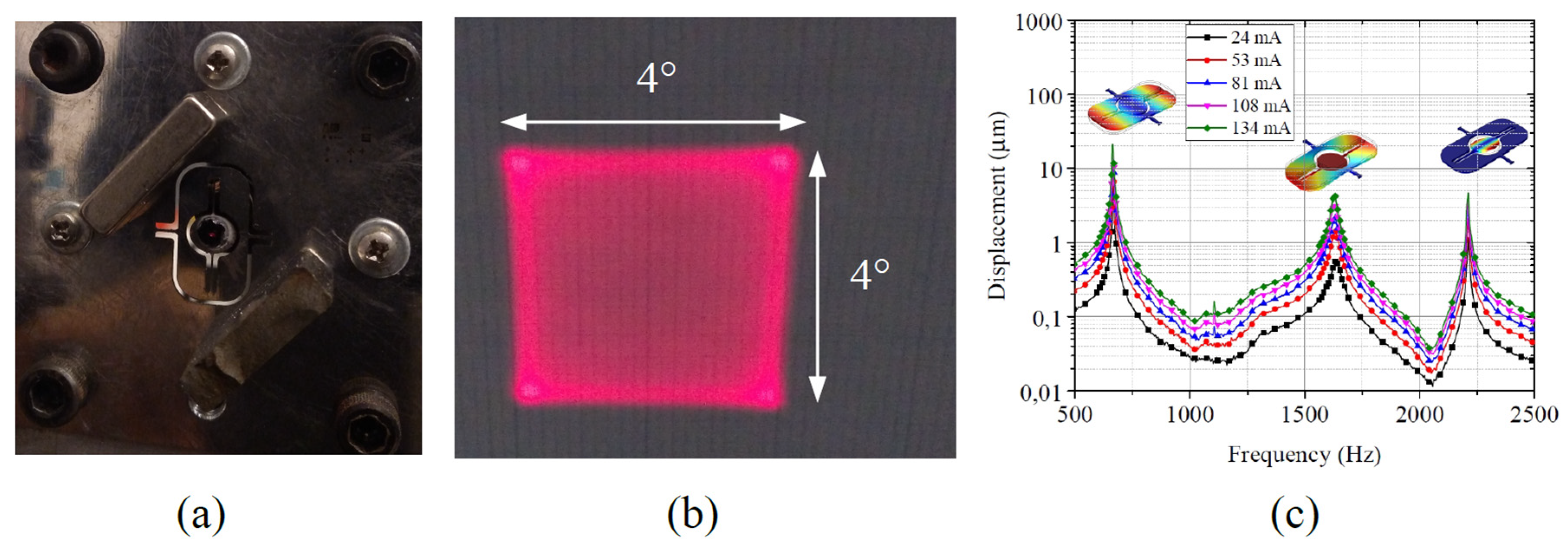
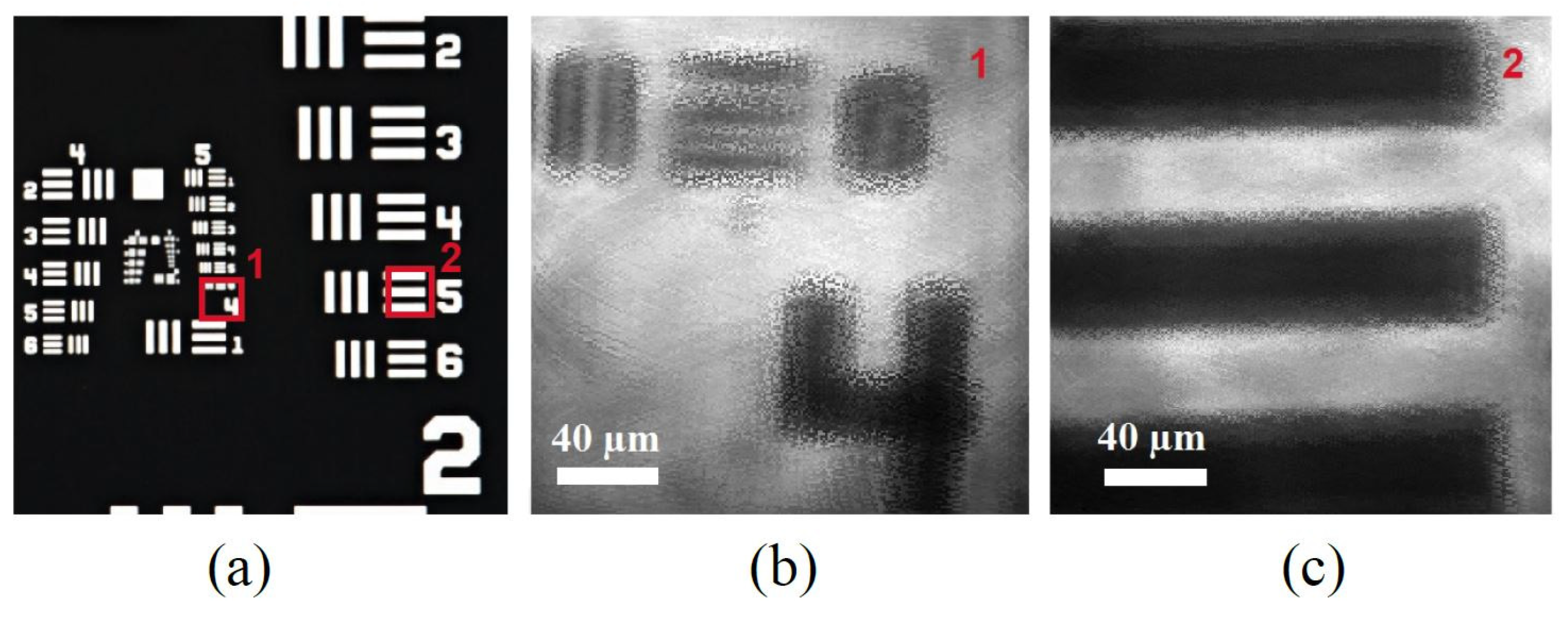
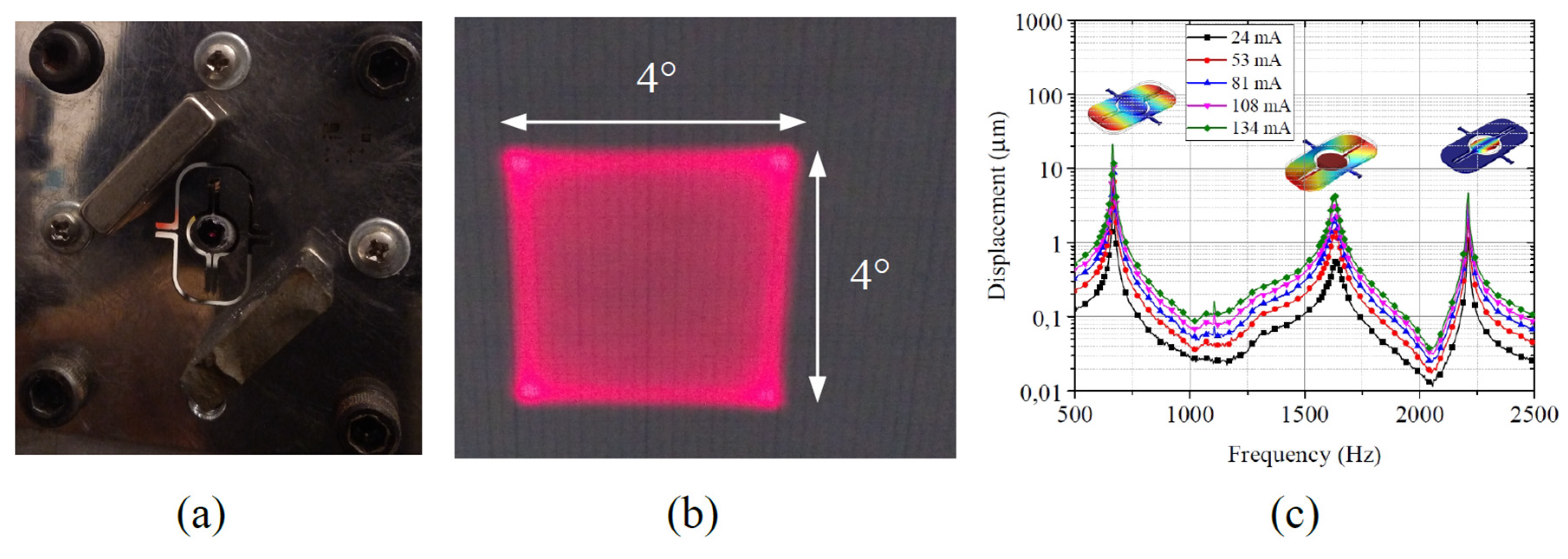
4. Experimental Results
5. Conclusions
Acknowledgments
Conflicts of Interest
References
- Minsky, M. Confocal Scanning Microscope. U.S. Patent US5734497 A, 31 March 1955. [Google Scholar]
- Wang, T.D.; Contag, C.H.; Mandella, M.J.; Chan, N.; Kino, G.S. Dual Axes Confocal Microspcopy with post-objective scanning and low-coherence heterodyne detection. Opt. Lett. 2003, 28, 1915–1917. [Google Scholar] [CrossRef]
- Zipfel, W.R.; Williams, R.M.; Webb, W.W. Nonlinear magic: Multiphoton microscopy in the biosciences. Nat. Biotechnol. 2003, 21, 1369–1377. [Google Scholar] [CrossRef]
- Hoy, C.L.; Ferhanoglu, O.; Yildirim, M.; Piyawattanametha, W.; Ra, H.; Solgaard, O.; Ben-Yakar, A. Optical design and imaging performance testing of a 9.6-mm diameter femtosecond laser microsurgery probe. Opt. Express 2011, 19, 10536–10552. [Google Scholar]
- Rivera, D.R.; Brown, C.M.; Ouzounov, D.G.; Pavlova, I.; Kobat, D.; Webb, W.W.; Xu, C. Compact and flexible raster scanning multiphoton endoscope capable of imaging unstained tissue. Proc. Natl. Acad. Sci. USA 2011, 108, 17598–17603. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
| 6 | 5 | 5 | 0.25 | 3 | 0.4 | 17.1 | 8 | 0.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Oyman, H.A.; Icel, M.A.; Efe, B.C.; Gokdel, Y.D.; Ferhanoglu, O.; Yalcinkaya, A.D. A Laser-Machined Stainless-Steel Micro-Scanner for Confocal Microscopy. Proceedings 2017, 1, 564. https://doi.org/10.3390/proceedings1040564
Oyman HA, Icel MA, Efe BC, Gokdel YD, Ferhanoglu O, Yalcinkaya AD. A Laser-Machined Stainless-Steel Micro-Scanner for Confocal Microscopy. Proceedings. 2017; 1(4):564. https://doi.org/10.3390/proceedings1040564
Chicago/Turabian StyleOyman, H. A., M. A. Icel, B. C. Efe, Y. D. Gokdel, O. Ferhanoglu, and A. D. Yalcinkaya. 2017. "A Laser-Machined Stainless-Steel Micro-Scanner for Confocal Microscopy" Proceedings 1, no. 4: 564. https://doi.org/10.3390/proceedings1040564
APA StyleOyman, H. A., Icel, M. A., Efe, B. C., Gokdel, Y. D., Ferhanoglu, O., & Yalcinkaya, A. D. (2017). A Laser-Machined Stainless-Steel Micro-Scanner for Confocal Microscopy. Proceedings, 1(4), 564. https://doi.org/10.3390/proceedings1040564