
A Multiscale Accuracy Degradation Prediction Method of Planetary Roller Screw Mechanism Based on Fractal Theory Considering Thread Surface Roughness

Abstract
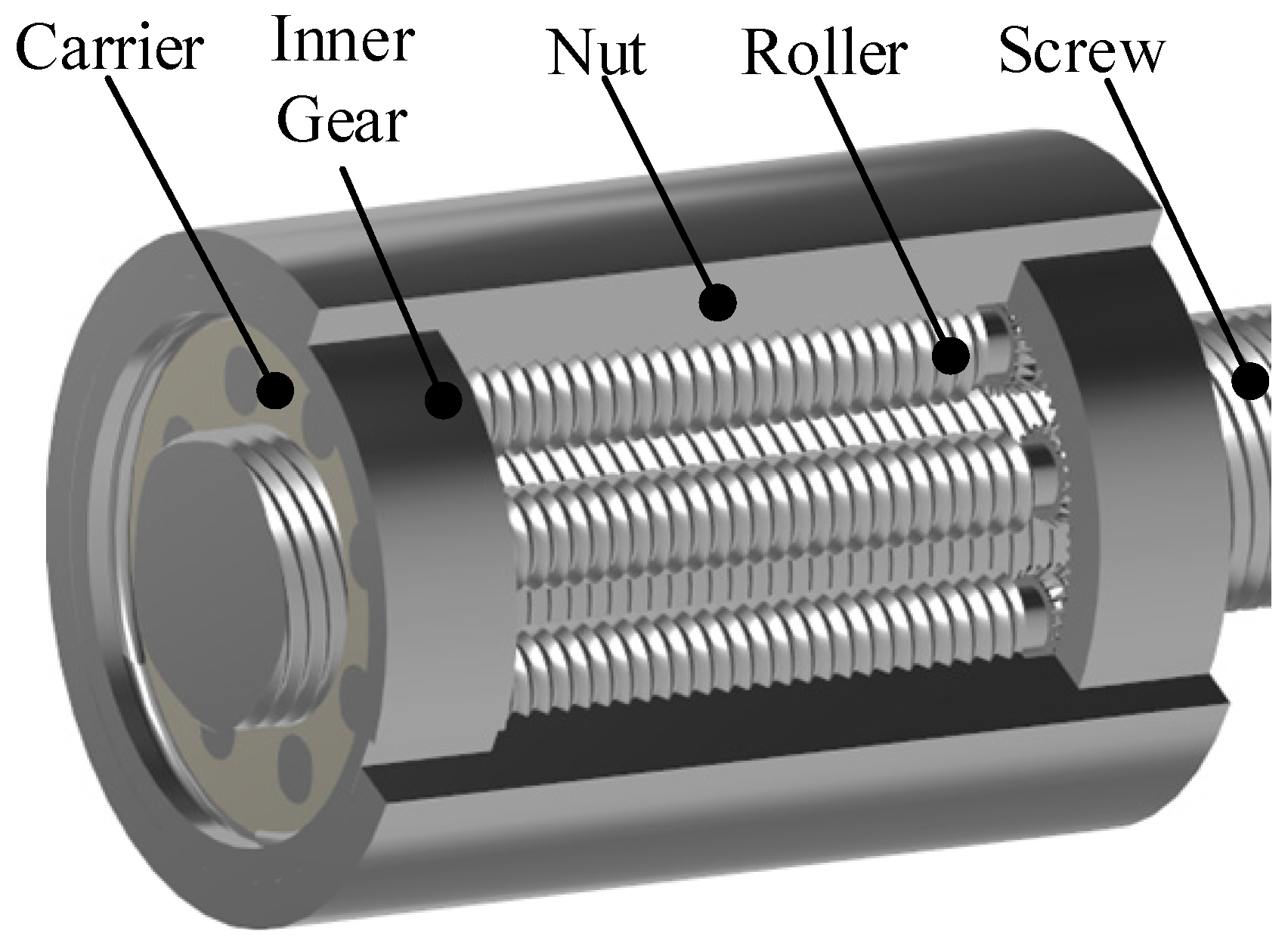
:1. Introduction
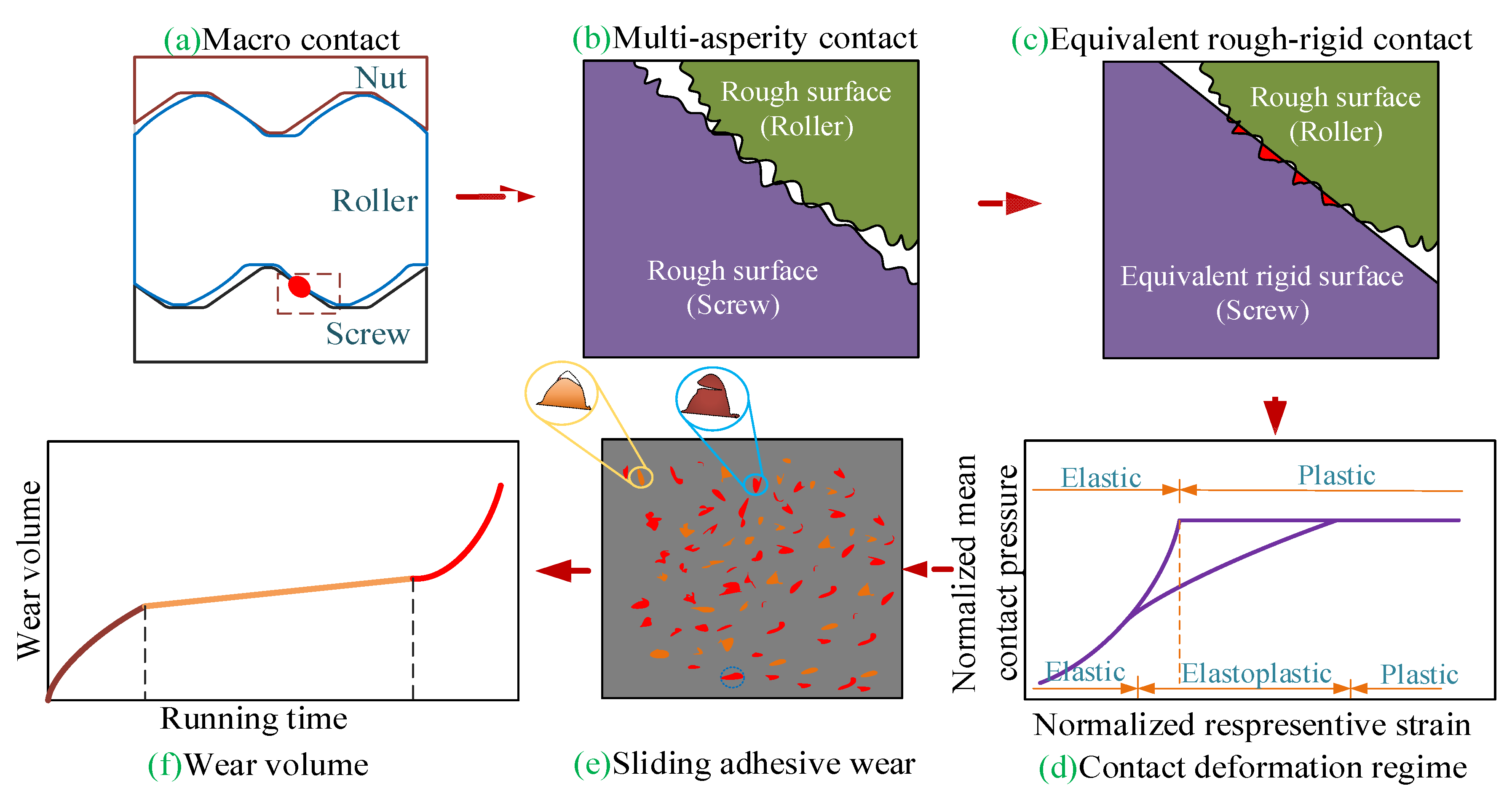
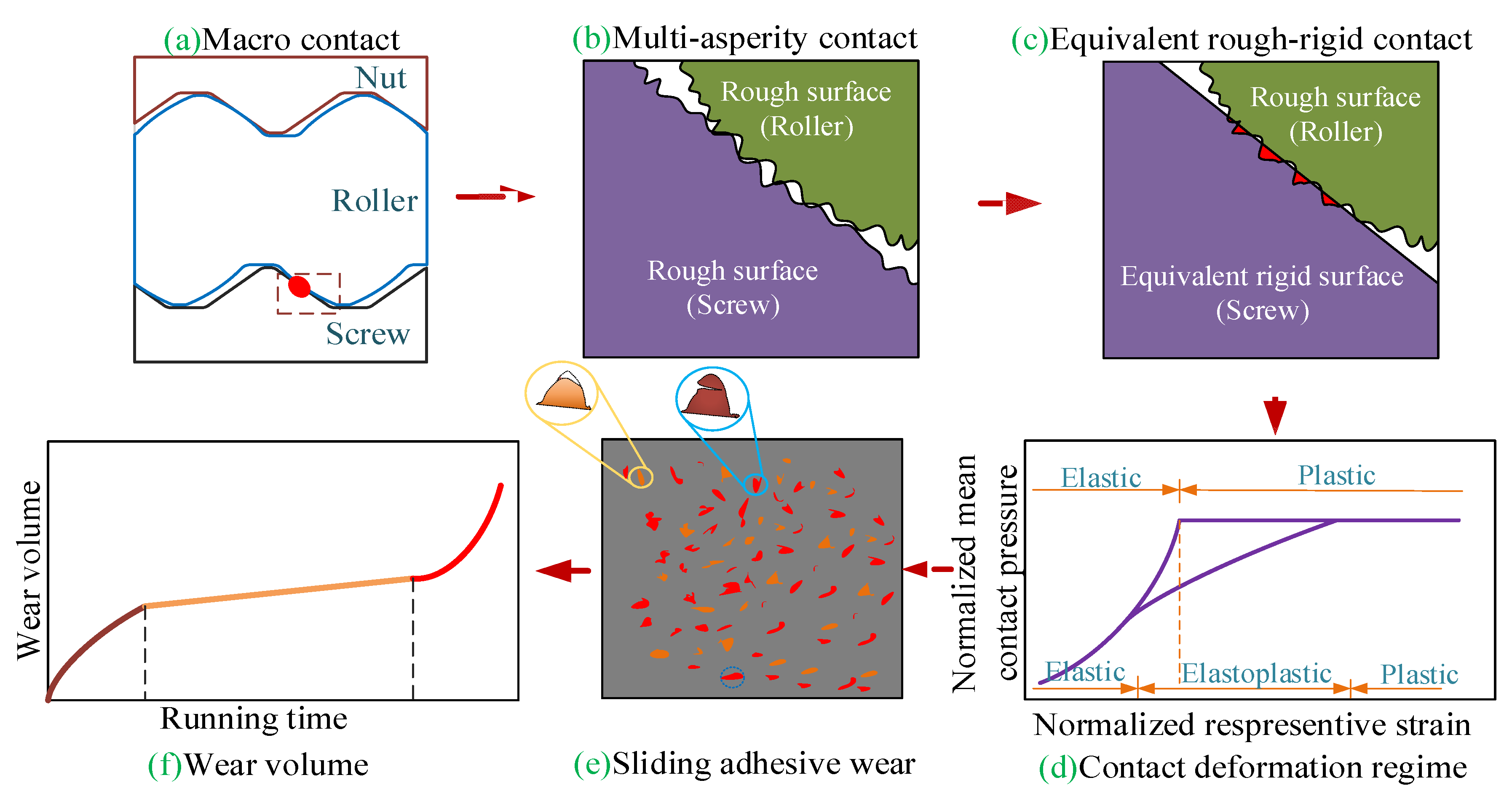
2. Multiscale Adhesive Wear Model
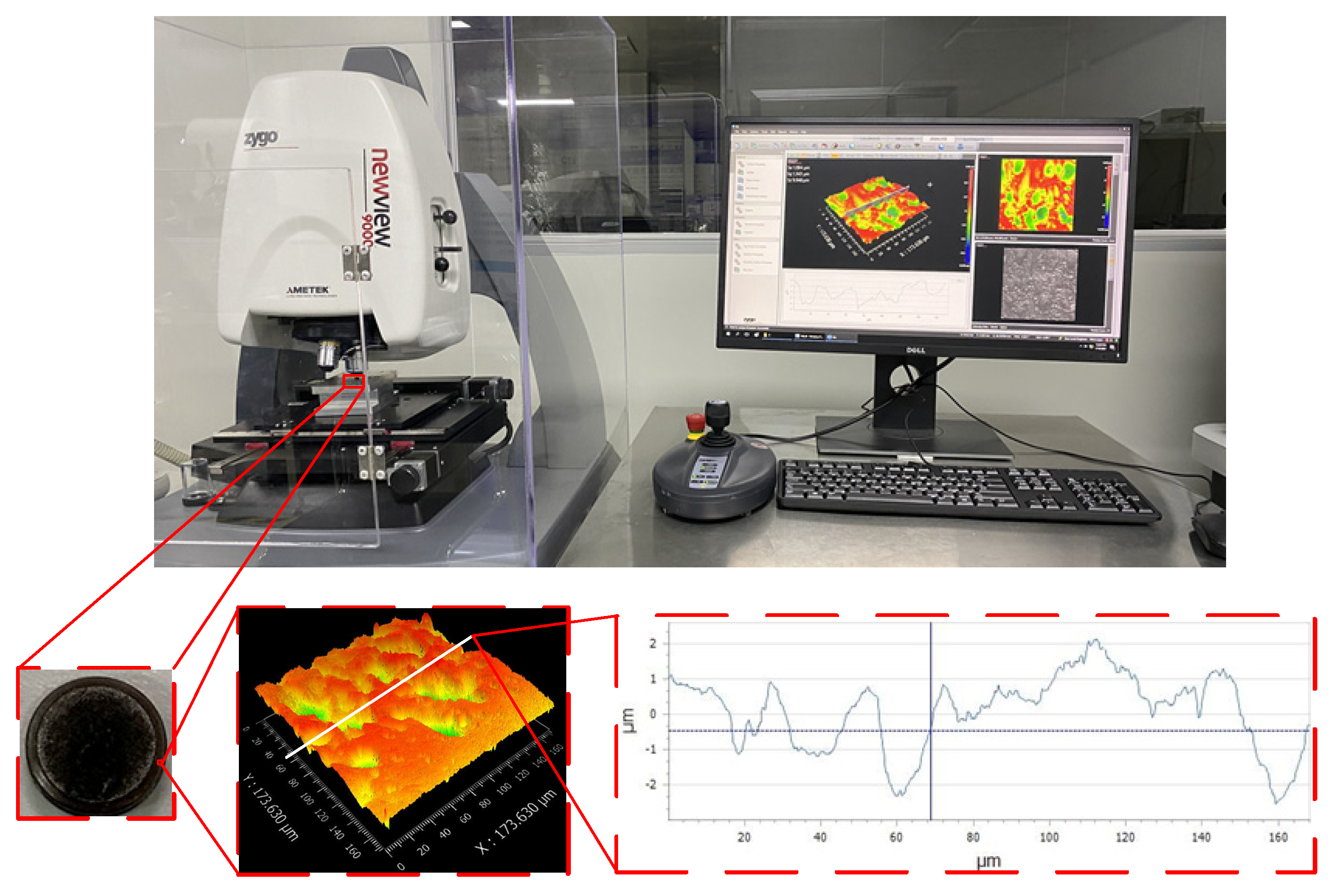
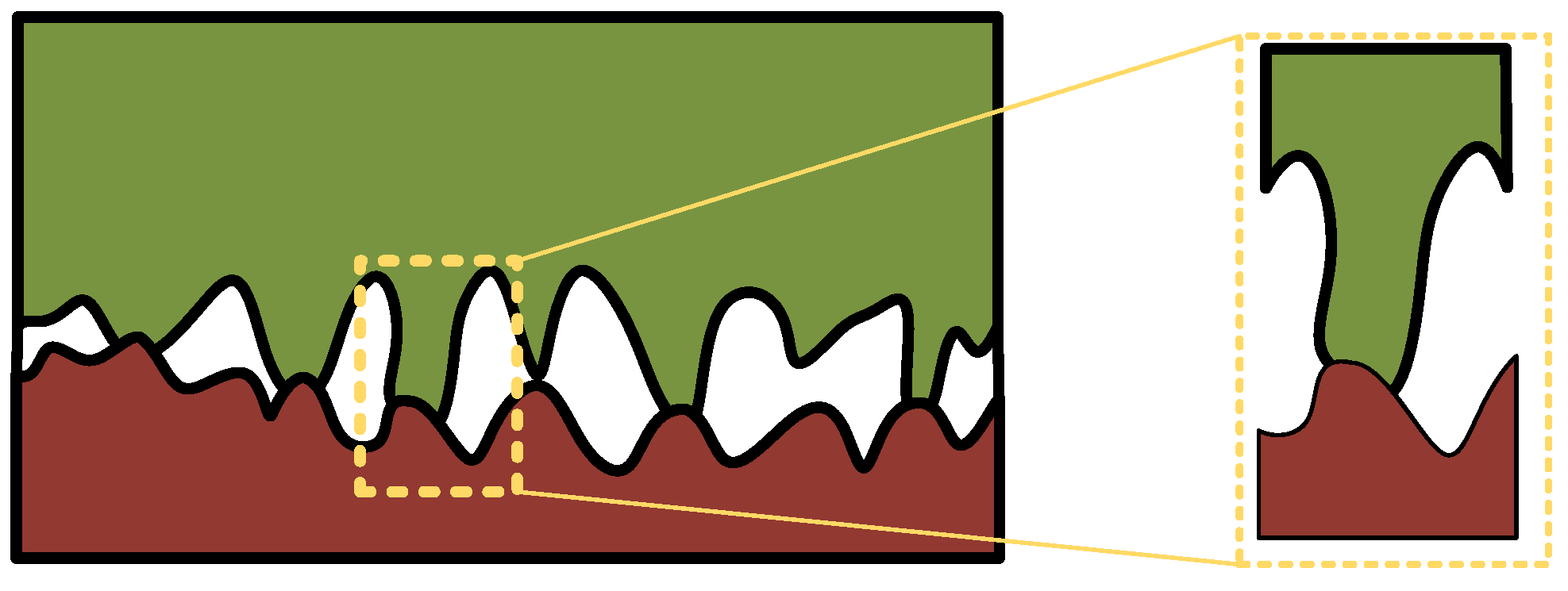
2.1. Rough Surface Characterization
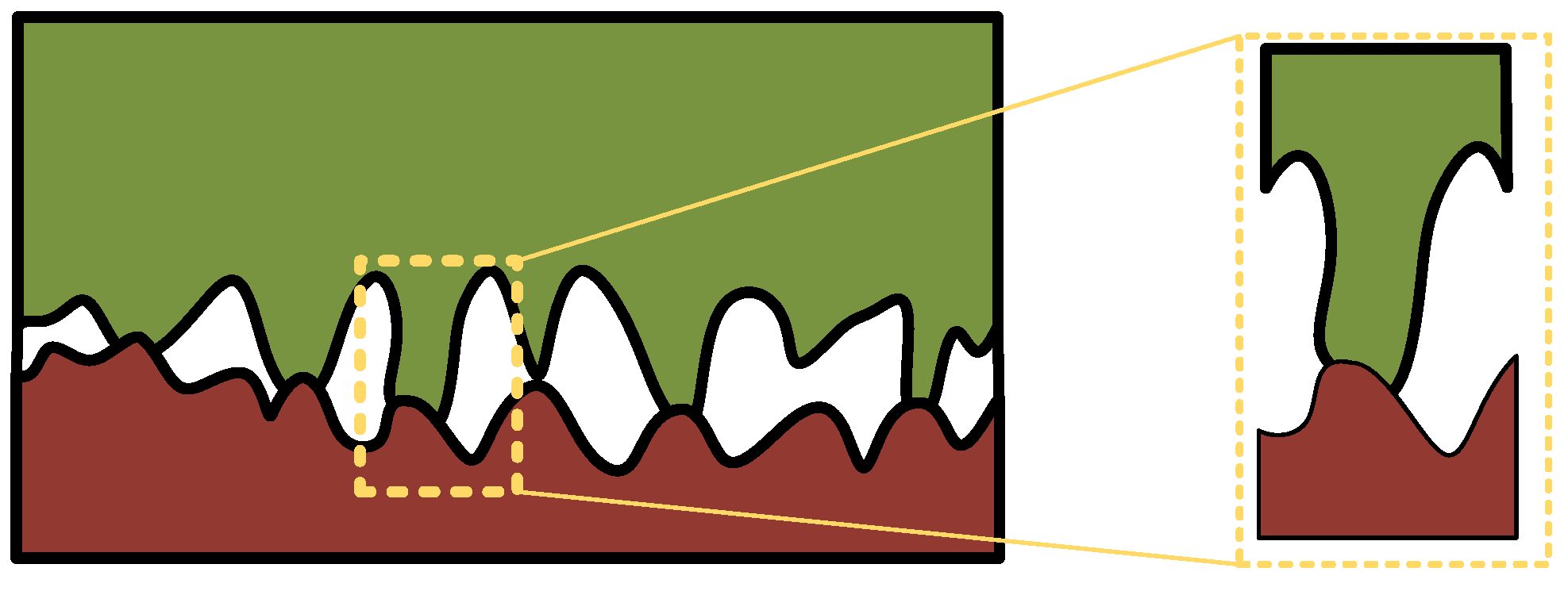
2.2. Multiscale Contact Mechanic Models
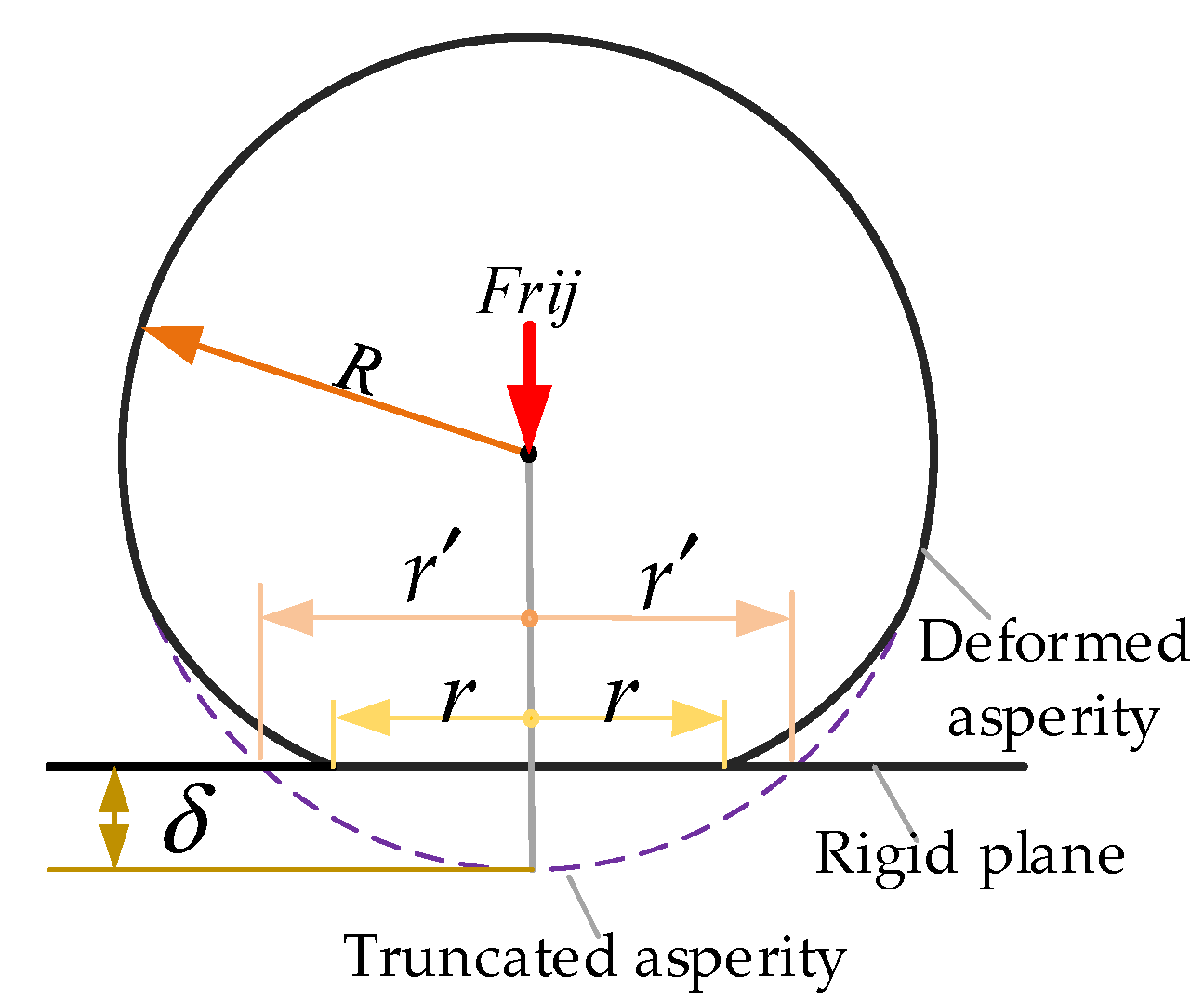
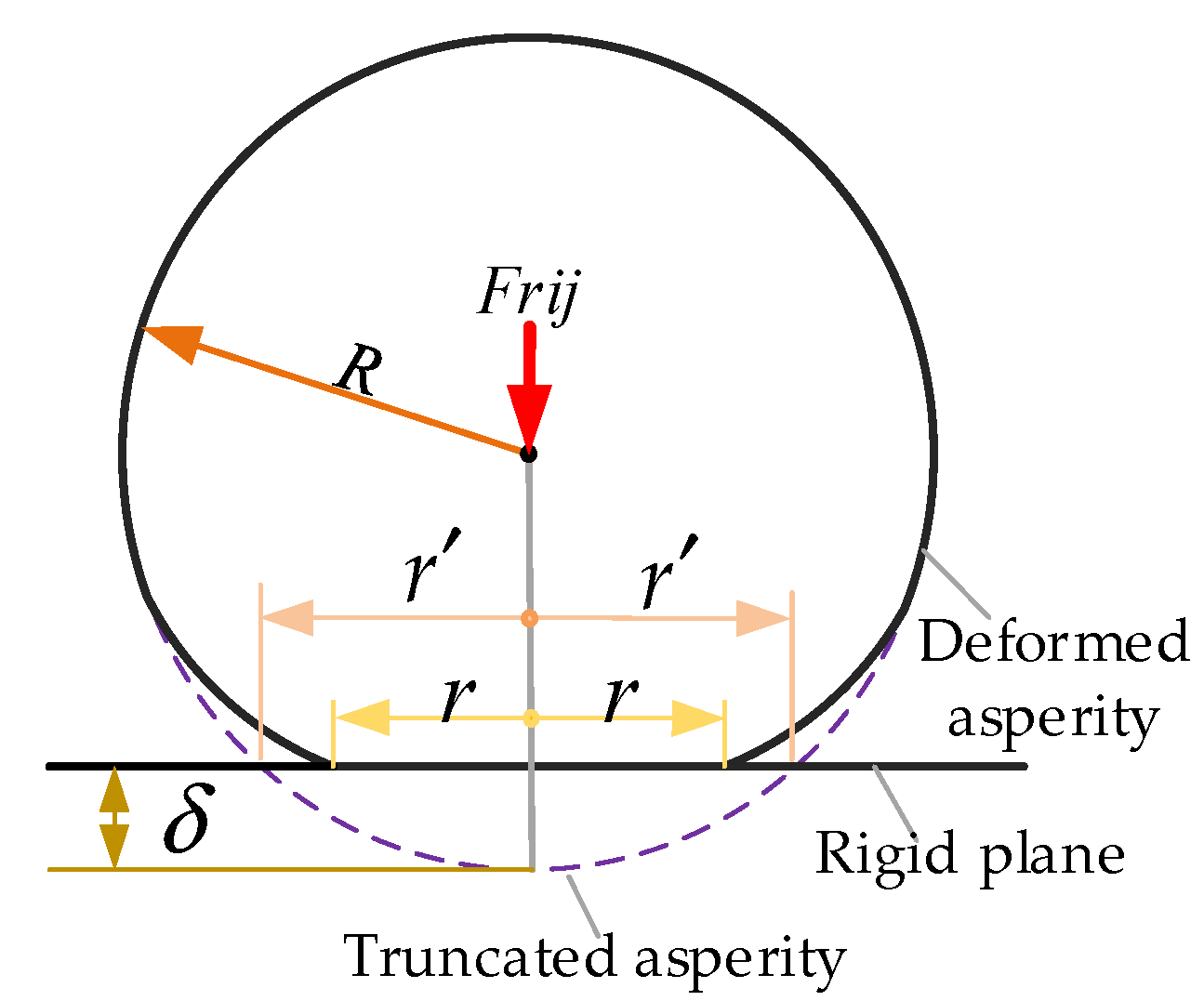
2.2.1. Single Asperity Contact
2.2.2. Multi-Asperity Contacts
- (1)
- When , the contact regimes are in full plastic deformation and the actual contact area and contact force can be written as:
- (2)
- When , the contact regimes include the plastic and second elastoplastic deformations, and the actual contact area and contact force can be expressed by:
- (3)
- When , the contact regimes include the plastic, second elastoplastic and first elastoplastic deformations, and the actual contact area and contact force can be defined as follows:
- (4)
- When , the contact regimes include the plastic, second elastoplastic, first elastoplastic and elastic deformations, and the actual contact area and contact force can be written as:where, is the truncated area and .
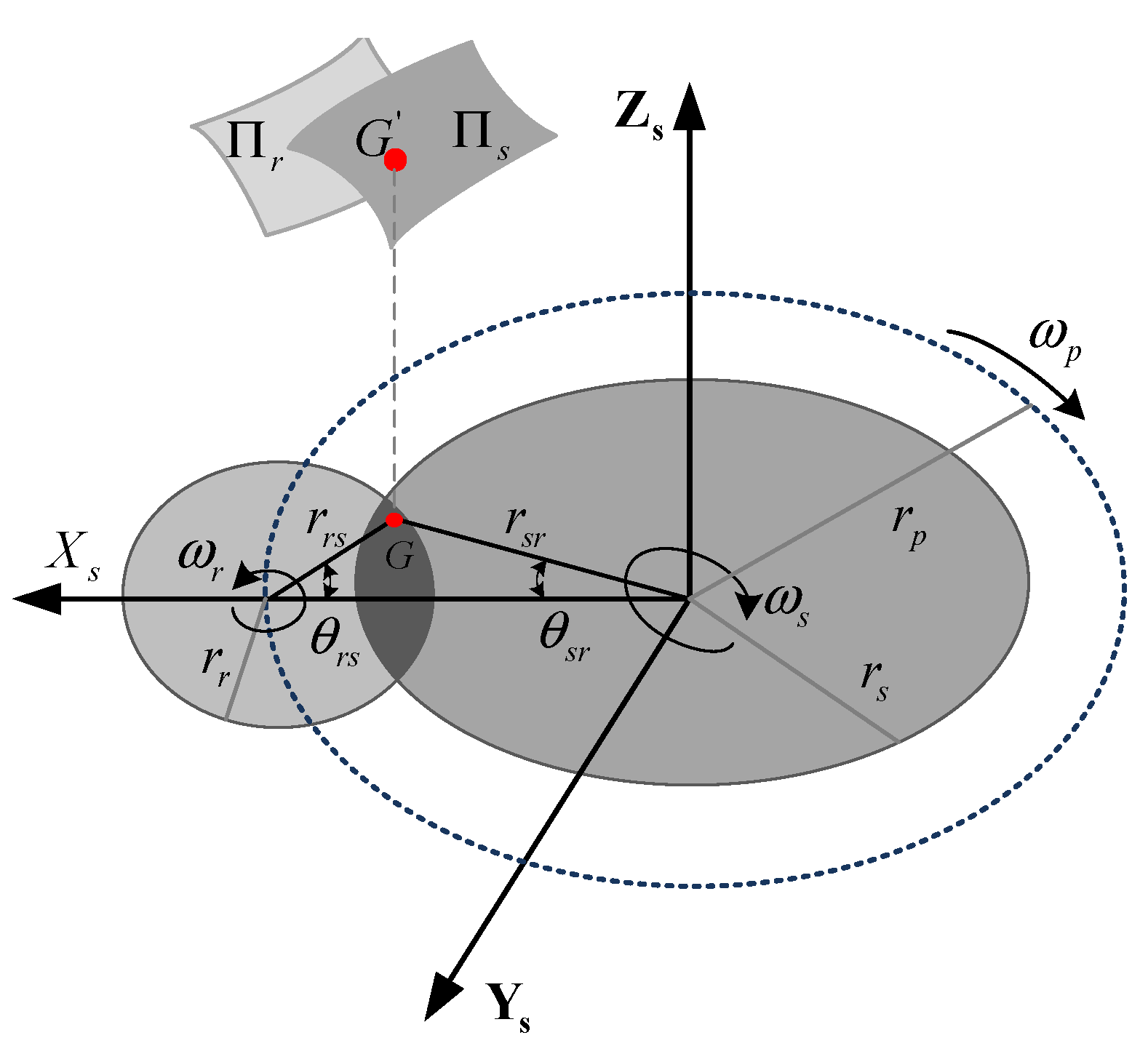
2.3. Macro Contact Forces
2.4. Relative Sliding Velocity and Distance
2.5. Extended Multiscale Wear Volume and Precision Loss Model
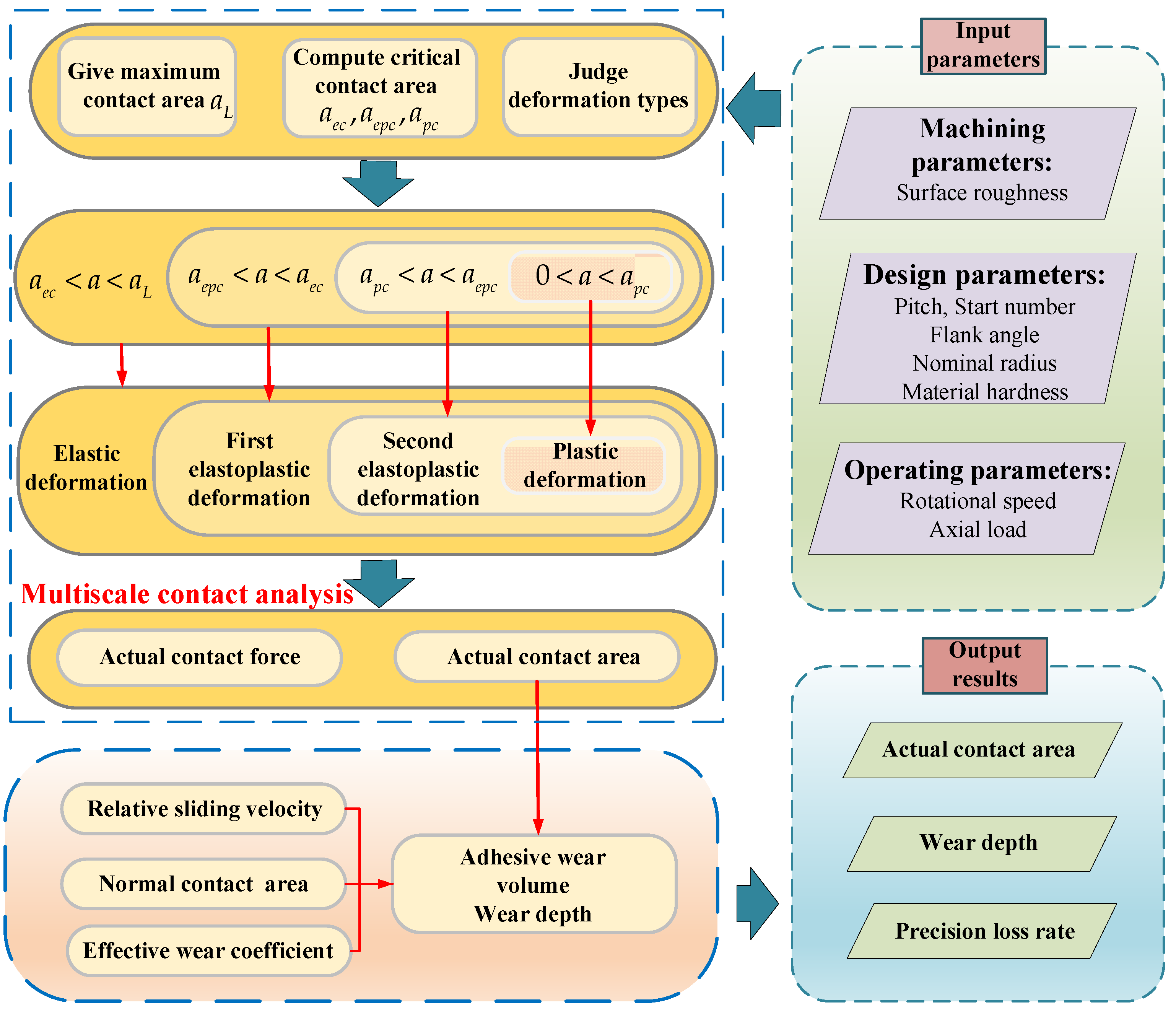
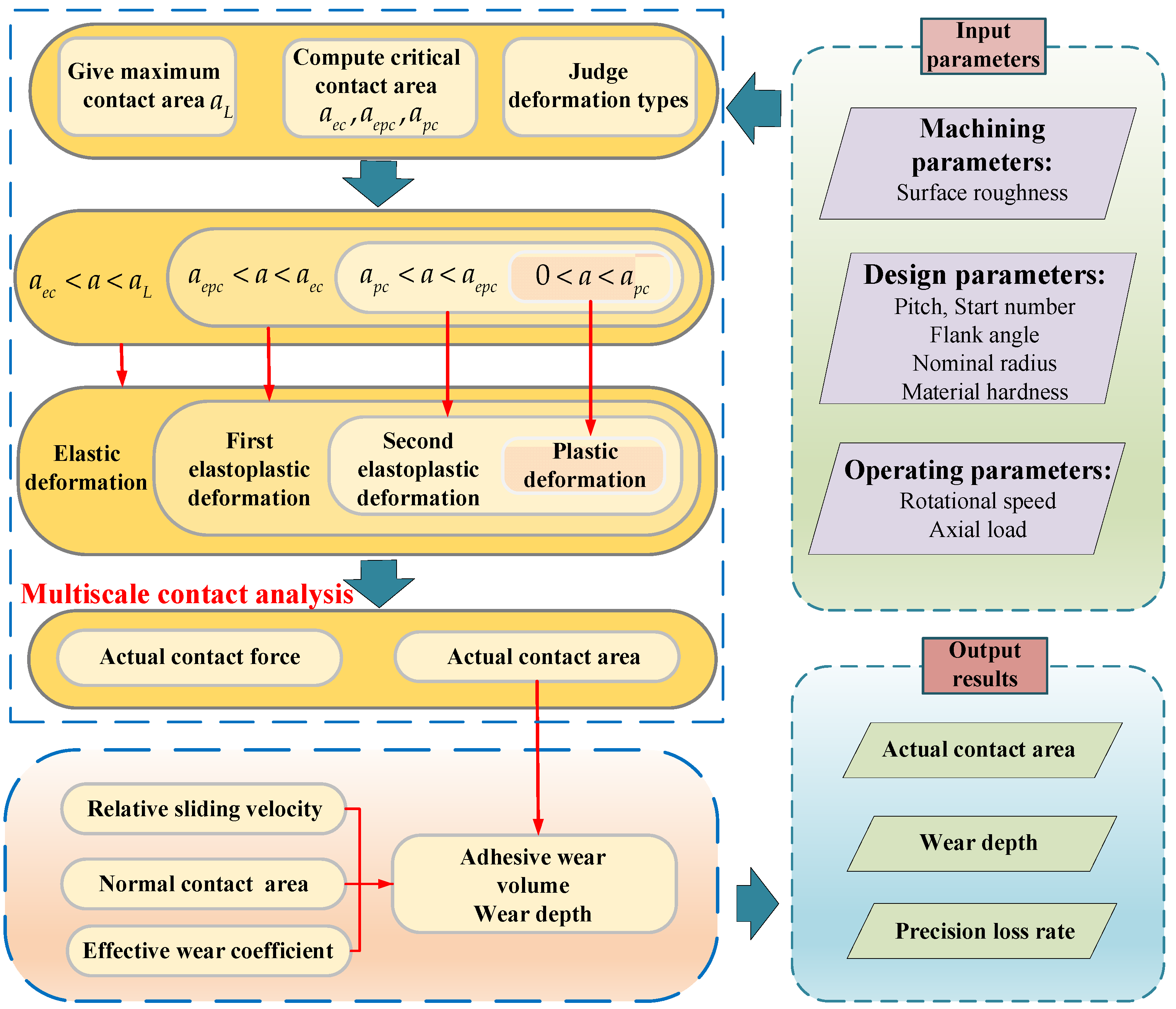
2.6. Numerical Implementation
- (1)
- Input machining parameters, design parameters and operating conditions;
- (2)
- Given the maximum contact area of single asperity ;
- (3)
- Calculate the elastic critical contact area aec, elastoplastic critical contact area aepc and plastic contact area apc according to Equations (10) and (11);
- (4)
- Judge the contact regime. If , the microcontact is the fully plastic deformation. If , the microcontacts include the fully plastic and second elastoplastic deformations. If , the microcontacts consist of the fully plastic, second elastoplastic and first elastoplastic deformations. If , the microcontacts include the fully plastic, second elastoplastic, first elastoplastic and elastic deformations;
- (5)
- Compute the total actual contact area and contact force by Equations (21)–(24). If , then reassign the maximum contact area of single asperity and jump to step (2) to recalculate the total actual contact force until ;
- (6)
- Calculate the relative sliding velocity, effective wear coefficient and elliptical contact area according to Equations (30), (33) and (35);
- (7)
- Compute the wear depth, precision loss and precision loss rate by Equations (34), (37) and (38);
- (8)
- Output the total actual contact area, wear depth and precision loss rate.
3. Result and Discussion
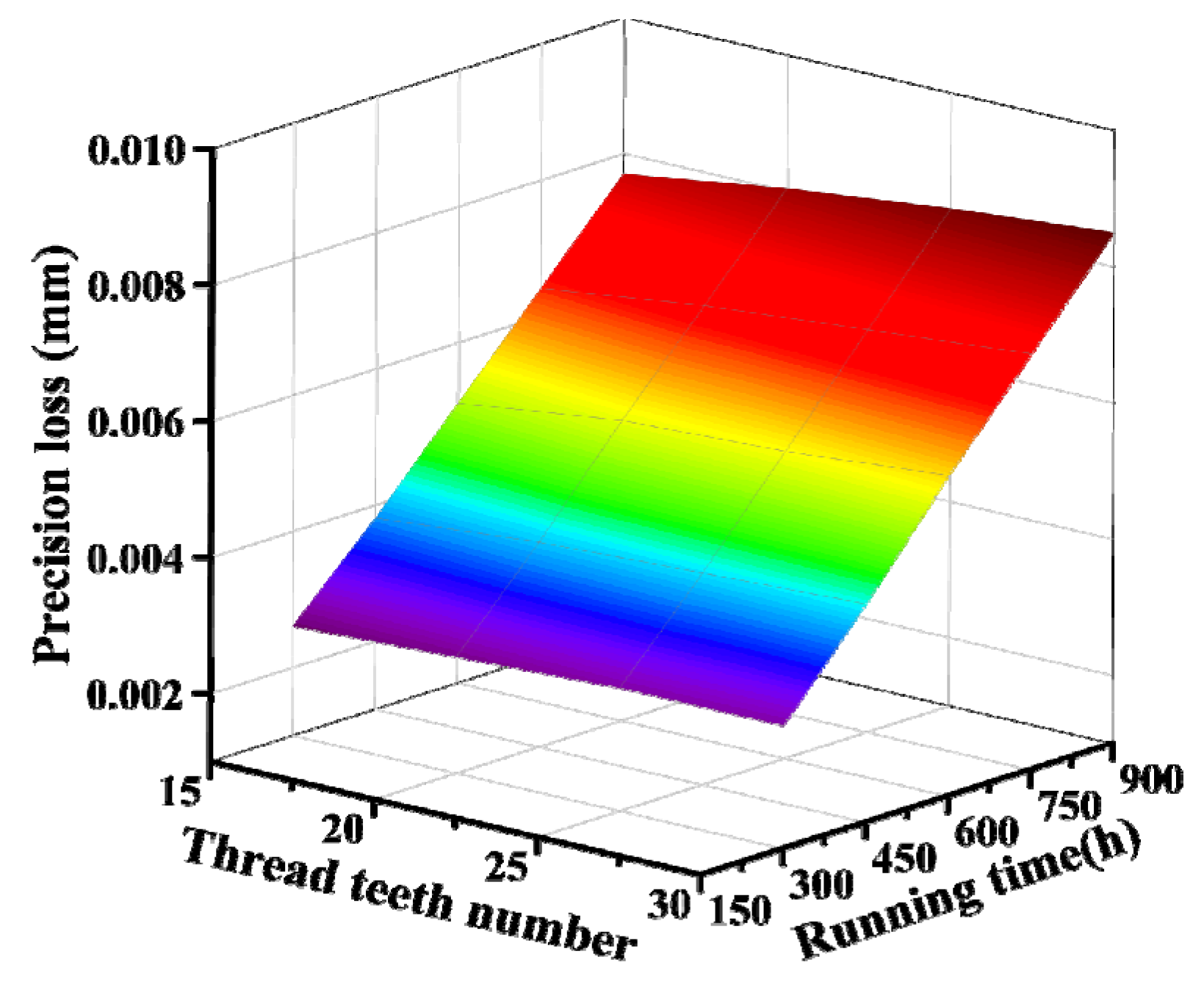
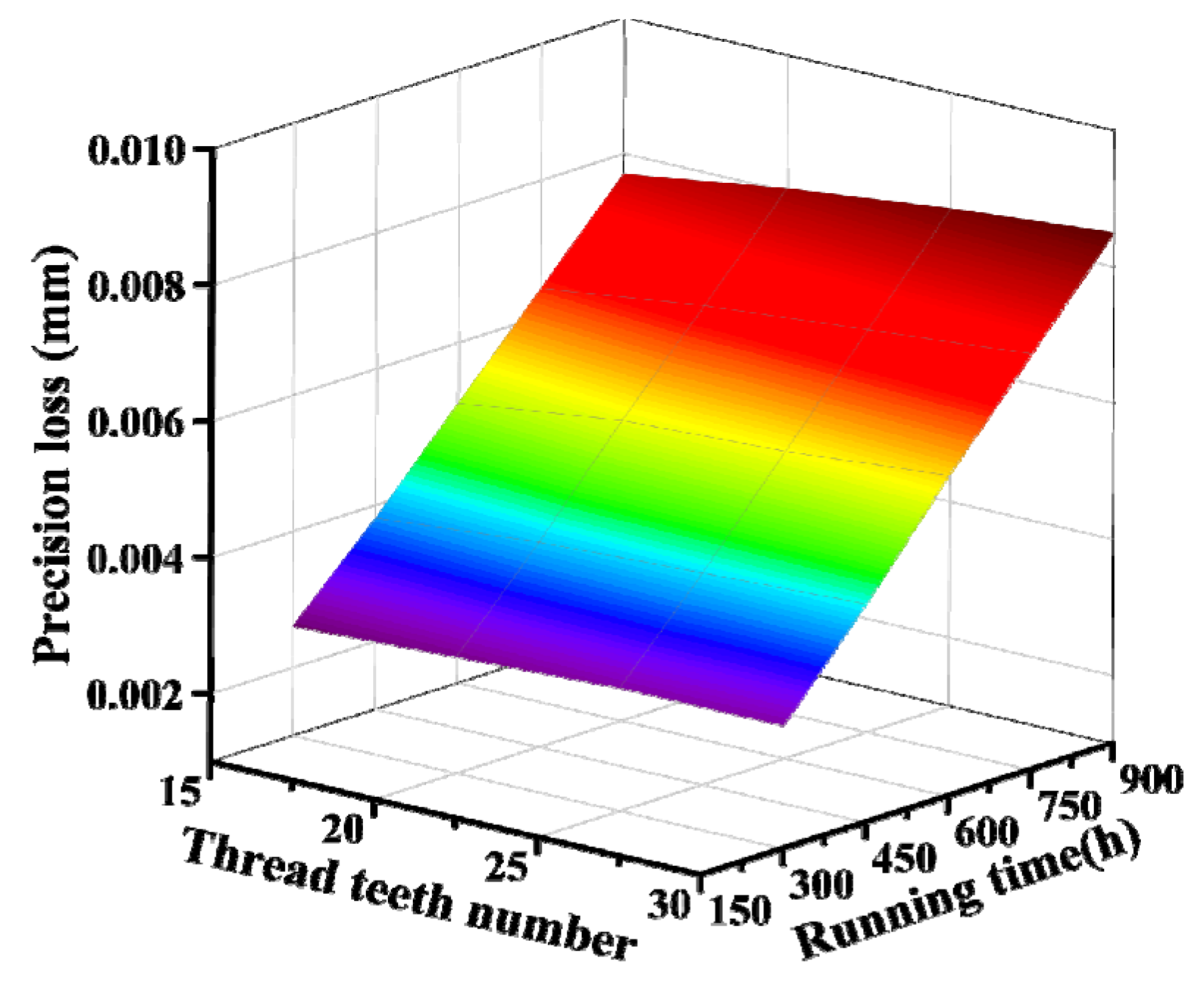
3.1. Precision Loss
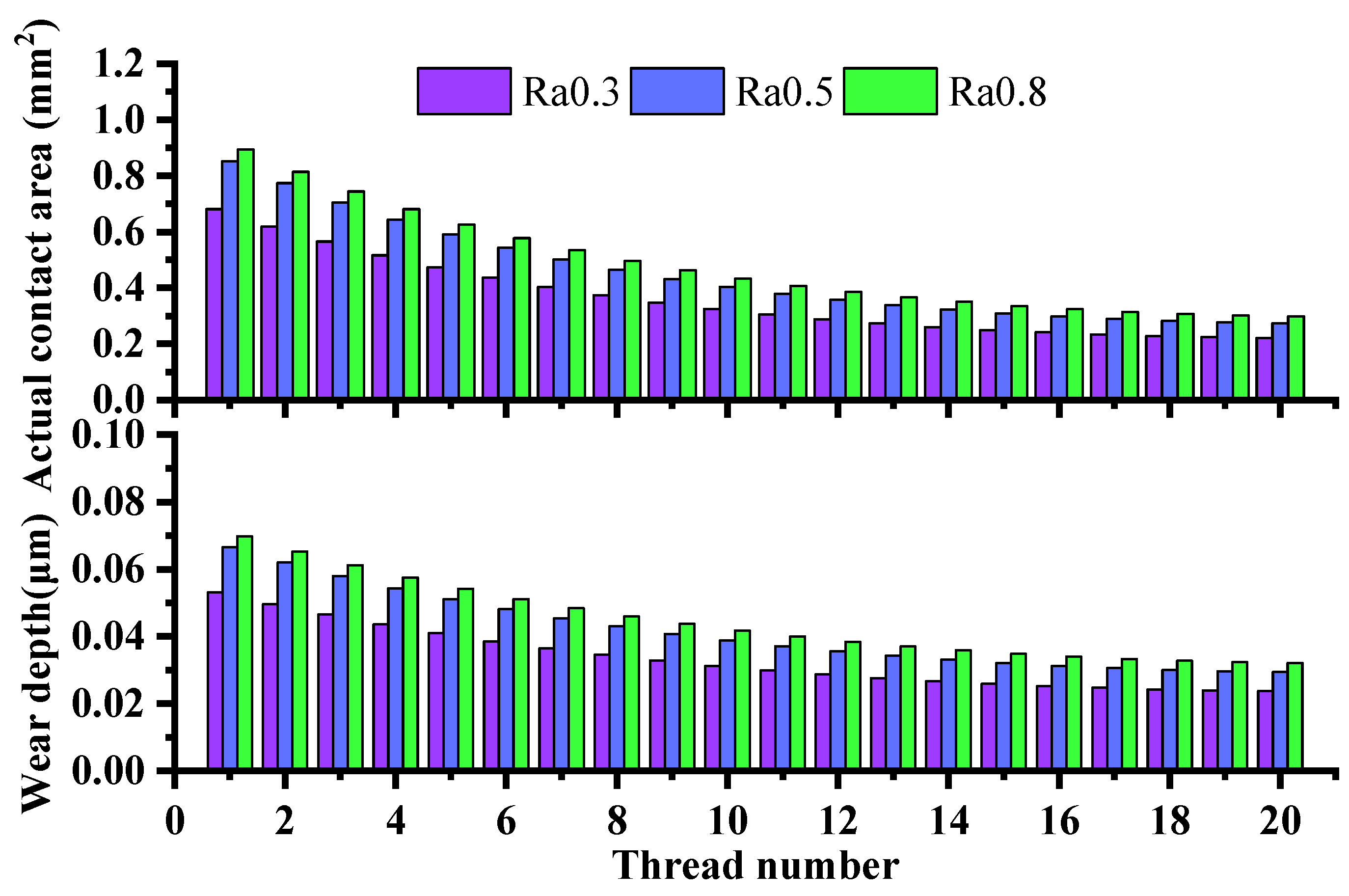
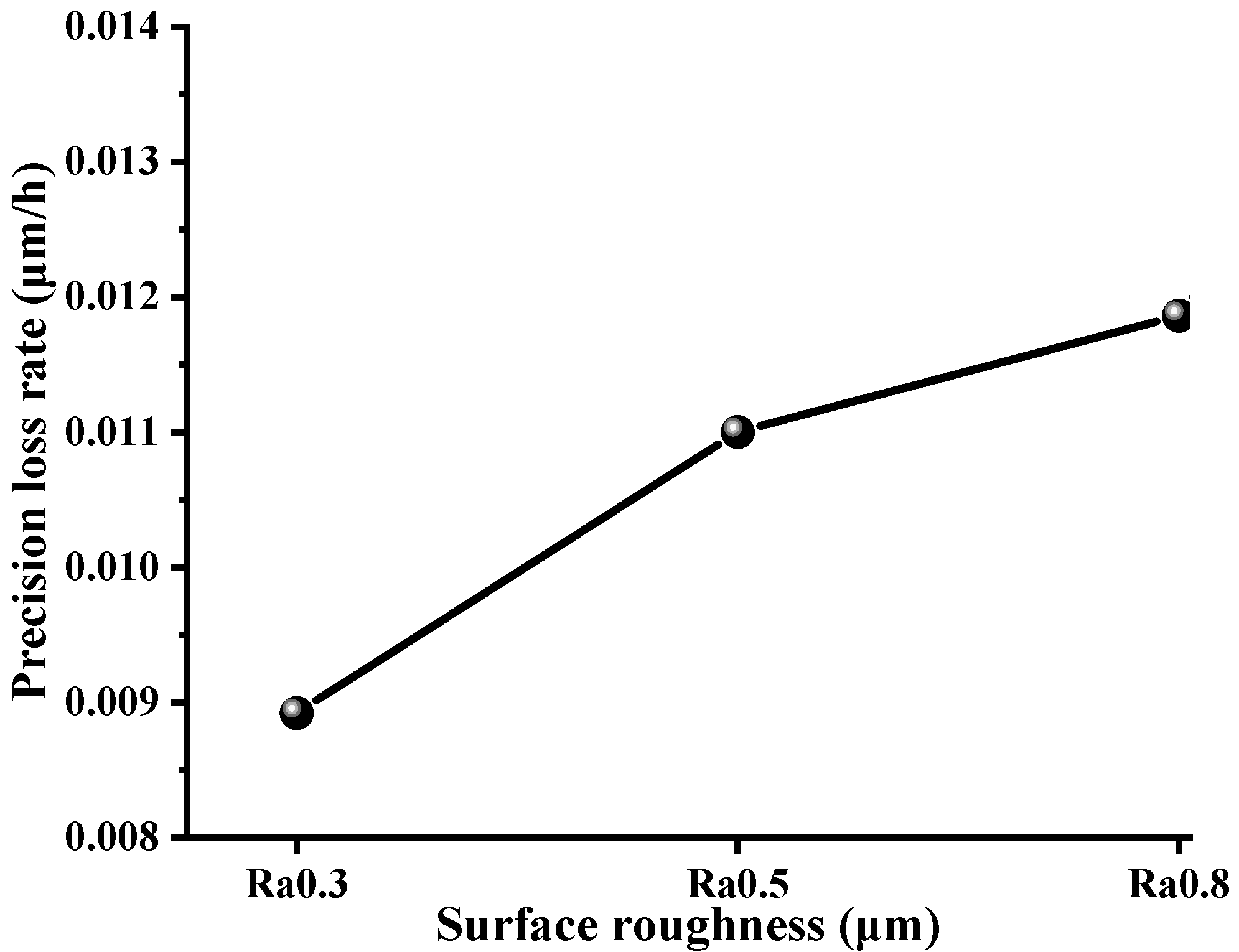
3.2. Effect of Surface Roughness
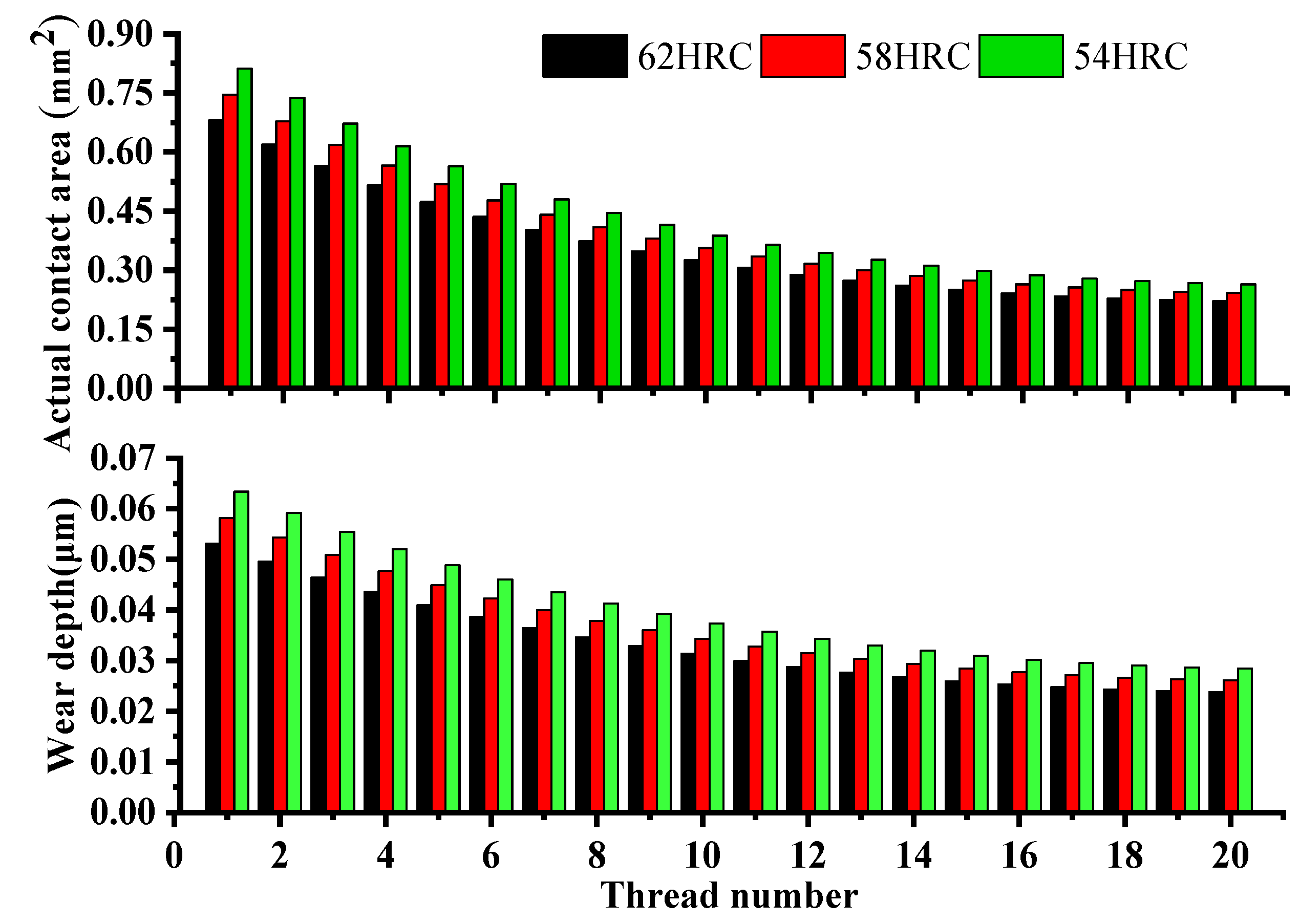
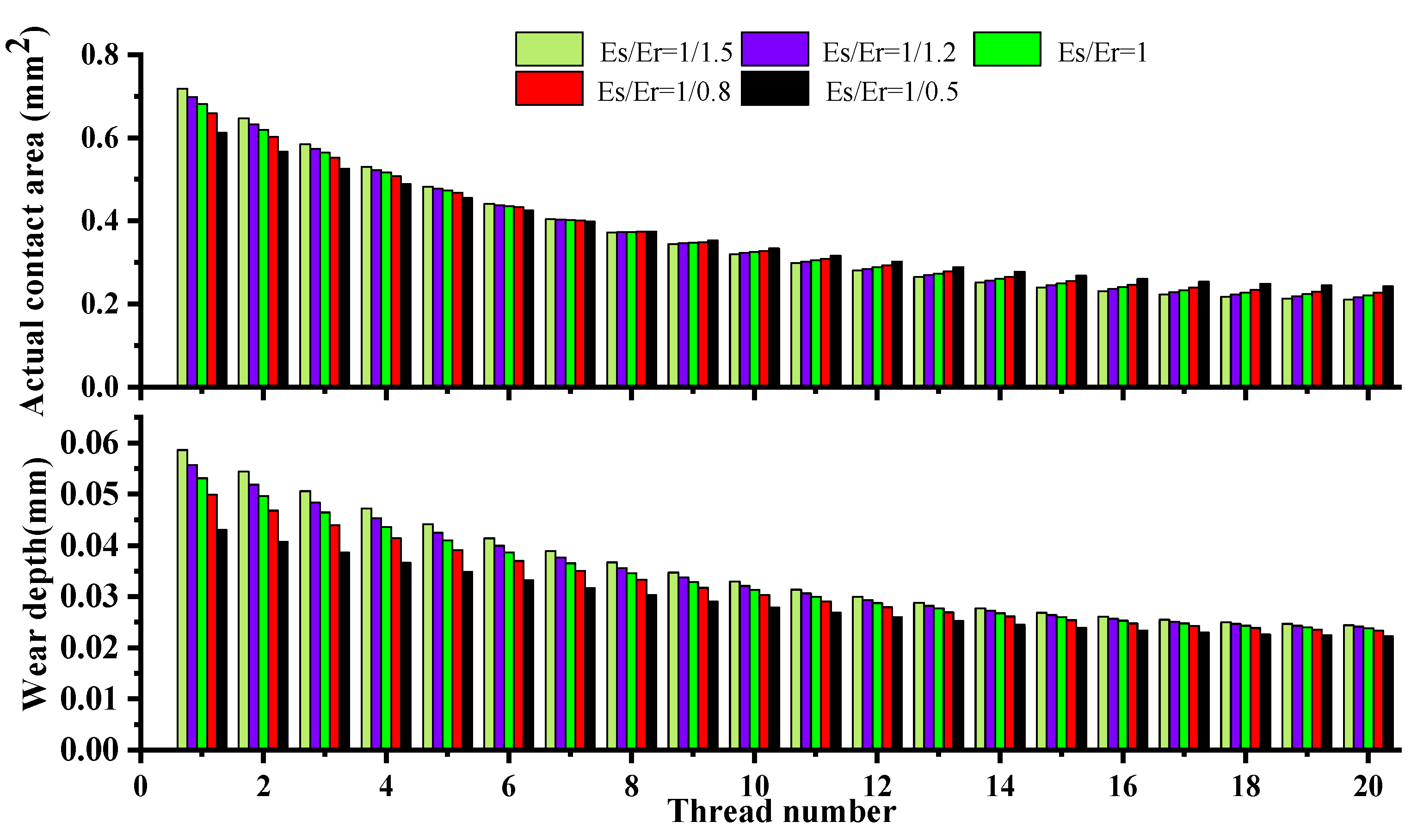
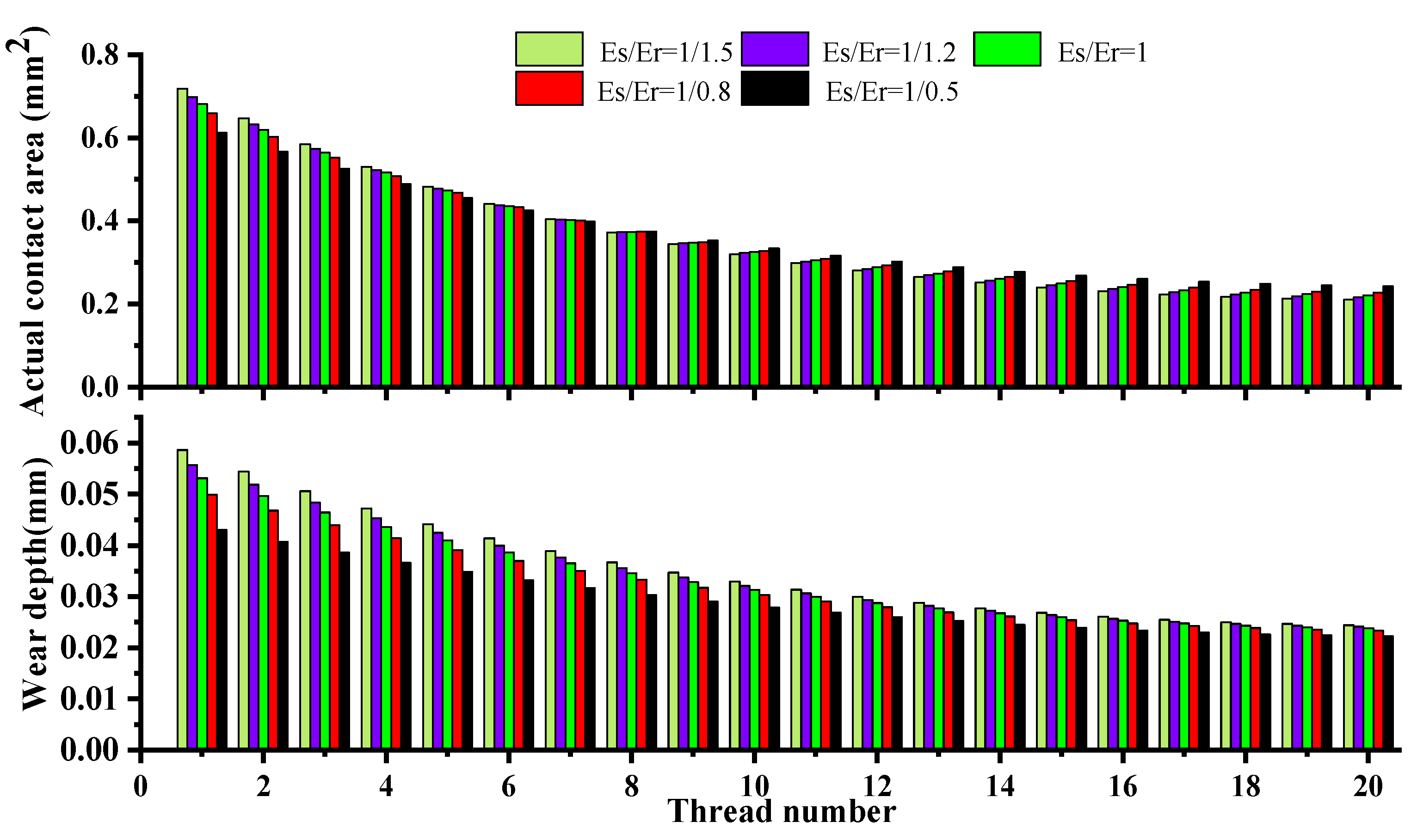
3.3. Effects of Material Hardness and Elastic Modulus Ratio
3.4. Effect of Axial Load
4. Conclusions
- (1)
- The surface roughness has a great influence on the wear depth and precision loss. The larger the surface roughness, the higher the height of the asperities at the contact surface, which causes the increment of local plastic microcontacts. That results in the growth of the total actual contact area. As a result, the wear depth and precision loss rate significantly increase;
- (2)
- The influence of the material hardness on the variation of the precision loss rate is obvious. The higher the hardness of the material, the stronger the surface resistance to plastic deformation. That causes the decrement of total actual contact area at each contact ellipse so that the precision loss rate can be notably decreased;
- (3)
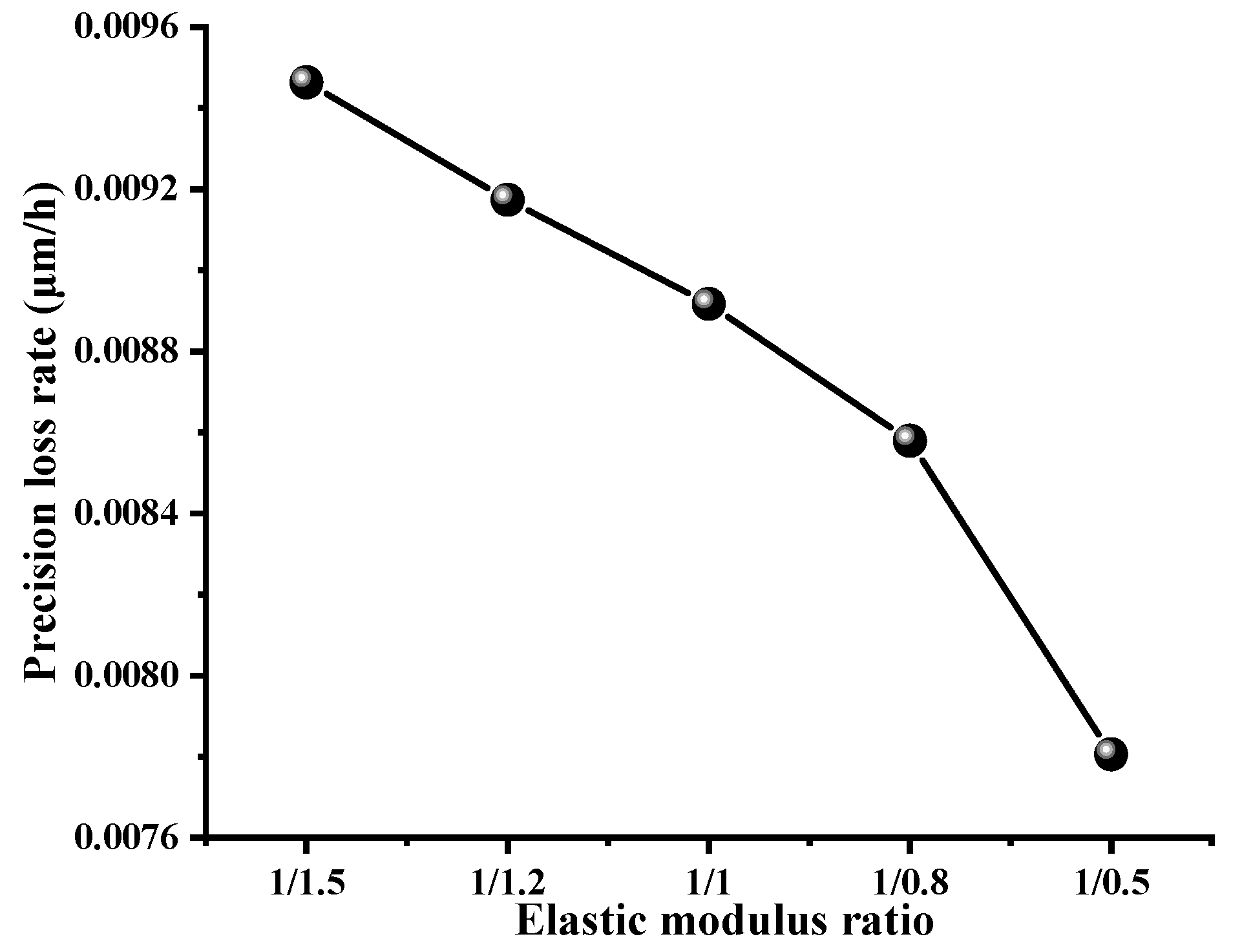
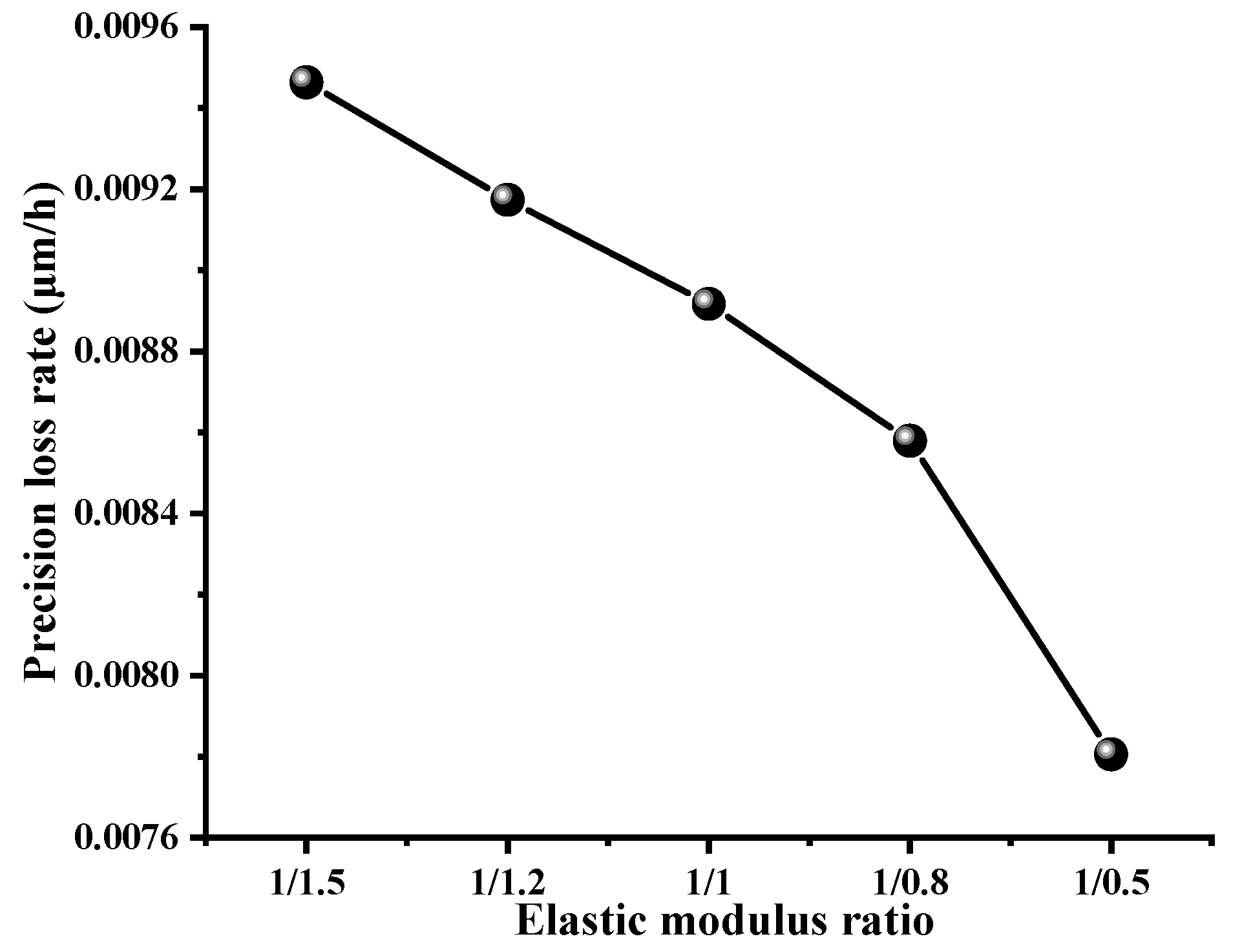
- The increase in the material elastic modulus ratio () will improve the uniformity of the actual contact area distribution and load distribution. The precision loss rate is reduced accordingly. The suggested material elastic modulus ratio is more than 1 with comprehensive consideration of the contact deformation mechanism and axial load;
- (4)
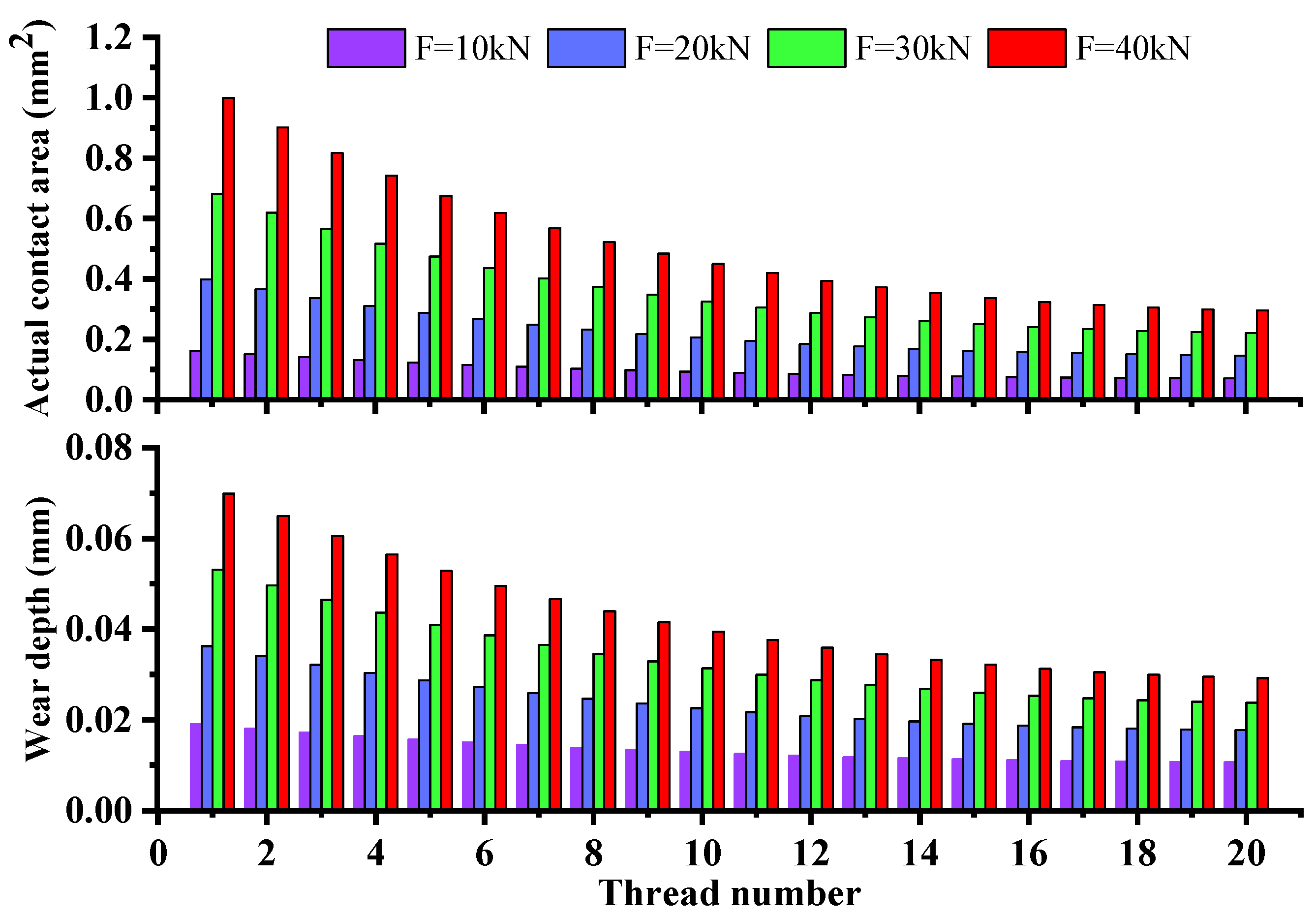
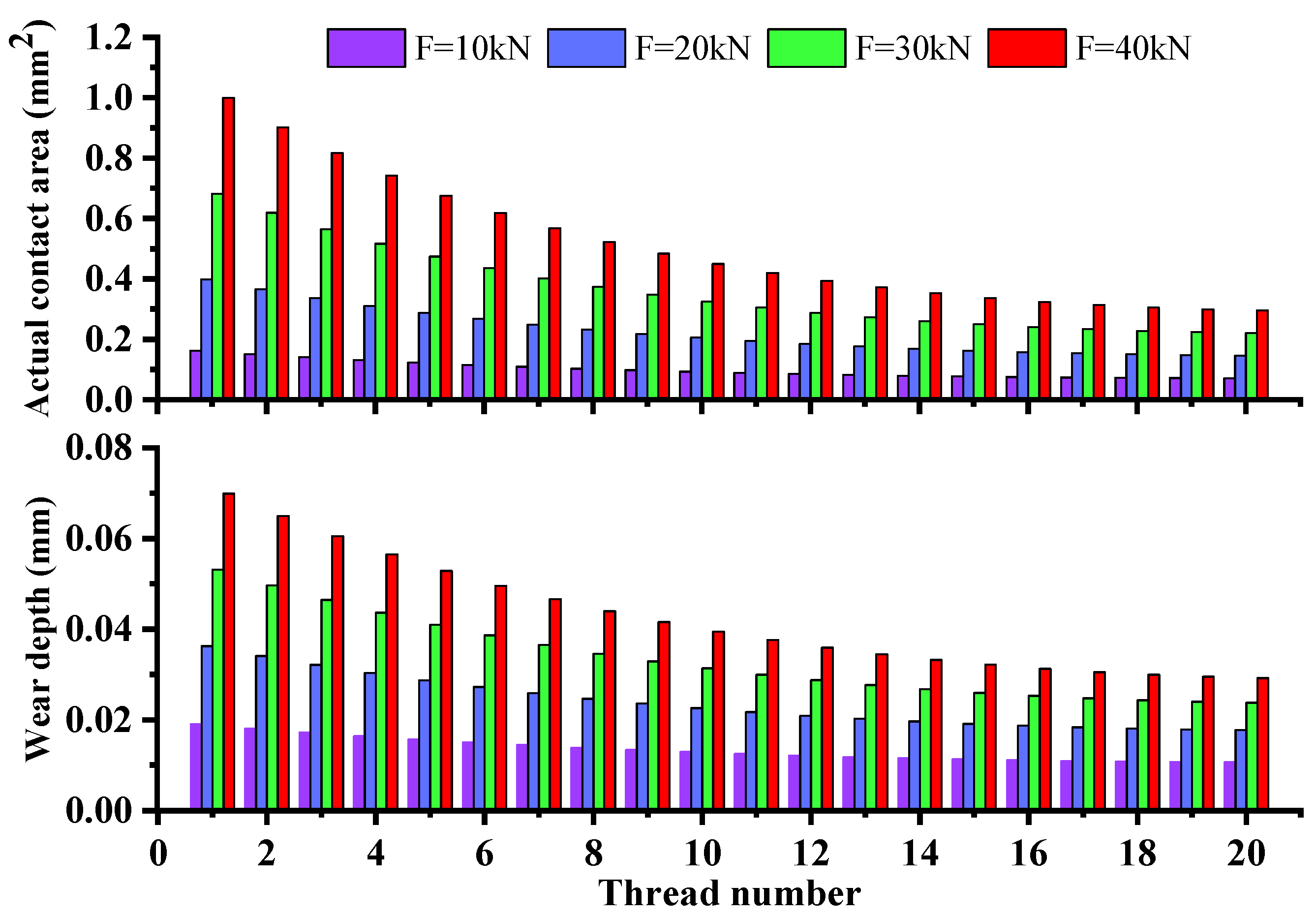
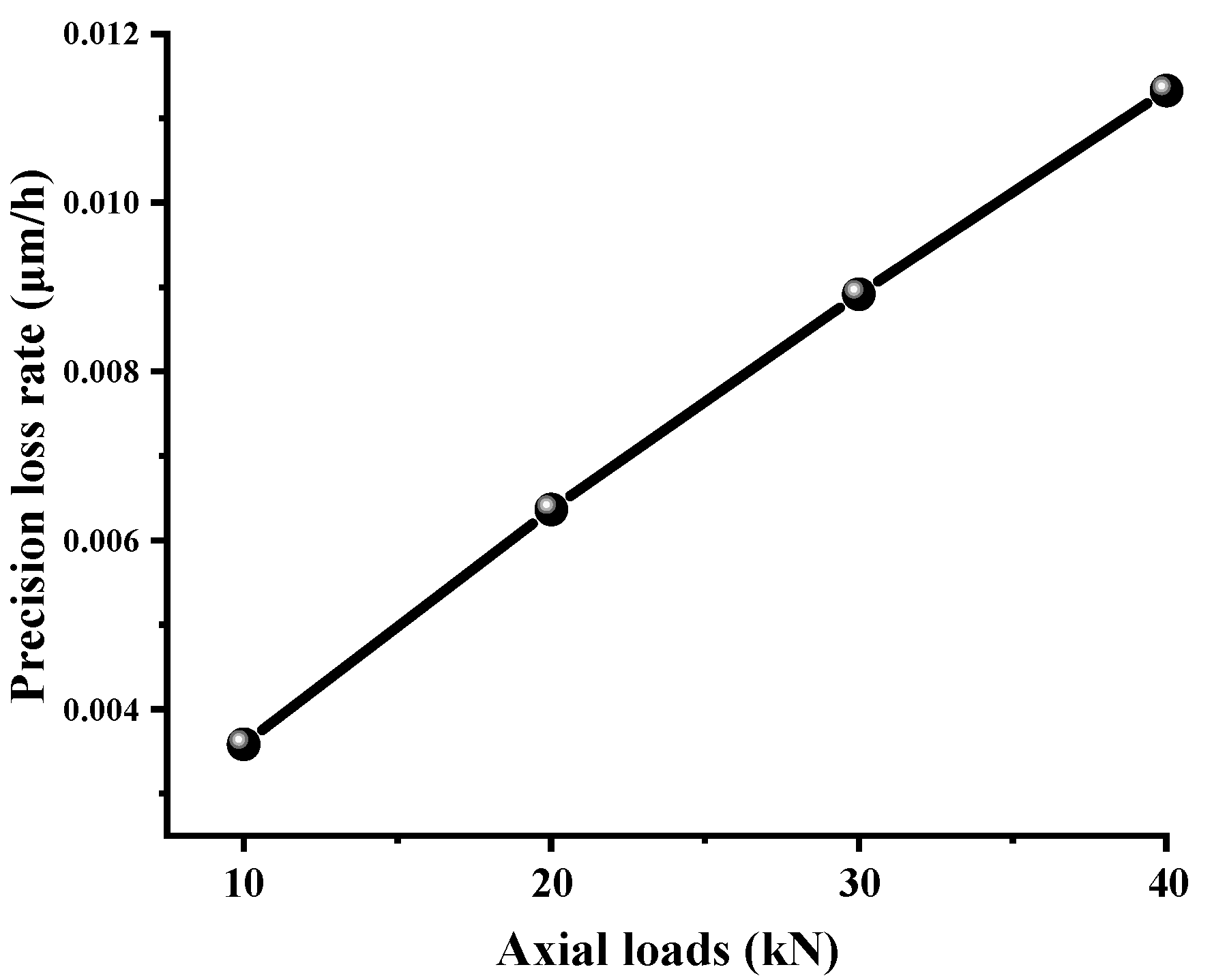
- The accuracy degradation of the PRSM considering the rough surface is also influenced by the working conditions. When the axial load rises, the actual contact area and contact force become larger, so the wear depth and precision loss become aggravated accordingly.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| Real contact area and truncated contact area, respectively, (m2) | |
| Ellipse semi-major and semi-minor axes, respectively, (m) | |
| Maximum contact area, (m2) | |
| Major semi-axis coefficient of the contact ellipse | |
| Number of the roller | |
| Number of the thread teeth of the roller | |
| Spatial frequency index | |
| Actual contact radius and truncated radius of the asperity, respectively, (m) | |
| Poisson ratio of the screw and roller, respectively | |
| Nominal contact area, (m2) | |
| Total actual contact area at single contact ellipse, (m2) | |
| Fractal dimension of the two-dimensional profile and three-dimensional topography, respectively | |
| , | Young’s modulus of the screw and the roller, respectively, (Pa) |
| Total axial load and single roller axial load, respectively, (N) | |
| Normal contact force at ith contact ellipse, (N) | |
| Fractal roughness, (m) | |
| , | Archard’s wear coefficient and effective wear coefficient, respectively |
| Sample length, (m) | |
| Number of superimposed ridges | |
| Relative sliding distance (m) | |
| Greek letters | |
| Helix angle of the roller, (rad) | |
| Contact deformation of single asperity, (m) | |
| Domain extension factor | |
| ρ | Curvature sum |
| Subscript | |
| Critical elastic contact | |
| Critical elastoplastic contact | |
| Critical plastic contact | |
| Elastic contact | |
| First elastoplastic contact | |
| Second elastoplastic contact | |
| Plastic contact | |
| Superscript | |
| Dimensionless variable | |
| Truncated variable |
References
- Maré, J.-C.; Fu, J. Review on signal-by-wire and power-by-wire actuation for more electric aircraft. Chin. J. Aeronaut. 2017, 30, 857–870. [Google Scholar] [CrossRef]
- Liu, J.; Ma, C.; Wang, S. Precision loss modeling method of ball screw pair. Mech. Syst. Signal Process. 2020, 135, 106397. [Google Scholar] [CrossRef]
- Jones, M.H.; Velinsky, S.A. Contact Kinematics in the Roller Screw Mechanism. J. Mech. Design. 2013, 135, 051003. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, J.; Cheng, H.; Sun, Y. Kinematics Analysis of the Roller Screw Based on the Accuracy of Meshing Point Calculation. Math. Probl. Eng. 2015, 2015, 303972. [Google Scholar] [CrossRef] [Green Version]
- Hojjat, Y.; Mahdi Agheli, M. A comprehensive study on capabilities and limitations of roller–screw with emphasis on slip tendency. Mech. Mach. Theory 2009, 44, 1887–1899. [Google Scholar] [CrossRef]
- Zhang, W.; Liu, G.; Tong, R.; Ma, S. Load distribution of planetary roller screw mechanism and its improvement approach. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2016, 230, 3304–3318. [Google Scholar] [CrossRef]
- Ma, S.; Wu, L.; Liu, G.; Fu, X. Local contact characteristics of threaded surfaces in a planetary roller screw mechanism. Mech. Based Des. Struct. Mach. 2020, 48, 1–26. [Google Scholar] [CrossRef]
- Zhang, W.; Liu, G.; Ma, S.; Tong, R. Load distribution over threads of planetary roller screw mechanism with pitch deviation. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2019, 233, 4653–4666. [Google Scholar] [CrossRef]
- Jones, M.H.; Velinsky, S.A.; Lasky, T.A. Dynamics of the Planetary Roller Screw Mechanism. J. Mech. Robot. 2015, 8, 014503. [Google Scholar] [CrossRef]
- Fu, X.; Liu, G.; Tong, R.; Ma, S.; Lim, T.C. A nonlinear six degrees of freedom dynamic model of planetary roller screw mechanism. Mech. Mach. Theory 2018, 119, 22–36. [Google Scholar] [CrossRef]
- Sandu, S.; Biboulet, N.; Nelias, D.; Abevi, F. An efficient method for analyzing the roller screw thread geometry. Mech. Mach. Theory 2018, 126, 243–264. [Google Scholar] [CrossRef]
- Sandu, S.; Biboulet, N.; Nelias, D.; Abevi, F. Analytical prediction of the geometry of contact ellipses and kinematics in a roller screw versus experimental results. Mech. Mach. Theory 2019, 131, 115–136. [Google Scholar] [CrossRef]
- Fu, X.; Liu, G.; Ma, S.; Tong, R.; Lim, T.C. A Comprehensive Contact Analysis of Planetary Roller Screw Mechanism. J. Mech. Des. 2017, 139, 012302. [Google Scholar] [CrossRef]
- Jones, M.H.; Velinsky, S.A. Kinematics of roller migration in the planetary roller screw mechanism. J. Mech. Des. Trans. ASME 2012, 134, 061006. [Google Scholar] [CrossRef]
- Du, X.; Chen, B.; Zheng, Z. Investigation on mechanical behavior of planetary roller screw mechanism with the effects of external loads and machining errors. Tribol. Int. 2021, 154, 106689. [Google Scholar] [CrossRef]
- Ma, S.; Wu, L.; Fu, X.; Li, Y.; Liu, G. Modelling of static contact with friction of threaded surfaces in a planetary roller screw mechanism. Mech. Mach. Theory 2019, 139, 212–236. [Google Scholar] [CrossRef]
- Xie, Z.; Xue, Q.; Wu, J.; Gu, L.; Wang, L.; Song, B. Mixed-lubrication analysis of planetary roller screw. Tribol. Int. 2019, 140, 105883. [Google Scholar] [CrossRef]
- Fu, X.; Liu, G.; Ma, S.; Tong, R.; Li, X. An efficient method for the dynamic analysis of planetary roller screw mechanism. Mech. Mach. Theory 2020, 150, 103851. [Google Scholar] [CrossRef]
- Aurégan, G.; Fridrici, V.; Kapsa, P.; Rodrigues, F. Experimental simulation of rolling–sliding contact for application to planetary roller screw mechanism. Wear 2015, 332–333, 1176–1184. [Google Scholar] [CrossRef]
- Auregan, G.; Fridrici, V.; Kapsa, P.; Rodrigues, F. Wear Behavior of Martensitic Stainless Steel in Rolling-Sliding Contact for Planetary Roller Screw Mechanism: Study of the WC/C Solution. Tribol. Online 2016, 11, 209–217. [Google Scholar] [CrossRef] [Green Version]
- Molinari, J.-F.; Aghababaei, R.; Brink, T.; Frérot, L.; Milanese, E. Adhesive wear mechanisms uncovered by atomistic simulations. Friction 2018, 6, 245–259. [Google Scholar] [CrossRef] [Green Version]
- Seo, J.-W.; Jun, H.-K.; Kwon, S.-J.; Lee, D.-H. Rolling contact fatigue and wear of two different rail steels under rolling–sliding contact. Int. J. Fatigue 2016, 83, 184–194. [Google Scholar] [CrossRef]
- Li, G.; Wang, Z.H.; Zhu, W.D. Prediction of Surface Wear of Involute Gears Based on a Modified Fractal Method. J. Tribol. 2018, 141, 031603. [Google Scholar] [CrossRef]
- Xu, C.; Wu, T.; Huo, Y.; Yang, H. In-situ characterization of three dimensional worn surface under sliding-rolling contact. Wear 2019, 426–427, 1781–1787. [Google Scholar] [CrossRef]
- Zhang, X.; Xu, Y.; Jackson, R.L. A mixed lubrication analysis of a thrust bearing with fractal rough surfaces. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2020, 234, 608–621. [Google Scholar] [CrossRef]
- Tan, Y.; Zhang, L.; Hu, Y. A Wear Model of Plane Sliding Pairs Based on Fatigue Contact Analysis of Asperities. Tribol. T. 2015, 58, 148–157. [Google Scholar] [CrossRef]
- Wang, S.; Komvopoulos, K. A Fractal Theory of the Interfacial Temperature Distribution in the Slow Sliding Regime: Part I—Elastic Contact and Heat Transfer Analysis. J. Tribol. 1994, 116, 812–822. [Google Scholar] [CrossRef]
- Wang, S.; Komvopoulos, K. A Fractal Theory of the Interfacial Temperature Distribution in the Slow Sliding Regime: Part II—Multiple Domains, Elastoplastic Contacts and Applications. J. Tribol. 1994, 116, 824–832. [Google Scholar] [CrossRef]
- Yan, W.; Komvopoulos, K. Contact analysis of elastic-plastic fractal surfaces. J. Appl. Phys. 1998, 84, 3617–3624. [Google Scholar] [CrossRef]
- Sahoo, P.; Roy Chowdhury, S.K. A fractal analysis of adhesive wear at the contact between rough solids. Wear 2002, 253, 924–934. [Google Scholar] [CrossRef]
- Yin, X.; Komvopoulos, K. An adhesive wear model of fractal surfaces in normal contact. Int. J. Solids Struct. 2010, 47, 912–921. [Google Scholar] [CrossRef] [Green Version]
- Wang, R.; Zhu, L.; Zhu, C. Research on fractal model of normal contact stiffness for mechanical joint considering asperity interaction. Int. J. Mech. Sci. 2017, 134, 357–369. [Google Scholar] [CrossRef]
- Wang, Z.; Zhou, Q. Applying a population growth model to simulate wear of rough surfaces during running-in. Wear 2012, 294–295, 356–363. [Google Scholar] [CrossRef]
- Gong, Z.Q.; Komvopoulos, K. Thermomechanical Analysis of Semi-Infinite Solid in Sliding Contact With a Fractal Surface. J. Tribol. 2005, 127, 331–342. [Google Scholar] [CrossRef]
- Milanese, E.; Brink, T.; Aghababaei, R.; Molinari, J.-F. Emergence of self-affine surfaces during adhesive wear. Nat. Commun. 2019, 10, 1116. [Google Scholar] [CrossRef] [Green Version]
- Majumdar, A.; Bhushan, B. Role of Fractal Geometry in Roughness Characterization and Contact Mechanics of Surfaces. J. Tribol. 1990, 112, 205–216. [Google Scholar] [CrossRef]
- Huang, K.; Xiong, Y.; Wang, T.; Chen, Q. Research on the dynamic response of high-contact-ratio spur gears influenced by surface roughness under EHL condition. Appl. Surf. Sci. 2017, 392, 8–18. [Google Scholar] [CrossRef]
- You, J.M.; Chen, T.N. A static friction model for the contact of fractal surfaces. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2010, 224, 513–518. [Google Scholar] [CrossRef]
- Ma, S.; Liu, G.; Fu, X.; Zhang, W.; Qiao, G. Load distribution of rollers considering errors in planetary roller screw mechanism. J. Harbin Inst. Technol. 2015, 47, 98–102. [Google Scholar]
- EWELLIX Roller Screws. Available online: https://www.ewellix.com/en/mr/products/ball-and-roller-screws/roller-screws (accessed on 10 November 2021).
- Chen, H.; Zeng, P.; Fang, G.; Lei, Y. Load Distribution of Bolted Joint. Chin. J. Mech. Eng. 2010, 46, 171–178. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Screw | Roller | Nut |
|---|---|---|---|
| Radius (mm) | 10.5 | 3.5 | 17.5 |
| Flank angle (rad) | π/4 | π/4 | π/4 |
| Pitch (mm) | 2 | 2 | 2 |
| Start | 5 | 1 | 5 |
| Roller number | / | 10 | / |
| Teeth number | 120 | 20 | 20 |
| Material | GCr15 | ||
| Hardness (HRC) | 62 | ||
| Poisson ratio | 0.29 | ||
| Surface Roughness | Ra0.3 | Ra0.5 | Ra0.8 |
|---|---|---|---|
| Fractal dimension D | 1.607 | 1.573 | 1.542 |
| Fractal roughness G/m | 2.93 × 10−9 | 3.84 × 10−9 | 5.43 × 10−9 |
| Sample length L/μm | 500 | 500 | 500 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Meng, J.; Du, X.; Li, Y.; Chen, P.; Xia, F.; Wan, L. A Multiscale Accuracy Degradation Prediction Method of Planetary Roller Screw Mechanism Based on Fractal Theory Considering Thread Surface Roughness. Fractal Fract. 2021, 5, 237. https://doi.org/10.3390/fractalfract5040237
Meng J, Du X, Li Y, Chen P, Xia F, Wan L. A Multiscale Accuracy Degradation Prediction Method of Planetary Roller Screw Mechanism Based on Fractal Theory Considering Thread Surface Roughness. Fractal and Fractional. 2021; 5(4):237. https://doi.org/10.3390/fractalfract5040237
Chicago/Turabian StyleMeng, Junjie, Xing Du, Yingming Li, Peng Chen, Fuchun Xia, and Long Wan. 2021. "A Multiscale Accuracy Degradation Prediction Method of Planetary Roller Screw Mechanism Based on Fractal Theory Considering Thread Surface Roughness" Fractal and Fractional 5, no. 4: 237. https://doi.org/10.3390/fractalfract5040237
APA StyleMeng, J., Du, X., Li, Y., Chen, P., Xia, F., & Wan, L. (2021). A Multiscale Accuracy Degradation Prediction Method of Planetary Roller Screw Mechanism Based on Fractal Theory Considering Thread Surface Roughness. Fractal and Fractional, 5(4), 237. https://doi.org/10.3390/fractalfract5040237