1. Introduction
Global population growth and urbanization leads to a continuous construction and reconstruction, however, this will not come without consequences. Building activities generate a large amount of waste which, in accordance with the principles of a circular economy, should be turned back to use [
1]. The circular economy and sustainable construction have the potential to reduce urban carbon emissions, and create new jobs and opportunities to improve the quality of life of urban citizens [
2]. The holistic process of designing future zero waste cities reconceptualizes waste as a valuable flow of material resources [
3,
4]. Mass flow analysis methods can be used to determine the composition of building material stock that needs to be recycled in the future [
5,
6], which in turn can be used to evaluate the capability needs of the urban waste management and recycling systems. The major part of the demolition waste is composed of crushed concrete, masonry, and mixed debris [
1,
6,
7], but also include wood, plastics, gypsum, and mineral wool that have been tested as composite raw material [
8]. Using the recycled materials in new product manufacturing can also help to fight resource depletion and improve material use efficiency [
9,
10].
The recycled material composite (RMC) is a combined material where the recycled fraction can work as reinforcement, filler, or the matrix component. The use of recycled materials in composites could be a means to improve the usability of recyclates previously sent to landfill. Some authors have criticized the use of downgrading materials, as they have the potential to increase the overall production, which partially reduces the environmental benefits [
11], therefore it is important to study how these materials fare in the ecodesign design practices that are implemented in the industries of today. Products in the construction sector offer a great opportunity to implement the strategies of eco- and circular design, as the expected lifetime of a building is often planned for 50 years or more. The calculated environmental costs and benefits are distributed over the long lifetime, meaning that the design for sustainability should be inbuilt in the building product design. More efficient replacement of components with shorter lifetimes than the building is possible with the aid of digitalization and building information storing. The digital twin of a building could be used to define what materials are inside the building and how they should be recycled [
12,
13].
RMCs have been used mainly in the wood plastic composites (WPC) sector, where the use of recycled material has been common for decades. These composites have been advertised for having green or ecological properties due to their recycled and renewable material content. Life-cycle assessment (LCA) studies have verified some of the claimed environmental benefits related to WPC products with recycled materials [
14,
15,
16,
17]. The range of WPC filler materials has been expanded by studies to encompass also construction and demolition waste [
18,
19]. It is shown that construction waste recycling is sustainable from economic, environmental, and energy perspectives [
20,
21,
22]. Likewise, building material reuse and recycling activities in most cases provide economic and environmental benefits, but are influenced by many site specifics, such as the type of material, transport distances, and the economic and political context [
23]. Despite the environmental potential, economic benefits and the technical feasibility, the use of recycled composite materials has not expanded outside the traditional WPC decking applications. The role of the designer responsible for potentially selecting the RMCs has not been studied before. This study aims to find out how well the established ecodesign methodologies support the choice of RMCs in new product design. Eco-design and design for the environment are terms that are understood as a development process that take into account the complete life cycle and environmental aspects of a product at all stages of the process, striving for products that have the lowest possible environmental impact throughout its life cycle. These two terms encompass eco-efficiency, health and safety, remanufacturing, recycling, source reduction, and waste minimization, and they are linked to life cycle assessment [
24,
25]. The hypothesis is that the repeating patterns in the structure of ecodesign methodologies can be used to identify promoting and demoting factors in recycled composite material use. The identification of these factors can help designers to estimate the applicability of recycled materials in their products.
2. Materials and Methods
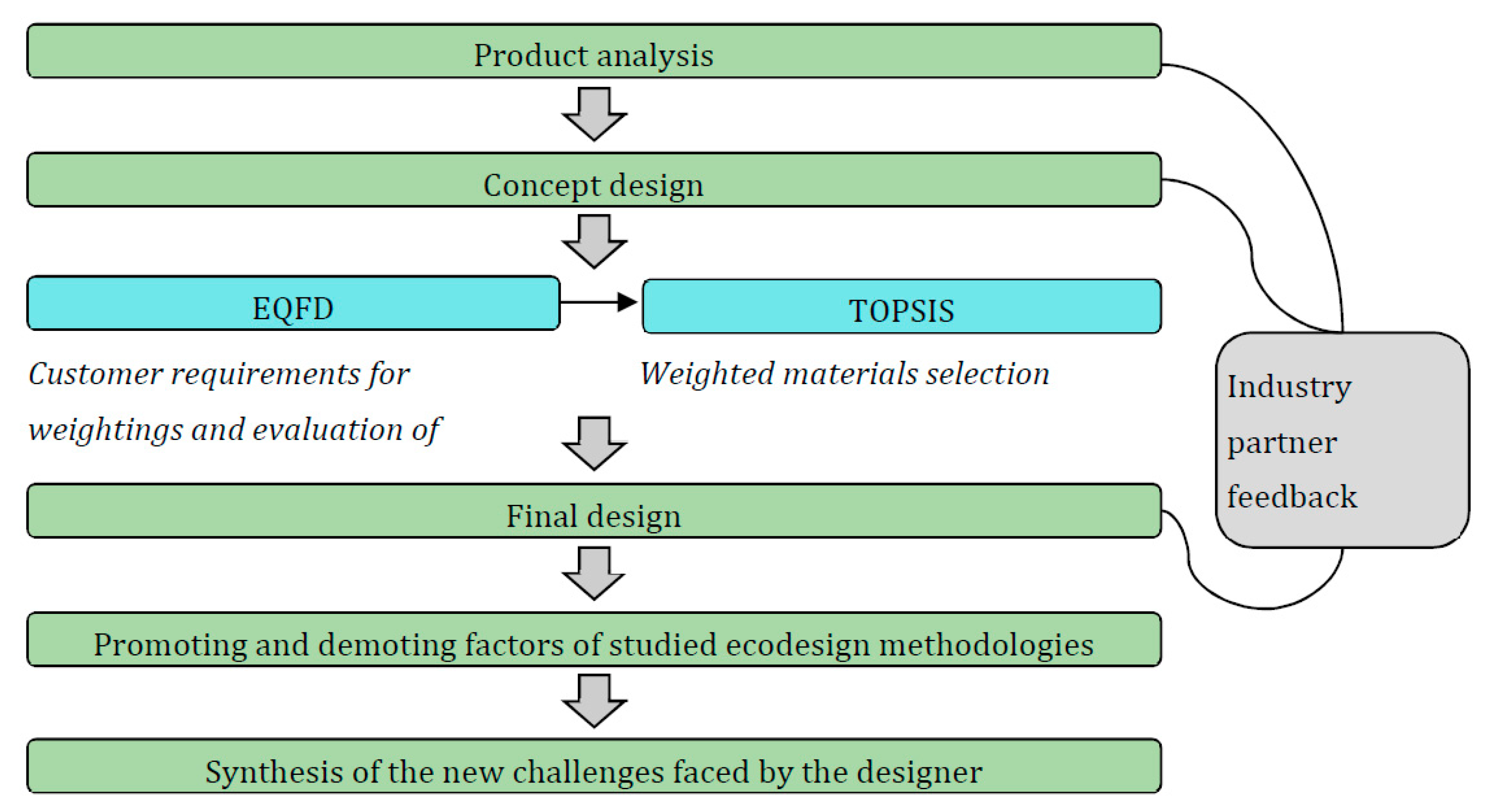
The goal of this study is to find repeating patterns from the studied ecodesign methodologies, that affect the chances of RMCs to be chosen. A vast range of ecodesign methodologies exists, and for this study, two different methods were chosen as the framework. An extensive work called the eco-tool seeker by Rousseaux et al. (2017) [
26] was used to identify ecodesign methodology through which the case study product would be put through. It was discovered that international sectoral ecodesign standards relating to the case study were not available; therefore, it was decided that a combination of two methodologies would be used. Environmental Quality Function Deployment (EQFD) [
27,
28] for the environmental criteria, and weightings and Technique for Order of Preference by Similarity to Ideal Solution (TOPSIS) for numerical material comparison [
29]. The case study helps to understand the factors influencing the materials selection process in a functional context, where the material properties and characteristics of the product are taken into consideration. The chronological structure of the study framework is presented in
Figure 1.
EQFD combined with multi-criteria decision analysis has been used to assess sustainability and materials selection with multiple constraints [
29]. Multi-criteria analysis methods with weight factors are often employed when the group of possibilities is large and conflicting design objectives are ranked. House of Environment (HoE) is used to weight the different criteria and it has been employed in several ecodesign studies [
27,
28,
30,
31]. A voice of the customer (VoC) structured interview was conducted in a Finnish company that manufactures and sells heating and cooling solutions. The respondents were experts working closely with underfloor heating business-to-business customers. Respondents were asked to answer how would they evaluate different requirements given to the product from a customer’s point of view (a EQFD scale of 1, 3, and 9 was used). The questionnaire featured a list of expected customer and environmental criteria, a similar approach has been applied to composites by Mastura et al. (2017) [
32]. Answers to the VoC questionnaire were two-fold, as the presence of ecological factors was seen positively, but at the same time concerns were raised about how much the contractor customer values the ecological criteria over cost. Environmental criteria was seen as important, as long as it does not affect the functionality negatively or increase the price of the product. A House of Quality (HoQ) table was developed from the VoC questionnaire results, and the customer requirements were translated into metrics, of which the dependencies of requirements were cross-checked and the technical importance ratings (T
R) and relative weights (R
w) were calculated. The EQFD metrics and component matrix relative weights (R
WM) were used as an input for the functions and components matrix, where the concepts were also compared against the main functions that the product should fulfil. Functions and components relative weight (R
WF) indicates which functions the designs mostly focus on. The main phases of the TOPSIS material selections procedure following the EQFD are shown in
Figure 2.
In order to benchmark the RMCs to virgin materials, a group of materials with properties is needed. The used composite recipes from recycled materials are described in
Table 1 [
18,
19,
33,
34,
35]. The abbreviations for fillers are PP (polypropylene), PE (polyethylene), WF (wood fiber), CDW (mixed construction and demolition waste), MW (mineral wool), GYP (gypsum), and SS (soapstone processing waste). The recycled material studies did not contain all the required physical properties; therefore, we estimated the missing properties such as coefficient of thermal expansion (CTE), density, and thermal conductivity. The CTE was estimated from the respective plastic matrix to be inversely proportionate to the filler amount [
36]. Thermal conductivity of recipes 1–3 and recipe 6 was estimated as 0.35–0.36 W/(mK) and for recipes 4–5 0.40 W/(mK) [
37,
38,
39]. Density for recipes 1, 2, 3, and 6 was estimated from their composition; the extruded WPC density is commonly 1.05–1.20 g/cm
3.
The case study product is an underfloor heating and cooling installation platform for house renovation projects, which are typically used when the application of cheaper flooring screed is not possible. The benefits of a radiant heating system are quiet operation, no air movement, reduced vertical temperature gradient, possibility to use renewable energy due to low temperature heating, lower pumping energy due to high thermal capacity of water, and reduced heating load due to precise heating areas. The use of WPC boards for flooring has previously been studied by Yi et. al. (2017) [
37]. The underfloor heating insulation boards have two main functions: They act as a platform to quickly install underfloor heating piping and as a surface on which to install parquet flooring. The material used for the platform should be cheap, have sufficiently good properties to remove the need for additional floor layers, and it should be able to transfer heat efficiently enough towards the outermost layers of the floor, but limit the transfer of heat toward the ground. The underfloor installation plates need to withstand the stresses caused during the installation of the pipe. The stresses are caused mainly by the weight of the operator. The principal load situation in the product is bending. The design requirements are presented in the
Table 2.
An oval-shaped installation groove for the composite pipe was designed so that the pipe would hold in the groove during installation; see
Table 3 for studied concepts. It should be possible to cut the installation platform material with typical hand tools that are available on site because of the need to customize boards to fit the size of the room.
3. Results
3.1. Environmental Quality Function Deployment
The results of VoC questionnaire can be seen in the
Table 4. The respondents valued r1, r7, r8, r12, r14, and r16 to be most important customer requirements for the case study product. Metrics and their goals were concluded from the list of customer requirement; see
Table 5. The metrics in relation to the customer requirements were compared and given evaluation of significance on a scale of 1, 3, and 9, which formed the HoQ charts.
The five most important metrics according to the HoQ analysis were density of the material, the Young’s modulus, material price, volume of the product, and processing cost; see
Table 6 and
Table 7.
The importance of volume and density increase when the number of environmental criteria increases, as more mass greatly affects the LCA of the product. The product concepts were evaluated on how well they fit the metrics see
Table 8.
Without specifying which composite recipe to use, the concepts c2 and c3 achieved a higher score than virgin plastic c1. The low price and low thermal expansion favored the particle board (PB) solution c4 over composites. The composite had points due to being a remeltable material, unlike the PB. The properties of the board should be on a level, which makes possible the installation without additional support layers on top for the parquet flooring. Resistance to deflection should be best with the concept c3, as the heat spreader provides stiffness to a composite with already good stiffness. Concepts c3 and c4 employing the aluminum heat spreader got points for the quick response to temperature changes due to the thermal conductivity of the aluminum. Concept c4 is probably the easiest to install, as it is a known material and can be mechanically fixed to common wooden structures by screws and nails. Concepts c2 and c3 would probably require extra fixing even with the mechanical interlocking of plates. The PB was estimated to be cheaper than the composite with smaller production quantities, but c4 has two components, so we gave the same number of points to c2 and c4. All the concepts are maintenance-free in normal conditions, but the polymer solutions gain more points for their resistance to insects that might cause problems in some parts of the world. Thermal resistance towards the floor was given equal points for c2, c3, and c4, but this property depends on the composition of the composite recipe. Concepts c3 and c4 received equal points, see
Table 9, so a closer comparison of the materials was needed—this was done in the TOPSIS analysis.
3.2. TOPSIS
The EQFD phase demonstrated that the composite concept could achieve a higher rating only when it can resist deflection better than the PB solution. The composite should have either a surface layer of heat conductive material or the product should employ aluminum heat spreader like in particle board solutions. The main body of the composite product should be able to act as insulation. Concept c2 uses the idea of a heat conductive surface, but the related study [
38,
39] report relatively small increases in heat conductivity. Heat conductivity improving filler should be used in large quantities, which would affect the mechanical properties and the cost of the composite. The EQFD criteria m2, m6, m7–m9, m13–m14, and m16–m22 were not used in the multi-criteria analysis, as there were no numerical values used for the case studied. Target numbers were set according to the goal to minimize or maximize the given metric. The m3 was set to 3.50 Gpa according to the accepted deflection under uniformly distributed load with the designed profile. The materials that have Young’s modulus lower than the target should be specified for different span length and dimensions. The target values should be set closer to the approximated product criteria values if the set of compared materials was to be enlarged to encompass material groups with high range in properties, otherwise the normalization leads to unrealistic rankings. Recipes 2 and 6 included mixed CDW fractions, which were composed of at least four different materials [
35]. The material properties in
Table 10 were normalized to values ranging from 0 to 1. See
Table 11.
The materials were ranked using the normalized values and the weightings gained from EQFD; see
Table 12. The highest (V+) and lowest (V–) values were returned and used in the following calculation. The matrix product of two arrays returns the sum of squares of differences corresponding values in studied array compared for highest value (D+) and lowest value (D–). The half-squared distance (C) is used to rank (R) the materials. The top five materials for the product concept according to the study were recipe 3, virgin polypropylene (PP), recipe 4, recipe 5, and virgin high-density polyethylene (HDPE).
3.3. Synthesis of the Used Criteria in Relation to Recycled Material Composites
The density (m1) of the composites is generally higher than that of HDPE and PP, but the higher modulus (m3) of the composite materials something that can increase their ranking compared to HDPE and PP. The ability to make hollow sandwich structures makes it possible to decrease the weight of the structure and further benefit from the higher modulus. A physical lifetime (m2) at the product level is a system level issue, but at the component level it can be considered a material issue. The behavior of recycled material composites over a long time is relatively unknown, and this could potentially scare the designer responsible for the material selection. One underlying problem for finding new applications for recycled materials composites is that some properties needed in the design of new products have not been measured in the studies. The compared composite recipes did not have thermal properties (m4–m6) ready, so they had to be estimated, which is a likely situation for any designer interested in these materials.
Toxicity of materials (m7) is a metric that does not promote composites over virgin materials. The manufacturer is responsible for the safe use of the product and should enforce appropriate quality and health safety controls for the materials used. Noise vibration electromagnetic waves (m8) or maintenance requirement (m9) were not significant metrics in this study, but in some other cases, the improved moisture resistance could favor WPC type solutions over wood materials. The rate of reusable material (m10) relates to the probability of product material circulating back to existing or new applications. Because the property is dependent on the product type, it is difficult to estimate the reusability property for different materials. The reusability was not seen as a possible end-of-life solution for polymer-based materials in the construction sector context.
The rate of recyclable material (m11) has the effect of composites from recycled materials being less tempting, as they are multi-materials with often no other realistic end-of-life potential than energy use. Studies have been made in the recycling of both thermoplastic [
45,
46] and thermoset composites [
47], but to the author’s knowledge, the waste management practices in this field are still lacking. A collection scheme by manufacturers would affect this, but in the case study, the construction material needs to stay in the building for at least 50 years, therefore, this type of business model is not a credible alternative, as the collecting company would probably not exist at the end-of-life stage. The rate of recycled material (m12) should be maximized in the composite recipe in order to gain an advantage over virgin materials; but this needs to be done with functional properties in mind, otherwise the environmental benefit is detrimental to the overall design.
The volume (m13) or dimensions of the product can in some previously thermoplastic applications be designed smaller due to improved properties of the composite compared to virgin plastic. The use of volume as analysis metric requires additional calculations for the optional materials. After which, the required product dimensions for each material can be used in the EFQD and multi-criteria comparison matrices. The number of parts (m14) has a two-fold influence in multi-material product systems as the potential of single material in relation to environmental or cost benefits becomes smaller, therefore, reducing the likelihood of changing the material from virgin to recycled. The number of types of materials (m15) tends to shift designs to more simplified bill-of-materials and fewer different suppliers, which can be good from the supply chain point of view. The number of different materials in the case of singular parts is something to be minimized, as it makes recycling a more realistic end-of-life option.
The change in appearance (m16) is a metric that is related to the tendency of discarding products that look worn or dirty. Composites and recycled plastics have relatively good protection against absorption and smooth surfaces, but the same can be said about many other materials. The hardness metric (m17) is the product’s ability to resist dents, but there is no clear push towards recycled material composites.
Biodegradability (m18) usually demotes the use of recycled material composites and favors the use of natural materials and biodegradable plastics such as polylactic acid. The amount of energy consumption (m19) during life cycle can promote composite materials if their use reduces energy consumption, e.g., lightweight parts for vehicles. The embodied energy can be reduced due to recycled material content or in some cases longer lifetime of a product. Good examples of this are wood-plastic composites with their low maintenance demand and good resistance to moisture. The end user does not need to replace the terrace material as often as if modified wood was used instead. The mass of air (m20), water (m21), and soil pollutants (m22) are metrics that can be used in the analysis after the LCA has been performed to the group of compared materials. A problem that the ecodesign methodology user faces is that the LCA requires knowhow that is often not available inside the company. The LCA is also very time consuming and difficult to use procedure in the early stages of design. The most difficult thing to input was the material price (m23) and the processing cost index (m24) for the materials, as there is a lack of data concerning the economics of the composites. The use of recycled thermoplastics is known to lead to a lower melt-flow index number, which usually means that they are harder to process. The thermoplastic composites made of recycled content are often improved with processing aid and compatibilizer, which increases the total cost of otherwise cheap material. There is a great deal of variance in the processability of plastics from postindustrial and post-consumer sources [
48]. The recycled material can increase the scrap rate and decrease the total output, therefore, we estimated the processing cost index (m24) to be higher than of virgin materials.
Table 13 shows the ranking with the methodologies used. The TOPSIS method was used only for materials comparison, and therefore concepts c2 and c3 have the same ranking. By comparing EQFD and TOPSIS, we can see some ranking reversal. The change in ranking is caused by the inclusion of material property values in TOPSIS that are not used in the EQFD method. The high weighting of modulus can help to explain this. The contemporary PB solution fares better in EQFD analysis where it is a slightly stronger contender compared to concepts made of composite. The inclusion of LCA could have also changed the ranking of materials in the TOPSIS ranking.
The promoting and demoting factors in used methodologies in relation to recycled composite material are presented in
Table 14.
3.4. Product Design Based on Ecodesign Methodologies
The final design employs an extruded composite frame on top of which aluminum heat spreaders are installed on site. The composite frame is installed on top of a wooden floor frame or a flat surface. As the initial idea of the concept was to be mostly used in renovation cases, the goal was to make it possible to use a longer support span without the need for additional cross joists that are needed with other underfloor heating installation systems.
Table 15 summarizes the estimated benefits and disadvantages of composite product compared to products on the market. Compared to some solutions in the market, the composite concept would likely compete only with the particle board underfloor heating boards in renovation or wood building cases. The most common solutions based on the extruded polystyrene boards or screed are really cheap and fast ways to install underfloor heating in new buildings, whereas the composite boards require special fixing systems and taking into consideration the potential heat expansion.
The final concept prepared for the case study design is presented in
Figure 3. The design takes advantage of the higher strength of composite plates for a longer assembly span and low installation height. The product could be especially useful in retrofitting suspended underfloor heating in renovation cases. The extruded profiles should be clearly marked so that the components of the composite would be recognizable for future recycling.
4. Discussion
When estimating the suitability for design, the recycled materials present a practical difficulty, which is the lack of design values. The properties are in turn relatively easy to acquire with commercial virgin materials from the supplier data sheets. The data sheet in turn is the supplier’s declaration of its product (material), which the designers are inclined to trust; this is a connection that is hard to obtain with academic papers. A variety of studies have been carried out about recycled and other sustainable materials in composites. The focus has been on material properties testing, and they often suffer from not going to the application level, which in turn could provide more credibility for their potential. In the case of insufficient information, the data extracted from handbooks and online databases can be used to estimate the results, but it does not provide a feeling of security, as the material providers are not supplying this “hypothetical” material. The results of the material tests depend on several factors such as material quality, pretreatment, processing equipment used, processing parameters, the interface compatibility of the matrix and the filler, the mechanical effect between reinforcement and the matrix, know-how of the tester, and so on. In studies, it is common to process the material with laboratory equipment, which might cause differences compared to industry-level volume producing equipment. It is difficult to get a clear picture of the potential challenges caused by the novelty materials when they are transferred to the production environment.
One obvious difference is that the recycled hybrid or composite materials are not available in the materials data banks, so just looking through the data banks or handbooks will not ever give you these materials as options. Therefore, it is quite natural to assume that the recycled composite materials solutions will be adapted only in the fields that are able to use composite mixtures close to the ones used in the industry, such as wood-plastic composites. Besides the properties, there are other more pressing issues when considering the adaptation of recycled material. The company needs to consider the sourcing of the material in a deep manner at a very early stage of the product design, which affects the attractiveness of these potentially sustainability improving materials.
Transportation distance has often been mentioned as a significant factor in whether recycled material is ecological or not. It also has a great effect on how cost efficient it is to use them for the processing factory. The gap where the price advantage in composites can be reached depends on the relative price of the virgin matrix and filler material. Product design can be used to influence manufacturing costs, which in turn can decrease or increase the price advantage gap. The factors affecting the additional costs have been addressed by Sommerhuber, Welling, and Krause [
15], in the WRAP project [
49], and by Hestin, Faninger, and Milios [
50]. A company willing to get involved itself in processing recycled material composites should be situated close to the recycled material suppliers. This “equation” makes the situation difficult for a designer, whose primary role is to design a product with materials filling the functional requirements and which are suitable for the available supply chain. If the new design of a product were to apply the principle of “circular material,” then the designer requires extensive information about the future uses of the applied material. The designer should also be aware of the gap where the cost and ecological advantages of the total system can be achieved.
In recent years, the safety of building materials has been a big topic. The safety issues are also a cause for concern in some people because of the lack of studies about the potential emissions from the recycled material. There is still a lot of work in the field of health and safety, and the variety of different materials makes conducting comprehensive studies difficult. This is probably not an issue in practice, as the material supplier should be able to convince the buyer about safety issues and quality with product specific testing procedures. The circular economy is increasing the knowledge requirements and widening the recycling business perspective to field of material science. This transformation can prove to be difficult in what were previously rather simple industries, such as material handling plants and waste management, which now want to be a reprocessor of plastics. The producer applying the recycled material can only work with suppliers who are committed to the quality and supply reliability of the material. The suppliers play a key role in the search for new applications for these materials.
5. Conclusions
The study presents the first comparison of ecodesign methodologies applied to a product design focusing on composite materials made of recycled materials. Sustainable product design is a hot topic today, and the use of ecodesign methodologies has been suggested to help designers in selecting greener materials. The application of composites with recycled content is further complicated by the lack of data, which the designer faces. As these rather novel materials are not yet applied commonly outside WPC solutions, the designer is put in an uncomfortable place in terms of responsibility. The main benefit of using a holistic ecodesign approach such as EQFD combined with multiple criteria analysis is that it helps the designer to examine the environmental benefits in relation to functional design for better designs. The methods that take the voice of the customer into consideration all through the development process, such as EQFD, are a good way to incorporate sustainability in the design process while keeping the market demands at the center of attention.
The relatively good ranking of composites in the case study with previously non-recyclable material content such as mineral wool shows the potential of combined materials in increasing the utilization of previously unrecycled fractions. The promoting factor in favor of RMCs in EQFD is the rate of recycled material, but biodegradability, recyclability, and the mixing of material favor the homogenous virgin materials. TOPSIS and other multiple criteria analysis methods can further promote the RMCs if the technical criteria properties are higher than in the base plastic material of the composite matrix. Topics of future research include cost and lifecycle analysis of the case study materials in order to study the economic and environmental benefits often attributed to recycled materials.
Author Contributions
Conceptualization, P.S.; investigation, P.S.; methodology, P.S.; project administration, T.K.; supervision, T.K.; writing—original draft, P.S.; writing—review & editing, P.S.
Funding
This research received no external funding
Acknowledgments
The author would like to extend thanks to Itula Oy for answering the voice of customer questionnaire.
Conflicts of Interest
The author works for Itula Oy as technical director.
References
- Gálvez-Martos, J.-L.; Styles, D.; Schoenberger, H.; Zeschmar-Lahl, B. Construction and demolition waste best management practice in Europe. Resour. Conserv. Recycl. 2018, 136, 166–178. [Google Scholar] [CrossRef]
- Ellen Macarthur Foundation Cities in the Circular Economy. Available online: https://www.ellenmacarthurfoundation.org/assets/downloads/publications/Cities-in-the-CE_An-Initial-Exploration.pdf (accessed on 6 November 2019).
- Lehmann, S. Optimizing Urban material flows and waste streams in urban development through principles of zero waste and sustainable consumption. Sustainability 2012, 3, 155–183. [Google Scholar] [CrossRef]
- Hannon, J.; Zaman, A. Exploring the Phenomenon of Zero Waste and Future Cities. Urban Sci. 2018, 2, 90. [Google Scholar] [CrossRef]
- Kleemann, F.; Lederer, J.; Aschenbrenner, P.; Rechberger, H.; Fellner, J. A method for determining buildings material composition prior to demolition. Build. Res. Inf. 2016, 44, 51–62. [Google Scholar] [CrossRef]
- Rechberger, H.; Brunner, P.H. Handbook of Material Flow Analysis for Environmental, Resource, and Waste Engineers, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2016; ISBN 9781315313450. [Google Scholar]
- Silva, R.V.; de Brito, J.; Dhir, R.K. Properties and composition of recycled aggregates from construction and demolition waste suitable for concrete production. Constr. Build. Mater. 2014, 65, 201–217. [Google Scholar] [CrossRef]
- Sormunen, P.; Kärki, T. Recycled construction and demolition waste as a possible source of materials for composite manufacturing. J. Build. Eng. 2019, 24, 10074. [Google Scholar] [CrossRef]
- Allwood, J.M.; Ashby, M.F.; Gutowski, T.G.; Worrell, E. Material efficiency: A white paper. Resour. Conserv. Recycl. 2011, 55, 362–381. [Google Scholar] [CrossRef]
- Krausmann, F.; Gingrich, S.; Eisenmenger, N.; Erb, K.-H.; Haberl, H.; Fischer-Kowalski, M. Growth in global materials use, GDP and population during the 20th century. Ecol. Econ. 2009, 68, 2696–2705. [Google Scholar] [CrossRef]
- Zink, T.; Geyer, R. Circular Economy Rebound. J. Ind. Ecol. 2017, 68, 2696–2705. [Google Scholar] [CrossRef]
- Akinade, O.O.; Oyedele, L.O.; Bilal, M.; Ajayi, S.O.; Owolabi, H.A.; Alaka, H.A.; Bello, S.A. Waste minimisation through deconstruction: A BIM based Deconstructability Assessment Score (BIM-DAS). Resour. Conserv. Recycl. 2015, 105, 167–176. [Google Scholar] [CrossRef]
- Volk, R.; Stengel, J.; Schultmann, F. Building Information Modeling (BIM) for existing buildings-Literature review and future needs. Autom. Constr. 2014, 38, 109–127. [Google Scholar] [CrossRef]
- Väntsi, O.; Kärki, T. Environmental assessment of recycled mineral wool and polypropylene utilized in wood polymer composites. Resour. Conserv. Recycl. 2015, 104, 38–48. [Google Scholar] [CrossRef]
- Sommerhuber, P.F.; Welling, J.; Krause, A. Substitution potentials of recycled HDPE and wood particles from post-consumer packaging waste in Wood-Plastic Composites. Waste Manag. 2015, 46, 76–85. [Google Scholar] [CrossRef] [PubMed]
- Sommerhuber, P.F.; Wenker, J.L.; Rüter, S.; Krause, A. Life cycle assessment of wood-plastic composites: Analysing alternative materials and identifying an environmental sound end-of-life option. Resour. Conserv. Recycl. 2017, 117, 235–248. [Google Scholar] [CrossRef]
- Liikanen, M.; Grönman, K.; Deviatkin, I.; Havukainen, J.; Hyvärinen, M.; Kärki, T.; Varis, J.; Soukka, R.; Horttanainen, M. Construction and demolition waste as a raw material for wood polymer composites – Assessment of environmental impacts. J. Clean. Prod. 2019, 225, 716–727. [Google Scholar] [CrossRef]
- Väntsi, O.; Kärki, T. Utilization of recycled mineral wool as filler in wood-polypropylene composites. Constr. Build. Mater. 2014, 55, 220–226. [Google Scholar] [CrossRef]
- Sormunen, P.; Kärki, T. Compression Molded Thermoplastic Composites Entirely Made of Recycled Materials. Sustainability 2019, 11, 631. [Google Scholar] [CrossRef]
- Blengini, G.A. Life cycle of buildings, demolition and recycling potential: A case study in Turin, Italy. Build. Environ. 2009, 44, 319–330. [Google Scholar] [CrossRef]
- Coelho, A.; de Brito, J. Influence of construction and demolition waste management on the environmental impact of buildings. Waste Manag. 2012, 32, 532–541. [Google Scholar] [CrossRef]
- Nußholz, J.L.K.; Nygaard Rasmussen, F.; Milios, L. Circular building materials: Carbon saving potential and the role of business model innovation and public policy. Resour. Conserv. Recycl. 2019, 141, 308–316. [Google Scholar] [CrossRef]
- Ghisellini, P.; Ripa, M.; Ulgiati, S. Exploring environmental and economic costs and benefits of a circular economy approach to the construction and demolition sector. A literature review. J. Clean. Prod. 2018, 178, 618–643. [Google Scholar] [CrossRef]
- Glavič, P.; Lukman, R. Review of sustainability terms and their definitions. J. Clean. Prod. 2007, 178, 618–643. [Google Scholar] [CrossRef]
- Bovea, M.D.; Pérez-Belis, V. A taxonomy of ecodesign tools for integrating environmental requirements into the product design process. J. Clean. Prod. 2012, 20, 61–71. [Google Scholar] [CrossRef]
- Rousseaux, P.; Gremy-Gros, C.; Bonnin, M.; Henriel-Ricordel, C.; Bernard, P.; Floury, L.; Staigre, G.; Vincent, P. “Eco-tool-seeker”: A new and unique business guide for choosing ecodesign tools. J. Clean. Prod. 2017, 151, 546–577. [Google Scholar] [CrossRef]
- Masui, K.; Sakao, T.; Kobayashi, M.; Inaba, A. Applying Quality Function Deployment to environmentally conscious design. Int. J. Qual. Reliab. Manag. 2003, 20, 90–106. [Google Scholar] [CrossRef]
- Sakao, T. A QFD-centred design methodology for environmentally conscious product design. Int. J. Prod. Res. 2007, 45, 4143–4162. [Google Scholar] [CrossRef]
- Jahan, A.; Edwards, K.L.; Bahraminasab, M. Multi-criteria Decision Analysis for Supporting the Selection of Engineering Materials in Product Design, 2nd ed.; Butterworth-Heinemann: Oxford, UK, 2016; ISBN 9780081005361. [Google Scholar]
- Akao, Y.; Mazur, G.H. The leading edge in QFD: Past, present and future. Int. J. Qual. Reliab. Manag. 2003, 20, 20–35. [Google Scholar] [CrossRef]
- Bovea, M.D.; Wang, B. Redesign methodology for developing environmentally conscious products. Int. J. Prod. Res. 2007, 45, 4057–4072. [Google Scholar] [CrossRef]
- Mastura, M.; Sapuan, S.; Mansor, M.; Nuraini, A. Environmentally conscious hybrid bio-composite material selection for automotive anti-roll bar. Int. J. Adv. Manuf. Technol. 2017, 89, 2203–2219. [Google Scholar] [CrossRef]
- Turku, I.; Keskisaari, A.; Kärki, T.; Puurtinen, A.; Marttila, P. Characterization of wood plastic composites manufactured from recycled plastic blends. Compos. Struct. 2017, 161, 469–476. [Google Scholar] [CrossRef]
- Keskisaari, A.; Butylina, S.; Kärki, T. Use of construction and demolition wastes as mineral fillers in hybrid wood-polymer composites. J. Appl. Polym. Sci. 2016, 133, 1–7. [Google Scholar] [CrossRef]
- Hyvärinen, M.; Ronkanen, M.; Kärki, T. The effect of the use of construction and demolition waste on the mechanical and moisture properties of a wood-plastic composite. Compos. Struct. 2019, 210, 321–326. [Google Scholar] [CrossRef]
- Klyosov, A.A. Wood-Plastic Composites; John Wiley & Sons: Hoboken, NJ, USA, 2007; Volume 7, pp. 20–26. ISBN 9780470148914. [Google Scholar]
- Yi, X.; Zhao, D.; Ou, R.; Ma, J.; Chen, Y.; Wang, Q. A comparative study of the performance of wood-plastic composites and typical substrates as heating floor. BioResour 2017, 12, 2565–2578. [Google Scholar] [CrossRef]
- Prisco, U. Thermal conductivity of flat-pressed wood plastic composites at different temperatures and filler content. Sci. Eng. Compos. Mater. 2014, 21, 197–204. [Google Scholar] [CrossRef]
- Zhang, X.; Hao, X.; Hao, J.; Wang, Q. Heat transfer and mechanical properties of wood-plastic composites filled with flake graphite. Thermochim. Acta 2018, 664, 26–31. [Google Scholar] [CrossRef]
- T’Joen, C.; Park, Y.; Wang, Q.; Sommers, A.; Han, X.; Jacobi, A. A review on polymer heat exchangers for HVAC&R applications. Int. J. Refrig. 2009, 32, 763–779. [Google Scholar]
- Ashby, M.F. Material Selection in Mechanical Design, 5th ed.; Butterworth-Heinemann: Oxford, UK, 2017. [Google Scholar]
- Keskisaari, A.; Kärki, T. The use of waste materials in wood-plastic composites and their impact on the profitability of the product. Resour. Conserv. Recycl. 2018, 134, 257–261. [Google Scholar] [CrossRef]
- Youngquist, J.A. Wood-based composites and panel products. In Wood Handbook: Wood as an Engineering Material; General Technical Report FPL; GTR-113: Pages 10.1–10.31; USDA Forest Service, Forest Products Laboratory: Madison, WI, USA, 1999. [Google Scholar]
- Engineering Toolbox Coefficients of Linear Thermal Expansion. J. Mater. Process. Technol. 2010, 210, 1624–1631. Available online: https://www.engineeringtoolbox.com/linear-expansion-coefficients-d_95.html (accessed on 1 October 2019).
- Boria, S.; Scattina, A.; Belingardi, G. Experimental evaluation of a fully recyclable thermoplastic composite. Compos. Struct. 2016, 140, 21–35. [Google Scholar] [CrossRef]
- Palmer, J.; Ghita, O.R.; Savage, L.; Evans, K.E. Successful closed-loop recycling of thermoset composites. Compos. Part. A. Appl. Sci. Manuf. 2009, 40, 490–498. [Google Scholar] [CrossRef]
- Cousins, D.S.; Suzuki, Y.; Murray, R.E.; Samaniuk, J.R.; Stebner, A.P. Recycling glass fiber thermoplastic composites from wind turbine blades. J. Clean. Prod. 2019, 209, 1252–1263. [Google Scholar] [CrossRef]
- Hubo, S.; Ragaert, K.; Leite, L.; Martins, C. Evaluation of post-industrial and post-consumer polyolefin-based polymer waste streams for injection moulding. Omolde 2015, 26, 24–34. [Google Scholar]
- WRAP Plasterboard Case Study—International Practice in Plasterboard Recycling: Denmark; Gypsum Recycling International: Thisted, Denmark, 2002.
- Hestin, M.; Faninger, T.; Milios, L. Increased EU plastics recycling targets: Environmental, economic and social impact assessment. Environ. Econ. Soc. impact Assess. 2015. Available online: https://www.plasticsrecyclers.eu/sites/default/files/BIO_Deloitte_PRE_Plastics Recycling Impact_Assesment_Final Report.pdf (accessed on 3 June 2019).
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).






{kind=link}
{kind=link}
{kind=link}