Distinct Recrystallization Pathways in a Cold-Rolled Al-2%Mg Alloy Evidenced by In-Situ Neutron Diffraction


 ,
,  ,
,
Abstract
1. Introduction
2. Material and Methods
2.1. Samples Preparation
2.2. Neutron Diffraction Texture Characterizations
3. Results
3.1. Texture Decomposition Method
3.2. The Recrystallization Kinetics
4. Discussion
5. Conclusions
- (a)
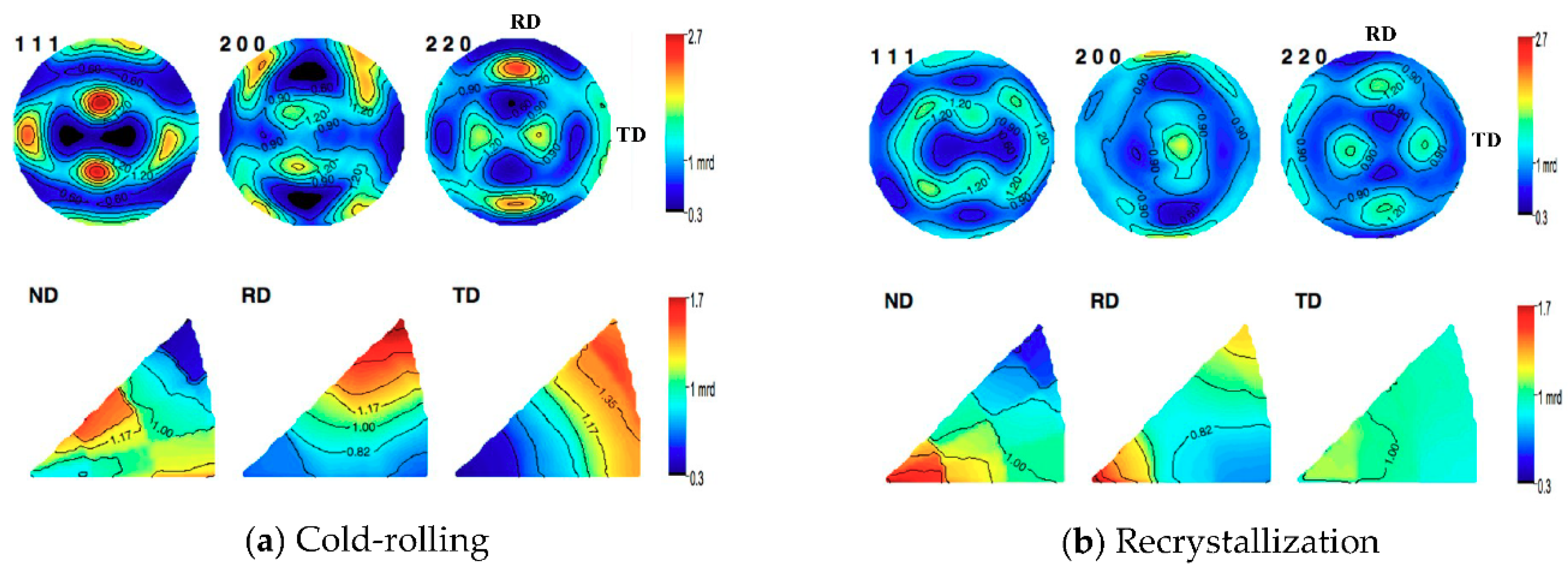
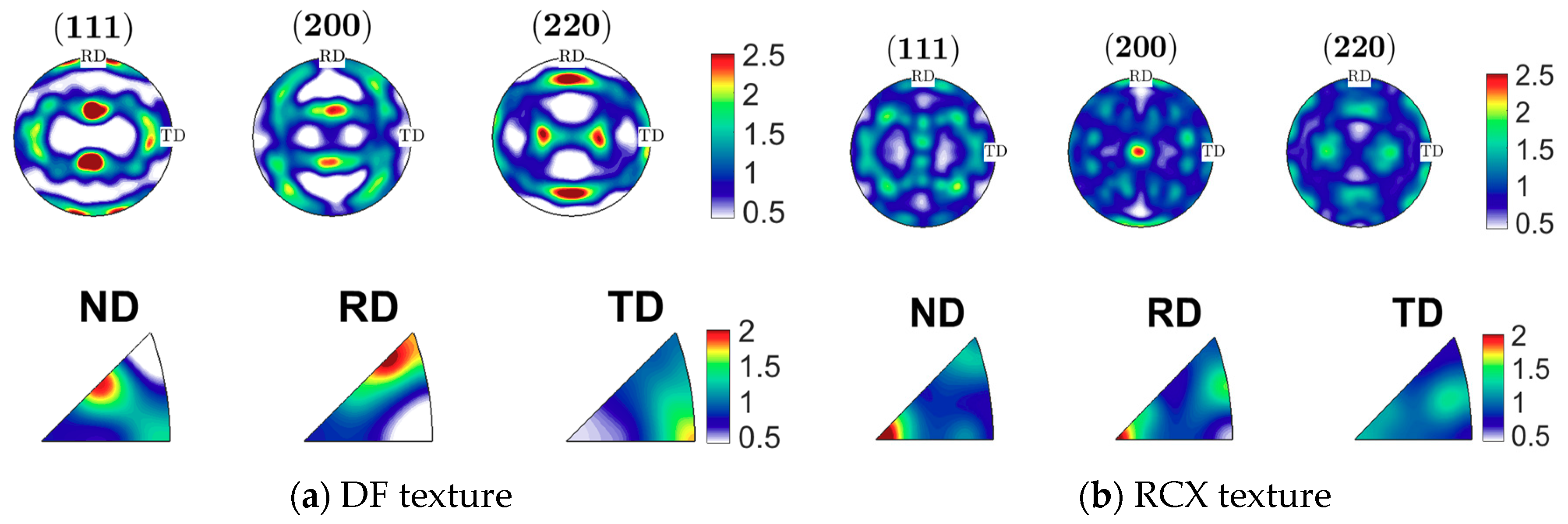
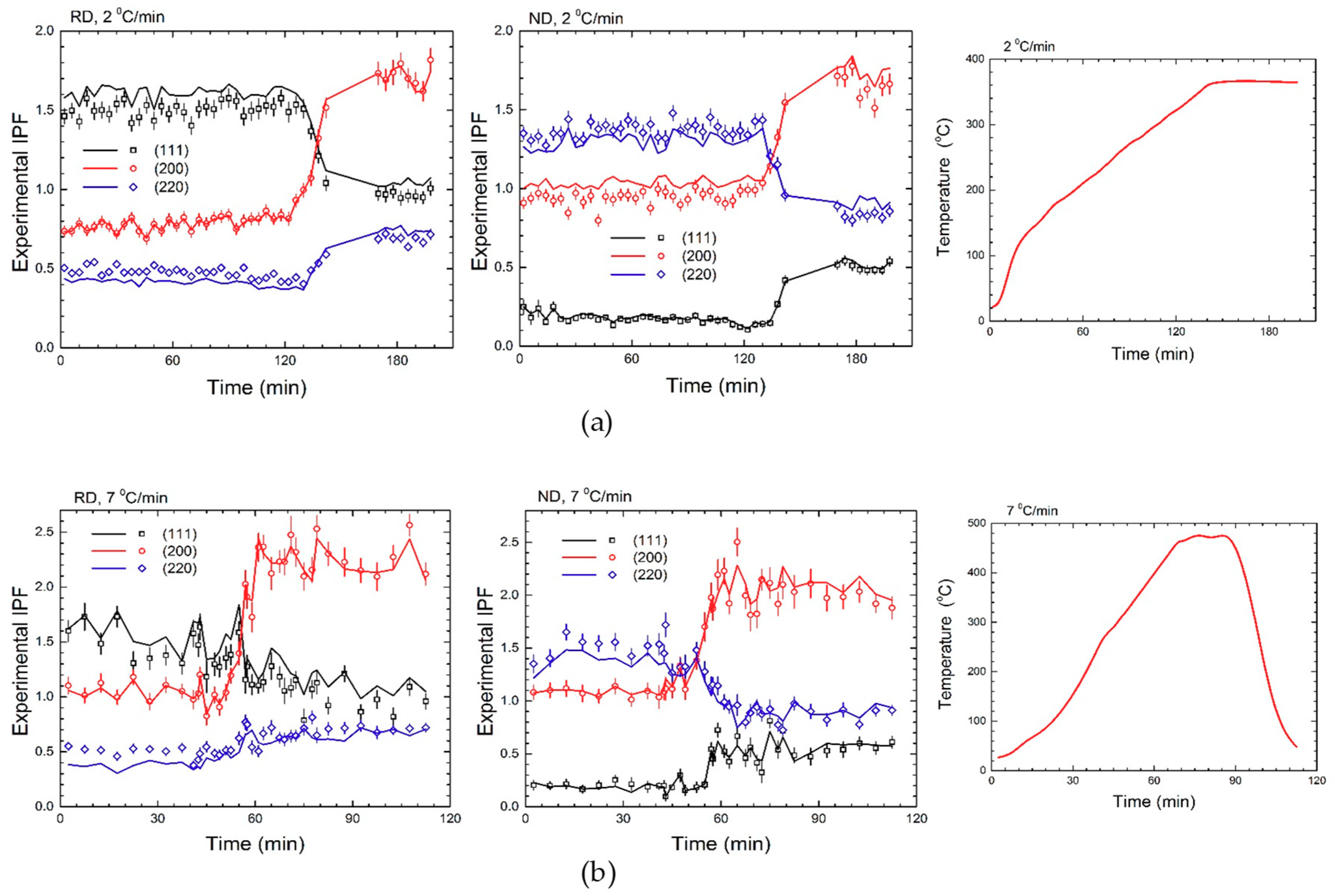
- The ex situ and in-situ neutron diffraction measurements performed at HIPPO and VULCAN on an Al(2%Mg) alloy allowed for identification of the main texture components characterizing the deformation and recrystallization textures.
- (b)
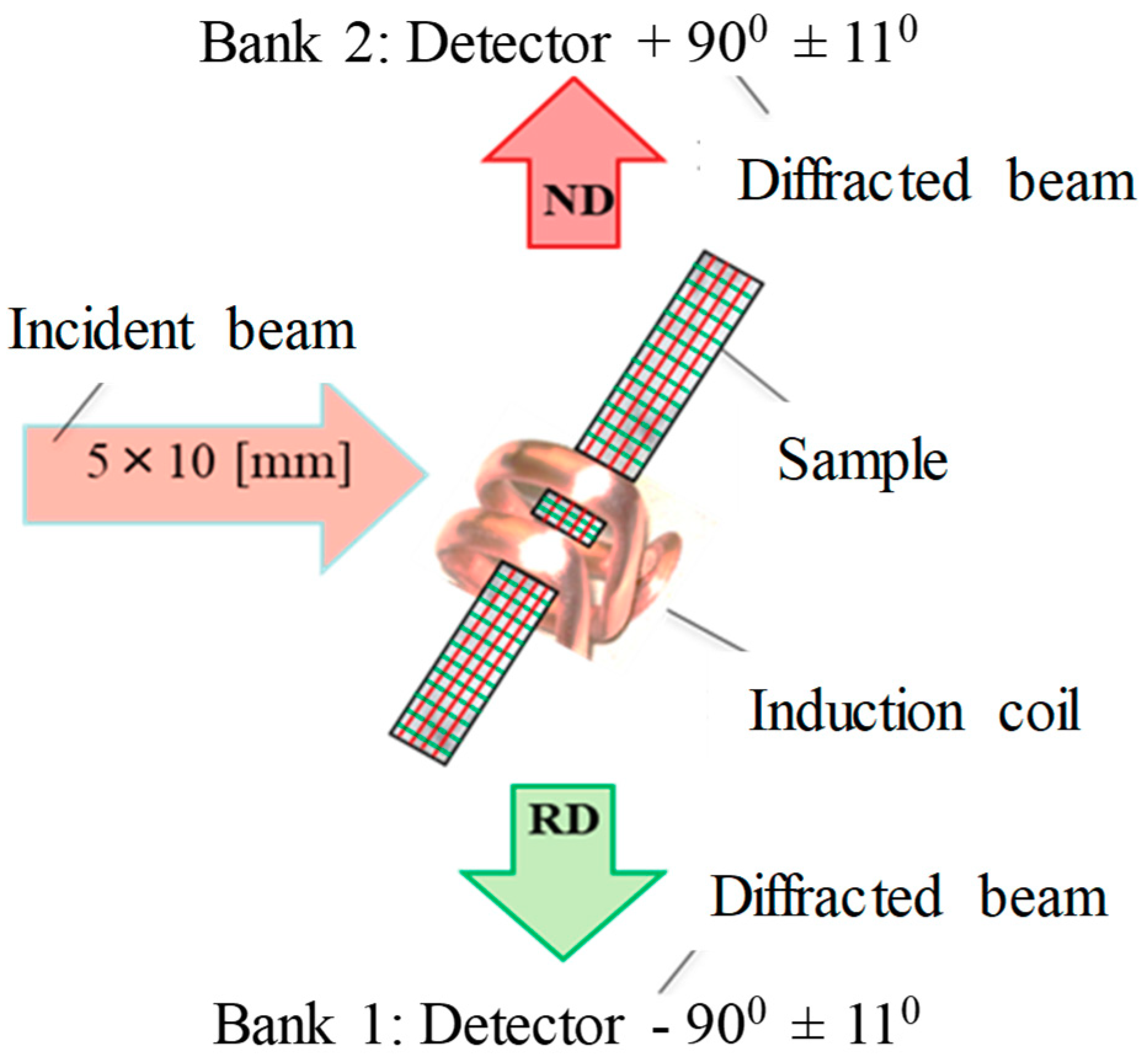
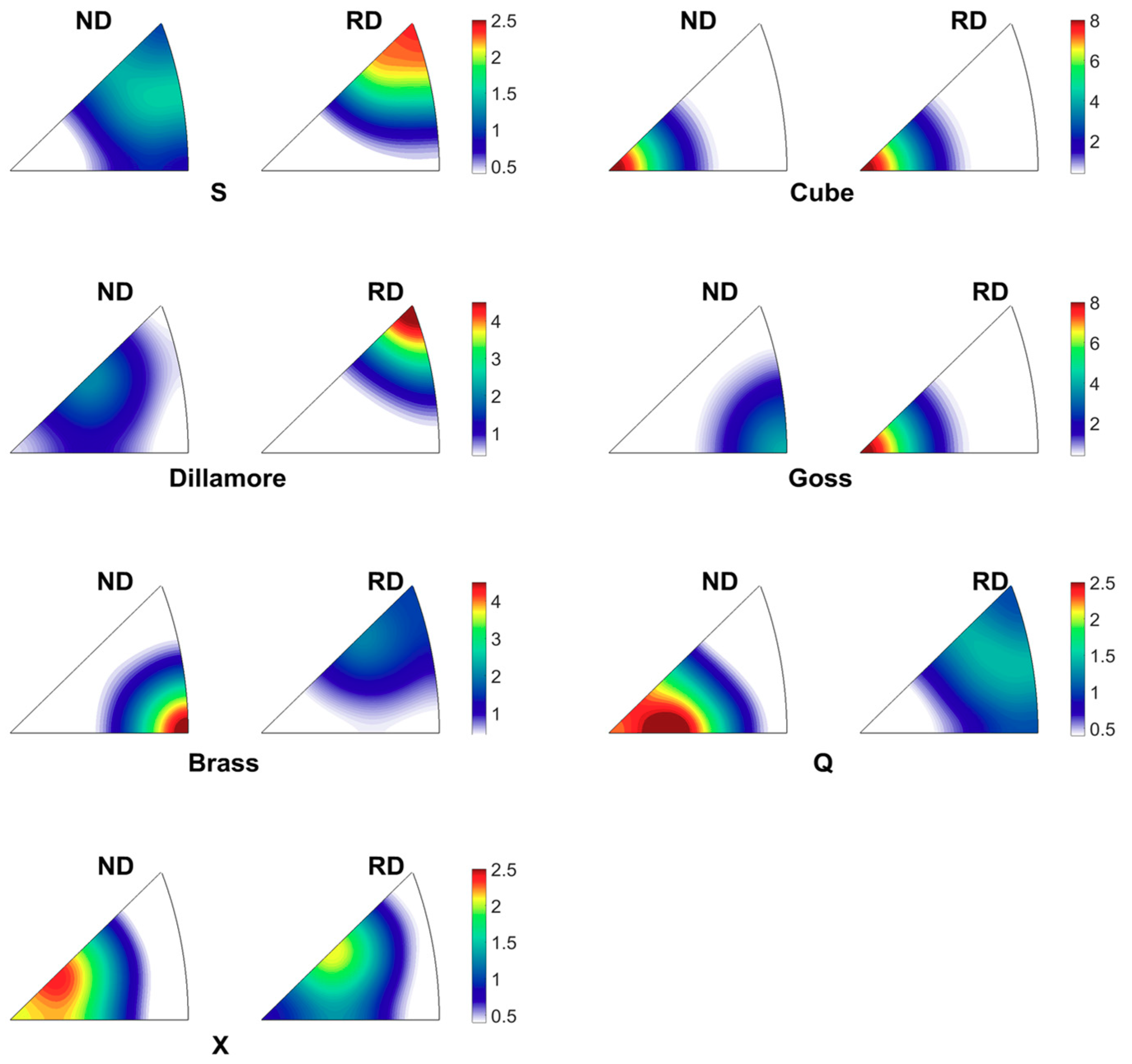
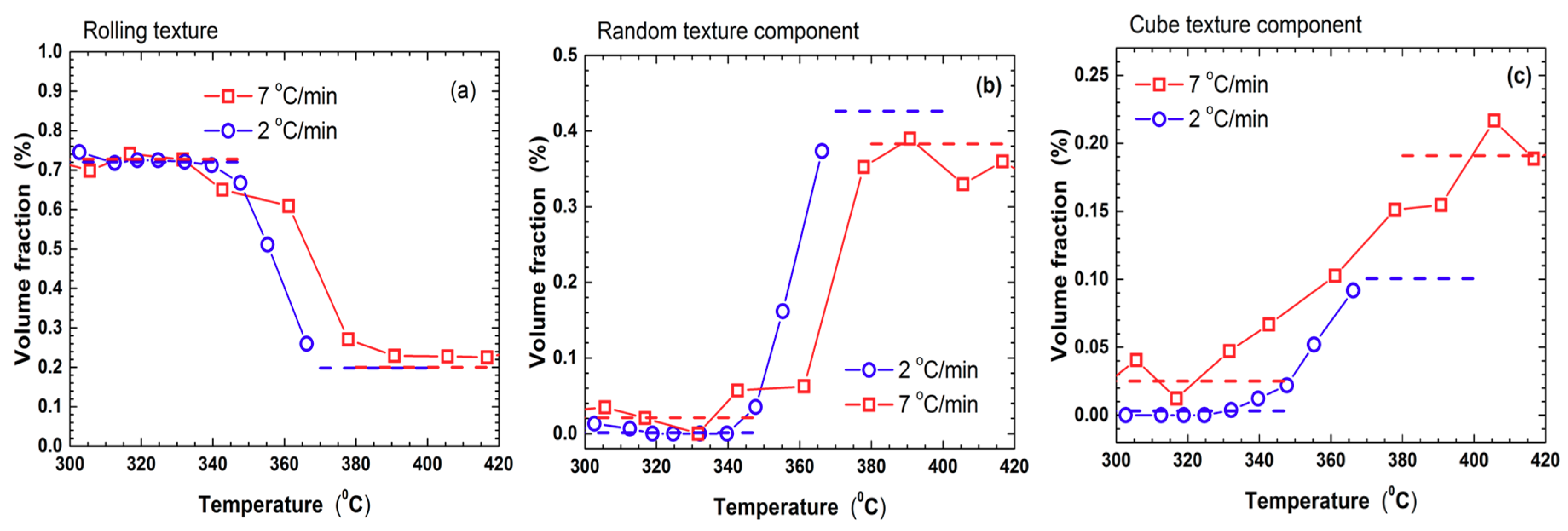
- A new QMC method of analyzing the diffraction data recorded along ND and RD allowed the texture decomposition in standard components and provided their volume fractions evolution during isochronal heating.
- (c)
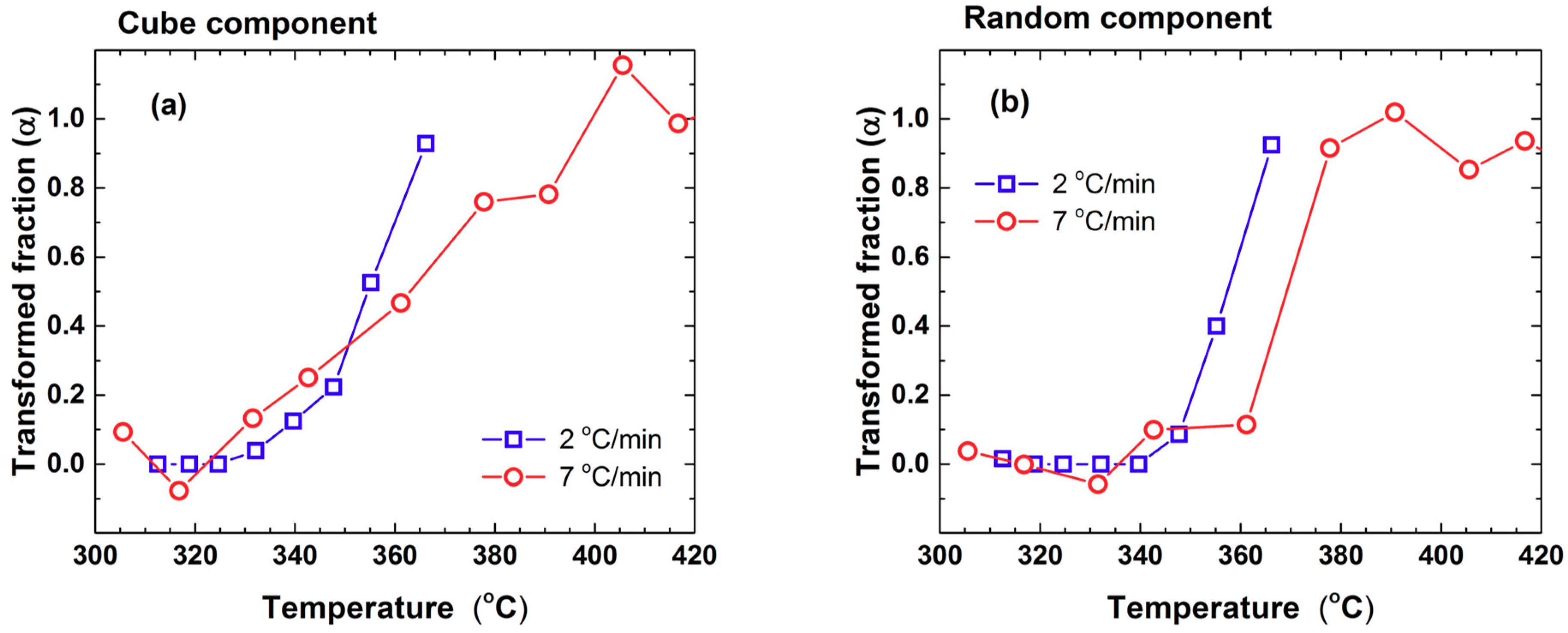
- The kinetics of recrystallization for random texture component can be analyzed using an analytic method to estimate the apparent activation energy.
- (d)
- Due to the presence of an initial content of cube texture, the sample annealed under 7 °C/min displayed an early start and more RCX at the end of the process.
- (e)
- The new QMC method of neutron diffraction data analysis may be extended to other instruments with more complex detector arrangements and may include texture component-dependent peak profile contributions as well.
Authors Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Hjelen, J.; Orsund, R.; Nes, E. On the origin of recrystallization textures in aluminium. Acta Metall. Mater. 1991, 39, 1377–1404. [Google Scholar] [CrossRef]
- Lucke, K.; Engler, O. Effects of particles on development of microstructure and texture during rolling and recrystallisation in fcc alloys. Mater. Sci. Technol. 1990, 6, 1113–1130. [Google Scholar] [CrossRef]
- Radhakrishnan, B.; Sarma, G.; Weiland, H.; Baggethun, P. Simulations of deformation and recrystallization of single crystals of aluminium containing hard particles. Model. Simul. Mater. Sci. Eng. 2000, 8, 737–750. [Google Scholar] [CrossRef]
- Engler, O.; Lucke, K. Mechanisms of recystallization texture formation in aluminium alloys. Scr. Metall. Mater. 1992, 27, 1527–1532. [Google Scholar] [CrossRef]
- Engler, O.; Vatne, H.E.; Nes, E. The roles of oriented nucleation and oriented growth on recrystallization textures in commercial purity aluminium. Mater. Sci. Eng. 1996, 205, 187–198. [Google Scholar] [CrossRef]
- Nes, E.; Vatne, H.E. The 400<111> orientation relationship in recrystallization. Z. Metallkd. 1996, 87, 448–453. [Google Scholar]
- Engler, O. On the origin of the R orientation in the recrystallization textures of aluminum alloys. Metall. Mater. Trans. A 1999, 30, 1517–1527. [Google Scholar] [CrossRef]
- Duckham, A.; Engler, O.; Knutsen, R.D. Moderation of the recrystallization texture by nucleation at copper-type shear bands in Al-1Mg. Acta Mater. 2002, 50, 2881–2893. [Google Scholar] [CrossRef]
- Liu, W.C.; Li, Z.; Man, C.-S. Effect of heating rate on the microstructure and texture of continuous cast AA 3105 aluminum alloy. Mater. Sci. Eng. A 2008, 478, 173–180. [Google Scholar] [CrossRef]
- Wang, W.X.; Zhang, J.X.; Wang, Z.J.; Liu, W.C. A comparative study of the transformation kinetics of recrystallization texture of CC and DC 3003 aluminum alloys. Mater. Charact. 2018, 141, 412–422. [Google Scholar] [CrossRef]
- Kumar, R.; Gupta, A.; Kumar, A.; Chouhan, R.N.; Khatirkar, R.K. Microstructure and texture development during deformation and recrystallisation in strip cast AA8011 aluminum alloy. J. Alloys Compd. 2018, 742, 369–382. [Google Scholar] [CrossRef]
- Hirsch, J.; Lücke, K. Mechanism of deformation and development of rolling textures in polycrystalline F.C.C. metals—I. Description of rolling texture development in homogeneous CuZn alloys. Acta Metall. 1988, 36, 2863–2882. [Google Scholar] [CrossRef]
- Liu, W.C.; Li, J.; Yuan, H.; Yang, Q.X. Effect of recovery on the recrystallization texture of an Al–Mg alloy. Scr. Mater. 2007, 57, 833–836. [Google Scholar] [CrossRef]
- Smallman, R.E.; Lee, C.S. Advances in the theory of deformation and recrystallization texture formation. Mater. Sci. Eng. 1994, 184A, 97–112. [Google Scholar] [CrossRef]
- Hutchinson, W.B. Nucleation of recrystallization. Scr. Metall. 1992, 27, 1471–1475. [Google Scholar] [CrossRef]
- Liebmann, B.; Lucke, K.; Masing, G. Orientation dependency of the rate of growth during primary recrystallization of A1 single crystals. Z. Metallkd. 1956, 47, 57–63. [Google Scholar]
- Humphreys, F.J. Characterisation of fine-scale microstructures by electron backscatter diffraction (EBSD). Scr. Mater. 2004, 51, 771–776. [Google Scholar] [CrossRef]
- Schafer, C.; Mohles, V.; Gottstein, G. Modeling the effect of heating rate on recrystallization texture evolution in AA3103. Adv. Eng. Mater. 2010, 12, 981–988. [Google Scholar] [CrossRef]
- Attallah, M.M.; Strangwood, M.; Davis, C.L. Influence of the heating rate on the initiation of primary recrystallization in a deformed Al–Mg alloy. Scr. Mater. 2010, 63, 371–374. [Google Scholar] [CrossRef]
- Li, S.; Zhao, Q.; Li, F. A review of texture evolution mechanisms during deformation by rolling in aluminum alloys. J. Mater. Eng. Perform. 2018, 27, 3350–3373. [Google Scholar] [CrossRef]
- Nes, E.; Solberg, J.K. Growth of cube grains during recrystallization of aluminium. Meter. Sci. Technol. 1986, 2, 19–21. [Google Scholar] [CrossRef]
- Bailey, J.E.; Hirsch, P.B. The recrystallization process in some polycrystalline metals. Proc. R. Soc. Lond. 1962, 267, 11–30. [Google Scholar] [CrossRef]
- Dillamore, I.L.; Katoh, H. The Mechanisms of Recrystallization in Cubic Metals with Particular Reference to Their Orientation-Dependence. Met. Sci. 1974, 8, 73–83. [Google Scholar] [CrossRef]
- Umezawa, A.; Inagaki, H. Formation of cube recrystallized grains in high purity aluminum. Z. Metallkd. 2006, 97, 49–58. [Google Scholar] [CrossRef]
- Miszczyk, M.M.; Paul, H.; Driver, J.H.; Poplewska, J. The influence of deformation texture on nucleation and growth of cube grains during primary recrystallization of AA1050 alloy. Acta Mater. 2017, 129, 378–387. [Google Scholar] [CrossRef]
- Radhakrishnan, B.; Sarma, G. Coupled simulations of texture evolution during deformation and recrystallization of fcc and bcc metals. Mater. Sci. Eng. 2008, 494, 73–79. [Google Scholar] [CrossRef]
- Radhakrishnan, B.; Sarma, G. The effect of coarse non-deformable particles on the deformation and static recrystallization of aluminium alloys. Philos. Mag. E 2004, 84, 2341–2366. [Google Scholar] [CrossRef]
- Sarma, G.B.; Radhakrishnan, B. Modeling microstructural effects on the evolution of cube texture during hot deformation of aluminum. Mater. Sci. Eng. A 2004, 385, 91–104. [Google Scholar] [CrossRef]
- Sidor, J.J.; Petrov, R.H.; Kestens, L.A.I. Modeling the crystallographic texture changes in aluminum alloys during recrystallization. Acta Mater. 2011, 59, 5735–5748. [Google Scholar] [CrossRef]
- Wang, Y.D.; Wang, X.-L.; Stoica, A.D.; Almer, J.D.; Lienert, U.; Haeffner, D.R. Separating the recrystallization and deformation texture components by high-energy X-rays. J. Appl. Cryst. 2002, 35, 684–688. [Google Scholar] [CrossRef]
- Liss, K.D.; Clemens, H.; Bystrzanowski, S.; Stark, A.; Buslaps, T.; Schimansky, F.P.; Gerling, R.; Scheu, C.; Schreyer, A. Recrystallization and phase transitions in a γ-TiAl-based alloy as observed by ex situ and in-situ high-energy X-ray diffraction. Acta Mater. 2006, 54, 3721–3735. [Google Scholar] [CrossRef]
- Liss, K.D.; Schmoelzer, T.; Yan, K.; Reid, M.; Peel, M.; Dippenaar, R.; Clemens, H. In-situ study of dynamic recrystallization and hot deformation behavior of a multiphase titanium aluminide alloy. J. Appl. Phys. 2009, 106, 113526. [Google Scholar] [CrossRef]
- Lauridsen, E.M.; Poulsen, H.F.; Nielsen, S.F.; Jensen, D.J. Recrystallization kinetics of individual bulk grains in 90% cold-rolled aluminium. Acta Mater. 2003, 51, 4423–4435. [Google Scholar] [CrossRef]
- Poulsen, S.O.; Lauridsen, E.M.; Lyckegaard, A.; Oddershede, J.; Gunlach, C.; Curfs, C.; Jensen, D.J. In-situ measurements of growth rates and grain-averaged activation energies of individual grain during recrystallization of 50% cold-rolled aluminium. Scr. Mater. 2011, 64, 1003–1006. [Google Scholar] [CrossRef]
- Branger, V.; Mathon, M.H.; Baudin, T.; Penelle, R. “In-situ” neutron diffraction study of the cube crystallographic texture development in Fe53%-Ni alloy during recrystallization. Scr. Mater. 2000, 43, 325–330. [Google Scholar] [CrossRef]
- Lonardelli, I.; Gey, N.; Wenk, H.R.; Humbert, M.; Vogel, S.C.; Lutterotti, L. In-situ observation of texture evolution during α → β and β → α phase transformation in titanium alloys investigated by neutron diffraction. Acta Mater. 2007, 55, 5718–5727. [Google Scholar] [CrossRef]
- Aydogan, E.; El-Atwani, O.; Takajo, S.; Vogel, S.C.; Maloy, S.A. High temperature microstructural stability and recrystallization mechanisms in 14WT alloys. Acta Mater. 2018, 148, 467–481. [Google Scholar] [CrossRef]
- Christien, F.; Telling, M.T.F.; Knight, K.S.; Le gall, R. A method for the monitoring of metal recrystallization based on the in-situ measurement of the elastic energy release using neutron diffraction. Rev. Sci. Instrum. 2015, 86, 053901. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.L.; Holden, T.M.; Rennich, G.Q.; Stoica, A.D.; Liaw, P.K.; Choo, H.; Hubbard, C.R. VULCAN—The engineering diffractometer at the SNS. Phys. B Condens. Matter 2006, 385, 673–675. [Google Scholar] [CrossRef]
- Vogel, S.C.; Hartig, C.; Lutterotti, L.; Von Dreeele, R.B.; Wenk, H.R.; Williams, D.J. Texture measurements using the new neutron diffractometer HIPPO and their analysis using the Rietveld method. Powder Diffr. 2004, 19, 65–68. [Google Scholar] [CrossRef]
- Reiche, H.M.; Vogel, S.C. A versatile automated sample changer for texture measurements on the high-pressure preferred orientation neutron diffractometer. Rev. Sci. Instrum. 2010, 81, 093302. [Google Scholar] [CrossRef] [PubMed]
- Reiche, H.M.; Vogel, S.C.; Mosbrucker, P.; Larson, E.J.; Daymond, M.R. A furnace with rotating load frame for in-situ high temperature deformation and creep experiments in a neutron diffraction beam line. Rev. Sci. Instrum. 2012, 83, 053901. [Google Scholar] [CrossRef] [PubMed]
- Lutterotti, L.; Matthies, S.; Wenk, H.R.; Schultz, A.J.; Richardson, J. Combined texture and structure analysis of deformed limestone from time-of-flight neutron diffraction spectra. J. Appl. Phys. 1997, 81, 594–600. [Google Scholar] [CrossRef]
- Wenk, H.R.; Lutterotti, L.; Vogel, S. Texture analysis with the new HIPPO TOF diffractometer. Nucl. Instrum. Methods Phys. Res. A 2003, 515, 575–588. [Google Scholar] [CrossRef]
- Wenk, H.R.; Lutterotti, L.; Vogel, S.C. Rietveld texture analysis from TOF neutron diffraction data. Powder Diffr. 2010, 25, 283–296. [Google Scholar] [CrossRef]
- Xu, P.G.; Harjo, S.; Ojima, M.; Suzuki, H.; Ito, T.; Gong, W.; Vogel, S.C.; Inoue, J.; Tomota, Y.; Aizawa, K.; et al. High stereographic resolution texture and residual stress evaluation using time-of-flight neutron diffraction. J. Appl. Phys. 2018, 51, 746–760. [Google Scholar] [CrossRef] [PubMed]
- Stoica, G.M.; Stoica, A.D.; An, K.; Ma, D.; Wang, X.L. Extracting grain-orientation-dependent data from in-situ time-of-flight neutron diffraction. I. Inverse pole figures. J. Appl. Cryst. 2014, 47, 2019–2029. [Google Scholar] [CrossRef]
- Ma, D.; Stoica, A.D.; Wang, Z.; Beese, A.M. Crystallographic texture in an additively manufactured nickel-base superalloy. Mater. Sci. Eng. A 2017, 684, 47–53. [Google Scholar] [CrossRef]
- Bachmann, F.; Hielscher, R.; Schaeben, H. Texture Analysis with MTEX–Free and Open Source Software Toolbox. Solid State Phenom. 2010, 160, 63–68. [Google Scholar] [CrossRef]
- An, K. VDRIVE—Data Reduction and Interactive Visualization Software for Event Mode Neutron Diffraction; ORNL Report No. ORNL-TM-2012-621; Oak Ridge National Laboratory: Oak Ridge, TN, USA, 2012. [Google Scholar]
- Clausen, B. SMARTSWare Los Alamos National Laboratory Report; LAUR-04-6581; Los Alamos National Laboratory: Los Alamos, NM, USA, 2003. [Google Scholar]
- Matthies, S.; Vinel, G.W.; Helmig, K. Standard Distributions in Texture Analysis; Akademie-Verlag: Berlin, Germany, 1987; Volumes I–III, pp. 1987–1990. [Google Scholar]
- Tarasiuk, J.; Wierzbanowski, K.; Bacroix, B. Texture decomposition into Gauss-shaped functions: Classical and genetic algorithm methods. Comput. Mater. Sci. 2004, 29, 179–186. [Google Scholar] [CrossRef]
- Bohlke, T.; Haus, U.; Schulze, V. Crystallographic texture approximation by quadratic programming. Acta Mater. 2006, 54, 1359–1368. [Google Scholar] [CrossRef]
- Dessieux, L.L.; Stoica, A.D.; Bingham, P.R. Single crystal to polycrystal neutron transmission simulation. Rev. Sci. Instrum. 2018, 89, 025103. [Google Scholar] [CrossRef] [PubMed]
- Radhakrishnan, B.; Sarma, G.B.; Zacharia, T. Modeling the kinetics and microstructural evolution during static recrystallization—Monte Carlo simulation of recrystallization. Acta Mater. 1998, 46, 4415–4433. [Google Scholar] [CrossRef]
- Benchabane, G.; Boumerzoug, Z.; Gloriant, T.; Thibon, I. Microstructural characterization and recrystallization kinetics of cold-rolled copper. Phys. B Condens. Matter 2011, 406, 1973–1976. [Google Scholar] [CrossRef]
- Starink, M.J. The determination of activation energy from linear heating rate experiments: A comparison of the accuracy of isoconversion methods. Thermochim. Acta 2003, 404, 163–176. [Google Scholar] [CrossRef]
- Friedman, H.I. Kinetics of thermal degradation of char-forming plastics from thermogravimetry. J. Polym. Sci. Part C 1964, 6, 183–195. [Google Scholar] [CrossRef]
- Liu, F.; Sommer, F.; Bos, C.; Mittemeijer, E.J. Analysis of solid state phase transformation kinetics: Models and recipes. Int. Mater. Rev. 2007, 52, 192–212. [Google Scholar] [CrossRef]
- Sidor, J.; Miroux, A.; Petrov, R.; Kestens, L. Microstructural and crystallographic aspects of conventional and asymmetric rolling processes. Acta Mater. 2008, 56, 2495–2507. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| RD | Random mrd | S {123}<634> | Dillamore {4411}<11118> | Brass {110}<112> | X {114}<311> | Cube {001}<100> | Goss {011}<100> | Q {310}<123> |
|---|---|---|---|---|---|---|---|---|
| <111> | 1 | 2.73 | 4.70 | 1.84 | 0.31 | 0.00 | 0.00 | 0.94 |
| <001> | 1 | 0.03 | 0.00 | 0.16 | 0.77 | 7.22 | 7.23 | 0.18 |
| <011> | 1 | 0.43 | 0.23 | 0.25 | 0.18 | 0.01 | 0.02 | 1.09 |
| <113> | 1 | 0.88 | 0.45 | 1.44 | 2.10 | 0.89 | 0.85 | 1.08 |
| <133> | 1 | 1.22 | 1.22 | 0.85 | 0.39 | 0.01 | 0.01 | 1.42 |
| <012> | 1 | 0.38 | 0.10 | 0.47 | 1.01 | 0.63 | 0.64 | 0.66 |
| <112> | 1 | 1.91 | 1.84 | 2.23 | 1.56 | 0.10 | 0.11 | 1.46 |
| <135> | 1 | 0.80 | 0.47 | 0.90 | 1.00 | 0.20 | 0.20 | 1.17 |
| ND | Random mrd | S {123}<634> | Dillamore {4411}<11118> | Brass {110}<112> | X {114}<311> | Cube {001}<100> | Goss {011}<100> | Q {310}<123> |
|---|---|---|---|---|---|---|---|---|
| <111> | 1 | 0.84 | 0.25 | 0.05 | 0.05 | 0.00 | 0.11 | 0.01 |
| <001> | 1 | 0.05 | 0.39 | 0.01 | 1.77 | 7.17 | 0.02 | 2.10 |
| <011> | 1 | 1.07 | 0.37 | 4.65 | 0.16 | 0.01 | 4.14 | 0.34 |
| <113> | 1 | 0.97 | 2.03 | 0.21 | 1.92 | 0.84 | 0.26 | 1.38 |
| <133> | 1 | 1.53 | 0.51 | 1.98 | 0.17 | 0.01 | 2.04 | 0.17 |
| <012> | 1 | 0.69 | 1.07 | 1.41 | 1.28 | 0.63 | 1.34 | 1.65 |
| <112> | 1 | 1.44 | 1.47 | 0.20 | 0.74 | 0.10 | 0.27 | 0.41 |
| <135> | 1 | 1.18 | 1.15 | 1.46 | 0.83 | 0.19 | 1.43 | 0.85 |
| Random | S | Dillamore | Brass | X | Cube | Goss | Q | |
|---|---|---|---|---|---|---|---|---|
| DF at 2 °C/min | 0.00 | 0.11 | 0.15 | 0.15 | 0.31 | 0.00 | 0.07 | 0.21 |
| DF at 7 °C/min | 0.02 | 0.15 | 0.12 | 0.15 | 0.31 | 0.03 | 0.07 | 0.16 |
| RCX at 2 °C/min | 0.43 | 0.11 | 0.02 | 0.00 | 0.06 | 0.10 | 0.07 | 0.21 |
| RCX at 7 °C/min | 0.38 | 0.15 | 0.05 | 0.00 | 0.00 | 0.19 | 0.07 | 0.16 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stoica, G.M.; Dessieux, L.L.; Stoica, A.D.; Vogel, S.C.; Muralidharan, G.; Radhakrishnan, B.; Gorti, S.B.; An, K.; Ma, D.; Wang, X.-L. Distinct Recrystallization Pathways in a Cold-Rolled Al-2%Mg Alloy Evidenced by In-Situ Neutron Diffraction. Quantum Beam Sci. 2018, 2, 17. https://doi.org/10.3390/qubs2030017
Stoica GM, Dessieux LL, Stoica AD, Vogel SC, Muralidharan G, Radhakrishnan B, Gorti SB, An K, Ma D, Wang X-L. Distinct Recrystallization Pathways in a Cold-Rolled Al-2%Mg Alloy Evidenced by In-Situ Neutron Diffraction. Quantum Beam Science. 2018; 2(3):17. https://doi.org/10.3390/qubs2030017
Chicago/Turabian StyleStoica, Grigoreta M., Luc L. Dessieux, Alexandru D. Stoica, Sven C. Vogel, Govindarajan Muralidharan, Balasubramaniam Radhakrishnan, Sarma B. Gorti, Ke An, Dong Ma, and Xun-Li Wang. 2018. "Distinct Recrystallization Pathways in a Cold-Rolled Al-2%Mg Alloy Evidenced by In-Situ Neutron Diffraction" Quantum Beam Science 2, no. 3: 17. https://doi.org/10.3390/qubs2030017
APA StyleStoica, G. M., Dessieux, L. L., Stoica, A. D., Vogel, S. C., Muralidharan, G., Radhakrishnan, B., Gorti, S. B., An, K., Ma, D., & Wang, X.-L. (2018). Distinct Recrystallization Pathways in a Cold-Rolled Al-2%Mg Alloy Evidenced by In-Situ Neutron Diffraction. Quantum Beam Science, 2(3), 17. https://doi.org/10.3390/qubs2030017