
Design of a Knife Mill with a Drying Adaptation for Lignocellulose Biomass Milling: Peapods and Coffee Cherry

 and
and
Abstract
1. Introduction
2. Materials and Methods
2.1. Biomass: Peapods and Coffee Cherry
2.2. Miling Pretreatment and Mathematic Modeling for Design
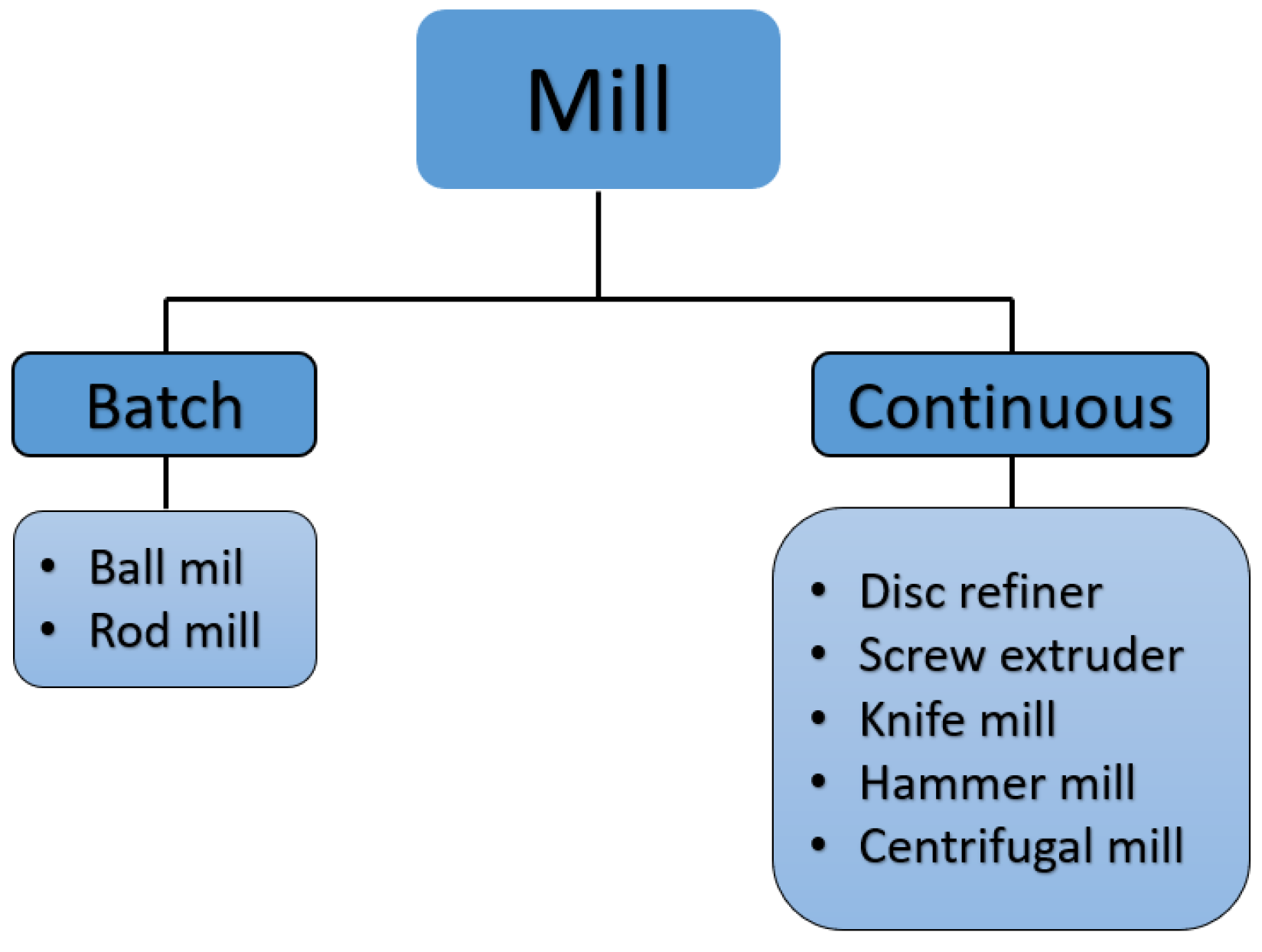
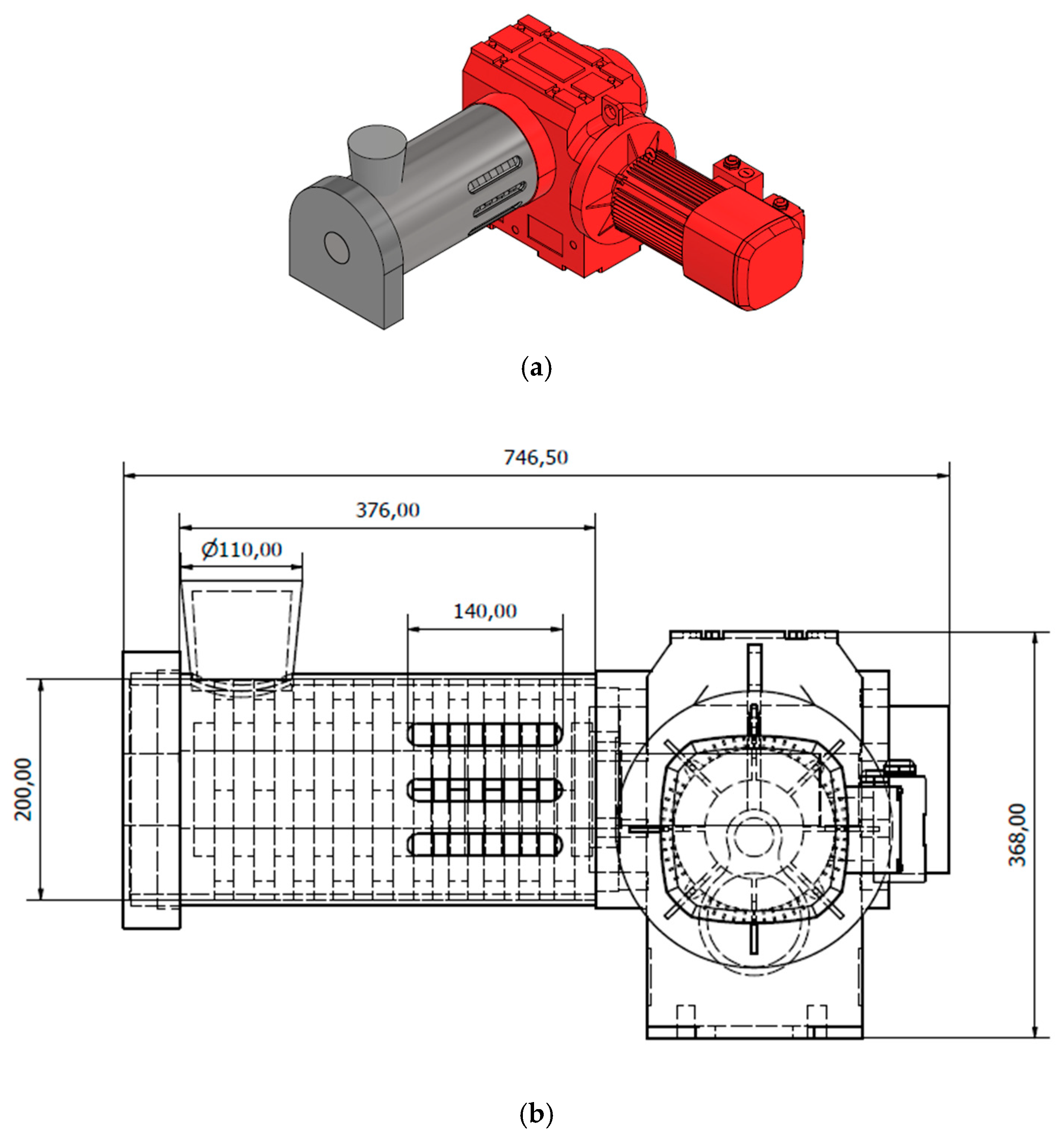
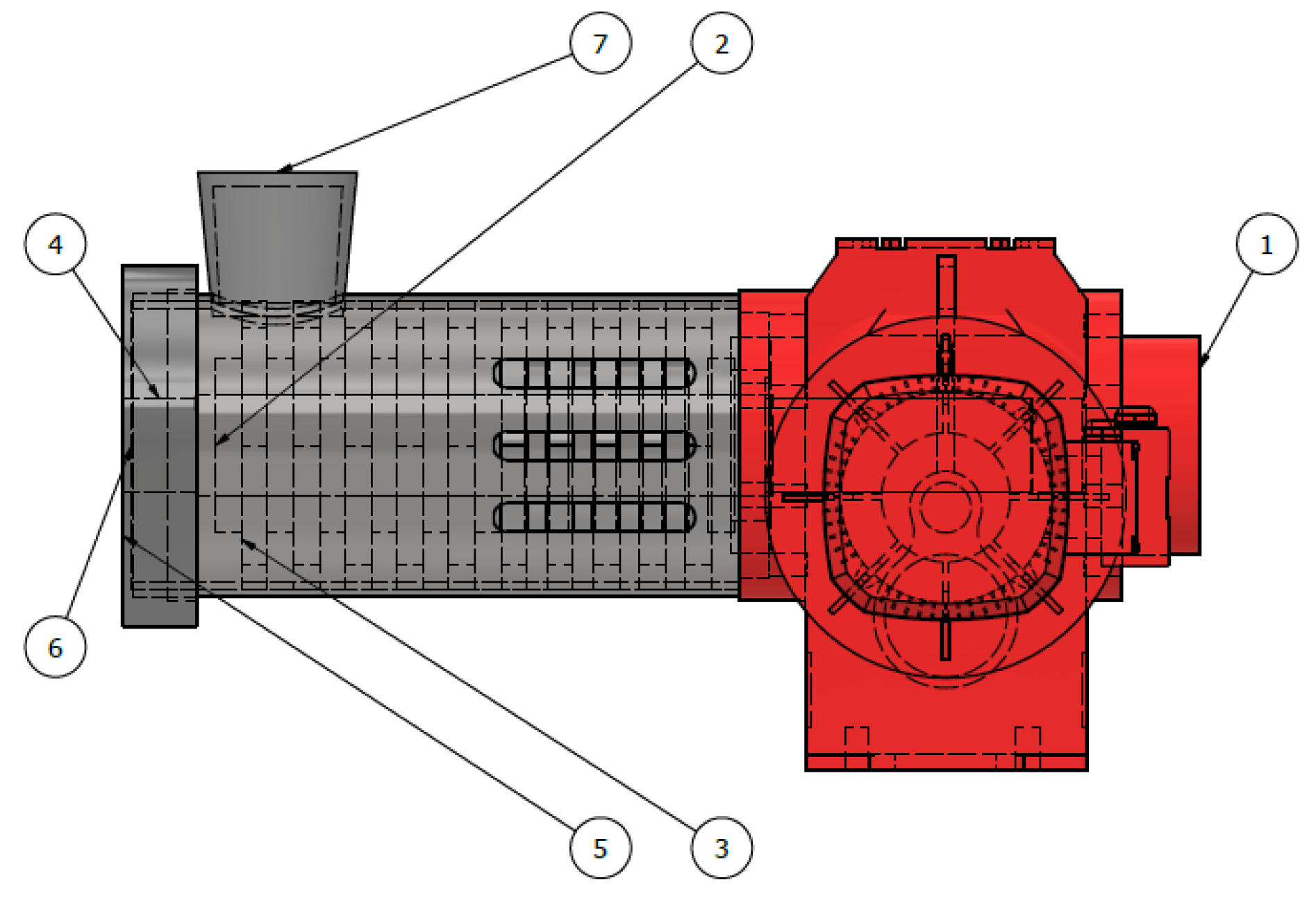
2.3. Design of Knife Mill
3. Results and Discussion
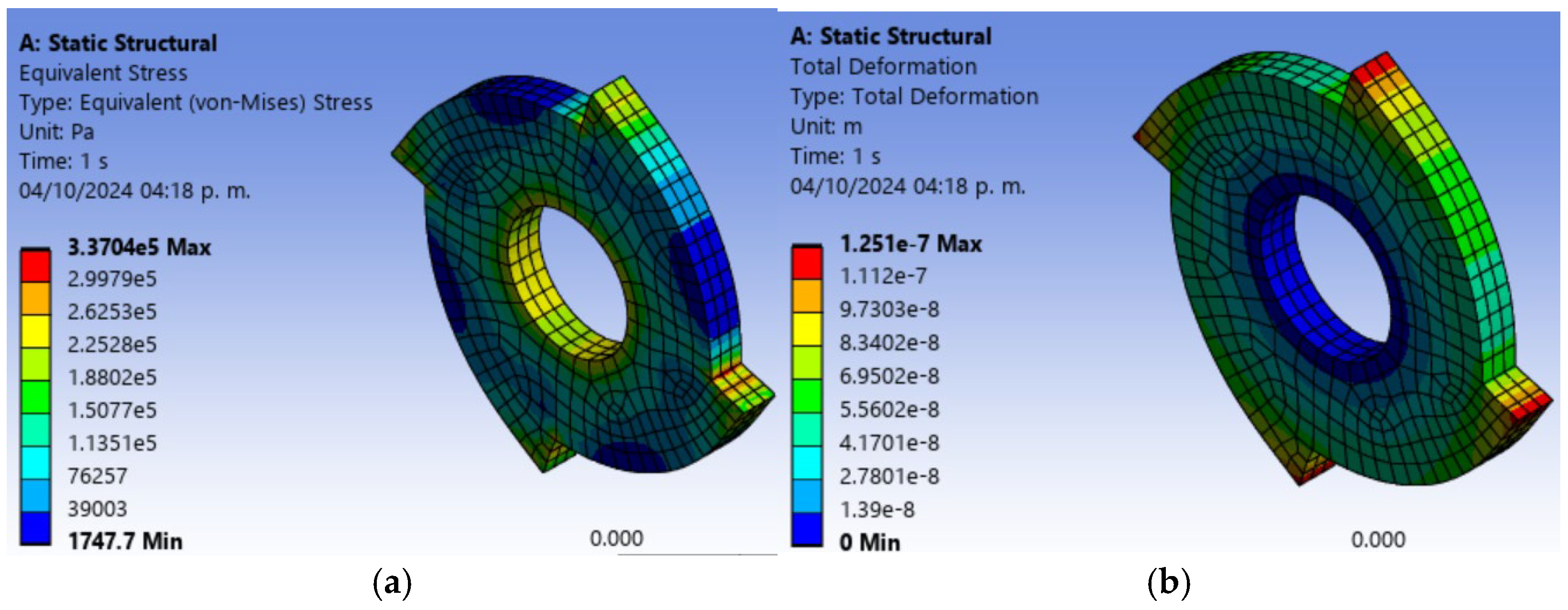
3.1. Simulation of the Main Part of the Mill
3.2. Products Obtained from Milling of Biomass
3.2.1. Coffee Cherry Waste
3.2.2. Peapod Waste
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Arce, C.; Kratky, L. Mechanical pretreatment of lignocellulosic biomass toward enzymatic/fermentative valorization. iScience 2022, 25, 104610. [Google Scholar] [CrossRef] [PubMed]
- Baruah, J.; Nath, B.K.; Sharma, R.; Kumar, S.; Deka, R.C.; Baruah, D.C.; Kalita, E. Recent Trends in the Pretreatment of Lignocellulosic Biomass for Value-Added Products. Front. Energy Res. 2018, 6, 141. [Google Scholar] [CrossRef]
- Raud, M.; Orupõld, K.; Rocha-Meneses, L.; Rooni, V.; Träss, O.; Kikas, T. Biomass Pretreatment with the Szego MillTM for Bioethanol and Biogas Production. Processes 2020, 8, 1327. [Google Scholar] [CrossRef]
- Sitotaw, Y.W.; Habtu, N.G.; Gebreyohannes, A.Y.; Nunes, S.P.; Van Gerven, T. Ball milling as an important pretreatment technique in lignocellulose biorefineries: A review. Biomass Convers. Biorefin. 2023, 13, 15593–15616. [Google Scholar] [CrossRef]
- Arce, C.; Krátký, L. Investigating the effect of process variables for ball milling of wood chips: Energy demand and particle size. Biomass Convers. Biorefin. 2024, 15, 3361–3371. [Google Scholar] [CrossRef]
- Newbolt, G.S. Modelling of Biomass Milling; University of Nottingham: Nottingham, UK, 2018. [Google Scholar]
- CPS architects of what’s possible. Milling Methods Comparison Guide. 2020. Available online: https://www.customprocessingservices.com/blog/jet-milling-compare-conventional-and-fluid-bed-milling-methods (accessed on 10 October 2024).
- Retsch. The Art of Milling. 2017. Available online: https://www.retsch.com/files/5771/expert-guide-milling.pdf (accessed on 1 October 2024).
- Stewart, H. Some Surfacing Defects and Problems Related To Wood Moisture Content. Wood Fiber Sci. 1980, 12, 175–182. [Google Scholar]
- Barati, M.; Abouali, B. Influence of feed moisture and hammer mill operating factors on bagasse particle size distributions. Agric. Eng. Int. 2020, 22, 180–188. [Google Scholar]
- Jung, H.; Lee, Y.; Yoon, W. Effect of Moisture Content on the Grinding Process and Powder Properties in Food: A Review. Processes 2018, 6, 69. [Google Scholar] [CrossRef]
- Pérez, A.S.L.; Mahecha, V.R.; Fajardo, C.A.G. Comparative Analysis of Optimal Reaction Conditions for Hydrothermal Carbonization and Liquid Hot-Water Processes in the Valorization of Peapods and Coffee Cherry Waste into Platform Chemicals. ChemEngineering 2024, 8, 98. [Google Scholar] [CrossRef]
- Lozano-Pérez, A.S.; Guerrero-Fajardo, C.A. Liquid Hot Water (LHW) and Hydrothermal Carbonization (HTC) of Coffee Berry Waste: Kinetics, Catalysis, and Optimization for the Synthesis of Platform Chemicals. Sustainability 2024, 16, 2854. [Google Scholar] [CrossRef]
- Fritsch. Knife Mill—Multifunctional, Industrial-Grade. Available online: https://www.fritsch-international.com/sample-preparation/milling/knife-mill/ (accessed on 1 October 2024).
- 911 Metallurgist. Knife Mill. Available online: https://www.911metallurgist.com/equipment/knife-mill/ (accessed on 1 October 2024).
- De Clercq, G. How to Choose the Right Industrial Mill? 2024. Available online: https://www.palamaticprocess.com/blog/how-choose-right-industrial-mill (accessed on 1 October 2024).
- Dziki, D.; Gładyszewska, B.; Różyło, R.; Polak, R. The size reduction theories of solid foods. Teka Kom. Motoryz. Energetyki Rol. 2012, 12, 2. [Google Scholar]
- Nakach, M.; Authelin, J.-R.; Chamayou, A.; Dodds, J. Comparison of various milling technologies for grinding pharmaceutical powders. Int. J. Miner. Process 2004, 74, S173–S181. [Google Scholar] [CrossRef]
- Temmerman, M.; Jensen, P.D.; Hébert, J. Von Rittinger theory adapted to wood chip and pellet milling, in a laboratory scale hammermill. Biomass Bioenergy 2013, 56, 70–81. [Google Scholar] [CrossRef]
- Austin, L.G.; Trass, O. Size Reduction of Solids Crushing and Grinding Equipment. In Handbook of Powder Science & Technology; Springer: Boston, MA, USA, 1997; pp. 586–634. [Google Scholar] [CrossRef]
- Song, X.; Zhang, M.; Zhang, K.; Pei, Z.J.; Wang, D. Effects of Screen Size on Biochemical Conversion of Big Bluestem Biomass for Biofuel Production. Adv. Mater. Sci. Eng. 2015, 2015, 1–9. [Google Scholar] [CrossRef]
- Singh, H.; Singh, A. An Enhancement of properties of material SAE 1045 steel. Imp. J. Interdiscipplinary Res. IJIR 2017, 3, 1678–1685. [Google Scholar]
- Gravity Cast PVT. Ltd. Material-SAE 1045. Available online: https://gravitycastindia.com/images/resources/ferrouspdf/SAE%201045.pdf (accessed on 2 October 2024).
- Aceromafe. Acero 1045: Características y Usos Más Frecuentes en la Industria. Available online: https://www.aceromafe.com/acero-1045-caracteristicas-usos/ (accessed on 2 October 2024).
- IIRSACERO. Ficha Técnica Acero 1045. 2024. Available online: https://www.scribd.com/document/486086815/Informe-de-Laboratorio-01-2 (accessed on 3 October 2024).
- Matweb. AISI 1045 Steel, Cold Drawn, High Temperature Stress Relieved, 50–75 mm (2–3 in) Round. Available online: https://www.matweb.com/search/datasheet.aspx?matguid=193434cf42e343fab880e1dabdb143ba (accessed on 2 October 2024).

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Assay | Coffee Cherry (%) | Peapods (%) |
|---|---|---|
| Moisture (initial biomass) | 80.79 | 80.77 |
| Moisture (BHP) | 10.94 | 7.77 |
| Ashes | 7.79 | 4.22 |
| Volatile matter | 79.91 | 74.18 |
| Fixed carbon | 1.36 | 13.0 |
| Cellulose | 27.6 | 20.2 |
| Hemicellulose | 12.5 | 17.4 |
| Lignin | 13.7 | 5.0 |
| Characteristics | Value | Unit |
|---|---|---|
| Knife thickness | 18 | mm |
| Shear force | 51.3 | N |
| Number of knives | 10 | - |
| Motor torque | 116 | Nm |
| Engine type | Worm-geared motor s | - |
| Power rating | 1.1 | kW |
| Transmission ratio | 20 | - |
| T (°C) | Particle Size (mm) | Y Sugar (%) | Y Formic Acid (%) | Y Levulinic Acid (%) | Y HMF (a) (%) | Y Furfural (%) | Y Total (%) |
|---|---|---|---|---|---|---|---|
| 180 | 0.5 | 25.58 | 6.61 | 1.64 | 1.3 | 1.15 | 36.28 |
| 180 | 1 | 22.13 | 6.61 | 1.42 | 1.15 | 1.3 | 32.60 |
| 180 | 2 | 21.07 | 7.07 | 1.74 | - | - | 29.88 |
| 180 | 5 | 20.98 | 6.61 | 1.4 | 1.1 | 0.49 | 30.58 |
| 220 | 0.5 | 10.16 | 5.68 | 1.33 | - | - | 17.16 |
| 220 | 1 | 13.99 | 7.34 | 1.86 | 0.06 | - | 23.25 |
| 220 | 2 | 4.55 | 9.34 | 3.2 | - | - | 17.09 |
| 220 | 5 | 12.86 | 7.23 | 1.66 | 0.13 | - | 21.87 |
| 260 | 0.5 | 10.19 | 9.32 | 1.43 | 0.05 | 0.03 | 21.02 |
| 260 | 1 | 9.5 | 9.46 | 1.38 | - | - | 20.35 |
| 260 | 2 | 0.53 | 9.95 | 2.28 | - | - | 12.76 |
| 260 | 5 | 9.65 | 8.09 | 1.23 | 0.07 | - | 19.04 |
| T (°C) | Particle Size (mm) | Y Sugar (%) | Y Formic Acid (%) | Y Levulinic Acid (%) | Y HMF (%) | Y Furfural (%) | Y Total (%) |
|---|---|---|---|---|---|---|---|
| 180 | 0.5 | 15.63 | 19.14 | 3.99 | 3.69 | 2.67 | 45.12 |
| 180 | 1 | 14.46 | 16.70 | 3.28 | 4.57 | 6.50 | 45.51 |
| 180 | 2 | 11.24 | 14.53 | 3.69 | 3.04 | 4.06 | 36.56 |
| 180 | 5 | 11.27 | 15.54 | 3.67 | 2.73 | 0.85 | 34.06 |
| 220 | 0.5 | 1.51 | 19.09 | 3.72 | 1.00 | 0.09 | 25.41 |
| 220 | 1 | 1.53 | 21.63 | 3.41 | 0.87 | 1.01 | 28.45 |
| 220 | 2 | 1.19 | 17.83 | 3.1 | - | - | 22.12 |
| 220 | 5 | 1.41 | 19.14 | 3.77 | 1.07 | 0.51 | 25.90 |
| 260 | 0.5 | 0.54 | 20.89 | 1.65 | - | - | 23.08 |
| 260 | 1 | 0.54 | 28.78 | 2.17 | - | - | 31.49 |
| 260 | 2 | 0.78 | 19.20 | 1.72 | - | - | 21.70 |
| 260 | 5 | 0.85 | 19.86 | 1.77 | - | - | 22.48 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ramírez Cabrera, P.A.; Lozano Pérez, A.S.; Guerrero Fajardo, C.A. Design of a Knife Mill with a Drying Adaptation for Lignocellulose Biomass Milling: Peapods and Coffee Cherry. Designs 2025, 9, 57. https://doi.org/10.3390/designs9030057
Ramírez Cabrera PA, Lozano Pérez AS, Guerrero Fajardo CA. Design of a Knife Mill with a Drying Adaptation for Lignocellulose Biomass Milling: Peapods and Coffee Cherry. Designs. 2025; 9(3):57. https://doi.org/10.3390/designs9030057
Chicago/Turabian StyleRamírez Cabrera, Paula Andrea, Alejandra Sophia Lozano Pérez, and Carlos Alberto Guerrero Fajardo. 2025. "Design of a Knife Mill with a Drying Adaptation for Lignocellulose Biomass Milling: Peapods and Coffee Cherry" Designs 9, no. 3: 57. https://doi.org/10.3390/designs9030057
APA StyleRamírez Cabrera, P. A., Lozano Pérez, A. S., & Guerrero Fajardo, C. A. (2025). Design of a Knife Mill with a Drying Adaptation for Lignocellulose Biomass Milling: Peapods and Coffee Cherry. Designs, 9(3), 57. https://doi.org/10.3390/designs9030057