


Modeling and Research of the Process of Bench Tests of Plunger Hydraulic Cylinders with Energy Recovery


 ,
,  , ,
, ,
Abstract
1. Introduction
2. Materials and Methods
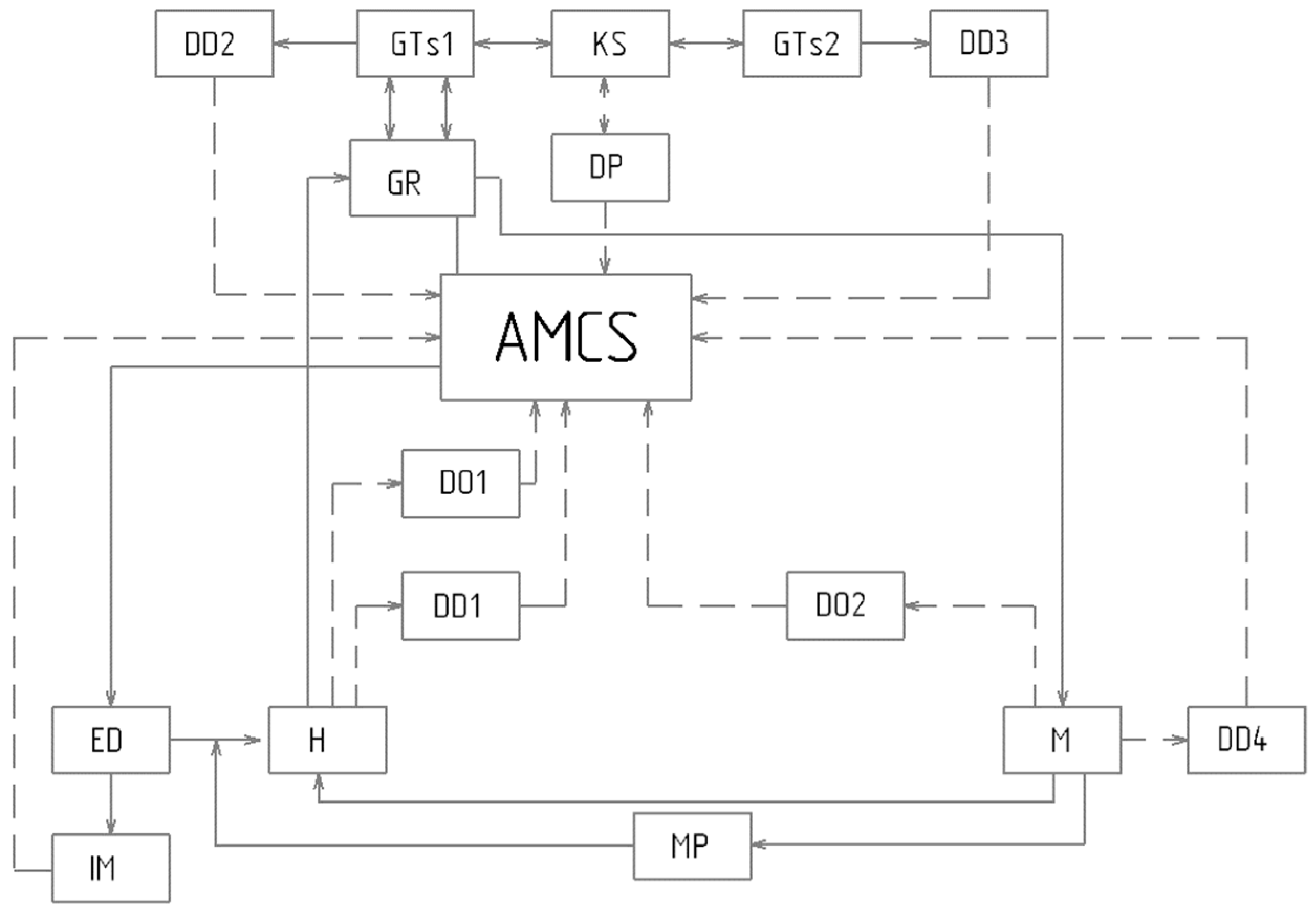
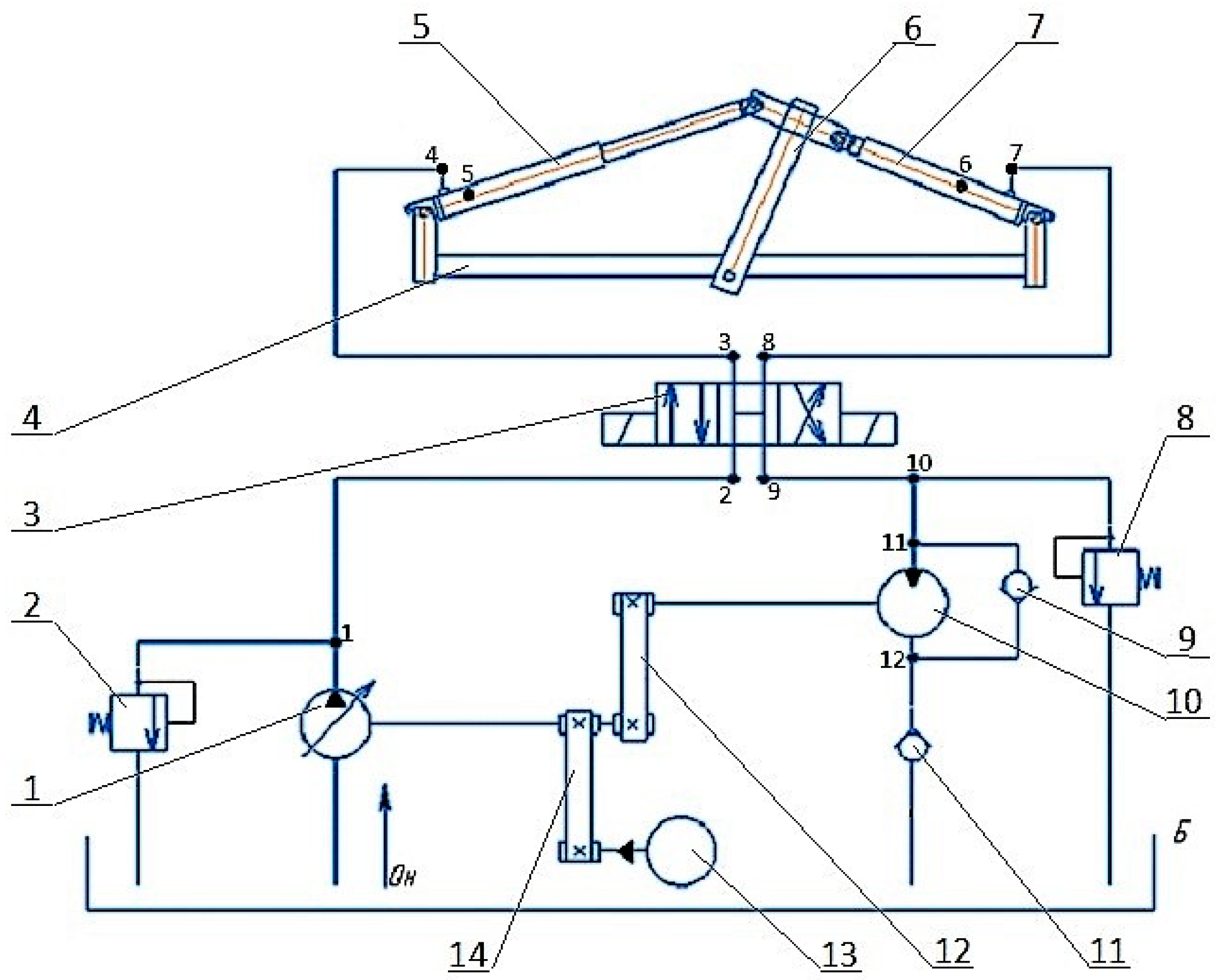
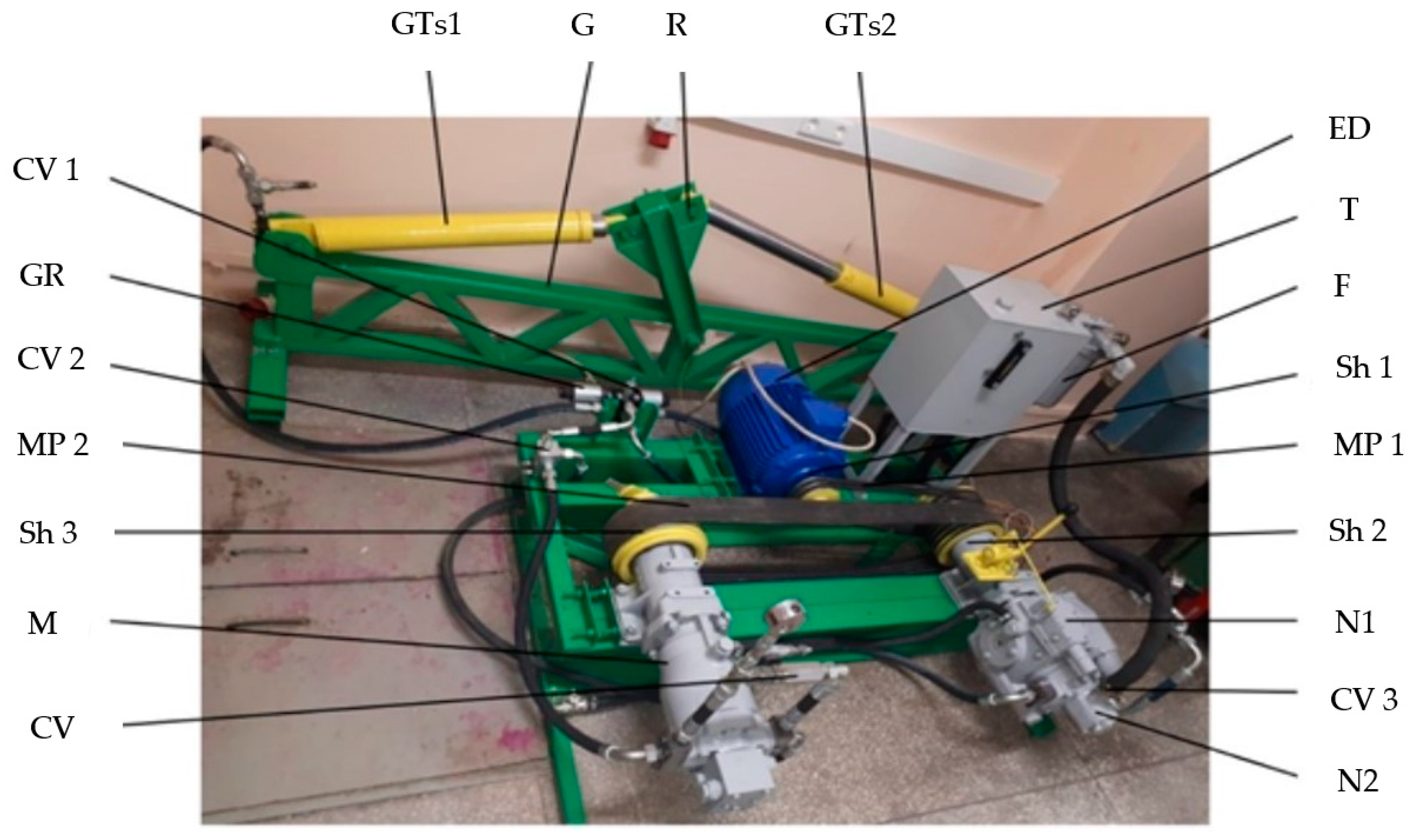
2.1. Calculation Scheme of the Test Bench for Plunger Hydraulic Cylinders
2.2. Modeling the Drive System of the Stand
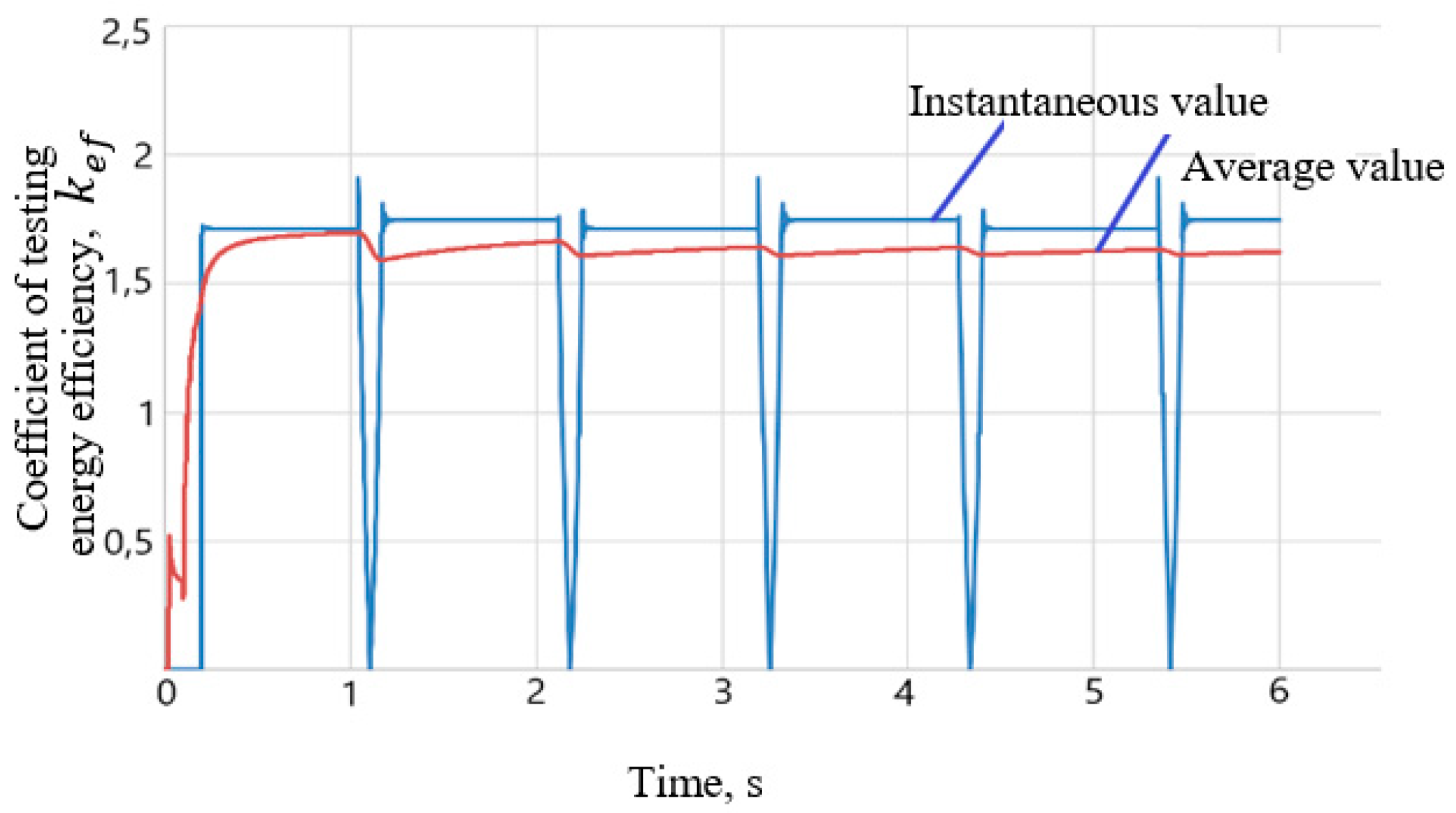
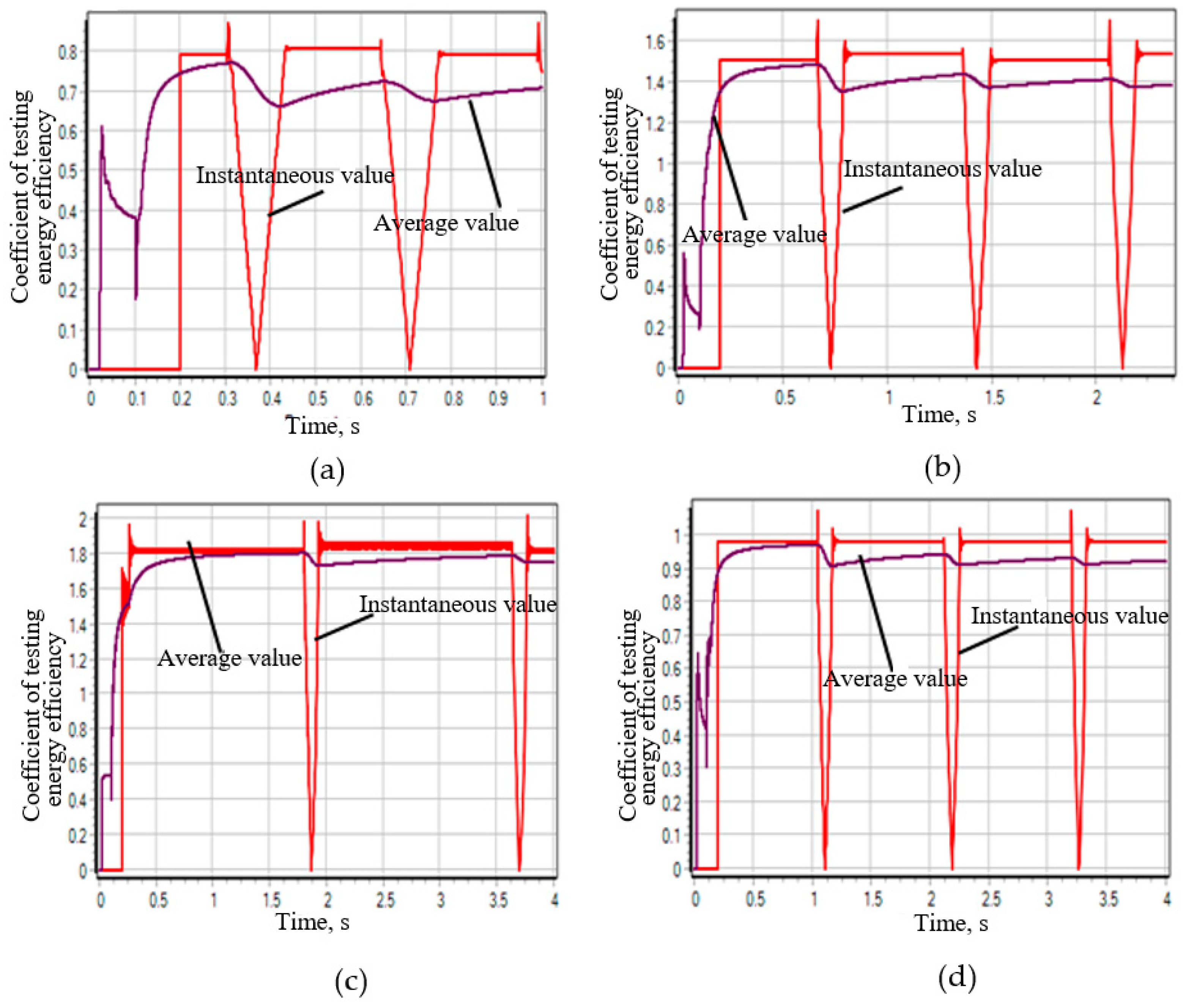
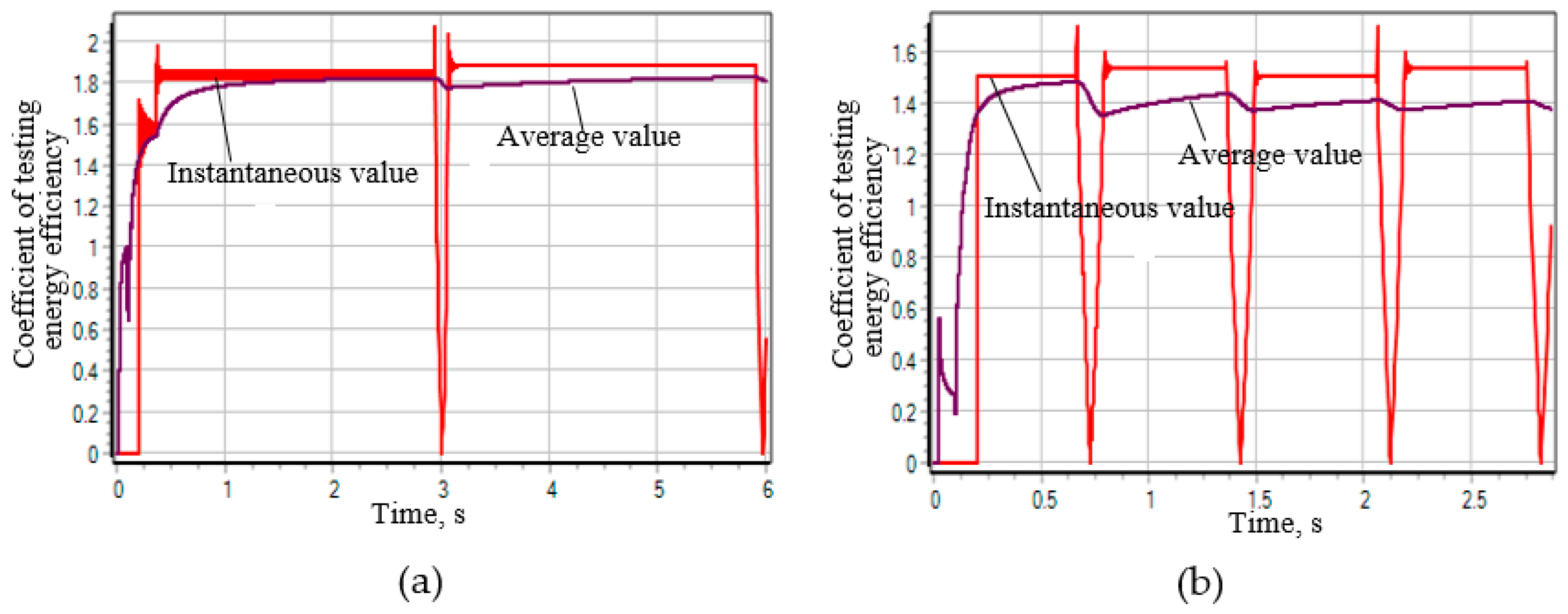
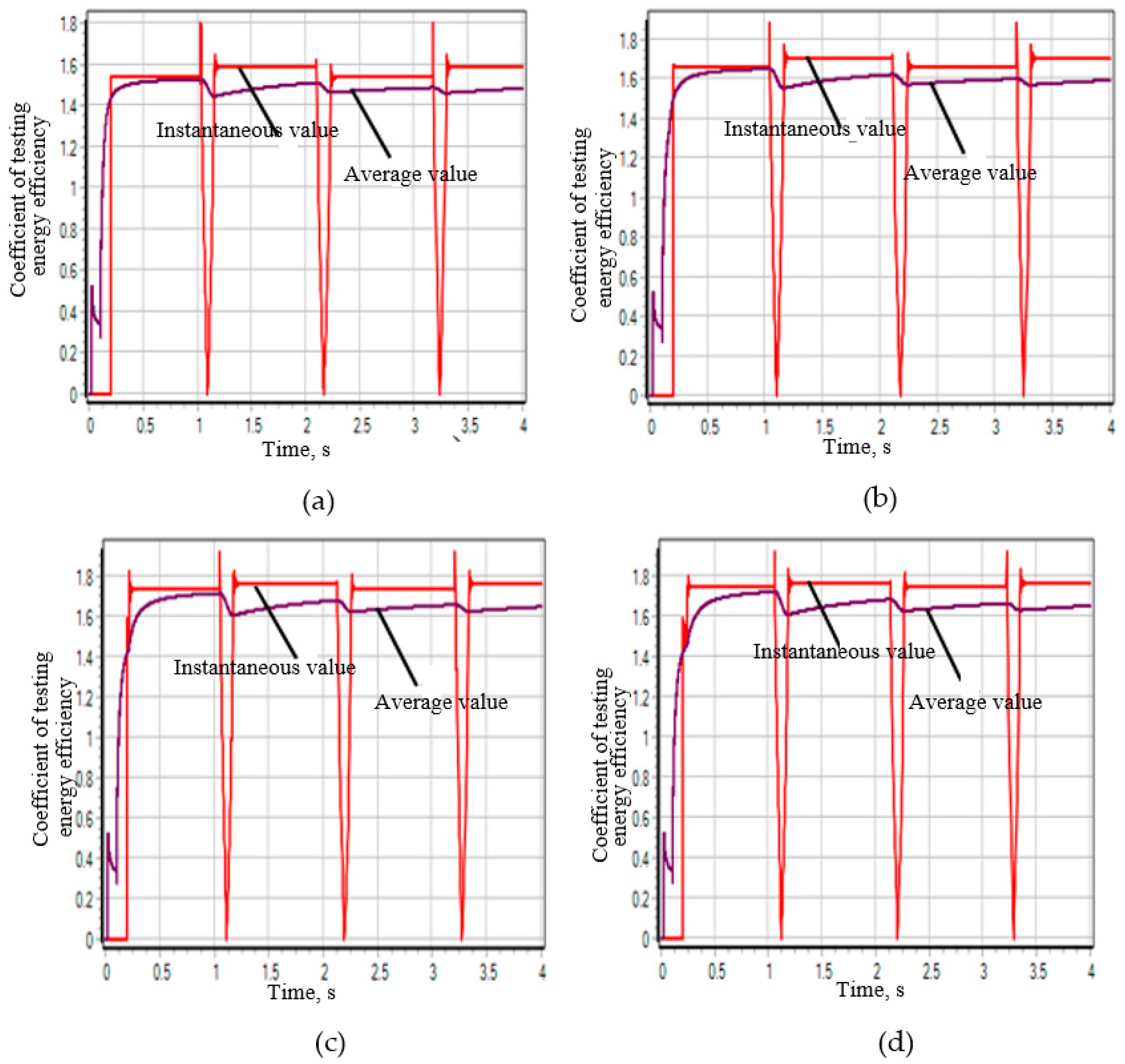
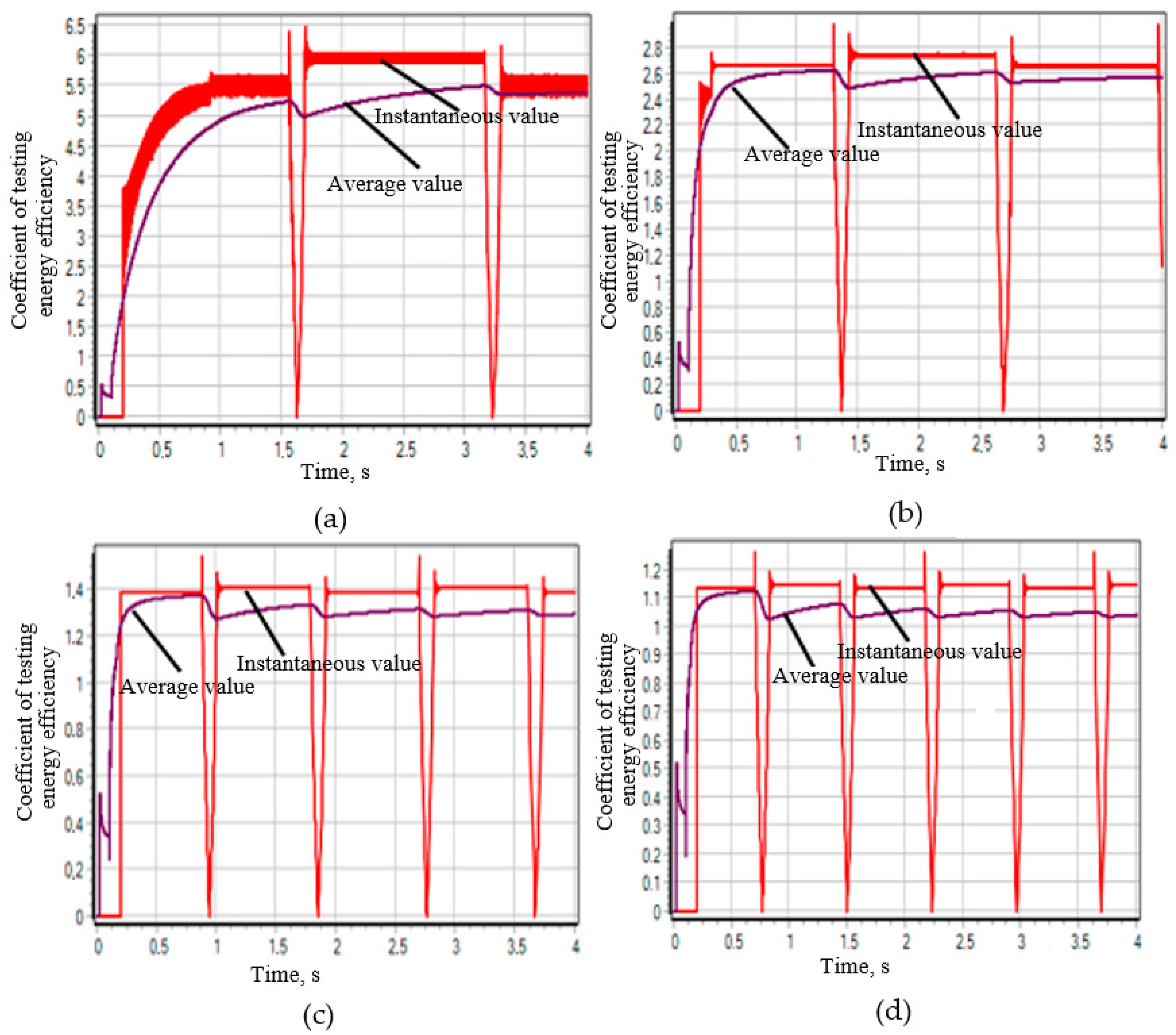
- Instantaneous value determined by the formulawhere —power of the tested hydraulic cylinder at the I moment of time, W; —power at the input of the electric motor of the hydraulic pump drive at the I moment of time, W.
- The average value is determined by the formulawhere —energy passed through the tested hydraulic cylinder from the start of the test to the considered moment in time, J; —energy consumed by the hydraulic pump energy source (electric motor) over the same period of time, J.
3. Results and Discussion
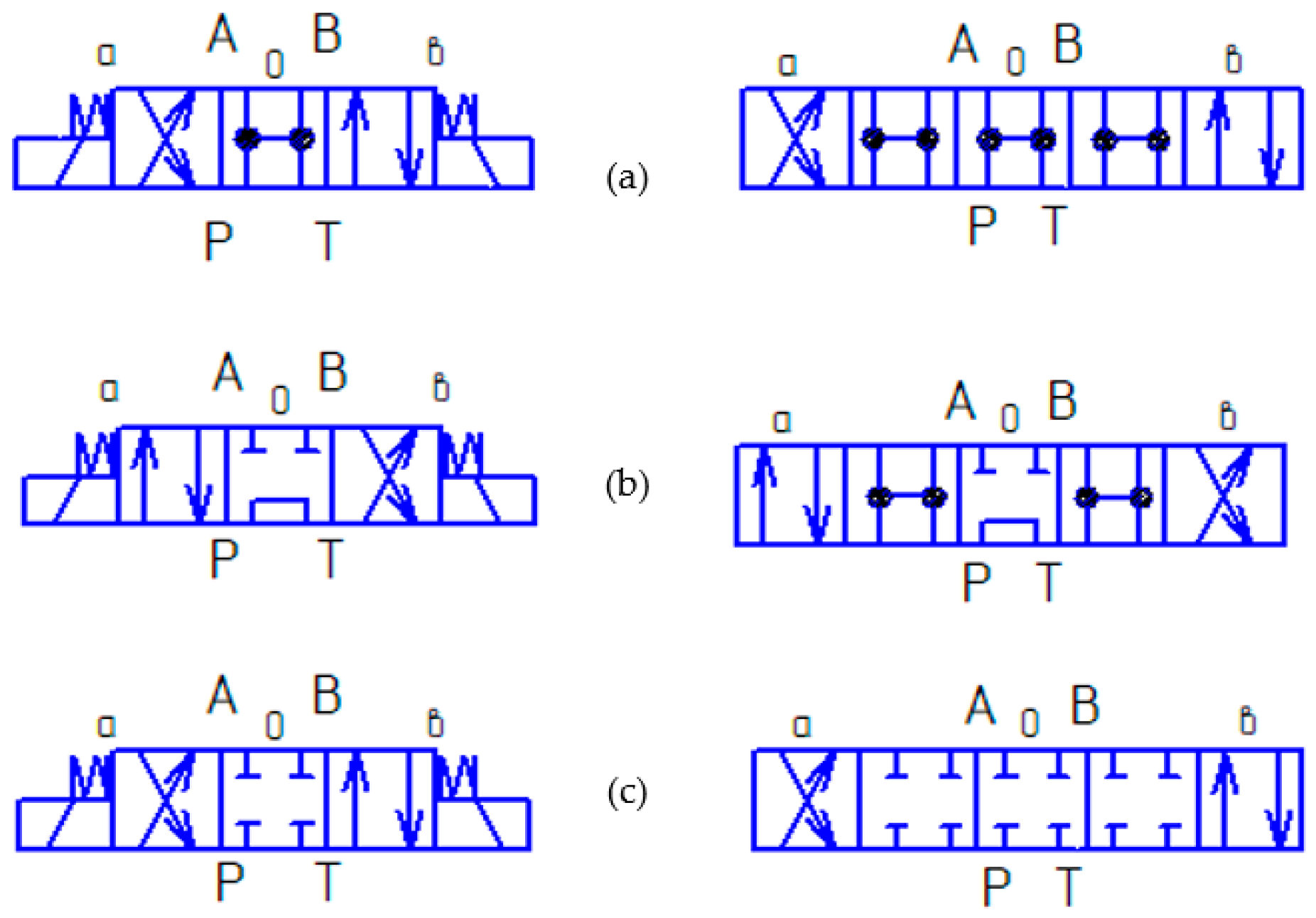
3.1. Selection of the Hydraulic Distributor Circuit Type to Ensure the Best Dynamic Performance of the Stand
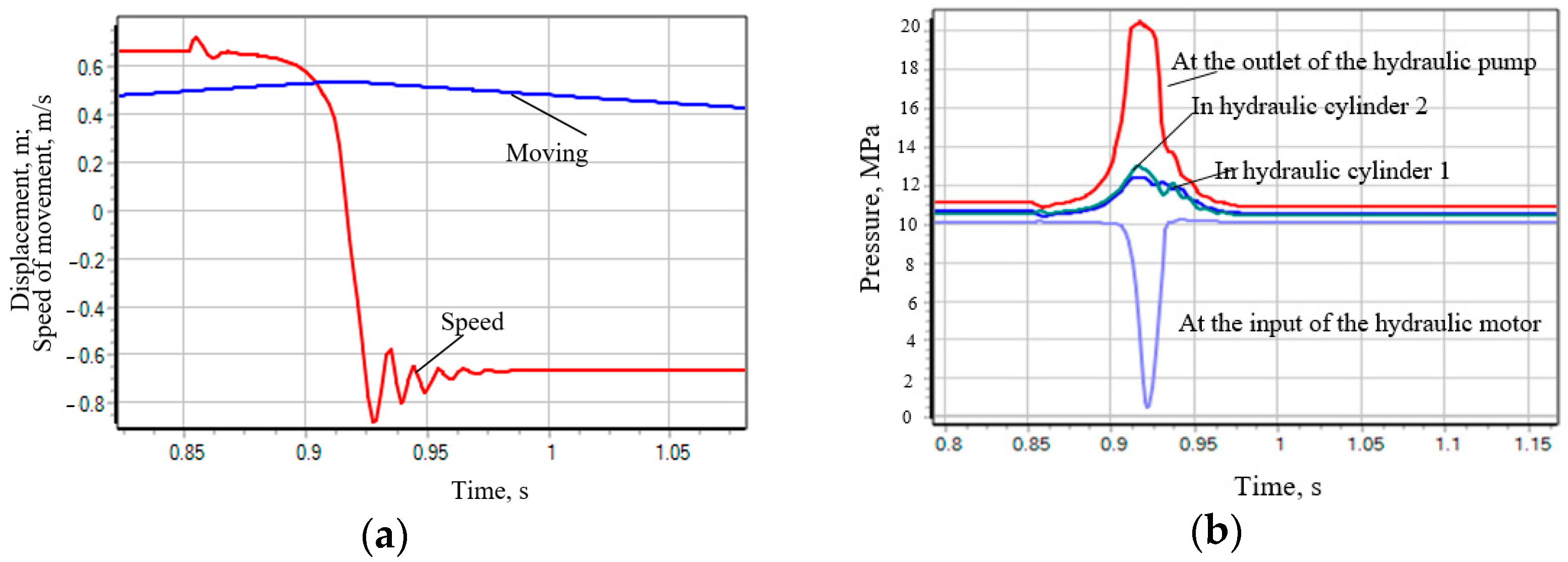
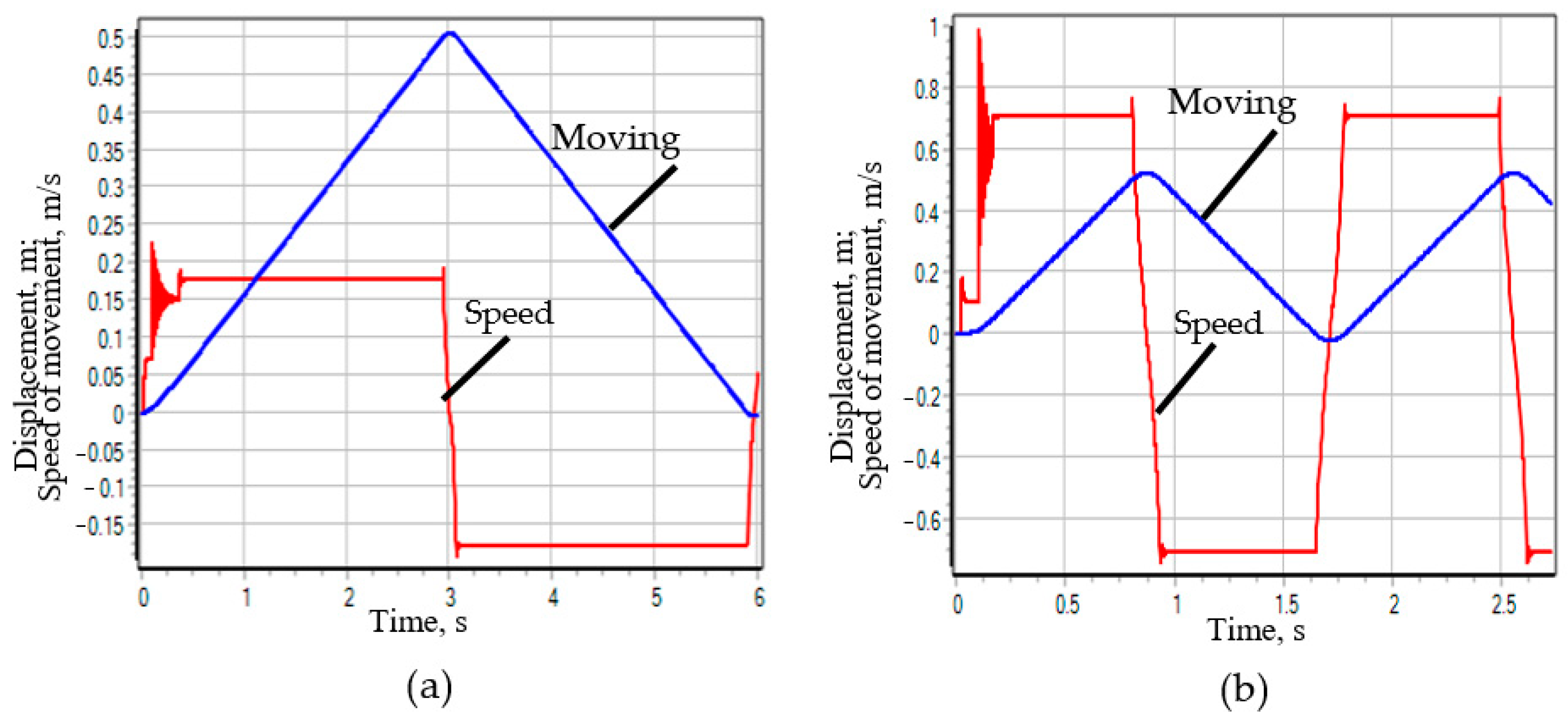
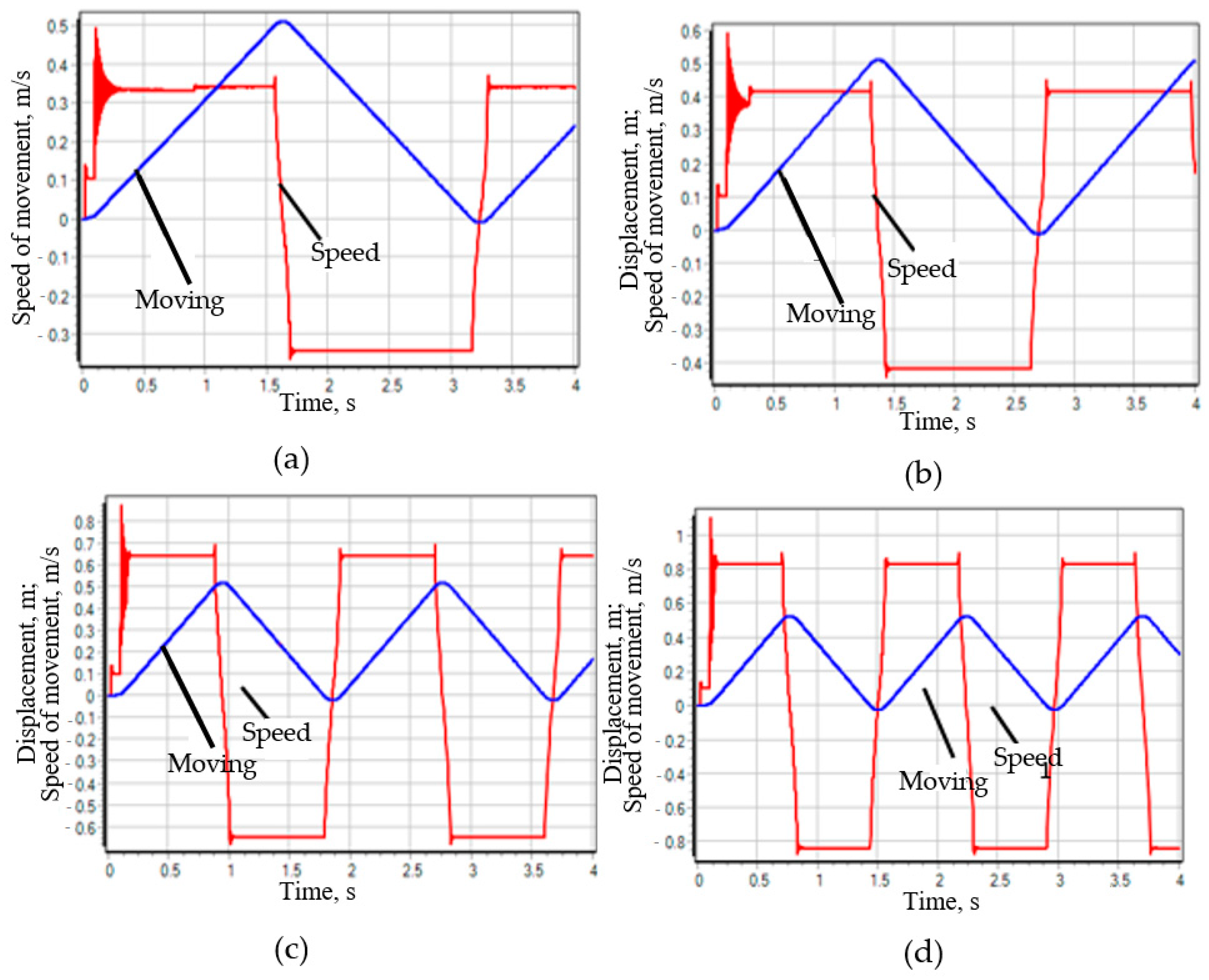
- Scheme 44. During the transient process of the drive system equipped with a hydraulic distributor, the change in the speed of the plunger of the Hydraulic Cylinder 1 (Figure 5b) has an oscillatory damping character with a damping time of ~0.05 s and an overshoot magnitude >30%. In this case, the pressure at the outlet of the hydraulic pump increases twofold (up to 20 Mpa), which can be seen from Figure 5b. Such a significant surge in pressure in the system has a destructive effect on the power supply system of the stand, and therefore on its reliability.
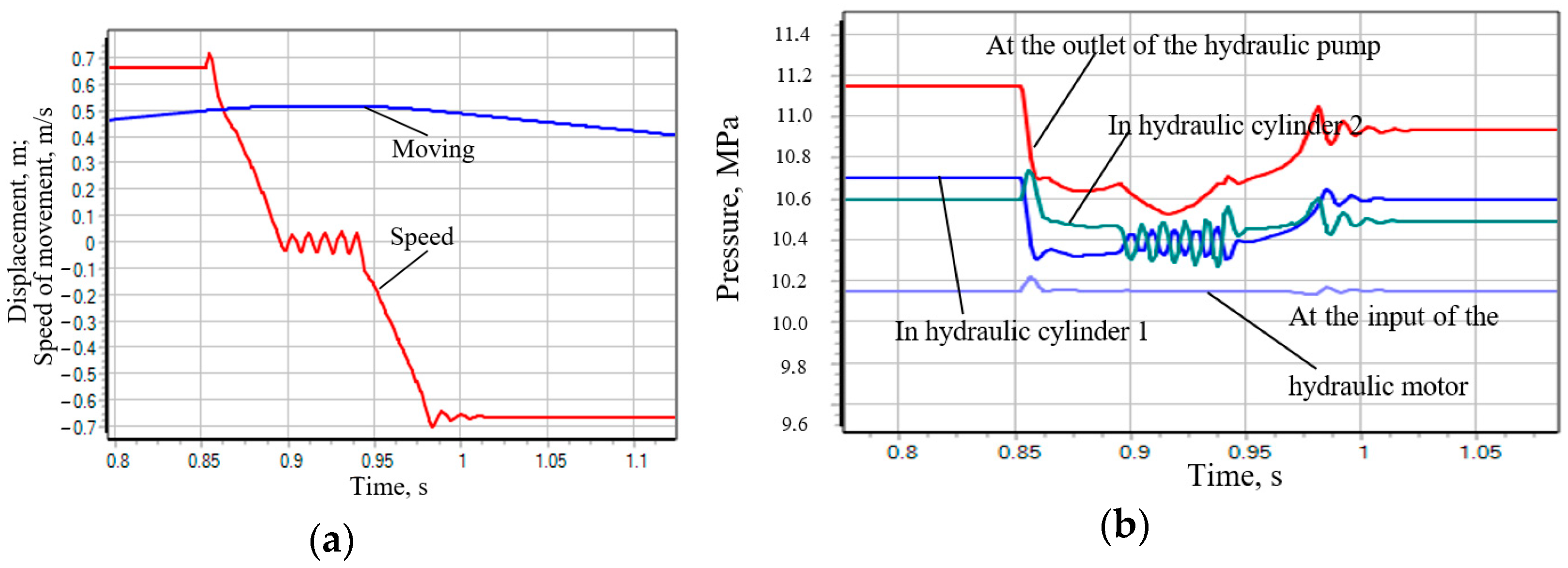
- Scheme 64. The transient process of such a drive system compares favorably with diagram 44. Although the change in speed also has an oscillatory damping character (Figure 6a), the damping time in this case is two times less and the overshoot value has a very insignificant value (Figure 6a). However, when the spool of the hydraulic distributor passes the neutral position with the channels of hydraulic lines A and B closed, the plunger of the hydraulic distributor “rattles”, which is caused by the action of inertial forces, but the amplitude of the oscillations of the plunger of the hydraulic cylinder is not significant. From Figure 6b it is evident that the change in pressure in the channels of the system also has an oscillatory character, but the amplitude of these oscillations is not significant.
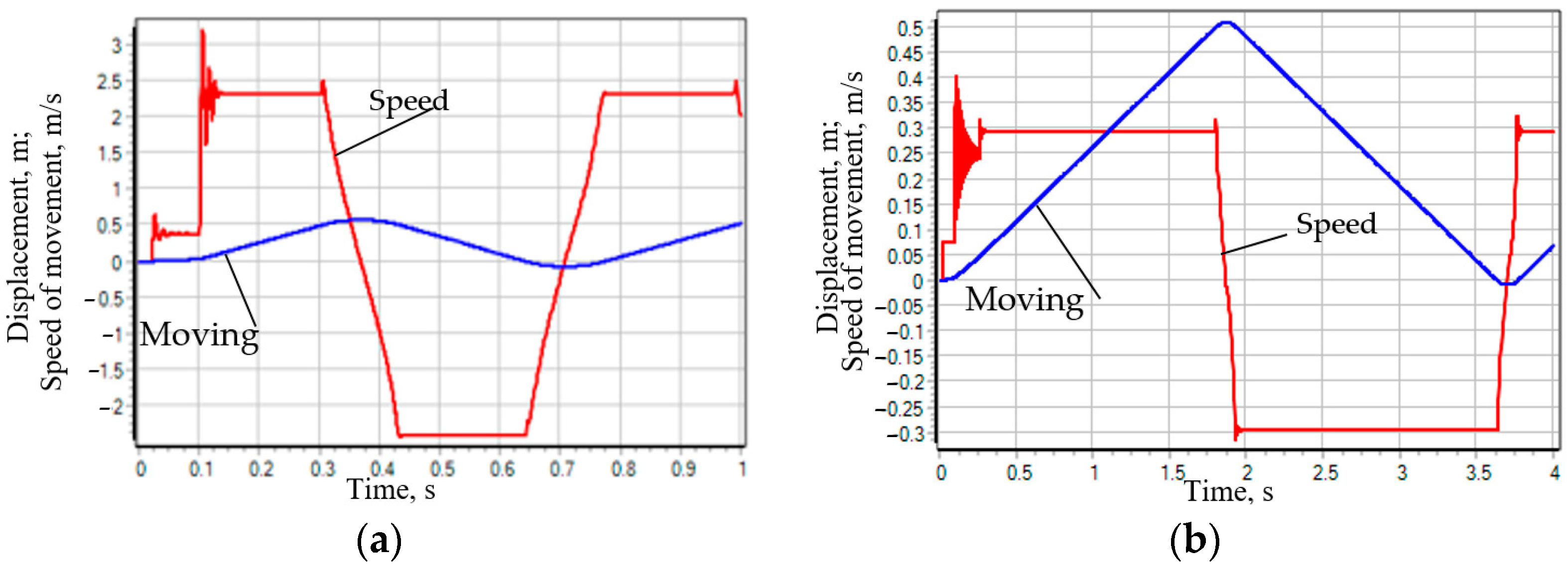
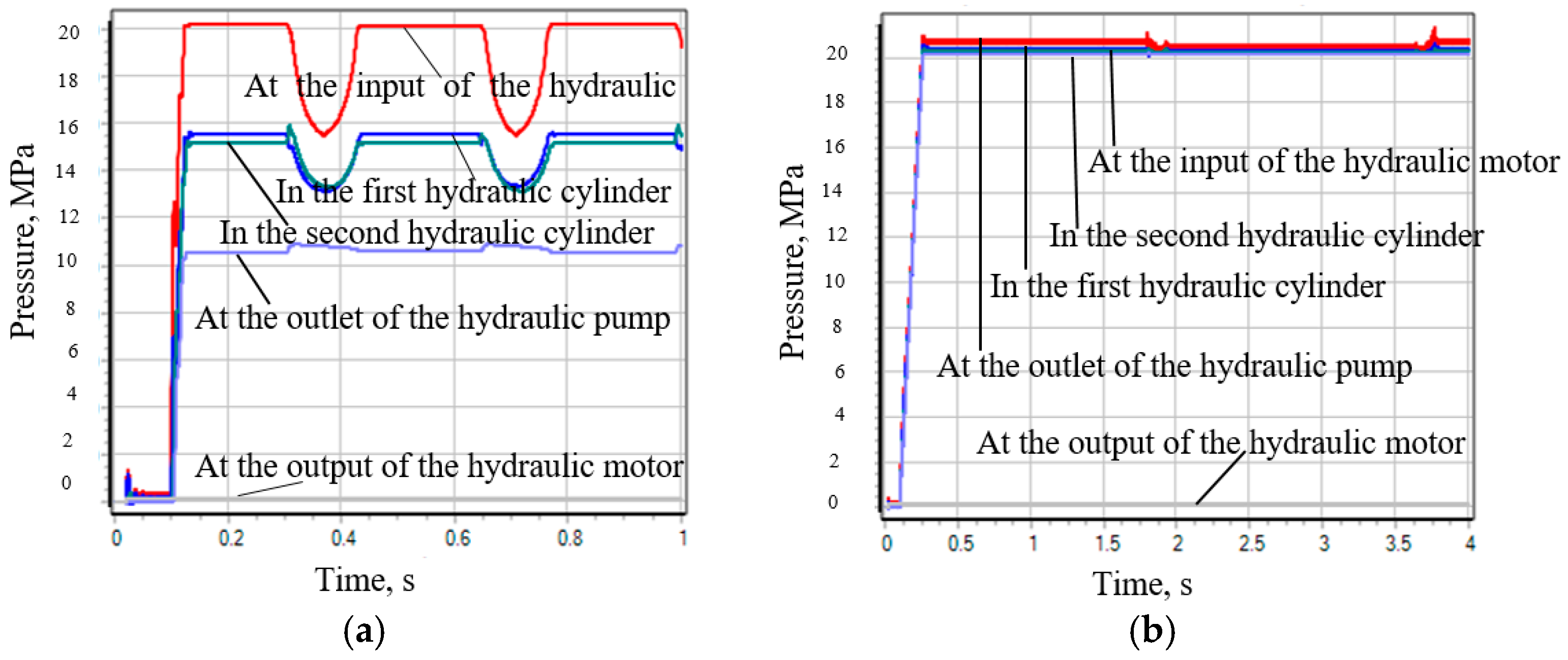
- Scheme 14. The best characteristics of the transient process of the three considered cases are possessed by the hydraulic system of the stand drive, equipped with a hydraulic distributor, made according to scheme 14. From Figure 7b it is evident that the change in the speed of movement of the plunger of the hydraulic cylinder 1 is similar to the transient process of the system with the distributor of scheme 64, but with the distributor of scheme 14 there is no stop of the plunger in the neutral position of the distributor spool and there is no "chatter" of the speed in this position—the speed smoothly changes its sign with a very insignificant oscillatory process. The pressure in the system also changes smoothly with insignificant oscillations.
3.2. Study of the Influence of the Design Parameters of the Stand on Its Operational Characteristics
3.2.1. The Influence of the Gear Ratio i1_2 on the Performance Characteristics of the Stand
3.2.2. The Influence of the Gear Ratio i3_2 on the Performance Characteristics of the Stand
3.2.3. Effect of the Angular Velocity of the Electric Motor on the Operational Characteristics of the Stand
3.2.4. Effect of the Pressure Setting of the Discharge Valve on the Performance Characteristics of the Rig
3.2.5. Effect of the Hydraulic Motor Working Volume on the Performance Characteristics of the Test Bench
- –
- a change in the working volume of the hydraulic motor does not affect the parameters of the hydraulic cylinder rod movement, since the hydraulic motor and the pressure valve KP2 are located after the hydraulic cylinders;
- –
- it has no effect of the working volume of the hydraulic motor on the pressure value on the hydraulic machines of the designed stand, since its value is specified and limited by the set pressure of the pressure valve KP2;
- –
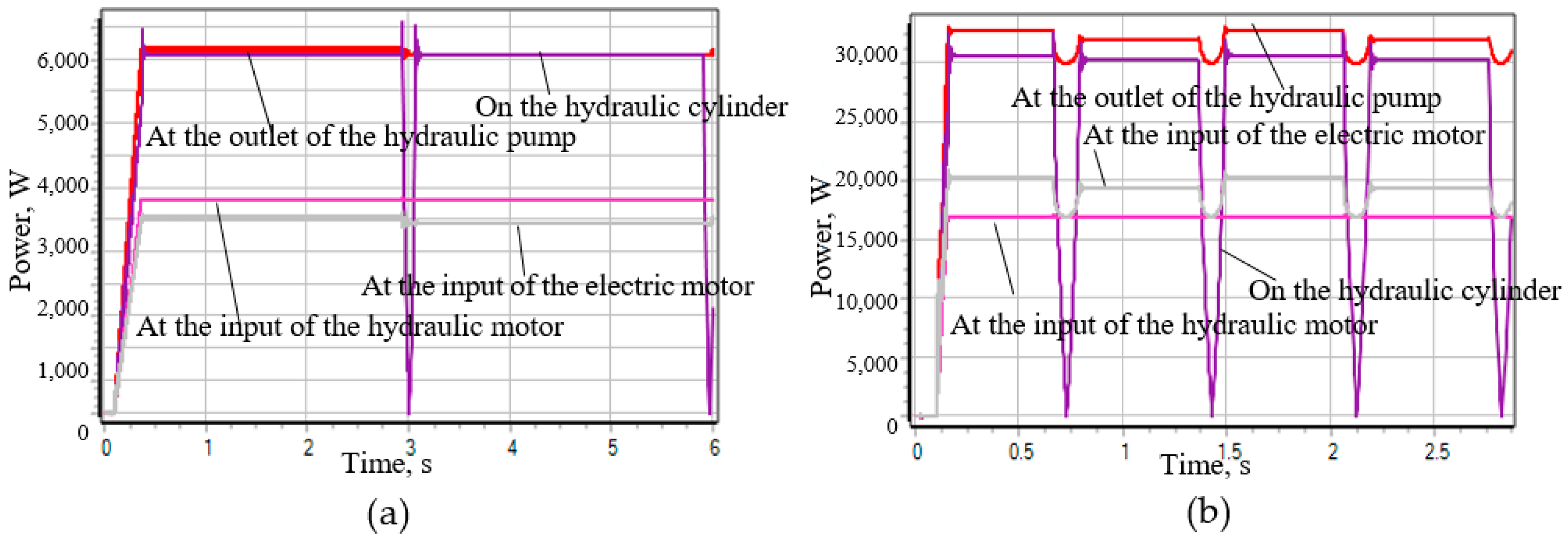
- an increase in the working volume of the hydraulic motor leads to an increase in the transmitted power to the shaft of the hydraulic pump, accompanied by a decrease in the power consumed by the electric motor.
3.2.6. Influence of the Working Volume of the Hydraulic Pump on the Performance Characteristics of the Rig
- Optimum dynamics of the test rig’s hydraulic system are achieved by using open center hydraulic valves using 14 and 64 switching configurations.
- The efficiency of the test is primarily determined by the working volume of the hydraulic motor, the working volume of the pump, and the gear ratio (i3_2) between the hydraulic motor and the pump, and is less dependent on the pressure setting of the relief valve or the speed of the drive motor.
- Gear ratio (i1_2) between the electric motor and the hydraulic motor has a minor effect on the test efficiency, which is determined mainly by the characteristics of the hydraulic cylinders being tested. However, at low values of i1_2, a system failure is possible, which may lead to its unstable operation.
- Changing the working volume of the hydraulic pump is impossible, since the hydraulic pump is selected based on the condition of ensuring the high-speed operating mode of the tested hydraulic cylinders. The main parameter for optimizing the energy efficiency of testing hydraulic cylinders on this stand is the gear ratio (i3_2) hydraulic power transmission between the hydraulic motor and the pump, which is a key component of the recuperation system.
- The proposed mathematical model considers simplified system operating conditions such as no energy losses and constant motor speed. On the one hand, these assumptions allow us to simplify the analysis of processes and facilitate understanding of the basic regularities of the behavior of this system. However, in further research it is important to bring the results of modeling to the real conditions of equipment operation as much as possible. The complete absence of assumptions in modeling will provide an adequate theoretical basis for the design and optimization of complex technical systems.
4. Conclusions
5. Patents
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Minav, T.; Heikkinen, J.; Pietola, M. Direct driven hydraulic drive for new powertrain topologies for non-road mobile machinery. Electr. Power Syst. Res. 2017, 152, 390–400. [Google Scholar] [CrossRef]
- Zhang, Q.; Kong, X.; Yu, B. Review and Development Trend of Digital Hydraulic Technology. Appl. Sci. 2020, 10, 579. [Google Scholar] [CrossRef]
- Kepekciand, H.; Ezgi, C. Thermodynamic Analysis of a Marine Diesel Engine Waste Heat-Assisted Cogeneration Power Plant Modified with Regeneration Onboard a Ship. J. Mar. Sci. Eng. 2024, 12, 1667. [Google Scholar] [CrossRef]
- Mu, H.; Luo, Y.; Luo, Y.; Chen, L. Numerical Analysis of Energy Recovery of Hybrid Loader Actuators Based on Parameters Optimization. Actuators 2022, 11, 260. [Google Scholar] [CrossRef]
- Nikonov, V.O.; Posmetyev, V.I.; Kozlov, E.V.; Borodkin, V.O. Analysis of the structural energies of hydraulic technological machines with the recovery of the potential energy of the working body with a cargo. Voronezh Sci. Tech. Bull. 2019, 27, 4–17. [Google Scholar]
- Fei, C.W.; Li, C.; Lin, J.Y.; Han, Y.J.; Choy, Y.S.; Chen, C.H. Structural design of aeroengine radiators: State of the art perspectives. Propuls. Power Res. 2024, 13, 319–334. [Google Scholar] [CrossRef]
- Ho, T.H.; Kyoung-Kwan, A. Saving energy control of cylinder drive using hydraulic transformer combined with an assisted hydraulic circuit. In Proceedings of the ICCAS-SICE 2009, Fukuoka, Japan, 18–21 August 2009. [Google Scholar]
- Ho, T.H.; Le, T.D. Development and Evaluation of Energy-Saving Electro-Hydraulic Actuator. Actuators 2021, 10, 302. [Google Scholar] [CrossRef]
- Karpenko, M.M.; Pelevin, L.E.; Bogdevicius, M.P. The Prospect of Using Hydraulic Energy-Saving Drive. Technical and Technological Problems of the Service. 2017. No. 3(41), 7–12. Available online: https://unecon.ru/wp-content/uploads/2022/09/num41.pdf (accessed on 25 April 2025).
- Yu, Y.X.; Ahn, K.K. Optimization of energy regeneration of hybrid hydraulic excavator boom. Energy Convers. Manag. 2019, 183, 26–34. [Google Scholar] [CrossRef]
- Huova, M.; Aalto, A.; Linjama, M.; Huhtala, K. Study of Energy Losses in Digital Hydraulic Multi-Pressure Actuator. In Proceedings of the 15th Scandinavian International Conference on Fluid Power, SICFP’17, Linköping, Sweden, 7–9 June 2017; pp. 214–223. Available online: https://ep.liu.se/ecp/144/021/ecp17144021.pdf (accessed on 25 April 2025).
- Xiao, Q.; Wang, Q.; Zhang, Y. Control strategies of power system in hybrid hydraulic excavator. J. Autom. Constr. 2008, 17, 361–367. [Google Scholar] [CrossRef]
- Minav, T.; Hänninen, H.; Sinkkonen, A.; Laurila, L.; Pyrhönen, J. Electric or Hydraulic Energy Recovery Systems in a Reach Truck. J. Mech. Eng. 2014, 4, 232–240. [Google Scholar] [CrossRef]
- Ho, T.H.; Ahn, K.K. Design and control of a closed-loop hydraulic energy regenerative system. J. Autom. Constr. 2012, 22, 444–458. [Google Scholar] [CrossRef]
- Minav, T.; Immonen, P.; Laurila, L.; Vtorov, V.; Pyrhönen, J.; Niemelä, M. Electric energy recovery system for a hydraulic forklift—Theoretical and experimental evaluation. IET Electr. Power Appl. 2011, 5, 377–385. [Google Scholar] [CrossRef]
- Pourmovahed, A.; Beachey, N.; Fronczak, F. Modeling of a Hydraulic Energy Regeneration System—Part I: Analytical Treatment. ASME 1992, 114, 155–159. [Google Scholar] [CrossRef]
- Järf, A. Flow Compensation Using Hydraulic Accumulator in Direct Driven Hydraulic Differential Cylinder Application and Effects on Energy Efficiency. Master’s Thesis, Aalto University, Espoo, Finland, 2016. [Google Scholar]
- Bashta, T.M. Mashine Building Hydraulics; Mashine Building: Moscow, Russia, 1971; p. 672. [Google Scholar]
- Nikitin, O.F. Reliability, Diagnostics and Operation of Hydraulic Drive of Mobile Objects; Publishing House of Bauman Moscow State Technical University: Moscow, Russia, 2007; pp. 262–264. [Google Scholar]
- Zenin, A.R.; Rybak, A.T.; Beskopylny, A.N.; Pelipenko, A.; Serdyukova, Y. Test bench for reciprocating hydraulic cylinders with energy recovery: Structure, modeling and calculation. Adv. Eng. Res. Rostov Don 2024, 24, 347–359. [Google Scholar] [CrossRef]
- Kandokov, L.A.; Golubev, A.I.; Ovander, V.B.; Gordeev, V.V.; Furmanov, B.A.; Karmugin, B.V. Seals and Sealing Technology: A Reference Book; Mashinostroenie: Moscow, Russia, 1986; 464p. [Google Scholar]
- Rybak, A.; Meskhi, B.; Pelipenko, A.; Odabashyan, M.; Alentsov, E. Mathematical modelling of the hydromechanical drive of the test bench for plunger hydraulic cylinders with energy recovery. E3S Web Conf. 2023, 413, 02047. [Google Scholar] [CrossRef]
- Abalov, A.A.; Nosachev, S.V.; Zharov, P.; Minko, V.A. Using the simintech dynamic modeling environment to build and check the operation of automation systems. MATEC Web Conf. 2018, 226, 04003. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Gear Ratio i1_2 | Gear Ratio i3_2 | Electric Motor Rotation Frequency rad/s | Setting Pressure KP2, Mpa | Working Volume of Hydraulic Motor cm3 | Working Volume of Hydraulic Pump cm3 |
|---|---|---|---|---|---|
| 0.2 | 0.2 | 50 | 4 | 40 | 40 |
| 0.6 | 0.4 | 100 | 7 | 55 | 45 |
| 1.4 | 0.8 | 200 | 13 | 85 | 55 |
| 1.8 | 1 | 250 | 16 | 100 | 85 |
| 100 | |||||
| 110 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rybak, A.; Meskhi, B.; Rudoy, D.; Olshevskaya, A.; Teplyakova, S.; Serdyukova, Y.; Pelipenko, A. Modeling and Research of the Process of Bench Tests of Plunger Hydraulic Cylinders with Energy Recovery. Designs 2025, 9, 53. https://doi.org/10.3390/designs9030053
Rybak A, Meskhi B, Rudoy D, Olshevskaya A, Teplyakova S, Serdyukova Y, Pelipenko A. Modeling and Research of the Process of Bench Tests of Plunger Hydraulic Cylinders with Energy Recovery. Designs. 2025; 9(3):53. https://doi.org/10.3390/designs9030053
Chicago/Turabian StyleRybak, Alexander, Besarion Meskhi, Dmitry Rudoy, Anastasiya Olshevskaya, Svetlana Teplyakova, Yuliya Serdyukova, and Alexey Pelipenko. 2025. "Modeling and Research of the Process of Bench Tests of Plunger Hydraulic Cylinders with Energy Recovery" Designs 9, no. 3: 53. https://doi.org/10.3390/designs9030053
APA StyleRybak, A., Meskhi, B., Rudoy, D., Olshevskaya, A., Teplyakova, S., Serdyukova, Y., & Pelipenko, A. (2025). Modeling and Research of the Process of Bench Tests of Plunger Hydraulic Cylinders with Energy Recovery. Designs, 9(3), 53. https://doi.org/10.3390/designs9030053