1. Introduction
The manufacturing sector is confronted with accelerating technological change, increasing product complexity, and a relatively brief marketing window. Therefore, it is necessary to evolve new products to bear the competition. New products are usually created by enhancing the functionality and design of existing ones by redesigning components and their specifications to reduce design lead times and costs and to improve product quality. Product redesign is one way to introduce new products when a product has been on the market for a certain period [
1]. The primary driver of product redesign is also shifting consumer needs or desires. Product redesign aims to solve problems in the manufacturing process, product performance, and the development of product redesign elements [
2]. In product development, product redesign has evolved into a powerful evolutionary method. By upgrading the specified target components, the ultimate objective of product redesign is to develop a new product with improved reliability [
3]. Product enhancement is a crucial factor influencing production costs. Therefore, product designers utilize methods and techniques to improve their ability to evaluate costs and product development criteria, including manufacturability. IBM, Ford, Toyota, and General Motors redesigned their products to reduce production costs [
4,
5]. Tesla, Apple, Honda, Boeing, and Hewlett-Packard all adopted product redesign to improve product reliability [
6,
7].
The rapid development of technology, including information technology, as well as the change of customer needs, leads to a shorter product life cycle. As a result, a sizable part of the customer market is eager to get the latest products. Consequently, businesses should be able to provide new products faster while maintaining good product quality for competitive prices. Furthermore, businesses must innovate at a breakneck pace to remain competitive. Businesses must be able to develop their products in the shortest amount of time, at the lowest cost, and with the highest quality. Concurrent engineering (CE) or integrated product development, which was introduced in the 1980s, provides a methodology that could help meet those business needs [
8,
9]. CE is defined as a systematic and logical approach to designing integrated products and processes, including their manufacture and support. CE can reduce the high cost of rework and the risk of failure by establishing parallel or concurrent product specifications and manufacturing processes [
8]. Design for X (DFX) is a method that supports CE implementation and is used for product and process design improvement from an X [
10,
11]. The letter “X” in DFX belongs to a phase in the product’s life cycle (i.e., manufacturing, assembly) or elaborates the characteristics that the product should possess (i.e., quality, reliability, impact on the environment).
One of the DFX approaches is Design for Manufacturing and Assembly (DFMA). Numerous companies worldwide have utilized DFMA to create product designs that utilize the most efficient manufacturing and assembly processes. The application of DFMA to the Taurus automobile line resulted in annual savings of over
$1 billion for Ford Motor Company. By implementing DFMA, McDonnell Douglas Corporation reduced the number of parts by 37% and fastener count by 46% on average [
12]. Reducing the time required to design and manufacture a product is crucial for the successful completion of any product in terms of cost and schedule. DFMA is a strategy for reducing costs that entails disassembling a product into its most essential components. Boothroyd articulated various DFMA and DFA tools for concurrent engineering and asserted that the design process affects (determines) approximately 70% of the total cost, despite the design process requiring only 5% of the total cost [
13]. El-Nounu et al [
9] created a DFA model for product redesign that considers costs, failure analysis, component obsolescence, and operational difficulty. It contributes to the improvement of product design by taking into account the failure mode of an existing product. Paganin [
14] defines reliability as the probability that a component, system, or process will operate without failure within a specified period of time and under predetermined conditions.
Design for reliability (DFR) is one of DFX’s other methodologies; it aims to ensure the reliability of product components and systems throughout the entire product life cycle. DFR [
15,
16,
17] is based on the concept of designing products to improve product reliability. In addition to ensuring that customer requirements are met, one of the considerations for redesigning a product is enhancing its reliability. Straightforward and cost-effective approaches are needed to enhance product reliability and reduce losses. As it significantly impacts subsequent phases of product development and manufacturing, the early conceptual design phase of the design process is gradually improved. However, it is challenging to achieve a solution during product redesign at the conceptual design stage while minimizing manufacturing time and costs as well as maximizing product reliability. Current redesign methodologies, on the other hand, may stifle product innovation. Most strategies commence with selecting a proposed framework that minimizes conflicts between user requirements and product functionality. The procedure induces design conflicts, and these conflicts stimulate innovation. Certain integrated design models have been proposed to address this issue, but there has been no massive deal in predicting the reliability of product redesign during early conceptual stages. The reliability of product redesign is expected to support reliable product innovation.
Most new products are also developed using redesign techniques. There are many reasons to develop new products or redesign existing ones when customer requirements are considered. The priority of product components to be redesigned is determined by considering customer requirements and product failure data [
18,
19]. Similarly, complaints, which represent user feedback and satisfaction, indicate user satisfaction. User-centricity should be the starting point for product redesign [
3,
20]. DFMA is a design improvement strategy that contributes to increased design efficiency, simplicity of manufacturing and assembly processes, and reduced manufacturing costs [
11,
12,
21]. Incorporating DFMA alone into product redesign is insufficient if failure history, reliability prediction, and user complaints are also considered during design improvement. Consumers and manufacturers place a high value on product reliability. However, designing product reliability is costly, but the consequences of inadequate product reliability can be costlier [
22,
23]. Based on the descriptions, the arising research question is how to develop an integrated framework of product redesign and innovation considering customer requirements, user complaints and product failure modes in the early conceptual design stage. This article proposes a unified framework for product redesign and innovation based on design for manufacturing and assembly (DFMA), design for reliability (DFR), and finite element analysis to address cost reduction of product redesign at early-stage, reliability improvement, and higher customer satisfaction.
The writing organization of this article is divided into six sections.
Section 2 presents a literature review of previous research and research opportunities in gap analysis.
Section 3 highlights in detail the research methodology.
Section 4 implements the proposed framework and the design for manufacturing, assembly, and reliability (DFMAR) framework in the case study. The results and discussion are presented in the fifth section. At the same time, a comparative analysis of the previous product model and the product redesign is presented to analyze the actual reduction in manufacturing costs, increase in design efficiency, and safety factors through the implementation of DFMAR. The findings of this study are then summarized in the last section.
2. Literature Review
In this section, recent research studies focusing on the following four fields are reviewed: (i) design for X, (ii) design for manufacturing and assembly, (iii) design for reliability, and (iv) product redesign. This allows for identification of research gaps.
2.1. Design for X (DFX)
Concurrent engineering (CE) is an approach to planning product design and manufacturing processes collaboratively and holistically. The benefits promised by this CE approach are a shorter time to market and maintenance of the highest quality at the lowest cost. Therefore, CE has been evaluated as a better strategy for implementing innovations or redesigning existing ones [
18]. As a holistic approach, CE considers all aspects of a product, from the initial conceptual stage to the end of its useful life [
19]. Some process-oriented technologies have been used to describe the functional concept of CE. They include design for manufacturing (DFM), design for assembly (DFA), design for reliability (DFR), design for environment (DFE), and so on. The term “Design for X” (DFX) was coined by Parsai et al. [
10], where X represents other upstream and downstream capabilities and functions.
Several conventional engineering-based DFX techniques have some interaction with the economic dimension of sustainability. For instance, the DFMA technique was developed to cover the production phase by merging DFA and DFM. Benabdellah et al. [
12] classified DFX techniques in terms of their sustainable dimension, scope, abbreviations, and design considerations. This analysis addressed a systematic review by investigating and discussing past and current analyses of each DFX technique. A conceptual and methodological framework to increase communication and collaboration across DFX disciplines was concluded as a future research direction. It also suggested integration of DFX techniques to redesign a specific mechanical product with considerations of assembly, safety, service, supply chain, quality, and environmental advantages. Therefore, there are several prospects for studying the integration of methodologies in DFX, particularly in reducing manufacturing costs, supply chains, and environmental consequences.
2.2. Design for Manufacturing and Assembly (DFMA)
Boothroyd and Dewhurst conceptualized design for assembly (DFA) as a method for taking assembly methods, time, and costs into account during the product design process. DFM evolved from DFA to incorporate materials and manufacturing processes into the product design. Later, DFMA was created to integrate DFA and DFM, promoting the simplification of part and product designs to reduce part counts, lower production costs, improve reliability and quality, and expand production capacity [
20,
21]. DFMA offers a more straightforward design framework without compromising customer requirements or product quality. The Westinghouse method is the most common DFA approach, while other DFA approaches include the Boothroyd–Dewhurst (B&D), the Lucas method, and the Hitachi–AEM method. The four indicators used in the B&D practice are assembly time, cost, a minimum number of components, and design effectiveness [
17]. The DFA approach with the B&D method has critical assumptions that must be considered in its application [
23]:
the addition of components is performed one by one during assembly;
product components are in large and random quantities; and
each part has complete information regarding dimensions and specifications.
The Lucas method includes a scale point for assessing the difficulty of implementing assembly processes. This technique provides design efficiency, feeding index, and fitting index [
22,
23]. Dochibhatla et al. [
23] concurrently conquered the Lucas and B&D methodologies implementation. It is emphasized to use the Lucas method in the preliminary phase as this method does not require data on part dimensions to achieve design efficiency. Meanwhile, the B&D method [
5] enhances the design using precise design parameter data. The implementation of this method causes designers’ processing times to increase. Only the Lucas method can be applied when product data are lacking in specifics. The Lucas method is considered during the conceptual design phase. The B&D, Hitachi, or Westinghouse method, on the other hand, may be considered during the detailed engineering design phase [
23].
Chowdary et al. [
17] discovered that DFMA tools could save time when evaluating designs and should be implemented early in the design selection process. The product is evaluated as the initial design is examined, altered, and redesigned in preparation for product evaluation. Ahmad et al. [
18] adopted the DFMA approach to reduce the cost of the water nozzle. Jaime Mesa explored the design of sheet metal enclosure devices for DFMA. This strategy incorporates the technique employed in this study to assess the step of DFMA requirements associated with sheet metal enclosures, as well as sustainability indicators that provide manufacturing and design guidance to establish a sustainable approach. Canciglieri et al. [
24] and Harlalka et al. [
25] established the case study of the DFMA methodology to the white goods industry (refrigerators, toasters, food processors, etc.). They presented a case study of a redesigned consumer product with decreased cost and enhanced reliability. The home appliance industry focuses on low costs, high manufacturability, and lasting dependability. Consequently, the DFMA approach can really be advantageous for this industry.
DFMA aims to simplify product structure to facilitate assembly and improve components to facilitate production. In addition, it allows designers to reduce the number of components used, simplify and restructure the manufacturing procedures, use standard parts and materials throughout the product line, and eliminate or reduce the number of adjustments required [
25,
26].
Table 1 summarizes several studies that apply the DFMA framework to integrated product design.
While using the DFA method to redesign the product, the cost-effectiveness of materials and production processes must also be considered. A cost estimation study associated with activities before their execution is known as cost estimation [
38]. According to Favi et al. [
32], a multi-objective design method is created during the conceptual design phase of the development of complex products to examine all production factors in depth (assembly, materials, processes, costs, and time). Integrated design for manufacturing and assembly (DFMA) and design to cost (DTC) principles are used conceptually to determine the optimal assembly model (
Figure 1). The method would assist designers and engineers in selecting the most economical design alternative.
The above description showed that DFA, DFM, DFMA, and design to cost approaches were developed considering various conditions. Similar to the previous studies, our work focuses on product structure simplification and manufacturing cost reduction. The main problem in product redesign is selecting the critical component of the product to be redesigned. Existing practices to identify the critical component and customer requirements are considered, while complaint and historical failure data that are crucial for improving product reliability are frequently ignored. In the proposed study, the DFMA is integrated into the relevant approach of DFX in order to develop a new framework of product redesign with customer requirements and failure data consideration.
2.3. Design for Reliability (DFR)
Reliability activities must begin early in the product development cycle to assure the production of a reliable product. To assess a product’s reliability, we must first comprehend how to assess the reliability of its components. Various reliability approaches and technologies can be utilized throughout the product’s life cycle, from early planning phases to design, development, production, field testing, and customer use, to reach the desired reliability level [
40].
The fundamental concept of reliability analysis from a probabilistic design perspective is that each component has a specified strength that, if exceeded, results in component failure. The elements that define the component’s strength, as well as the factors that influence the stresses or load acting on the component, are random variables. Stress refers to any entity with a propensity to cause failure, whereas strength refers to any entity that resists failure. Failure is the inability of an object to perform as intended; it occurs when actual stress for the first time exceeds actual strength. Design for reliability (DFR) aims to model key system functions out of a system [
6,
41]. All products and processes are developed early as part of the DFR procedure. It determines whether any proposed designs can fulfil the derived reliability requirement, identifies likely failure modes, and suggests design modifications to mitigate them. DFR will assist in identifying prototype problems, reducing life cycle costs and field failure rates. The significance of the DFR technique during the new product development phase ensures the product’s reliability throughout its entire life cycle.
DFR approach defines a comprehensive set of research methods that support efforts to enhance the reliability of a product from conception to obsolescence. The success of the DFR application depends on selecting the appropriate reliability tool at each product phase and implementation phase. Since reliability is defined as the probability of failure, the designer should be familiar with loads, strengths, and a suitable stochastic model to evaluate its reliability. If the obtained reliability values are application-specific, then the input data (load and strength) has to be precise, and a meticulous design is required [
15]. Reliability must be considered as a design parameter in early conceptual phase. Utilizing a probabilistic method in product design contributes to reliability and DFR considerations. In the probabilistic design methodology, the fundamental assumptions of reliability analysis are the strength and stress factors [
42].
Table 2 below summarizes different scholars’ research on DFR framework. This study used the model of design for reliability (DFR) of Pourgol’ framework (
Figure 2) as the basic model. However, there is still a lack of DFR research considering reliability improvement and product structure simplification collaboratively. In this study, we integrate the DFMA approach into the DFR framework to address the goal of product simplification and cost reduction in an integrated manner.
2.4. Product Redesign
Existing products are frequently redesigned to create new products. Product development now requires a redesign of the product [
47,
48]. Product redesign is primarily intended to increase customer satisfaction with the improvement of selected target characteristics. Therefore, the identification of product features that will be enhanced opens up a challenging opportunity in product redesign studies. These enhanced product features are subjected to product redesign for better satisfaction and meeting changing customer needs [
3]. The process of identifying product components and features which are to be improved or redesigned has become an essential area of research in recent years to improve product quality and reduce manufacturing costs.
Table 3 shows preliminary research works in the product redesign area in the last five years.
2.5. Gaps in Literature Research
Benabdellah et al. [
11] and Paganin et al. [
14] have conducted a systematic and structured literature review, concluding that an 83% failure probability in product planning and development occurs between the initial design stage and conceptual design. Often, product redesign that meets consumer demand cannot be implemented on the production floor due to the lack of ease of manufacturing, material selection, cost considerations, and reliability planning in developing or improving product design. Juniani et al. [
19] undertook a systematic review of the past five years by investigating and discussing past and current DFMA and DFR for product redesign. In order to improve product design, it is emphasized more and more that it must be implemented during the initial design phase, as this significantly impacts product development and manufacturing processes [
19,
54]. However, accurately predicting product reliability during the initial design phase is difficult. Diverse design methodologies have been proposed to address this issue, but efforts to predict the reliability of each product redesign option have not been realized. Therefore, pursuing research opportunities focused on developing product redesign based on failure risk needs to be realized.
Increasingly, it is emphasized that improvements to product design should be made during the initial design phase, as it substantially impacts the product development and production phases. Nevertheless, simplifying the product’s manufacturing structure and the complexity of manufacturing and assembly costs without involving the product’s failure history makes it difficult to accurately predict product reliability during the initial design phase. Diverse design methodologies have been proposed to solve this issue, but efforts to predict the reliability of each design alternative in an integrated manner have not yet been realized. Therefore, research proposals for the conceptual development of the DFMA model should consider reliability prediction at successive conceptual design stages.
Simplification of product structure in the assembly design and manufacturing process by utilizing DFMA aims to reduce manufacturing costs and time [
25,
35,
38,
55]. In addition to considering the ease of assembly and manufacturing in simplifying the structure of product components, some considerations can be accommodated in product redesign. Consideration of customer needs and satisfaction with the support of the Kano-QFD approach is also used in product redesign [
56,
57]. Product redesign also improves the product component assembly process [
9,
29,
58]. Redesigning a product to simplify assembly and production is anticipated to increase its reliability. Pourgol [
16] and Mayda [
15] describe the reliability design framework (DFR) in the context of the product development procedure, especially at the initial design stage. The failure mode of the product or component is identified at one of the DFR stages through the FMEA approach. Therefore, FMEA is essential in determining the critical components prioritized in the redesign. The research gap is open to reliability considerations within the DFMA framework. Both Pourgol [
15] and Mayda [
14] have not reviewed the predictions of product reliability when facing the challenge of streamlining the product component structure.
The DFMA model that considers manufacturing costs during the material planning stage is a crucial decision within the design to cost (DtC) framework [
25,
59]. Consideration of manufacturing costs and ease of manufacture in assembly design is not debatable. Mandolini [
60] emphasizes that the combination must include a costing model, typically implemented during the procurement phase, whereas design-to-cost model was implemented during the early design phase. Various design methodologies have been proposed to solve this problem, but efforts to maintain reliability in exploring design alternatives have yet to avail anything.
As outlined above, many DFMA and DFR models have been widely developed by addressing various conditions. However, no study has incorporated the priority information on critical components from FMEA, with the result of simplifying product structure from DFMA to determine product components to be redesigned. Therefore, this research focuses on framework development with the integration of design for manufacturing, assembly, and reliability proposed by considering manufacturing costs. This study considers reliability problems and failure modes at successive detailed design stages.
5. Discussion
Small and medium industries in the manufacturing sector in Indonesia need to develop and innovate design and manufacturing strategies to improve product quality and reliability [
55,
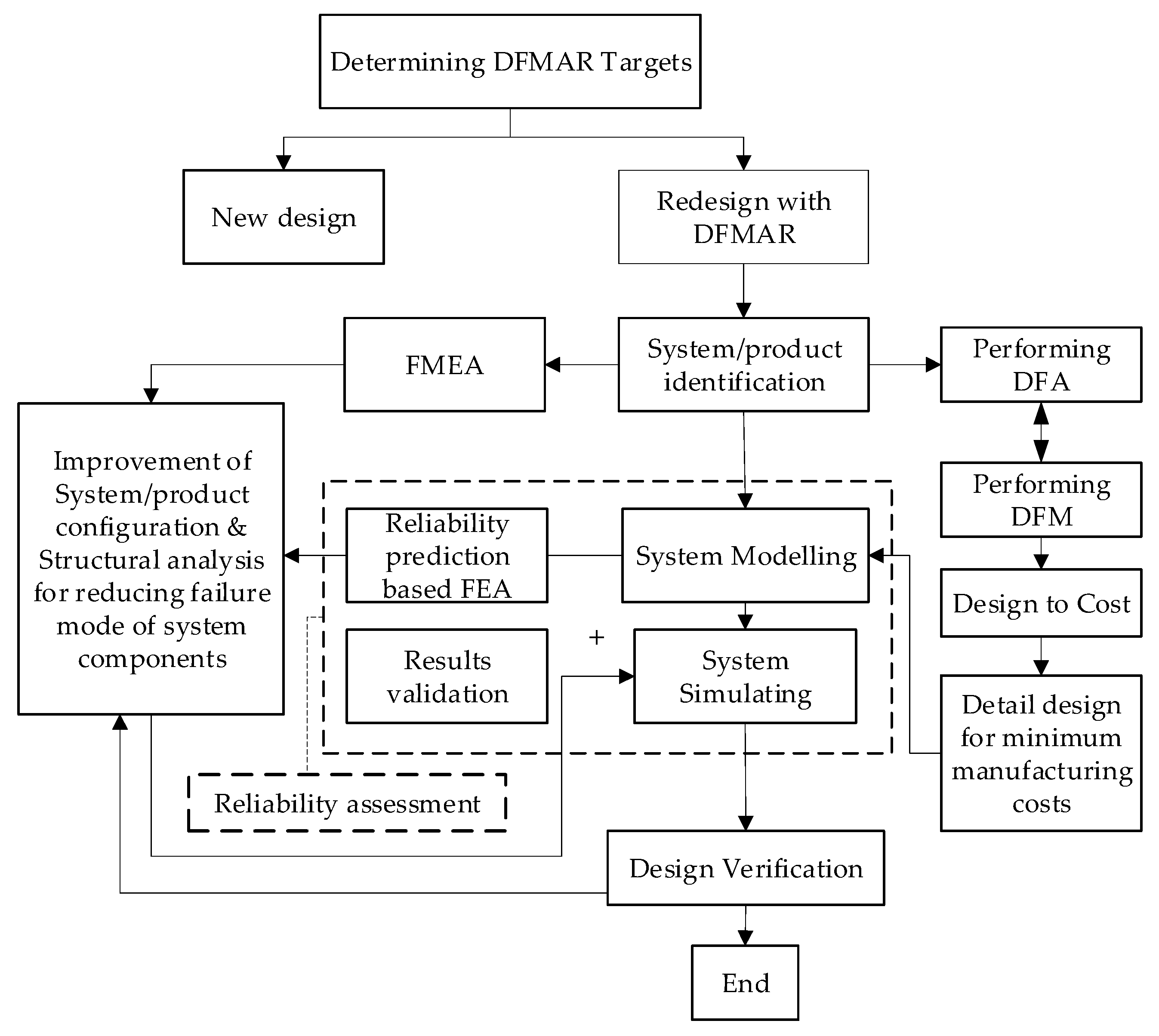
58]. However, these efforts are often hindered by high costs and a lack of access to new technologies and techniques. This research is important to develop a design for manufacturing, assembly, and reliability (DFMAR) framework based on the DFR model [
16], the DFMA model [
11,
25,
33] and finite element analysis. Harlalka et al.’s [
25] DFMA model is comparable to Butt et al.’s [
37] DFMA model, where the Boothroyd DFMA concept [
11] was developed as an implementation approach to product or component redesign. Product redesign focusing on time and total costs is insufficient only if the simplification of the product’s structure is considered [
69,
70,
71]. In addition to satisfying consumer needs, product redesign must also consider the nature of product failure and significant complaints. These considerations contribute to the DFMAR model, which considers component structure simplification and the failure rating of FMEA-based components when determining redesign priorities. Therefore, integrating DFMA and DFR tools within DFMAR can offer a strategy for product redesign that is easy to assemble, easy to manufacture, and reliable while remaining cost-effective and uncomplicated by relying on tools already available in most organizations. A case study of an Indonesian SME’s cooking stove is presented to establish the utilization of the DFMAR framework.
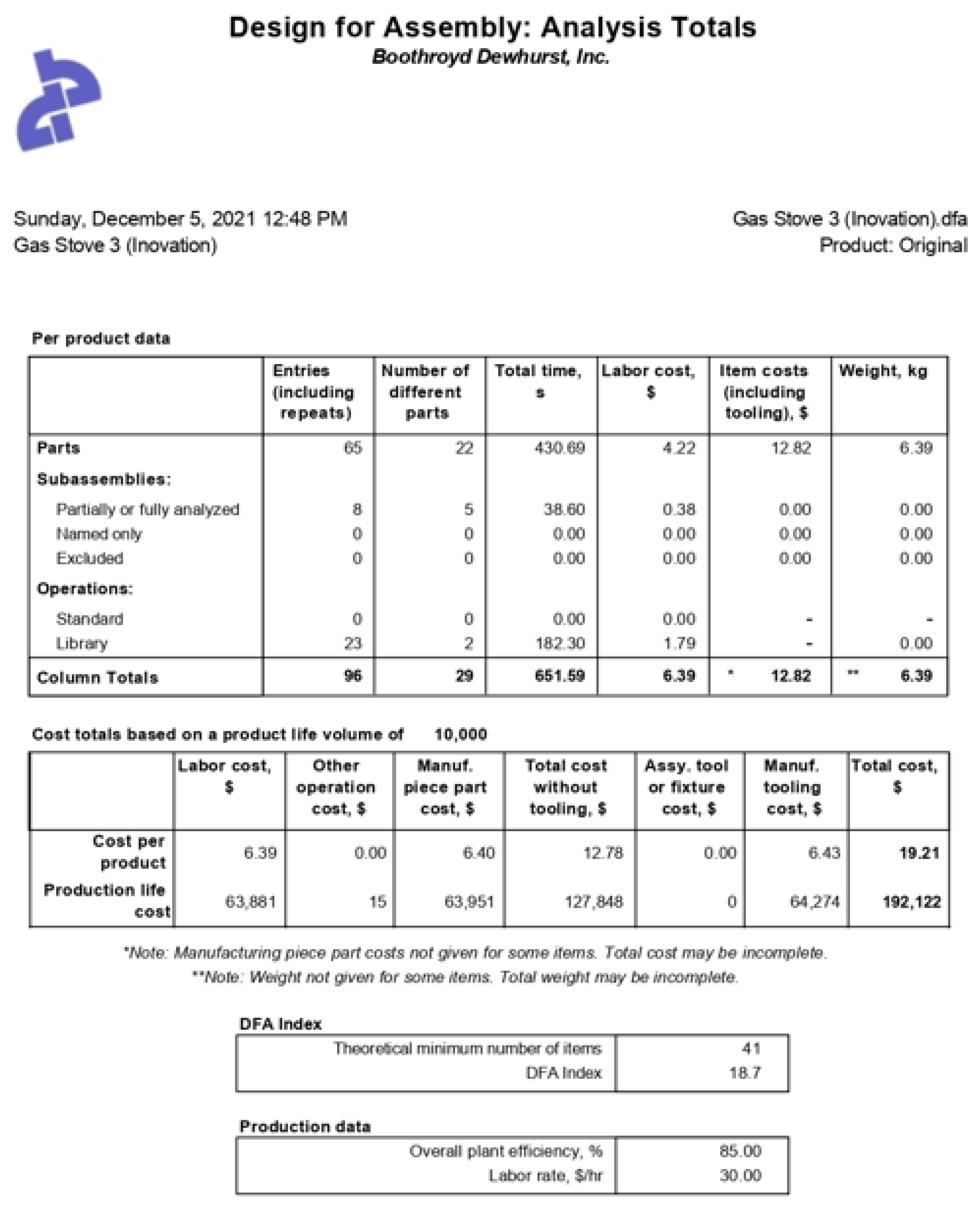
The existing assembly designs were analyzed using the DFA analysis as the first stage in the DFMAR analysis. At the same stage, the failure identification of FMEA-based components as one of DFR devices was also carried out. The conventional FMEA utilizing the basic RPN, which has been heavily criticized in the literature for various reasons, imposes certain limitations on problem-solving. The lack of sufficient studies on the inner/interrelationships between failure modes, failure effects, and failure causes is one of the most significant unsolved problems of FMEA, as evidenced by interviews and a review of the relevant literature. The DFA analysis requires a thorough understanding and examination of the product structure. Existing products’ structure and assembly sequence are described using CAD modeling and DFM Concurrent Costing software. This information is entered into the DFA Product Simplification® 2015 software. Product functionality and dimensions, part weights, minimum part criteria, and other insertion challenges are analyzed for each part in the assembly sequence.
The FMEA analysis presents a rating of the failure mode of each component of the two-burner gas stove. The ten components that have the highest priority risk of failure are burners, lighters, burner rods, knobs, inner tubing, pan supports, screws, bearings, and pillar-based components. These failure and priority data are helpful considerations for designers in product redesign. The product components selected for redesign are components that have a high risk of failure and are included in the spare parts group recommended by DFMA for the redesign. Expert judgements decided the selected component to be redesign without new investment consideration.
A CAE analysis was carried out using the Fusion 360 Simulation module to simulate bracket performance under practical loading conditions and constraints, allowing assessment of stress, displacement, and factor of safety (
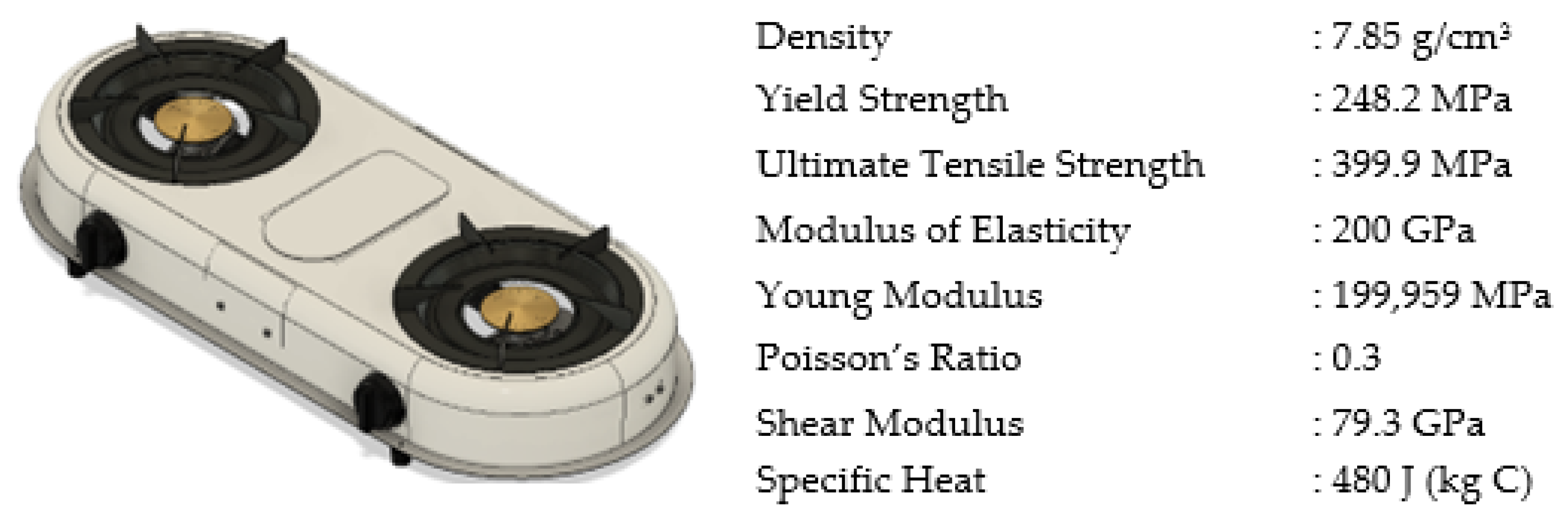
Figure 10). In addition, users can adjust their design decisions based on the design’s effect on performance. The use of computer simulation in prototype testing saves time, effort, and money and ensures methods are evaluated and appropriately optimized. ASTM A36 steel from the material library is placed into the hob. The 3D models are combined using the Autodesk Fusion 360 Simulation mesh feature with 20% convergence tolerance and 10% element refinement. A load of 400 N is applied to each burner, as shown in
Figure 11 (left). The maximum stress is in the blue arrow, and the value is
. The maximum stress does not beat the allowable stress of
, and the safety factor is greater than 1 (equivalent to 1.247).
Figure 11 (right) also shows the redesigned hob deflection, occurring in the center of the hob (the orange area near the burner where the maximum stress was previously obtained), and its value is
. These values indicate that the redesigned hob can comply the strength requirements necessary for product reliability.
6. Conclusions
This article presents an integrated framework of product redesign strategies derived from the collaborative use of design for manufacturing, assembly, and reliability (DFMAR). This study contributes a framework that allows redesigning existing goods while concurrently optimizing assembly efficiency, minimizing manufacturing costs, increasing component performance, and anticipating product reliability. Furthermore, utilizing customer feedback (i.e., complaints) in the redesign process provides essential support for the industries/research and development (R&D) department to generate innovative ideas.
The case study of DFMAR application in redesigning a gas stove shows the significantly lowered total production cost of the selected components, exhibiting a substantial improvement in the existing product assembly characteristics. DFA index increased from 14.9 to 18.7, the total cost decreased from $20.32 to $19.21, and the minimal safety factor improved from 0.5884 to 1.2. Integration of the main plate body, side plate, bottom plate, and bottom plate components resulted in substantial savings in assembly and production costs. In this scenario, labor costs for assembly, number of parts, and total production costs are lowered by 5.46%. Although the cost decrease is equivalent to 5.46% of the product’s overall cost, it can be considerable for manufacturers of low-margin, high-volume consumer products. In addition, parametric refinement of the cloud collaborative gas stove 3D modeling was performed using DFR and FEA, which contributed to the design’s robustness and longevity.
The main practical implication is that integrating the DFMA approach to the DFR approach with the support of the FEA approach in product redesign will result in better product design outcomes, i.e., easier assembly and manufacture, increased design efficiency and better reliability, and ultimately increased customer satisfaction. While DFMA, DFR, and FEA are all effective product development procedures on their own, combining these concepts and methodologies enables manufacturers to thoroughly optimize their designs for the complex needs of today’s market. A single product and a single manufacturer were evaluated using this methodology. This additional reduction in unit costs can increase the company’s profitability. Moreover, manufactured goods, such as gas stoves, are produced on a massive scale, so the cumulative cost savings for the company can be pretty substantial. In addition, the company may pass on these cost savings to consumers, thereby earning a competitive advantage over other market participants. To reap the benefits of DFMAR, however, companies must alter their entire design process by collaborating with customer relations, manufacturing, and design engineers. This change can be a daunting endeavor, especially for the SME industry. Higher-complexity assemblies, including those with bigger numbers of parts and/or components with more complex features, should also be investigated, allowing for a broader deployment of the suggested integrated method to support sustainable product design goals.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}






























