A Conceptual Framework to Support Digital Transformation in Manufacturing Using an Integrated Business Process Management Approach


Abstract
1. Introduction
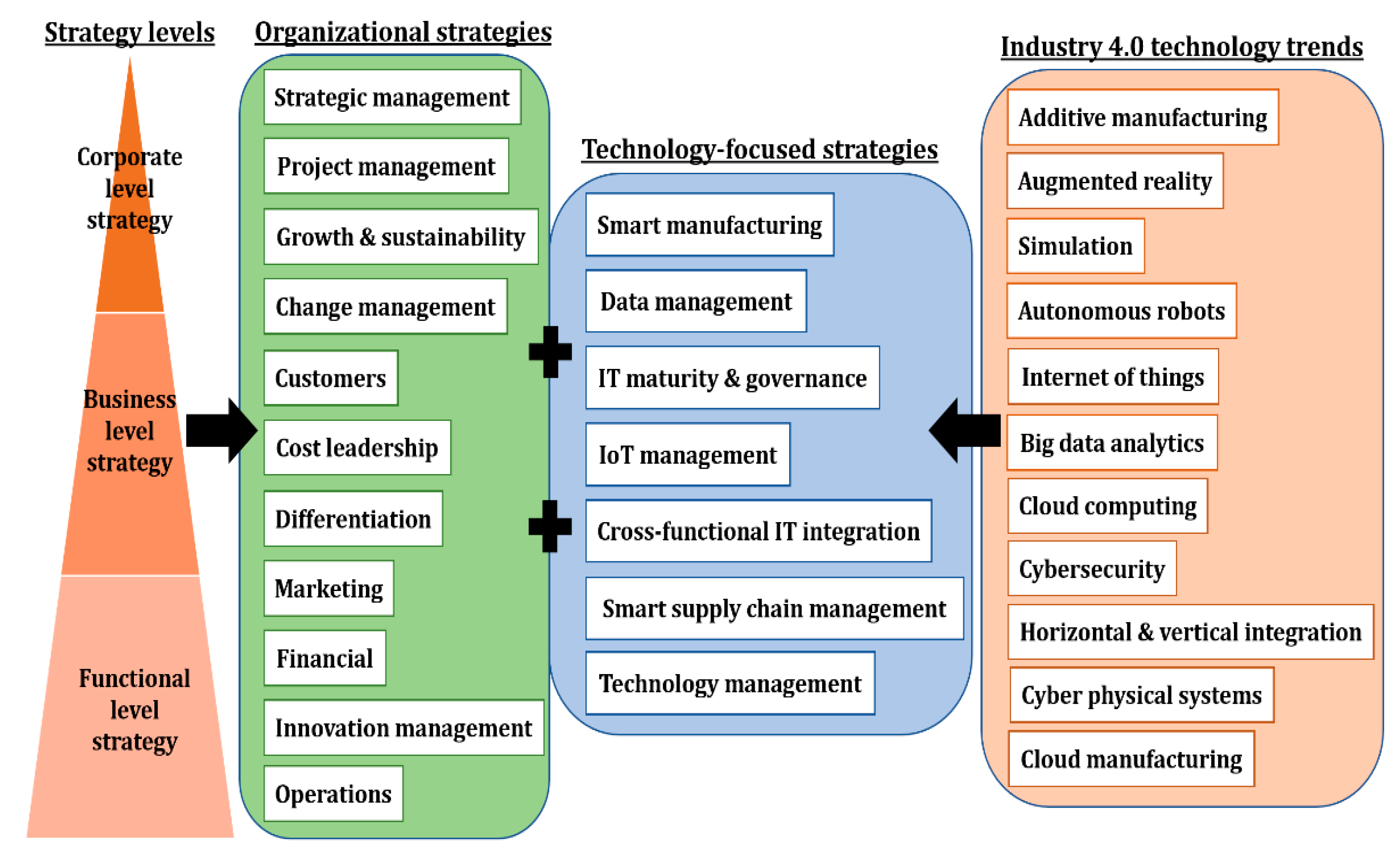
2. Key Technology Trends of Industry 4.0
2.1. Additive Manufacturing
2.2. Augmented Reality
2.3. Simulation and Modelling Techniques
2.4. Autonomous Robots
2.5. Internet of Things
2.6. Big Data Analytics
2.7. Cloud Computing
2.8. Cybersecurity
2.9. Horizontal and Vertical Integration
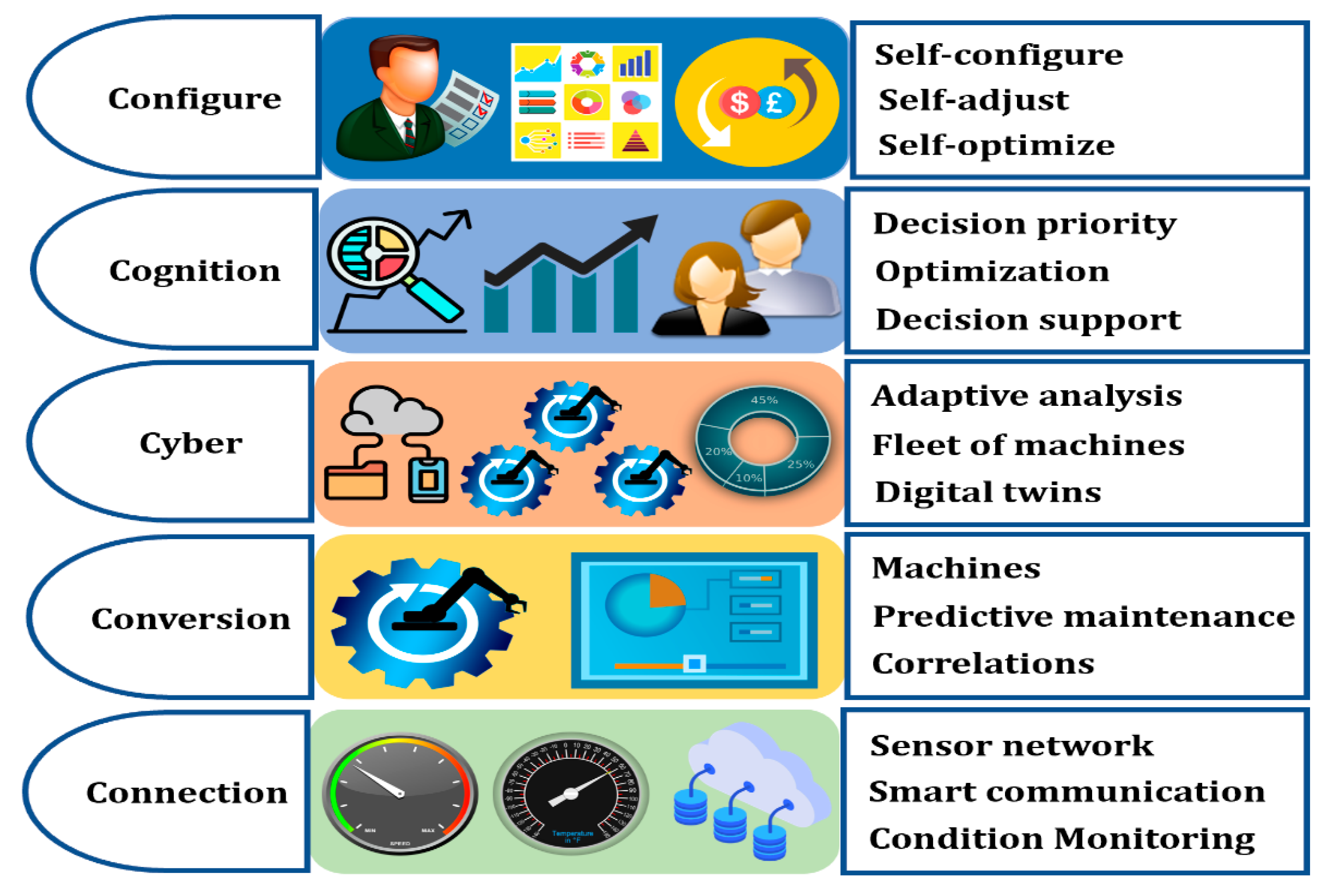
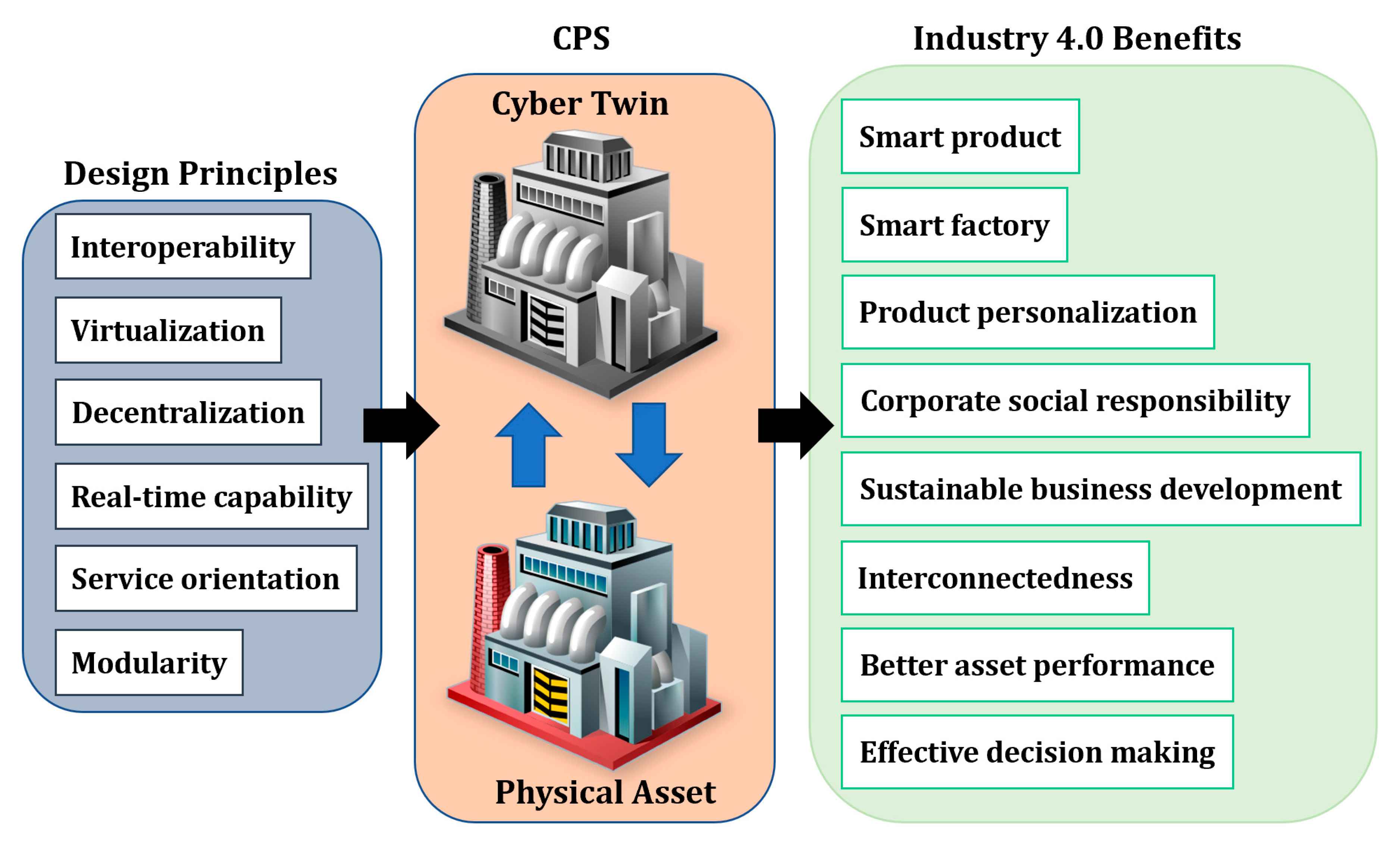
2.10. Cyber-Physical Systems
2.11. Cyber Manufacturing
3. Industry 4.0 Design Principles
3.1. Modularity
3.2. Interoperability
3.3. Decentralization
3.4. Virtualization
3.5. Real-Time Capability
3.6. Service Orientation
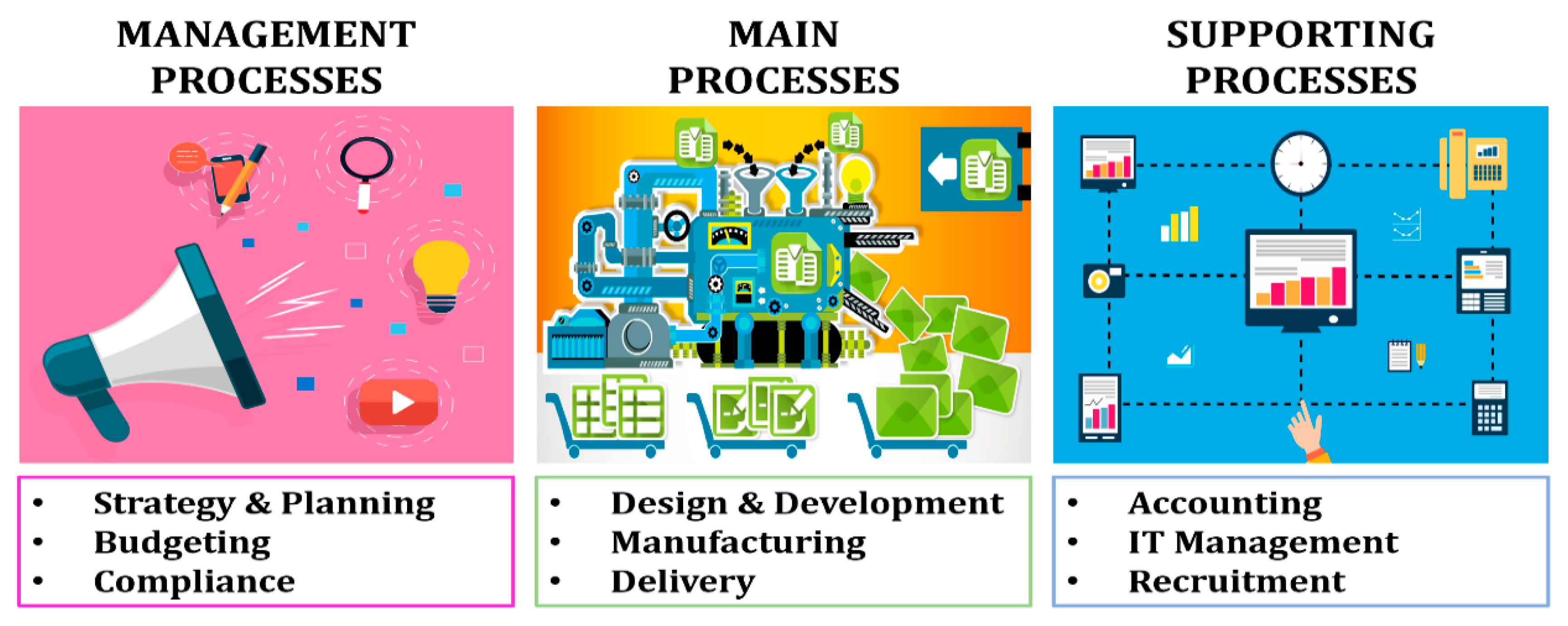
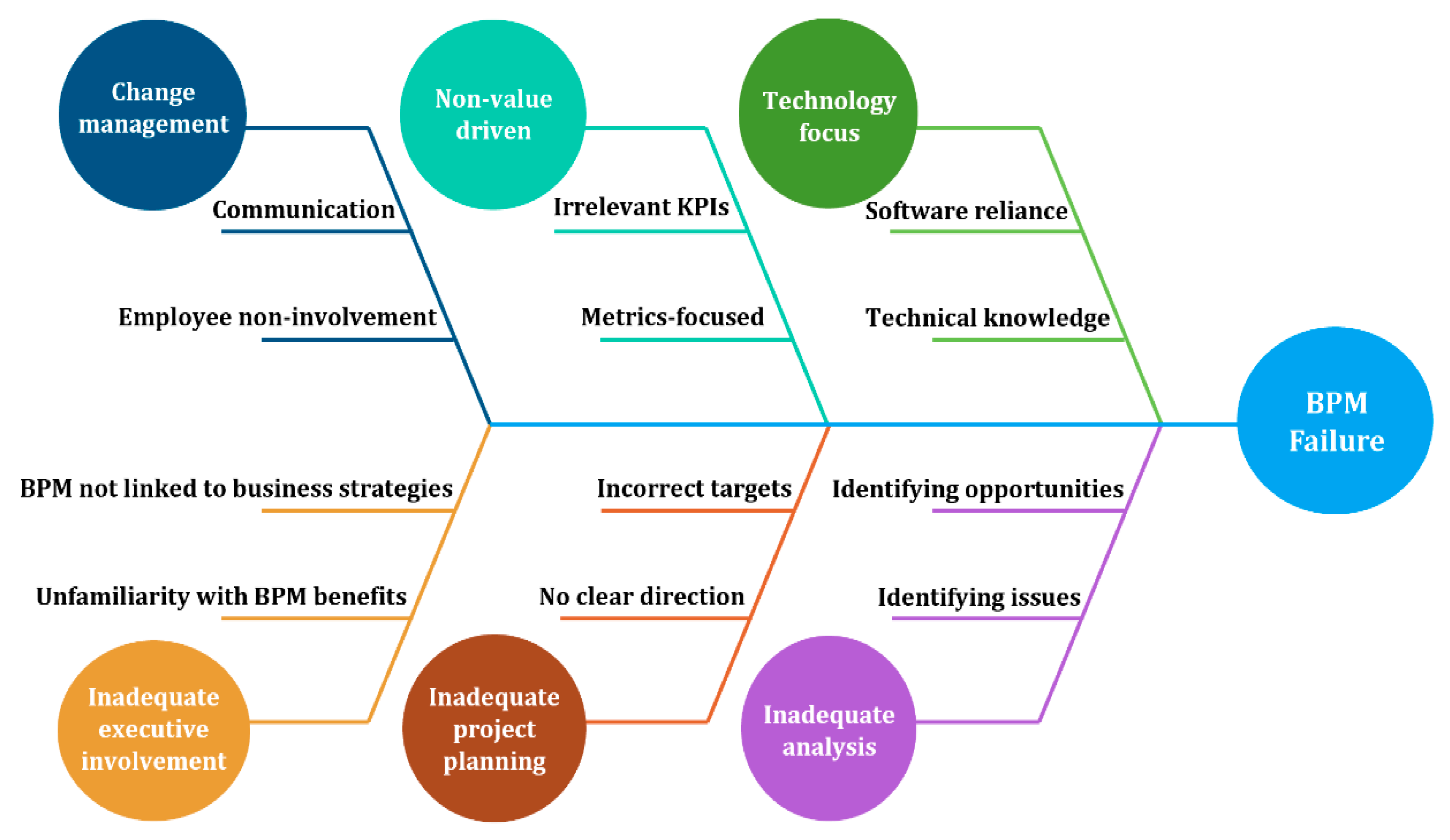
4. Business Process Management
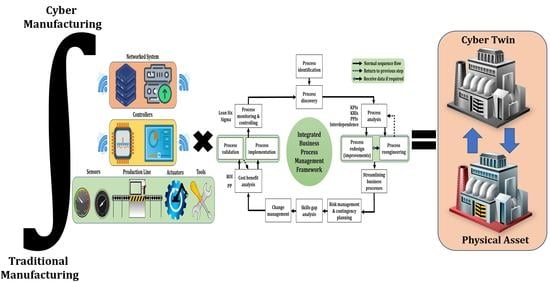
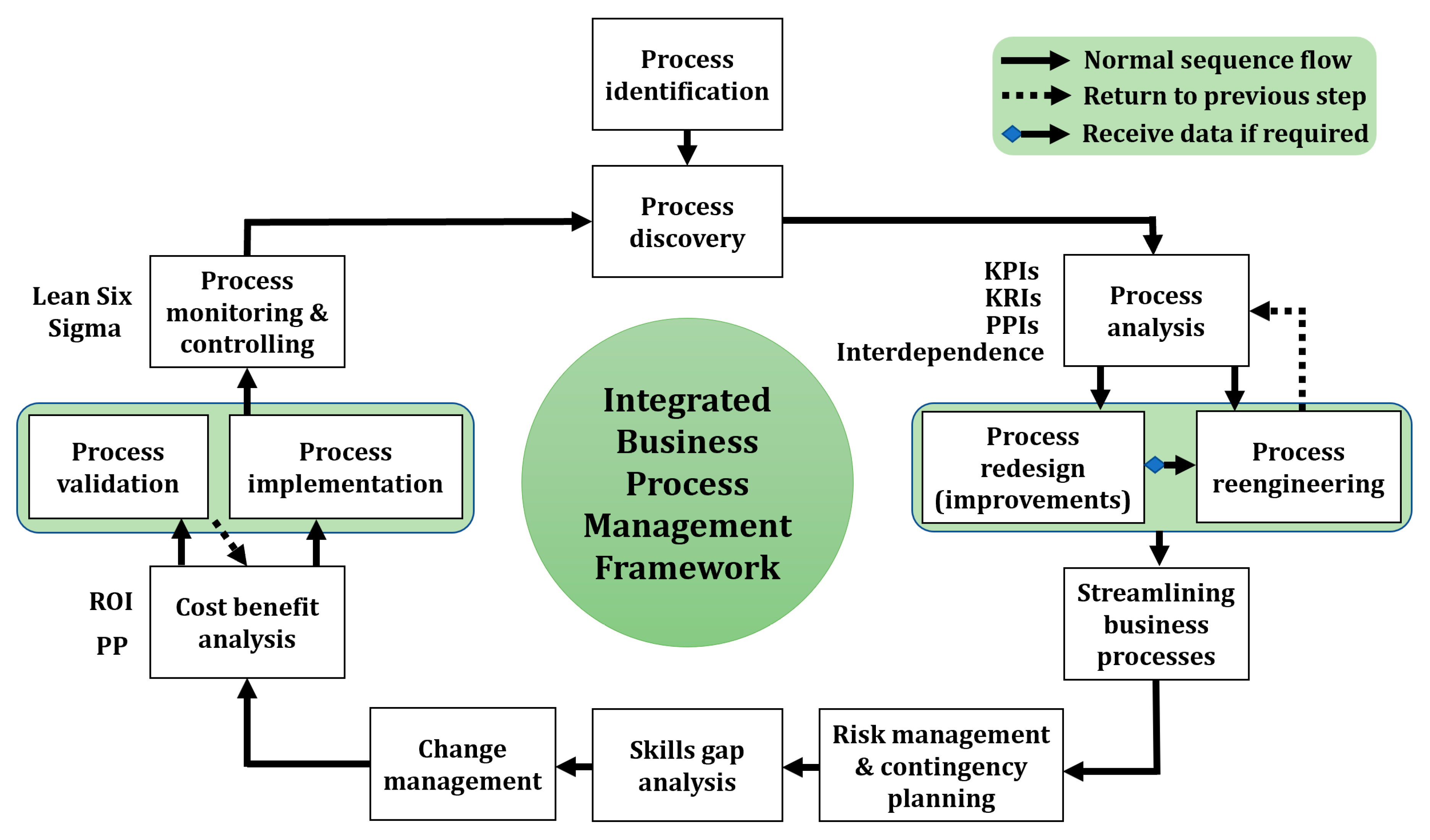
5. Conceptualization of Integrated Business Process Management Framework
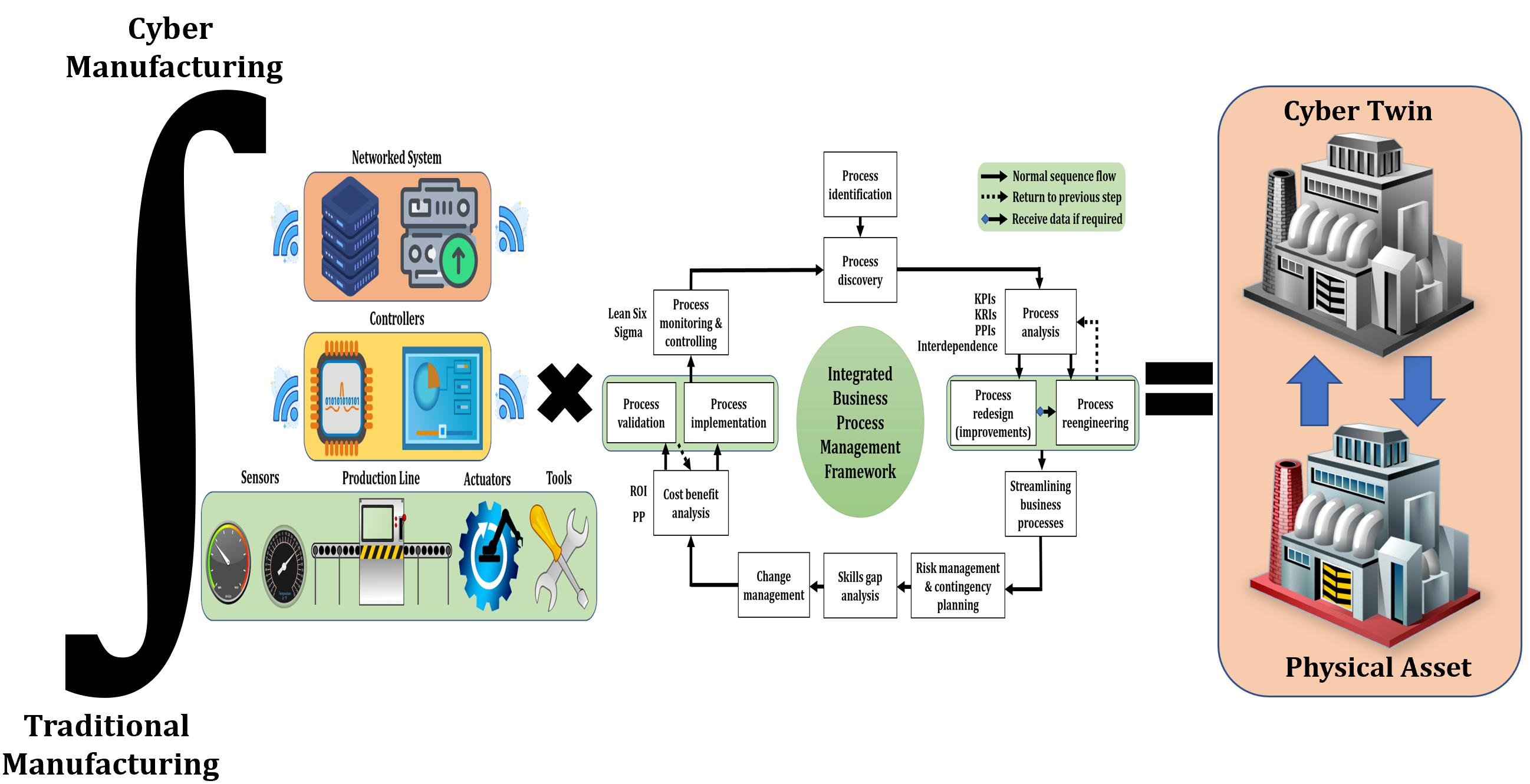
5.1. Phase 1: Process Identification
5.2. Phase 2: Process Discovery
5.3. Phase 3: Process Analysis
5.4. Phase 4: Process Redesign or Reengineering
5.5. Phase 5: Streamlining Business Processes
5.6. Phase 6: Risk Management and Contingency Planning
5.7. Phase 7: Skills Gap Analysis
5.8. Phase 8: Change Management
5.9. Phase 9: Cost-Benefit Analysis
5.10. Phase 10: Process Validation and Implementation
5.11. Phase 11: Process Monitoring and Controlling
6. Conclusions
Funding
Conflicts of Interest
References
- Khan, S. Leadership in the Digital Age: A Study on the Effects of Digitalisation on Top Management Leadership. Master’s Thesis, Stockholm University, Stockholm, Sweden, 2016. [Google Scholar]
- Ghobakhloo, M. The future of manufacturing industry: A strategic roadmap toward Industry 4.0. J. Manuf. Technol. Manag. 2018, 29, 910–936. [Google Scholar] [CrossRef]
- Hermann, M.; Pentek, T.; Otto, B. Design principles for industrie 4.0 scenarios. In Proceedings of the 2016 49th Hawaii International Conference on System Sciences (HICSS), Koloa, HI, USA, 5–8 January 2016; IEEE: Koloa, HI, USA, 2016; pp. 3928–3937. [Google Scholar]
- Sarı, T.; Güleş, H.K.; Yiğitol, B. Awareness and readiness of Industry 4.0: The case of Turkish manufacturing industry. Adv. Prod. Eng. Manag. 2020, 15, 57–68. [Google Scholar]
- Butt, J. Exploring the interrelationship between additive manufacturing and Industry 4.0. Designs 2020, 4, 13. [Google Scholar] [CrossRef]
- Basl, J. Pilot study of readiness of Czech companies to implement the principles of Industry 4.0. Manag. Prod. Eng. Rev. 2017, 8, 3–8. [Google Scholar] [CrossRef]
- Machado, C.G.; Winroth, M.; Carlsson, D.; Almström, P.; Centerholt, V.; Hallin, M. Industry 4.0 readiness in manufacturing companies: Challenges and enablers towards increased digitalization. Procedia CIRP 2019, 81, 1113–1118. [Google Scholar] [CrossRef]
- Available online: https://slcontrols.com/benefits-of-industry-4-0/ (accessed on 20 May 2020).
- Ardolino, M.; Rapaccini, M.; Saccani, N.; Gaiardelli, P.; Crespi, G.; Ruggeri, C. The role of digital technologies for the service transformation of industrial companies. Int. J. Prod. Res. 2018, 56, 2116–2132. [Google Scholar] [CrossRef]
- Moeuf, A.; Pellerin, R.; Lamouri, S.; Tamayo-Giraldo, S.; Barbaray, R. The industrial management of SMEs in the era of Industry 4.0. Int. J. Prod. Res. 2018, 56, 1118–1136. [Google Scholar] [CrossRef]
- Heavin, C.; Power, D.J. Challenges for digital transformation–towards a conceptual decision support guide for managers. J. Decis. Syst. 2018, 27 (Suppl. 1), 38–45. [Google Scholar] [CrossRef]
- McKinsey & Co. Digital Manufacturing: The Revolution will be Virtualized. 2015. Available online: https://www.mckinsey.com/business-functions/operations/our-insights/digital-manufacturing-the-revolution-will-be-virtualized (accessed on 18 June 2020).
- Ardito, L.; Petruzzelli, A.M.; Panniello, U.; Garavelli, A.C. Towards Industry 4.0: Mapping digital technologies for supply chain management-marketing integration. Bus. Process Manag. J. 2019, 25, 323–346. [Google Scholar] [CrossRef]
- Frank, A.G.; Mendes, G.H.; Ayala, N.F.; Ghezzi, A. Servitization and Industry 4.0 convergence in the digital transformation of product firms: A business model innovation perspective. Technol. Forecast. Soc. Chang. 2019, 141, 341–351. [Google Scholar] [CrossRef]
- Available online: https://ec.europa.eu/growth/tools-databases/dem/monitor/tags/industry-40 (accessed on 20 May 2020).
- Available online: https://innovateuk.blog.gov.uk/2017/03/28/what-does-the-fourth-industrial-revolution-4ir-mean-for-uk-business/ (accessed on 20 May 2020).
- Urciuoli, L.; Hintsa, J.; Ahokas, J. Drivers and barriers affecting usage of e-Customs—A global survey with customs administrations using multivariate analysis techniques. Gov. Inf. Q. 2013, 30, 473–485. [Google Scholar] [CrossRef]
- Available online: https://northsearegion.eu/growin4/about-the-growin-40-project/ (accessed on 20 May 2020).
- Müller, J.M.; Däschle, S. Business model innovation of industry 4.0 solution providers towards customer process innovation. Processes 2018, 6, 260. [Google Scholar] [CrossRef]
- Zhu, Q.; Geng, Y. Drivers and barriers of extended supply chain practices for energy saving and emission reduction among Chinese manufacturers. J. Clean. Prod. 2013, 40, 6–12. [Google Scholar] [CrossRef]
- Available online: https://www.industry.gov.au/funding-and-incentives/industry-40 (accessed on 20 May 2020).
- Butt, J. A Strategic Roadmap for the Manufacturing Industry to Implement Industry 4.0. Design 2020, 4, 11. [Google Scholar] [CrossRef]
- Sony, M. Industry 4.0 and lean management: A proposed integration model and research propositions. Prod. Manuf. Res. 2018, 6, 416–432. [Google Scholar] [CrossRef]
- Apostolou, D.; Mentzas, G.; Stojanovic, L.; Thoenssen, B.; Lobo, T.P. A collaborative decision framework for managing changes in e-Government services. Gov. Inf. Quart. 2011, 28, 101–116. [Google Scholar] [CrossRef]
- Zhang, C.; Liu, H.; Zheng, J. The model of BPM based on six sigma and its application on material delivery of discrete manufacturing enterprise. In Proceedings of the 2011 International Conference of Information Technology, Computer Engineering and Management Sciences, Nanjing, China, 24–25 September 2011; Volume 4, pp. 122–125. [Google Scholar]
- Pessl, E.; Sorko, S.R.; Mayer, B. Roadmap Industry 4.0–implementation guideline for enterprises. Int. J. Sci. Technol. Soc. 2017, 5, 193–202. [Google Scholar] [CrossRef]
- Colli, M.; Madsen, O.; Berger, U.; Møller, C.; Wæhrens, B.V.; Bockholt, M. Contextualizing the outcome of a maturity assessment for Industry 4.0. IFAC-Pap. 2018, 51, 1347–1352. [Google Scholar] [CrossRef]
- Butt, J.; Shirvani, H. Additive, subtractive, and hybrid manufacturing processes. In Advances in Manufacturing and Processing of Materials and Structures; CRC Press: Boca Raton, FL, USA, 2018; pp. 187–218. [Google Scholar]
- Butt, J.; Shirvani, H. Experimental analysis of metal/plastic composites made by a new hybrid method. Addit. Manuf. 2018, 22, 216–222. [Google Scholar] [CrossRef]
- Butt, J.; Onimowo, D.A.; Gohrabian, M.; Sharma, T.; Shirvani, H. A desktop 3D printer with dual extruders to produce customised electronic circuitry. Front. Mech. Eng. 2018, 13, 528–534. [Google Scholar] [CrossRef]
- Butt, J.; Hewavidana, Y.; Mohaghegh, V.; Sadeghi-Esfahlani, S.; Shirvani, H. Hybrid Manufacturing and Experimental Testing of Glass Fiber Enhanced Thermoplastic Composites. J. Manuf. Mater. Process. 2019, 3, 96. [Google Scholar] [CrossRef]
- Butt, J.; Bhaskar, R. Investigating the Effects of Annealing on the Mechanical Properties of FFF-Printed Thermoplastics. J. Manuf. Mater. Process. 2020, 4, 38. [Google Scholar] [CrossRef]
- Butt, J.; Ghorabian, M.; Mohaghegh, V.; Shirvani, H. Finite Element Modeling and Mechanical Testing of Metal Composites Made by Composite Metal Foil Manufacturing. J. Manuf. Mater. Process. 2019, 3, 81. [Google Scholar] [CrossRef]
- Leal, R.; Barreiros, F.M.; Alves, L.; Romeiro, F.; Vasco, J.C.; Santos, M.; Marto, C. Additive manufacturing tooling for the automotive industry. Int. J. Adv. Manuf. Technol. 2017, 92, 1671–1676. [Google Scholar] [CrossRef]
- Yakout, M.; Cadamuro, A.; Elbestawi, M.A.; Veldhuis, S.C. The selection of process parameters in additive manufacturing for aerospace alloys. Int. J. Adv. Manuf. Technol. 2017, 92, 2081–2098. [Google Scholar] [CrossRef]
- Youssef, A.; Hollister, S.J.; Dalton, P.D. Additive manufacturing of polymer melts for implantable medical devices and scaffolds. Biofabricatio 2017, 9, 012002. [Google Scholar] [CrossRef]
- Strano, G.; Hao, L.; Everson, R.M.; Evans, K.E. A new approach to the design and optimisation of support structures in additive manufacturing. Int. J. Adv. Manuf. Technol. 2013, 66, 1247–1254. [Google Scholar] [CrossRef]
- Langelaar, M. Topology optimization of 3D self-supporting structures for additive manufacturing. Addit. Manuf. 2016, 12, 60–70. [Google Scholar] [CrossRef]
- Butt, J.; Ghorabian, M.; Ahmed, A.; Shirvani, H. Finite element modelling and validation of thermomechanical behaviour for layered aluminium parts made by composite metal foil manufacturing. J. Compos. Sci. 2018, 2, 68. [Google Scholar] [CrossRef]
- Available online: https://3dprintingindustry.com/news/3d-printing-community-responds-to-covid-19-and-coronavirus-resources-169143/ (accessed on 21 April 2020).
- Kok, Y.; Tan, X.P.; Wang, P.; Nai, M.L.S.; Loh, N.H.; Liu, E.; Tor, S.B. Anisotropy and heterogeneity of microstructure and mechanical properties in metal additive manufacturing: A critical review. Mater. Des. 2018, 139, 565–586. [Google Scholar] [CrossRef]
- Tamura, H. Steady steps and giant leap toward practical mixed reality systems and applications. In Proceedings of the International Status Conference on Virtual and Augmented Reality, Leipzig, Germany, 5 November 2002; pp. 3–12. [Google Scholar]
- Jung, T.; tom Dieck, M.C. Augmented Reality and Virtual Reality; Empowering Human, Place and Business; Springer International Publishing: Cham, Switzerland, 2018. [Google Scholar]
- Tepper, O.M.; Rudy, H.L.; Lefkowitz, A.; Weimer, K.A.; Marks, S.M.; Stern, C.S.; Garfein, E.S. Mixed reality with HoloLens: Where virtual reality meets augmented reality in the operating room. Plast. Reconstr. Surg. 2017, 140, 1066–1070. [Google Scholar] [CrossRef] [PubMed]
- Bonetti, F.; Warnaby, G.; Quinn, L. Augmented reality and virtual reality in physical and online retailing: A review, synthesis and research agenda. In Augmented Reality and Virtual Reality; Springer: Cham, Switzerland, 2018; pp. 119–132. [Google Scholar]
- Chavan, S.R. Augmented reality vs. virtual reality: Differences and similarities. Int. J. Adv. Res. Comput. Eng. Technol. 2016, 5, 212611467. [Google Scholar]
- Gracia, L.; Perez-Vidal, C.; Mronga, D.; de Paco, J.M.; Azorin, J.M.; de Gea, J. Robotic manipulation for the shoe-packaging process. Int. J. Adv. Manuf. Technol. 2017, 92, 1053–1067. [Google Scholar] [CrossRef]
- Chi, H.L.; Kang, S.C.; Wang, X. Research trends and opportunities of augmented reality applications in architecture, engineering, and construction. Autom. Constr. 2013, 33, 116–122. [Google Scholar] [CrossRef]
- Gervautz, M.; Schmalstieg, D. Anywhere interfaces using handheld augmented reality. Computer 2012, 45, 26–31. [Google Scholar] [CrossRef]
- Zhou, F.; Duh, H.B.L.; Billinghurst, M. Trends in augmented reality tracking, interaction and display: A review of ten years of ISMAR. In Proceedings of the 2008 7th IEEE/ACM International Symposium on Mixed and Augmented Reality, Cambridge, UK, 15–18 September 2008; IEEE: Piscataway, NJ, USA, 2008; pp. 193–202. [Google Scholar]
- Piumsomboon, T.; Altimira, D.; Kim, H.; Clark, A.; Lee, G.; Billinghurst, M. September. Grasp-Shell vs gesture-speech: A comparison of direct and indirect natural interaction techniques in augmented reality. In Proceedings of the 2014 IEEE International Symposium on Mixed and Augmented Reality (ISMAR), Munich, Germany, 10–12 September 2014; IEEE: Piscataway, NJ, USA, 2014; pp. 73–82. [Google Scholar]
- Nee, A.Y.; Ong, S.K.; Chryssolouris, G.; Mourtzis, D. Augmented reality applications in design and manufacturing. CIRP Ann. 2012, 61, 657–679. [Google Scholar] [CrossRef]
- Akçayır, M.; Akçayır, G. Advantages and challenges associated with augmented reality for education: A systematic review of the literature. Educ. Res. Rev. 2017, 20, 1–11. [Google Scholar] [CrossRef]
- Wake, N.; Bjurlin, M.A.; Rostami, P.; Chandarana, H.; Huang, W.C. Three dimensional printing and augmented reality: Enhanced precision for robotic assisted partial nephrectomy. Urology 2018, 116, 227–228. [Google Scholar] [CrossRef]
- Lima, J.P.; Roberto, R.; Simões, F.; Almeida, M.; Figueiredo, L.; Teixeira, J.M.; Teichrieb, V. Markerless tracking system for augmented reality in the automotive industry. Expert Syst. Appl. 2017, 82, 100–114. [Google Scholar] [CrossRef]
- Poushneh, A.; Vasquez-Parraga, A.Z. Discernible impact of augmented reality on retail customer’s experience, satisfaction and willingness to buy. J. Retail. Consum. Serv. 2017, 34, 229–234. [Google Scholar] [CrossRef]
- Chen, Y.P.; Ko, J.C. CryptoAR Wallet: A Blockchain Cryptocurrency Wallet Application that Uses Augmented Reality for On-chain User Data Display. In Proceedings of the 21st International Conference on Human-Computer Interaction with Mobile Devices and Services, Taipei, Taiwan, 1–4 October 2019; pp. 1–5. [Google Scholar]
- Yung, R.; Khoo-Lattimore, C. New realities: A systematic literature review on virtual reality and augmented reality in tourism research. Curr. Issues Tour. 2019, 22, 2056–2081. [Google Scholar] [CrossRef]
- Wörner, M.; Ertl, T.; Miksch, S.; Santucci, G. Visual analysis of advanced manufacturing simulations. In Proceedings of the EuroVa 2011: International Workshop on Visual Analytics, Bergen, Norway, 31 May 2011; pp. 29–32. [Google Scholar]
- Acheson, C.; Mackle, D.; Murphy, A.; Butterfield, J.; Higgins, P.; Collins, R.; Tame, R. Using design of experiments to define factory simulations for manufacturing investment decisions. In Proceedings of the 34th International Manufacturing Conference, Sligo, Ireland, 30–31 August 2017. [Google Scholar]
- Ruediger, P.; Hagen, H. Dealing with uncertainties in manufacturing process simulations. In Applied Mechanics and Materials; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2017; Volume 869, pp. 226–233. [Google Scholar]
- Esmaeilian, B.; Behdad, S.; Wang, B. The evolution and future of manufacturing: A review. J. Manuf. Syst. 2016, 39, 79–100. [Google Scholar] [CrossRef]
- Demystifying Collaborative Industrial Robots. Available online: https://ifr.org/downloads/papers/IFR_Demystifying_Collaborative_Robots.pdf (accessed on 3 April 2020).
- Djuric, A.M.; Urbanic, R.J.; Rickli, J.L. A framework for collaborative robot (CoBot) integration in advanced manufacturing systems. SAE Int. J. Mater. Manuf. 2016, 9, 457–464. [Google Scholar] [CrossRef]
- El Zaatari, S.; Marei, M.; Li, W.; Usman, Z. Cobot programming for collaborative industrial tasks: An overview. Robot. Auton. Syst. 2019, 116, 162–180. [Google Scholar] [CrossRef]
- Michaelis, J.E.; Siebert-Evenstone, A.; Shaffer, D.W.; Mutlu, B. Collaborative or Simply Uncaged? Understanding Human-Cobot Interactions in Automation. In Proceedings of the 2020 CHI Conference on Human Factors in Computing Systems, Honolulu, HI, USA, 21 April 2020; pp. 1–12. [Google Scholar]
- Tucker, K.; Bulim, J.; Koch, G.; North, M.M. Internet industry: A perspective review through internet of things and internet of everything. Int. Manag. Rev. 2018, 14, 26. [Google Scholar]
- Aazam, M.; Zeadally, S.; Harras, K.A. Deploying fog computing in industrial internet of things and industry 4.0. IEEE Trans. Ind. Inform. 2018, 14, 4674–4682. [Google Scholar] [CrossRef]
- Wan, J.; Tang, S.; Shu, Z.; Li, D.; Wang, S.; Imran, M.; Vasilakos, A.V. Software-defined industrial internet of things in the context of industry 4.0. IEEE Sens. J. 2016, 16, 7373–7380. [Google Scholar] [CrossRef]
- Hylving, L.; Schultze, U. Evolving the modular layered architecture in digital innovation: The case of the car’s instrument cluster. In Proceedings of the International Conference on Information Systems (ICIS 2013), Milan, Italy, 15–18 December 2013; p. 13. [Google Scholar]
- Kiel, D.; Müller, J.M.; Arnold, C.; Voigt, K.I. Sustainable industrial value creation: Benefits and challenges of industry 4.0. Int. J. Innov. Manag. 2017, 21, 1740015. [Google Scholar] [CrossRef]
- Cheng, J.; Chen, W.; Tao, F.; Lin, C.L. Industrial IoT in 5G environment towards smart manufacturing. J. Ind. Inf. Integr. 2018, 10, 10–19. [Google Scholar] [CrossRef]
- Lee, J.; Kao, H.A.; Yang, S. Service innovation and smart analytics for industry 4.0 and big data environment. Procedia Cirp 2014, 16, 3–8. [Google Scholar] [CrossRef]
- Raghupathi, W.; Raghupathi, V. Big data analytics in healthcare: Promise and potential. Health Inf. Sci. Syst. 2014, 2, 3. [Google Scholar] [CrossRef]
- Babiceanu, R.F.; Seker, R. Big Data and virtualization for manufacturing cyber-physical systems: A survey of the current status and future outlook. Comput. Ind. 2016, 81, 128–137. [Google Scholar] [CrossRef]
- Mell, P.G.; Grance, T. The NIST Definition of Cloud Computing; NIST Special Publication: Gaithersburg, MD, USA, 2011.
- Varghese, B.; Buyya, R. Next generation cloud computing: New trends and research directions. Future Gener. Comput. Syst. 2018, 79, 849–861. [Google Scholar] [CrossRef]
- Singh, A.; Chatterjee, K. Cloud security issues and challenges: A survey. J. Netw. Comput. Appl. 2017, 79, 88–115. [Google Scholar] [CrossRef]
- He, W.; Xu, L. A state-of-the-art survey of cloud manufacturing. Int. J. Comput. Integr. Manuf. 2015, 28, 239–250. [Google Scholar] [CrossRef]
- Ooi, K.B.; Lee, V.H.; Tan, G.W.H.; Hew, T.S.; Hew, J.J. Cloud computing in manufacturing: The next industrial revolution in Malaysia? Expert Syst. Appl. 2018, 93, 376–394. [Google Scholar] [CrossRef]
- Available online: https://www.nytimes.com/2018/09/28/technology/facebook-hack-data-breach.html (accessed on 24 May 2020).
- Available online: https://www.theguardian.com/uk-news/2020/jan/04/cambridge-analytica-data-leak-global-election-manipulation (accessed on 24 May 2020).
- Available online: https://www.iso.org/isoiec-27001-information-security.html (accessed on 24 May 2020).
- Shafiq, S.I.; Sanin, C.; Szczerbicki, E.; Toro, C. Virtual engineering object/virtual engineering process: A specialized form of cyber physical system for Industrie 4.0. Procedia Comput. Sci. 2015, 60, 1146–1155. [Google Scholar] [CrossRef]
- Available online: https://www.i-scoop.eu/industry-4-0/ (accessed on 24 May 2020).
- Gunal, M.M. (Ed.) Simulation for Industry 4.0: Past, Present, and Future; Springer: Cham, Switzerland, 2019. [Google Scholar]
- Gunes, V.; Peter, S.; Givargis, T.; Vahid, F. A survey on concepts, applications, and challenges in cyber-physical systems. KSII Trans. Internet Inf. Syst. 2014, 8, 4242–4268. [Google Scholar]
- Lee, J.; Bagheri, B.; Kao, H.A. A cyber-physical systems architecture for industry 4.0-based manufacturing systems. Manuf. Lett. 2015, 3, 18–23. [Google Scholar] [CrossRef]
- Jiang, J.R. An improved cyber-physical systems architecture for Industry 4.0 smart factories. Adv. Mech. Eng. 2018, 10, 1687814018784192. [Google Scholar] [CrossRef]
- Lee, J.; Jin, C.; Bagheri, B. Cyber physical systems for predictive production systems. Prod. Eng. 2017, 11, 155–165. [Google Scholar] [CrossRef]
- Humayed, A.; Lin, J.; Li, F.; Luo, B. Cyber-physical systems security—A survey. IEEE Internet Things J. 2017, 4, 1802–1831. [Google Scholar] [CrossRef]
- Alcácer, V.; Cruz-Machado, V. Scanning the industry 4.0: A literature review on technologies for manufacturing systems. Eng. Sci. Technol. Int. J. 2019, 22, 899–919. [Google Scholar] [CrossRef]
- Lee, E.A. Cyber physical systems: Design challenges. In Proceedings of the 2008 11th IEEE International Symposium on Object and Component-Oriented Real-Time Distributed Computing (ISORC), Orlando, FL, USA, 5–7 May 2008; pp. 363–369. [Google Scholar]
- Barbosa, J.; Leitão, P.; Trentesaux, D.; Colombo, A.W.; Karnouskos, S. Cross benefits from cyber-physical systems and intelligent products for future smart industries. In Proceedings of the 2016 IEEE 14th International Conference on Industrial Informatics (INDIN), Poitiers, France, 19–21 July 2016; pp. 504–509. [Google Scholar]
- Thoben, K.D.; Wiesner, S.; Wuest, T. “Industrie 4.0” and smart manufacturing-a review of research issues and application examples. Int. J. Autom. Technol. 2017, 11, 4–16. [Google Scholar] [CrossRef]
- Lee, J.; Bagheri, B.; Jin, C. Introduction to cyber manufacturing. Manuf. Lett. 2016, 8, 11–15. [Google Scholar] [CrossRef]
- Available online: https://mxdusa.org/ (accessed on 24 May 2020).
- Zwolenski, M.; Weatherill, L. The digital universe: Rich data and the increasing value of the internet of things. J. Telecommun. Digit. Econ. 2014, 2, 47. [Google Scholar] [CrossRef]
- Rong, H. Securing Manufacturing Computing and Controller Assets. Instrum. Stand. Metrol. 2010, 4, 16. [Google Scholar]
- Buxmann, P.; Hess, T.; Ruggaber, R. Internet of services. Bus. Inf. Syst. Eng. 2009, 1, 341. [Google Scholar] [CrossRef]
- Mabkhot, M.M.; Al-Ahmari, A.M.; Salah, B.; Alkhalefah, H. Requirements of the smart factory system: A survey and perspective. Machine 2018, 6, 23. [Google Scholar] [CrossRef]
- Wang, L. Cyber manufacturing: Research and applications. In Proceedings of the Tenth International Symposium on Tools and Methods of Competitive Engineering, TMCE, Budapest, Hungary, 19–23 May 2014; pp. 19–23. [Google Scholar]
- Wang, L.; Törngren, M.; Onori, M. Current status and advancement of cyber-physical systems in manufacturing. J. Manuf. Syst. 2015, 37, 517–527. [Google Scholar] [CrossRef]
- Gilchrist, A. Industry 4.0: The Industrial Internet of Things; Apress: Berkeley, CA, USA, 2016. [Google Scholar]
- Ghobakhloo, M.; Azar, A. Business excellence via advanced manufacturing technology and lean-agile manufacturing. J. Manuf. Technol. Manag. 2018, 29, 2–24. [Google Scholar] [CrossRef]
- Schlick, J.; Stephan, P.; Loskyll, M.; Lappe, D. Industrie 4.0 in der praktischen Anwendung. In Industrie 4.0 in Produktion, Automatisierung und Logistik; Springer: Wiesbaden, Germany, 2014; pp. 57–84. [Google Scholar]
- Gupta, P. Modularity enablers: A tool for Industry 4.0. Life Cycle Reliab. Saf. Eng. 2019, 8, 157–163. [Google Scholar] [CrossRef]
- Lucke, D.; Constantinescu, C.; Westkämper, E. Smart Factory—A Step towards the Next Generation of Manufacturing. In Manufacturing Systems and Technologies for the New Frontier; Mitsuishi, M., Ueda, K., Kimura, F., Eds.; Springer: London, UK, 2008; pp. 115–118. [Google Scholar]
- Perales, D.P.; Valero, F.A.; García, A.B. Industry 4.0: A classification scheme. In Closing the Gap Between Practice and Research in Industrial Engineering; Viles, E., Ormazábal, M., Lleó, A., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 343–350. [Google Scholar]
- Available online: https://www.rmit.edu.au/industry/develop-your-workforce/tailored-workforce-solutions/c4de/articles/industry-40-design-principles (accessed on 24 May 2020).
- Lu, Y. Industry 4.0: A survey on technologies, applications and open research issues. J. Ind. Inf. Integr. 2017, 6, 1–10. [Google Scholar] [CrossRef]
- Shariat Zadeh, N.; Lundholm, T.; Lindberg, L.; Franzén Sivard, G. Integration of digital factory with smart factory based on Internet of Things. In Proceedings of the 26th CIRP Design Conference 2016, KTH Royal Institute of Technology, Stockholm, Sweden, 15–17 June 2016; Elsevier: Amsterdam, The Netherlands, 2016; Volume 50, pp. 512–517. [Google Scholar]
- Lasi, H.; Fettke, P.; Kemper, H.G.; Feld, T.; Hoffmann, M. Industry 4.0. Bus. Inf. Syst. Eng. 2014, 6, 239–242. [Google Scholar] [CrossRef]
- Shamim, S.; Cang, S.; Yu, H.; Li, Y. Examining the feasibilities of Industry 4.0 for the hospitality sector with the lens of management practice. Energies 2017, 10, 499. [Google Scholar] [CrossRef]
- Tantik, E.; Anderl, R. Integrated data model and structure for the asset administration shell in industrie 4.0. Procedia Cirp 2017, 60, 86–91. [Google Scholar] [CrossRef]
- Ruj, S.; Stojmenovic, M.; Nayak, A. Decentralized access control with anonymous authentication of data stored in clouds. IEEE Trans. Parallel Distrib. Syst. 2013, 25, 384–394. [Google Scholar] [CrossRef]
- Moreno, A.; Velez, G.; Ardanza, A.; Barandiaran, I.; de Infante, Á.R.; Chopitea, R. Virtualisation process of a sheet metal punching machine within the Industry 4.0 vision. Int. J. Interact. Des. Manuf. 2017, 11, 365–373. [Google Scholar] [CrossRef]
- Schleich, B.; Anwer, N.; Mathieu, L.; Wartzack, S. Shaping the digital twin for design and production engineering. CIRP Ann. 2017, 66, 141–144. [Google Scholar] [CrossRef]
- Tao, F.; Qi, Q. New IT driven service-oriented smart manufacturing: Framework and characteristics. IEEE Trans. on Syst. Man Cybern. Syst. 2017, 49, 81–91. [Google Scholar] [CrossRef]
- Schuh, G.; Stich, V.; Brosze, T.; Fuchs, S.; Pulz, C.; Quick, J.; Schürmeyer, M.; Bauhoff, F. High resolution supply chain management: Optimized processes based on self-optimizing control loops and real time data. Prod. Eng. 2011, 5, 433–442. [Google Scholar] [CrossRef]
- Dorozhkin, D.V.; Vance, J.M.; Rehn, G.D.; Lemessi, M. Coupling of interactive manufacturing operations simulation and immersive virtual reality. Virtual Real. 2012, 16, 15–23. [Google Scholar] [CrossRef][Green Version]
- Nee, A.Y.; Ong, S.K. Virtual and augmented reality applications in manufacturing. IFAC Proc. Vol. 2013, 46, 15–26. [Google Scholar] [CrossRef]
- Mujber, T.S.; Szecsi, T.; Hashmi, M.S. Virtual reality applications in manufacturing process simulation. J. Mater. Process. Technol. 2004, 155, 1834–1838. [Google Scholar] [CrossRef]
- Kühn-Kauffeldt, M.; Böttcher, J. Open Source Augmented Reality Applications for Small Manufacturing Businesses. In Augmented Reality and Virtual Reality; Springer: Cham, Switzerland, 2020; pp. 243–251. [Google Scholar]
- Damiani, L.; Demartini, M.; Guizzi, G.; Revetria, R.; Tonelli, F. Augmented and virtual reality applications in industrial systems: A qualitative review towards the industry 4.0 era. IFAC-Pap. 2018, 51, 624–630. [Google Scholar] [CrossRef]
- Thames, L.; Schaefer, D. Industry 4.0: An overview of key benefits, technologies, and challenges. In Cybersecurity for Industry 4.0; Springer: Cham, Switzerland, 2017; pp. 1–33. [Google Scholar]
- Hofmann, E.; Rüsch, M. Industry 4.0 and the current status as well as future prospects on logistics. Comput. Ind. 2017, 89, 23–34. [Google Scholar] [CrossRef]
- Longo, F.; Nicoletti, L.; Padovano, A. Smart operators in industry 4.0: A human-centered approach to enhance operators’ capabilities and competencies within the new smart factory context. Comput. Ind. Eng. 2017, 113, 144–159. [Google Scholar] [CrossRef]
- Fischer, T.; Gebauer, H.; Fleisch, E. Service Business Development; Cambridge University Press: Cambridge, UK, 2012. [Google Scholar]
- Trappey, A.J.; Trappey, C.V.; Fan, C.Y.; Hsu, A.P.; Li, X.K.; Lee, I.J. IoT patent roadmap for smart logistic service provision in the context of Industry 4.0. J. Chin. Inst. Eng. 2017, 40, 593–602. [Google Scholar] [CrossRef]
- Yao, X.; Jin, H.; Zhang, J. Towards a wisdom manufacturing vision. Int. J. Comput. Integr. Manuf. 2015, 28, 1291–1312. [Google Scholar] [CrossRef]
- Von Rosing, M.; Von Scheel, H.; Scheer, A.W. The Complete Business Process Handbook: Body of Knowledge from Process Modeling to BPM; Morgan Kaufmann Elsevier: Burlington, MA, USA, 2014; Volume 1. [Google Scholar]
- Kirchmer, M. High Performance through Business Process Management; Springer: West Chester, PA, USA, 2017. [Google Scholar]
- Hitchner, E. Reengineering the Corporation: A Manifesto for Business Revolution. Natl. Prod. Rev. 1993, 12, 443–449. [Google Scholar] [CrossRef]
- Hammer, M. Deep change. Harv. Bus. Revie 2004, 82, 84–93. [Google Scholar]
- Chan, P.S.; Peel, D. Causes and impact of reengineering. Bus. Process Manag. J. 1998, 4, 44–55. [Google Scholar] [CrossRef]
- Kallio, J.; Saarinen, T.; Salo, S.; Tinnilä, M.; Vepsäläinen, A.P. Drivers and tracers of business process changes. J. Strateg. Inf. Syst. 1999, 8, 125–142. [Google Scholar] [CrossRef]
- Ponzi, L.; Koenig, M. Knowledge management: Another management fad. Inf. Res. 2002, 8, 145. [Google Scholar]
- Ozcelik, Y. Do business process reengineering projects payoff? Evidence from the United States. Int. J. Proj. Manag. 2010, 28, 7–13. [Google Scholar] [CrossRef]
- Qu, Y.; Ming, X.; Ni, Y.; Li, X.; Liu, Z.; Zhang, X.; Xie, L. An integrated framework of enterprise information systems in smart manufacturing system via business process reengineering. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2019, 233, 2210–2224. [Google Scholar] [CrossRef]
- Zur Muehlen, M.; Indulska, M. Modeling languages for business processes and business rules: A representational analysis. Inf. Syst. 2010, 35, 379–390. [Google Scholar] [CrossRef]
- Rosemann, M.; vom Brocke, J. The six core elements of business process management. In Handbook on Business Process Management 1; Springer: Berlin/Heidelberg, Germany, 2015; pp. 105–122. [Google Scholar]
- Conger, S. Six sigma and business process management. In Handbook on Business Process Management 1; Springer: Berlin/Heidelberg, Germany, 2015; pp. 127–146. [Google Scholar]
- Vermesan, O.; Friess, P.; Guillemin, P.; Gusmeroli, S.; Sundmaeker, H.; Bassi, A.; Jubert, I.S.; Mazura, M.; Harrison, M.; Eisenhauer, M.; et al. Internet of things strategic research roadmap. Internet Things-Glob. Technol. Soc. Trend 2011, 1, 9–52. [Google Scholar]
- Fischer, L. BPM Everywhere: Internet of Things, Process of Everything; Future Strategies: Lighthouse Point, FL, USA, 2015. [Google Scholar]
- Del Giudice, M. Discovering the Internet of Things (IoT) within the business process management: A literature review on technological revitalization. Bus. Proc. Manag. J. 2016, 22, 263–270. [Google Scholar] [CrossRef]
- Telukdarie, A. Business Processes: A critical tool for Industry 4.0 enablement. In Proceedings of the 2019 International Conference on Fourth Industrial Revolution (ICFIR), Manama, Bahrain, 19–21 February 2019; pp. 1–5. [Google Scholar]
- Schoenthaler, F.; Augenstein, D.; Karle, T. Design and governance of collaborative business processes in industry 4.0. In Proceedings of the Workshop on Cross-Organizational and Cross-Company BPM (XOC-BPM) Co-Located with the 17th IEEE Conference on Business Informatics (CBI 2015), Lisbon, Portugal, 13–16 July 2015; p. 7. [Google Scholar]
- Tupa, J.; Steiner, F. Industry 4.0 and business process management. Tech. Gaz. 2019, 13, 349–355. [Google Scholar] [CrossRef]
- Rehse, J.R.; Dadashnia, S.; Fettke, P. Business process management for Industry 4.0–three application cases in the DFKI-smart-lego-factory. it-Inf. Technol. 2018, 60, 133–141. [Google Scholar] [CrossRef]
- Grefen, P.; Ludwig, H.; Tata, S.; Dijkman, R.; Baracaldo, N.; Wilbik, A.; D’hondt, T. September. Complex collaborative physical process management: A position on the trinity of BPM, IoT and DA. In Working Conference on Virtual Enterprises; Springer: Cham, Switzerland, 2018; pp. 244–253. [Google Scholar]
- Secundo, G.; Toma, A.; Schiuma, G.; Passiante, G. Knowledge transfer in open innovation. Bus. Process Manag. J. 2019, 25, 144–163. [Google Scholar] [CrossRef]
- Christenson, J.K.; O’Kane, G.M.; Farmery, A.K.; McManus, A. The barriers and drivers of seafood consumption in Australia: A narrative literature review. Int. J. Consum. Stud. 2017, 41, 299–311. [Google Scholar] [CrossRef]
- Neumann, F. Antecedents and effects of emotions in strategic decision-making: A literature review and conceptual model. Manag. Rev. Q. 2017, 67, 175–200. [Google Scholar] [CrossRef]
- de Camargo Fiorini, P.; Jabbour, C.J.C. Information systems and sustainable supply chain management towards a more sustainable society: Where we are and where we are going. Int. J. Inf. Manag. 2017, 37, 241–249. [Google Scholar] [CrossRef]
- Viriyasitavat, W.; Da Xu, L.; Bi, Z.; Sapsomboon, A. Blockchain-based business process management (BPM) framework for service composition in industry 4.0. J. Intell. Manuf. 2018, 1–12. [Google Scholar] [CrossRef]
- Xu, L.D.; Xu, E.L.; Li, L. Industry 4.0: State of the art and future trends. Int. J. Prod. Res. 2018, 56, 2941–2962. [Google Scholar] [CrossRef]
- Hitpass, B.; Astudillo, H. Industry 4.0 challenges for business process management and electronic-commerce. J. Theor. Appl. Electron. Commer. Res. 2019, 14, I–III. [Google Scholar] [CrossRef]
- Chiu, Y.C.; Cheng, F.T.; Huang, H.C. Developing a factory-wide intelligent predictive maintenance system based on Industry 4.0. J. Chin. Inst. Eng. 2017, 40, 562–571. [Google Scholar] [CrossRef]
- Wortmann, A.; Combemale, B.; Barais, O. A systematic mapping study on modeling for industry 4.0. In Proceedings of the 2017 ACM/IEEE 20th International Conference on Model Driven Engineering Languages and Systems (MODELS), Austin, TX, USA, 17–22 September 2017; pp. 281–291. [Google Scholar]
- Telukdarie, A.; Buhulaiga, E.; Bag, S.; Gupta, S.; Luo, Z. Industry 4.0 implementation for multinationals. Process Saf. Environ. Prot. 2018, 118, 316–329. [Google Scholar] [CrossRef]
- Tonelli, F.; Demartini, M.; Loleo, A.; Testa, C. A novel methodology for manufacturing firms value modeling and mapping to improve operational performance in the industry 4.0 era. Procedia CIRP 2016, 57, 122–127. [Google Scholar] [CrossRef]
- Saraeian, S.; Shirazi, B.; Motameni, H. Towards an extended BPMS prototype: Open challenges of BPM to flexible and robust orchestrate of uncertain processes. Comput. Stand. Interface 2018, 57, 1–19. [Google Scholar] [CrossRef]
- Kannengiesser, U.; Müller, H. Industry 4.0 Standardisation: Where Does S-BPM Fit? In Proceedings of the 10th International Conference on Subject-Oriented Business Process Management, Linz, Austria, 5 April 2018; pp. 1–8. [Google Scholar]
- Available online: https://www.ntuclearninghub.com/mapping-the-mind-of-worker-4-0/ (accessed on 24 May 2020).
- Romero, D.; Bernus, P.; Noran, O.; Stahre, J.; Fast-Berglund, Å. The operator 4.0: Human cyber-physical systems & adaptive automation towards human-automation symbiosis work systems. In IFIP International Conference on Advances in Production Management Systems; Springer: Cham, Switzerland, 2016; pp. 677–686. [Google Scholar]
- Segura, Á.; Diez, H.V.; Barandiaran, I.; Arbelaiz, A.; Álvarez, H.; Simões, B.; Posada, J.; García-Alonso, A.; Ugarte, R. Visual computing technologies to support the Operator 4.0. Comput. Ind. Eng. 2020, 139, 105550. [Google Scholar] [CrossRef]
- Romero, D.; Stahre, J.; Wuest, T.; Noran, O.; Bernus, P.; Fast-Berglund, Å.; Gorecky, D. Towards an operator 4.0 typology: A human-centric perspective on the fourth industrial revolution technologies. In Proceedings of the International Conference on Computers and Industrial Engineering (CIE46), Tianjin, China, 29–31 October 2016; pp. 29–31. [Google Scholar]
- Ruppert, T.; Jaskó, S.; Holczinger, T.; Abonyi, J. Enabling technologies for operator 4.0: A survey. Appl. Sci. 2018, 8, 1650. [Google Scholar] [CrossRef]
- Romero, D.; Wuest, T.; Stahre, J.; Gorecky, D. Social factory architecture: Social networking services and production scenarios through the social internet of things, services and people for the social operator 4.0. In IFIP International Conference on Advances in Production Management Systems; Springer: Cham, Switzerland, 2017; pp. 265–273. [Google Scholar]
- Kaasinen, E.; Schmalfuß, F.; Özturk, C.; Aromaa, S.; Boubekeur, M.; Heilala, J.; Heikkilä, P.; Kuula, T.; Liinasuo, M.; Mach, S.; et al. Empowering and engaging industrial workers with Operator 4.0 solutions. Comput. Ind. Eng. 2020, 139, 105678. [Google Scholar] [CrossRef]
- Mattsson, S.; Fast-Berglund, Å.; Li, D.; Thorvald, P. Forming a cognitive automation strategy for Operator 4.0 in complex assembly. Comput. Ind. Eng. 2020, 139, 105360. [Google Scholar] [CrossRef]
- Tupa, J.; Simota, J.; Steiner, F. Aspects of risk management implementation for Industry 4.0. Procedia Manuf. 2017, 11, 1223–1230. [Google Scholar] [CrossRef]
- Niesen, T.; Houy, C.; Fettke, P.; Loos, P. Towards an integrative big data analysis framework for data-driven risk management in industry 4.0. In Proceedings of the 2016 49th Hawaii International Conference on System Sciences (HICSS), Koloa, HI, USA, 5–8 January 2016; pp. 5065–5074. [Google Scholar]
- Schröder, M.; Indorf, M.; Kersten, W. Industry 4.0 and its impact on supply chain risk management. In Proceedings of the 14th International Conference “Reliability and Statistics in Transportation and Communication”, Riga, Latvia, 15–18 October 2014; pp. 114–125. [Google Scholar]
- Ivanov, D.; Dolgui, A.; Sokolov, B. The impact of digital technology and Industry 4.0 on the ripple effect and supply chain risk analytics. Int. J. Prod. Res. 2019, 57, 829–846. [Google Scholar] [CrossRef]
- Leonhardt, F.; Wiedemann, A. Realigning Risk Management in the Light of Industry 4.0; SSRN: Amsterdam, The Netherlands, 2015. [Google Scholar]
- Birkel, H.S.; Veile, J.W.; Müller, J.M.; Hartmann, E.; Voigt, K.I. Development of a risk framework for Industry 4.0 in the context of sustainability for established manufacturers. Sustainability 2019, 11, 384. [Google Scholar] [CrossRef]
- Badri, A.; Boudreau-Trudel, B.; Souissi, A.S. Occupational health and safety in the industry 4.0 era: A cause for major concern? Saf. Sci. 2018, 109, 403–411. [Google Scholar] [CrossRef]
- Bonekamp, L.; Sure, M. Consequences of Industry 4.0 on human labour and work organisation. J. Bus. Media Psychol. 2015, 6, 33–40. [Google Scholar]
- de Sousa Jabbour, A.B.L.; Jabbour, C.J.C.; Foropon, C.; Godinho Filho, M. When titans meet–Can industry 4.0 revolutionise the environmentally-sustainable manufacturing wave? The role of critical success factors. Technol. Forecast. Soc. Chang 2018, 132, 18–25. [Google Scholar] [CrossRef]
- Glas, A.H.; Kleemann, F.C. The impact of industry 4.0 on procurement and supply management: A conceptual and qualitative analysis. Int. J. Bus. Manag. Invent. 2016, 5, 55–66. [Google Scholar]
- Trstenjak, M.; Cosic, P. Process planning in Industry 4.0 environment. Procedia Manuf. 2017, 11, 1744–1750. [Google Scholar] [CrossRef]
- Gilchrist, A. Introducing Industry 4.0. In Industry 4.0; Apress: Berkeley, CA, USA, 2016; pp. 195–215. [Google Scholar]
- Hecklau, F.; Galeitzke, M.; Flachs, S.; Kohl, H. Holistic approach for human resource management in Industry 4.0. Procedia Cirp 2016, 54, 1–6. [Google Scholar] [CrossRef]
- Schneider, P. Managerial challenges of Industry 4.0: An empirically backed research agenda for a nascent field. Rev. Manag. Sci. 2018, 12, 803–848. [Google Scholar] [CrossRef]
- Prifti, L.; Knigge, M.; Kienegger, H.; Krcmar, H. A Competency Model for “Industrie 4.0” Employees. In Proceedings of the der 13. Internationalen Tagung Wirtschaftsinformatik (WI 2017), St. Gallen, Bodensee, Switzerland, 12–15 February 2017; pp. 46–60. [Google Scholar]
- Schallock, B.; Rybski, C.; Jochem, R.; Kohl, H. Learning Factory for Industry 4.0 to provide future skills beyond technical training. Procedia Manuf. 2018, 23, 27–32. [Google Scholar] [CrossRef]
- Akdil, K.Y.; Ustundag, A.; Cevikcan, E. Maturity and readiness model for industry 4.0 strategy. In Industry 4.0: Managing the Digital Transformation; Springer: Cham, Switzerland, 2018; pp. 61–94. [Google Scholar]
- Rao, S.K.; Prasad, R. Impact of 5G technologies on industry 4.0. Wirel. Pers. Commun. 2018, 100, 145–159. [Google Scholar] [CrossRef]
- Brettel, M.; Friederichsen, N.; Keller, M.; Rosenberg, M. How virtualization, decentralization and network building change the manufacturing landscape: An Industry 4.0 Perspective. Int. J. Mech. Ind. Sci. Eng. 2014, 8, 37–44. [Google Scholar]
- de Man, J.C.; Strandhagen, J.O. An Industry 4.0 research agenda for sustainable business models. Procedia Cirp 2017, 63, 721–726. [Google Scholar] [CrossRef]
- Schröder, C. The Challenges of Industry 4.0 for Small and Medium-Sized Enterprises; Friedrich-Ebert-Stiftung: Bonn, Germany, 2016. [Google Scholar]
- Agrawal, A.; Schaefer, S.; Funke, T. Incorporating Industry 4.0 in Corporate Strategy. In Analyzing the Impacts of Industry 4.0 in Modern Business Environments; IGI global: Hershey, PA, USA, 2018; pp. 161–176. [Google Scholar]
- Jayaram, A. Lean six sigma approach for global supply chain management using industry 4.0 and IIoT. In Proceedings of the 2016 2nd International Conference on Contemporary Computing and Informatics (IC3I), Noida, India, 14–17 December 2016; pp. 89–94. [Google Scholar]
- Buer, S.V.; Strandhagen, J.O.; Chan, F.T. The link between Industry 4.0 and lean manufacturing: Mapping current research and establishing a research agenda. Int. J. Prod. Res. 2018, 56, 2924–2940. [Google Scholar]
- Davies, R.; Coole, T.; Smith, A. Review of socio-technical considerations to ensure successful implementation of Industry 4.0. Procedia Manuf. 2017, 11, 1288–1295. [Google Scholar]
- Arcidiacono, G.; Pieroni, A. The Revolution Lean Six Sigma 4.0. Int. J. Adv. Sci. Eng. Inf. Technol. 2018, 8, 141–149. [Google Scholar]
- Rüttimann, B.G.; Stöckli, M.T. Lean and Industry 4.0—twins, partners, or contenders? A due clarification regarding the supposed clash of two production systems. J. Serv. Sci. Manag. 2016, 9, 485–500. [Google Scholar] [CrossRef]
- Vancil, R.F.; Lorange, P. Strategic planning in diversified companies. Harv. Bus. Rev. 1975, 53, 81–90. [Google Scholar]
- Jackson, S.E.; Joshi, A.; Erhardt, N.L. Recent research on team and organizational diversity: SWOT analysis and implications. J. Manag. 2003, 29, 801–830. [Google Scholar]
- Daum, M.; Götz, M.; Domaschka, J. Integrating CEP and BPM: How CEP realizes functional requirements of BPM applications (industry article). In Proceedings of the 6th ACM International Conference on Distributed Event-Based Systems, Berlin, Germany, 16 July 2012; pp. 157–166. [Google Scholar]
- Pavlovski, C.J.; Zou, J. Non-Functional Requirements in Business Process Modeling. In Proceedings of the 5th Asia-Pacific Conference on Conceptual Modelling (APCCM2008), Wollongong, New South Wales, Australia, 22–25 January 2008; pp. 103–112. [Google Scholar]
- Mouritsen, J.; Mahama, H.; Chua, W.F. 12 Actor-Network Theory and the Study of Inter-Organisational Network-Relations. Account. Netw. 2010, 7, 292. [Google Scholar]
- Xue, H.; Mason, D.S. The changing stakeholder map of formula one grand prix in Shanghai. Eur. Sport Manag. Quart. 2011, 11, 371–395. [Google Scholar] [CrossRef]
- Venkatraman, S.; Venkatraman, R. Process Innovation and Improvement Using Business Object-Oriented Process Modelling (BOOPM) Framework. Appl. Syst. Innov. 2019, 2, 23. [Google Scholar] [CrossRef]
- Salgado, C.E.; Machado, R.J.; Maciel, R.S. Using process-level use case diagrams to infer the business motivation model with a RUP-based approach. In Information System Development; Springer: Cham, Switzerland, 2014; pp. 123–134. [Google Scholar]
- Available online: https://medium.com/pm101/8-flowcharts-and-diagrams-apps-837373859e87 (accessed on 26 April 2020).
- Wohed, P.; van der Aalst, W.M.; Dumas, M.; ter Hofstede, A.H.; Russell, N. On the suitability of BPMN for business process modelling. In International Conference on Business Process Management; Springer: Berlin/Heidelberg, Germany, 2006; pp. 161–176. [Google Scholar]
- Meudt, T.; Metternich, J.; Abele, E. Value stream mapping 4.0: Holistic examination of value stream and information logistics in production. Cirp Ann. 2017, 66, 413–416. [Google Scholar] [CrossRef]
- Bauer, K. KPIs-The metrics that drive performance management. Inf. Manag. 2004, 14, 63. [Google Scholar]
- Bauer, K. KPIs: Not all metrics are created equal. Inf. Manag. 2004, 14, 42. [Google Scholar]
- Davies, J.; Haubenstock, M. Building effective indicators to monitor operational risk. RMA J. 2002, 84, 40–43. [Google Scholar]
- Scandizzo, S. Risk mapping and key risk indicators in operational risk management. Econ. Note 2005, 34, 231–256. [Google Scholar] [CrossRef]
- Davies, J.; Finlay, M.; McLenaghen, T.; Wilson, D. Key risk indicators–their role in operational risk management and measurement. ARM Risk Bus. Int. Prague 2006, 1–32. Available online: http://citeseerx.ist.psu.edu/viewdoc/download?doi=10.1.1.457.893&rep=rep1&type=pdf (accessed on 26 April 2020).
- Rosenberg, A.; Chase, G.; Omar, R.; Taylor, J.; von Rosing, M. Applying Real-World BPM in an SAP Environment; Galileo Press: Cambridge, UK, 2011. [Google Scholar]
- Brundage, M.P.; Bernstein, W.Z.; Morris, K.C.; Horst, J.A. Using graph-based visualizations to explore key performance indicator relationships for manufacturing production systems. Procedia Cirp 2017, 61, 451–456. [Google Scholar] [CrossRef]
- Available online: https://opsdog.com/resources/key-risk-indicators-examples-kris-technology-risk-management/ (accessed on 26 April 2020).
- Del-Río-Ortega, A.; Resinas, M.; Ruiz-Cortés, A. October. Defining process performance indicators: An ontological approach. In OTM Confederated International Conferences “On the Move to Meaningful Internet Systems”; Springer: Berlin/Heidelberg, Germany, 2010; pp. 555–572. [Google Scholar]
- Available online: https://www.minit.io/blog/5-critical-process-performance-indicators-and-how-process-mining-can-help-you-track-them (accessed on 26 April 2020).
- Del-RíO-Ortega, A.; Resinas, M.; Cabanillas, C.; Ruiz-Cortés, A. On the definition and design-time analysis of process performance indicators. Inf. Syst. 2013, 38, 470–490. [Google Scholar] [CrossRef]
- Thompson, J.D. Organizations in Action: Social Science Bases of Administrative Theory; Transaction Publishers: Piscataway, NJ, USA, 2003. [Google Scholar]
- Available online: https://www.samewave.com/posts/understand-the-three-types-of-task-interdependence-and-why-they-matter (accessed on 26 April 2020).
- Khan, M.A.A.; Butt, J.; Mebrahtu, H.; Shirvani, H.; Sanaei, A.; Alam, M.N. Integration of Data-Driven Process Re-Engineering and Process Interdependence for Manufacturing Optimization Supported by Smart Structured Data. Design 2019, 3, 44. [Google Scholar] [CrossRef]
- Modarress, B.; Ansari, A.; Lockwood, D.L. Kaizen costing for lean manufacturing: A case study. Int. J. Prod. Res. 2005, 43, 1751–1760. [Google Scholar] [CrossRef]
- Akay, D.; Demıray, A.; Kurt, M. Collaborative tool for solving human factors problems in the manufacturing environment: The Theory of Inventive Problem Solving Technique (TRIZ) method. Int. J. Prod. Res. 2008, 46, 2913–2925. [Google Scholar] [CrossRef]
- Butt, J.; Jedi, S. Redesign of an In-Market Conveyor System for Manufacturing Cost Reduction and Design Efficiency Using DFMA Methodology. Designs 2020, 4, 6. [Google Scholar] [CrossRef]
- Lee, J.; Lapira, E.; Bagheri, B.; Kao, H.A. Recent advances and trends in predictive manufacturing systems in big data environment. Manuf. Lett. 2013, 1, 38–41. [Google Scholar] [CrossRef]
- Lee, J.; Ardakani, H.D.; Yang, S.; Bagheri, B. Industrial big data analytics and cyber-physical systems for future maintenance & service innovation. Procedia Cirp 2015, 38, 3–7. [Google Scholar]
- Weyer, S.; Schmitt, M.; Ohmer, M.; Gorecky, D. Towards Industry 4.0-Standardization as the crucial challenge for highly modular, multi-vendor production systems. IFAC-Pap. 2015, 48, 579–584. [Google Scholar] [CrossRef]
- Truong, H.Q.; Hara, Y. Supply chain risk management: Manufacturing-and service-oriented firms. J. Manuf. Technol. Manag. 2018, 29, 218–239. [Google Scholar]
- Available online: https://simplicable.com/new/risk-management-vs-contingency-planning (accessed on 29 April 2020).
- Ruiz-Torres, A.J.; Mahmoodi, F.; Zeng, A.Z. Supplier selection model with contingency planning for supplier failures. Comput. Ind. Eng. 2013, 66, 374–382. [Google Scholar] [CrossRef]
- Castelo-Branco, I.; Cruz-Jesus, F.; Oliveira, T. Assessing Industry 4.0 readiness in manufacturing: Evidence for the European Union. Comput. Ind. 2019, 107, 22–32. [Google Scholar] [CrossRef]
- Samaranayake, P.; Ramanathan, K.; Laosirihongthong, T. Implementing industry 4.0—A technological readiness perspective. In Proceedings of the 2017 IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), Singapore, 10–13 December 2017; pp. 529–533. [Google Scholar]
- Mittelmann, A. Competence development for Work 4.0. In Knowledge Management in Digital Change; Springer: Cham, Switzerland, 2018; pp. 263–275. [Google Scholar]
- Beckett, R.; Daberkow, T. Work 4.0 and the Need for Boundary-Spanning. J. World Bus. 2020, 5, 28–2020. [Google Scholar]
- Karacay, G. Talent development for Industry 4.0. In Industry 4.0: Managing the Digital Transformation; Springer: Cham, Switzerland, 2018; pp. 123–136. [Google Scholar]
- Oztemel, E.; Gursev, S. Literature review of Industry 4.0 and related technologies. J. Intell. Manuf. 2020, 31, 127–182. [Google Scholar] [CrossRef]
- Gentner, S. Industry 4.0: Reality, future or just science fiction? How to convince today’s management to invest in tomorrow’s future! Successful strategies for industry 4.0 and manufacturing IT. Chim. Int. J. Chem. 2016, 70, 628–633. [Google Scholar] [CrossRef]
- Chen, H.; Chiang, R.H.; Storey, V.C. Business intelligence and analytics: From big data to big impact. MIS Q. 2012, 36, 1165–1188. [Google Scholar] [CrossRef]
- Myers, K.; Berry, P.; Blythe, J.; Conley, K.; Gervasio, M.; McGuinness, D.L.; Morley, D.; Pfeffer, A.; Pollack, M.; Tambe, M. An intelligent personal assistant for task and time management. Ai Mag. 2007, 28, 47. [Google Scholar]
- Available online: https://en.unesco.org/themes/futures-literacy (accessed on 25 May 2020).
- Todnem By, R. Organisational change management: A critical review. J. Chang. Manag. 2005, 5, 369–380. [Google Scholar]
- Lorenzi, N.M.; Riley, R.T. Organizational issues= change. Int. J. Med. Inform. 2003, 69, 197–203. [Google Scholar] [CrossRef]
- Bartik, A.W.; Bertrand, M.; Cullen, Z.B.; Glaeser, E.L.; Luca, M.; Stanton, C.T. How are small businesses Adjusting to COVID-19? Early Evidence from a Survey (No. w26989); National Bureau of Economic Research: Cambridge, MA, USA, 2020. [Google Scholar]
- Available online: https://www.strategy-business.com/article/rr00006?gko=dab72 (accessed on 25 May 2020).
- Hlupic, V.; Pouloudi, A.; Rzevski, G. Towards an integrated approach to knowledge management:‘hard’,‘soft’and ‘abstract’issues. Knowl. Process Manag. 2002, 9, 90–102. [Google Scholar] [CrossRef]
- Gill, R. Change management--or change leadership? J. Chang. Manag. 2002, 3, 307–318. [Google Scholar] [CrossRef]
- Levasseur, R.E. People skills: Change management tools—Lewin’s change model. Interface 2001, 31, 71–73. [Google Scholar]
- Hussain, S.T.; Lei, S.; Akram, T.; Haider, M.J.; Hussain, S.H.; Ali, M. Kurt Lewin’s change model: A critical review of the role of leadership and employee involvement in organizational change. J. Innov. Knowledg 2018, 3, 123–127. [Google Scholar] [CrossRef]
- Hiatt, J. ADKAR: A Model for Change in Business, Government, and Our Community; Prosci Learning Center Publications: Loveland, CO, USA, 2006. [Google Scholar]
- Boca, G.D. Adkar model VS. quality management change. In International Conference Risk in Contemporary Economy; Faculty of Economics and Business Administration, Dunarea de Jos University of Galati: Galati, Romania, 2013. [Google Scholar]
- CHANGE, C.V. Technology Adoption: Managing Change. Prim. Psychiatry 2006, 13, 20–23. [Google Scholar]
- Ashkenas, R. Change management needs to change. Harv. Bus. Rev. 2013, 3, 20–23. [Google Scholar]
- Welbourne, T.M. Change management needs a change. Employ. Relat. Toda 2014, 41, 17–23. [Google Scholar] [CrossRef]
- Available online: https://www.forbes.com/sites/forbestechcouncil/2019/06/18/change-management-needs-change-management/#687e91ab6656 (accessed on 25 May 2020).
- Schmidt, R.; Möhring, M.; Härting, R.C.; Reichstein, C.; Neumaier, P.; Jozinović, P. Industry 4.0-potentials for creating smart products: Empirical research results. In International Conference on Business Information Systems; Springer: Cham, Switzerland, 2015; pp. 16–27. [Google Scholar]
- Henderson, S.C.; Swamidass, P.M.; Byrd, T.A. Empirical models of the effect of integrated manufacturing on manufacturing performance and return on investment. Int. J. Prod. Res. 2004, 42, 1933–1954. [Google Scholar] [CrossRef]
- Phillips, J.J.; Marston, M. Measuring ROI. Fad fact Fantasy 2007, 61, 42. [Google Scholar]
- Phillips, J.J.; Phillips, P.P. Measuring ROI in executive coaching. Int. J. Coach. Organ. 2005, 3, 53–62. [Google Scholar]
- Phillips, J.J.; Phillips, P. Using ROI to demonstrate performance value in the public sector. Perform. Improv. 2009, 48, 22–28. [Google Scholar] [CrossRef]
- Phillips, J.J.; Phillips, P.P. Distinguishing ROI myths from reality. Perform. Improv. 2008, 47, 12–17. [Google Scholar] [CrossRef]
- Boehm, B.; Huang, L.; Jain, A.; Madachy, R. The ROI of software dependability: The iDAVE model. IEEE Softw. 2004, 21, 54–61. [Google Scholar] [CrossRef]
- Naim, M.M.; Wikner, J.; Grubbström, R.W. A net present value assessment of make-to-order and make-to-stock manufacturing systems. Omeg 2007, 35, 524–532. [Google Scholar] [CrossRef]
- Available online: https://sixsigmastudyguide.com/pilot-plan/ (accessed on 30 April 2020).
- Antony, J.; Kumar, M.; Labib, A. Gearing Six Sigma into UK manufacturing SMEs: Results from a pilot study. J. Oper. Res. Soc. 2008, 59, 482–493. [Google Scholar] [CrossRef]
- Georgoulias, K.; Papakostas, N.; Chryssolouris, G.; Stanev, S.; Krappe, H.; Ovtcharova, J. Evaluation of flexibility for the effective change management of manufacturing organizations. Robot. Comput.-Integr. Manuf. 2009, 25, 888–893. [Google Scholar] [CrossRef]
- Leach, L. Schedule and cost buffer sizing: How to account for the bias between project performance and your model. Proj. Manag. J. 2003, 34, 34–47. [Google Scholar] [CrossRef]
- May, G.; Stahl, B. The significance of organizational change management for sustainable competitiveness in manufacturing: Exploring the firm archetypes. Int. J. Prod. Res. 2017, 55, 4450–4465. [Google Scholar] [CrossRef]
- Rüßmann, M.; Lorenz, M.; Gerbert, P.; Waldner, M.; Justus, J.; Engel, P.; Harnisch, M. Industry 4.0: The future of productivity and growth in manufacturing industries. Boston Consult. Group 2015, 9, 54–89. [Google Scholar]
- Harmon, P.; Trends, B.P. Business Process Change: A Guide for Business Managers and BPM and Six Sigma Professionals; Elsevier: Waltham, MA, USA, 2010; ISBN 978-0-12-374152-3. [Google Scholar]
- Skalle, H.; Hahn, B. Applying Lean, Six Sigma, BPM, and SOA to Drive Business Results; IBM Corporation: Armonk, NY, USA, 2013. [Google Scholar]
- LaFollette, W.H. BPM, lean and six sigma-all together now. Lean Six Sigma Rev. 2015, 15, 23. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Main Topics | References |
|---|---|
| BPM | [147,148,149,150,151,156,157,158,159,160,161,162,163,164] |
| Skills gap | [165,166,167,168,169,170,171,172] |
| Risk management | [173,174,175,176,177,178,179] |
| Change management | [180,181,182,183,184,185,186,187,188] |
| Cost-benefit analysis | [2,22,189,190,191,192,193,194] |
| Lean/Six Sigma/Lean Six Sigma | [22,23,24,25,143,195,196,197,198,199] |
| Category | Description | Definition |
|---|---|---|
| KPIs [217] | Overall equipment effectiveness | Measures equipment efficiency across three areas i.e., availability, performance, and quality. |
| Manufacturing cycle efficiency | Measures value-added time as a percentage of throughput time. | |
| First pass yield | Percentage of products manufactured correctly and to specs the first time through the process. | |
| Capacity utilization | Measures how much a line, plant, or factory uses its total production capacity. | |
| KRIs [214,218] | Mean time between failure | The average amount of time elapsed between machine failures, measured from the moment the machine initially fails, until the time that the next failure occurs. |
| Mean time to repair | The average amount of time required to repair a system to full functionality following a failure measured from the time that the failure occurs until when the repair is completed. | |
| Downtime percentage due to scheduled activities | The total amount of downtime that has been set aside for planned system maintenance activities (as opposed to unplanned downtime) as a percentage of total downtime (planned and unplanned) during the measurement period. | |
| Percentage of missed scheduled maintenance activities | The number of scheduled maintenance activities related to machines that did not take place on or before their scheduled date as a percentage of all maintenance activities scheduled to occur over the same period. | |
| PPIs [219,220,221] | Process effectiveness | Relationship between the actual process results and the expected process results. It is a combination of time, quality, and cost. |
| Process efficiency | Relationship between the results achieved by a process and the resources consumed in that process. | |
| Process compliance | Refers to internal (percentage of non-conforming products) and external (compliance with government regulations) compliance. | |
| Throughput time | Represents the amount of time it takes to run a given process, from raw material to the finished product. |
| # | Benefits | Monetary Value |
|---|---|---|
| 1 | Improvements in profit due to the reduction of assembly time | X1 |
| 2 | Error reductions | X2 |
| 3 | Time savings | X3 |
| 4 | Increased performance | X4 |
| 5 | Faster learning for existing and new workers | X5 |
| 6 | More products assembled during a normal working shift | X6 |
| 7 | Intangible benefits (higher employee satisfaction/engagement, reduction of stress in employees, teamwork, job satisfaction) | --- |
| Total | XX | |
| Costs | Monetary Value | |
| 1 | Special software and hardware | Y1 |
| 2 | Storage capacity for data and hardware in specific digital and physical spaces, respectively | Y2 |
| 3 | Training of individuals | Y3 |
| Total | YY | |
| Calculations | Results | |
| ROI | ZZ% | |
| PP | ZZ months | |
| BCR | ZZ:1 |
© 2020 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Butt, J. A Conceptual Framework to Support Digital Transformation in Manufacturing Using an Integrated Business Process Management Approach. Designs 2020, 4, 17. https://doi.org/10.3390/designs4030017
Butt J. A Conceptual Framework to Support Digital Transformation in Manufacturing Using an Integrated Business Process Management Approach. Designs. 2020; 4(3):17. https://doi.org/10.3390/designs4030017
Chicago/Turabian StyleButt, Javaid. 2020. "A Conceptual Framework to Support Digital Transformation in Manufacturing Using an Integrated Business Process Management Approach" Designs 4, no. 3: 17. https://doi.org/10.3390/designs4030017
APA StyleButt, J. (2020). A Conceptual Framework to Support Digital Transformation in Manufacturing Using an Integrated Business Process Management Approach. Designs, 4(3), 17. https://doi.org/10.3390/designs4030017