
The Mathematical Models of the Operation Process for Critical Production Facilities Using Advanced Technologies


 ,
,  ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Related Works
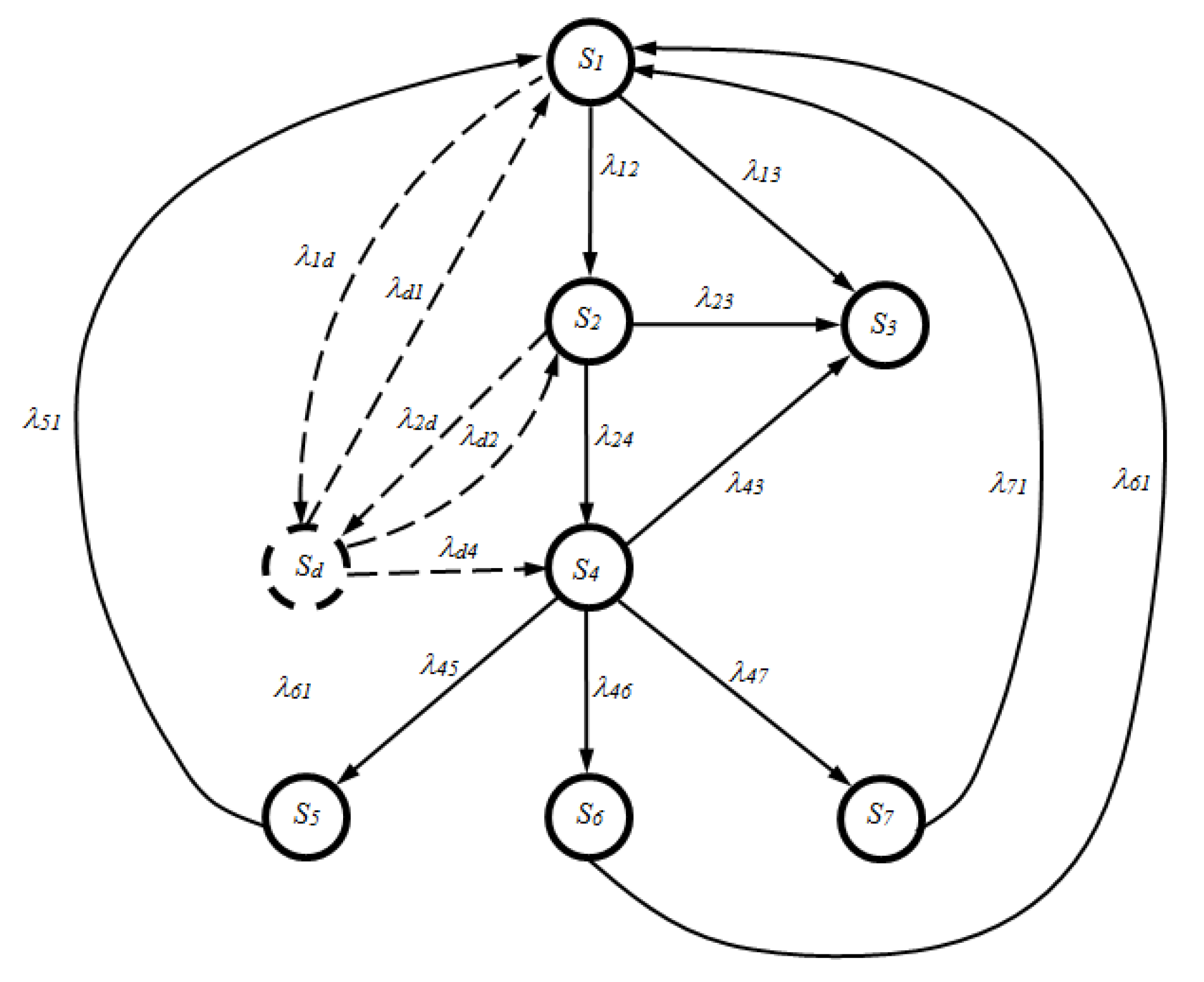
3. Mathematical Model of the Operation of Torpedo Ladle Cars
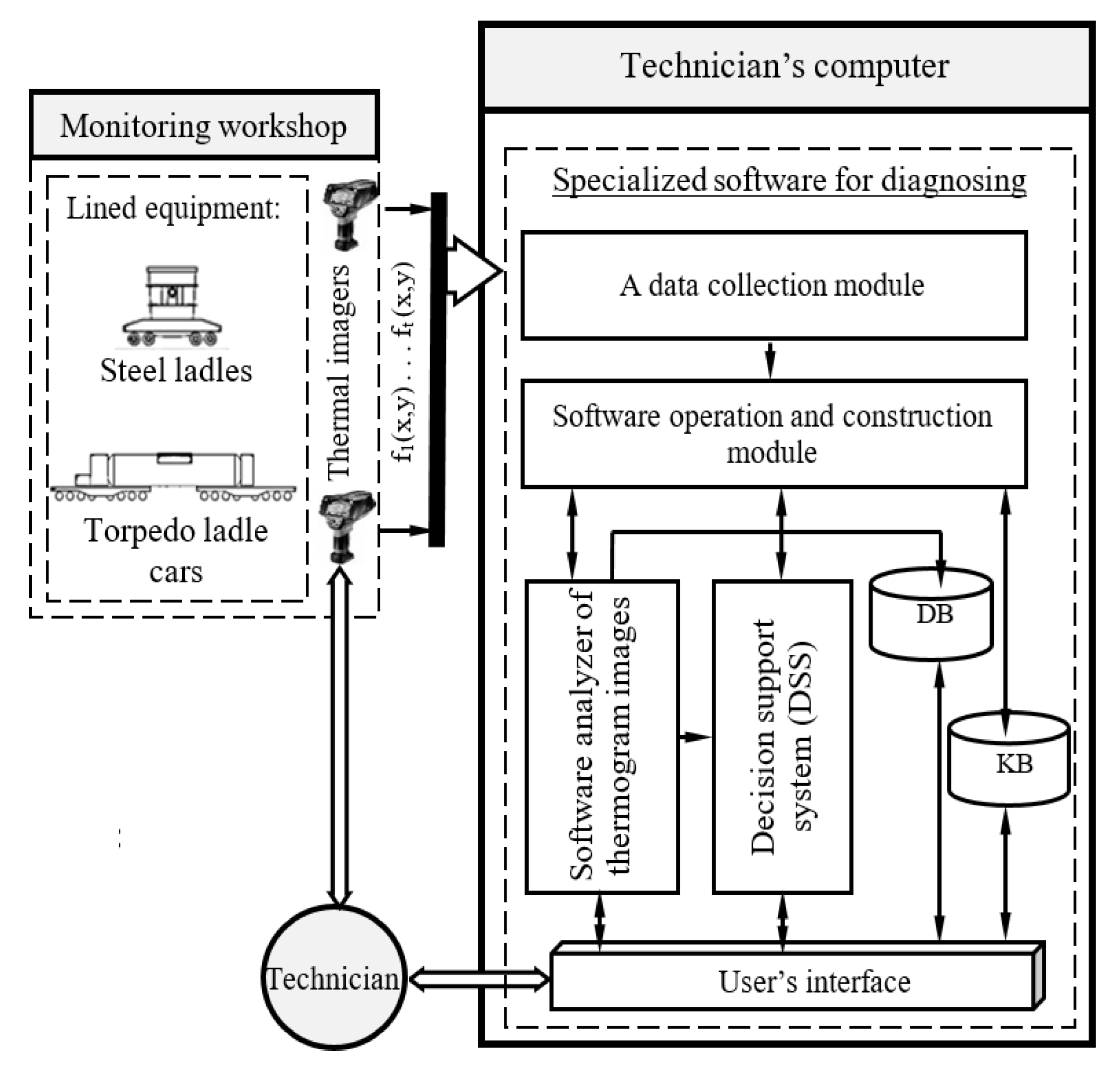
4. Development of the Diagnostic System to Determine the Technical State of the Torpedo Ladle Cars
- Thermal imagers to create thermogram images of a torpedo ladle car lining.
- A computer with specialized software (Figure 4) to implement the neural network forecasting method [25], to assess the state of the PM350t torpedo ladle car. The specialized software consists of:
- -
- A module for data collection, designed to form initial data;
- -
- An operation module, designed to select methods and models for diagnostics and forecasting, to assess the state of PM350t torpedo ladle cars;
- -
- A thermogram image analyzer, designed to apply the intelligent methods of thermogram image processing, in order to diagnose and forecast the lining condition;
- -
- A decision support system (DSS) to operate knowledge in the process of technical diagnostics and forecasting, to assess the state of PM350t torpedo ladle cars;
- -
- Knowledge base (KB)—a storage of information that includes knowledge received after technical diagnostics and forecasting the state of PM350t torpedo ladle cars;
- -
- Database—storage of information that includes diagnostic operation data for different types of equipment.
- -
- Selective episodic non-systemic diagnostics of pre-emergency equipment by attracting third-party experts or by our own small service.
- -
- Periodic control of the entire fleet of equipment, according to the existing schedule, using portable control and measuring equipment by our own diagnostic service.
- -
- Periodic or continuous monitoring of the entire fleet of equipment, according to the existing schedule, using a wide arsenal of external technical diagnostics (portable devices, stationary systems, bench complexes) by our own diagnostics service, numbering.
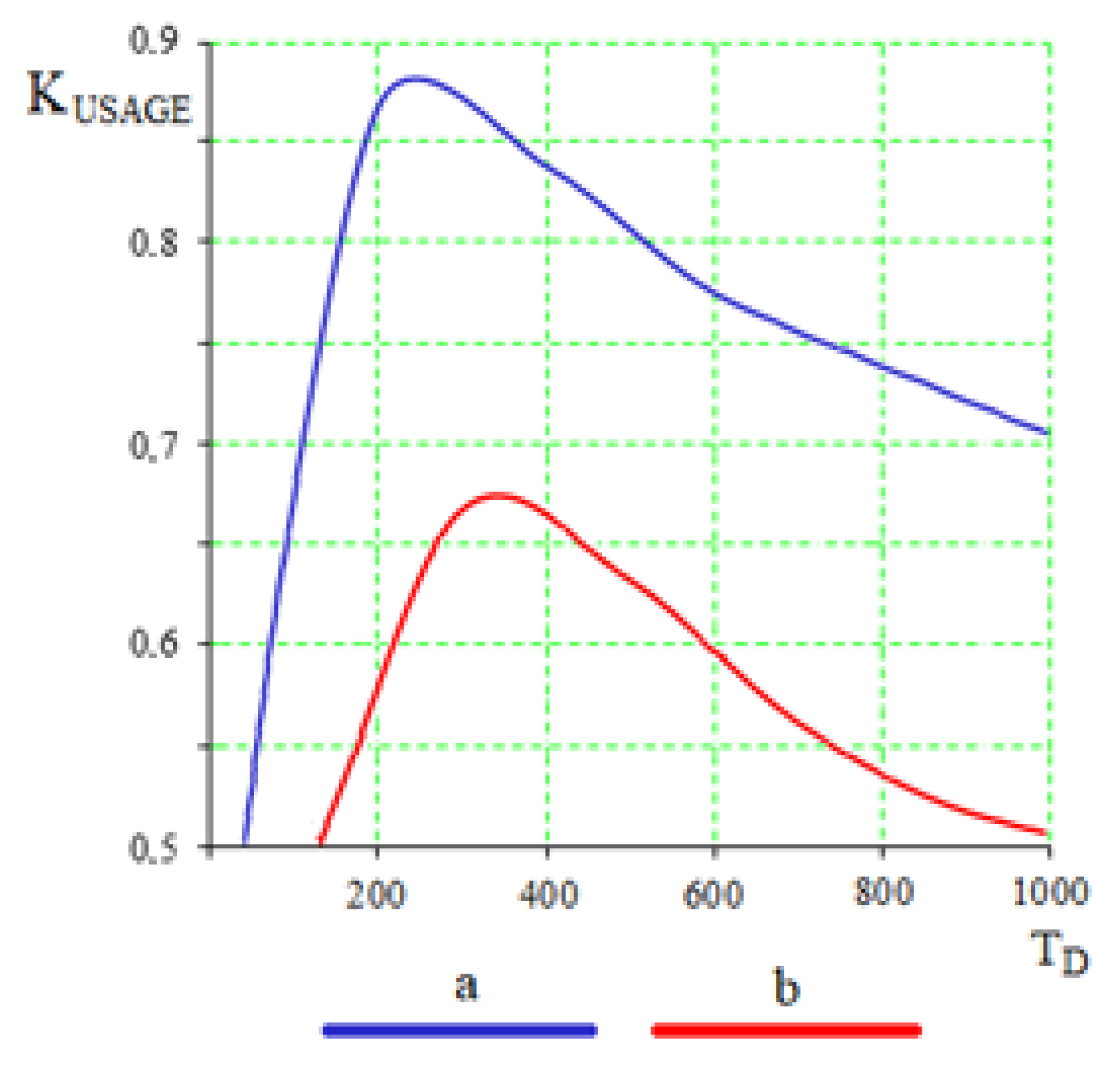
5. Discussion
- -
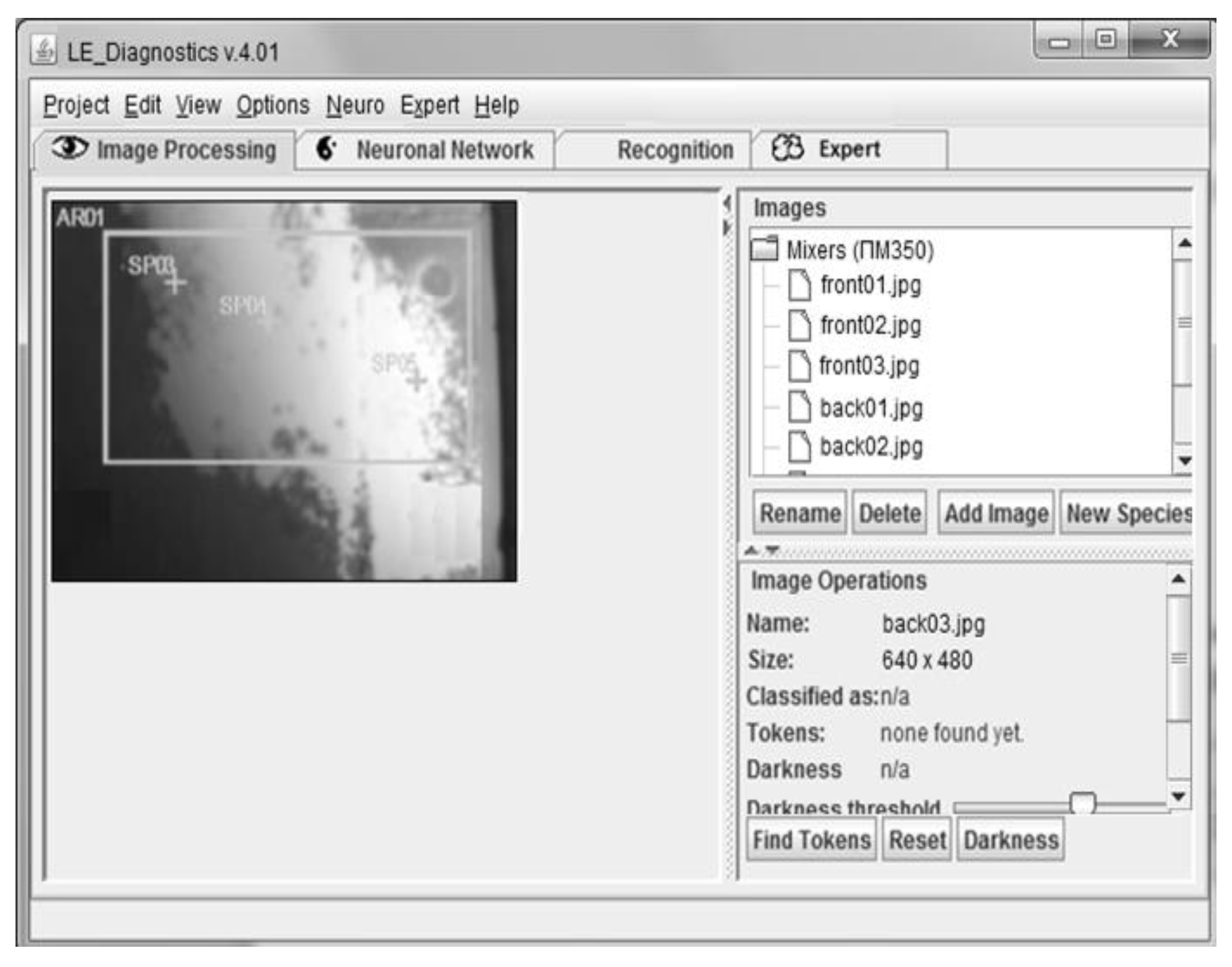
- Input of the torpedo ladle car thermograms;
- -
- Preliminary processing of the thermogram images;
- -
- Forecasting the torpedo ladle car state by the approach [25];
- -
- Recognizing the lining burnout zones by the approach [26];
- -
- Evaluating the operational mode of torpedo ladle cars by the proposed mathematical model;
- -
- Generating recommendations for the operation of torpedo ladle cars;
- -
- Sending the results of diagnostics and forecasting the state of the torpedo ladle car to the workshop server.
- -
- Inputting (by the technologist) the parameter values influencing the possibility of using the torpedo ladle car;
- -
- Creating a neural network for thermogram recognition;
- -
- Selecting a neural network architecture to forecast the state of the torpedo ladle car;
- -
- Setting the parameters of the neural networks to forecast the torpedo ladle car state;
- -
- Training the neural networks based on input data.
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Li, G.; Liu, J.; Jiang, G.; Liu, H. Numerical simulation of temperature field and thermal stress field in the new type of ladle with the nanometer adiabatic material. Adv. Mech. Eng. 2015, 7. [Google Scholar] [CrossRef]
- Hu, W.; Gu, F.; Chen, S. Large Data and AI Analysis Based Online Diagnosis System Application of Steel Ladle Slewing Bearing. In Advances in Asset Management and Condition Monitoring; Smart Innovation, Systems and Technologies; Springer: Cham, Switzerland, 2020; Volume 166, pp. 1519–1527. [Google Scholar]
- Putan, V.; Josan, A.; Vilceanu, L. Mathematical modelling of thermal stratification phenomena in steel ladles. Ann. Fac. Eng. Hunedoara Int. J. Eng. Tome 2009, 7, 390–393. [Google Scholar]
- Santos, M.F.; Moreira, M.H.; Campos, M.G.G.; Pelissari, P.I.B.G.B.; Angelico, R.A.; Sako, E.Y.; Pandolfelli, V.C. Steel ladle energy savings by refractory lining design. In Proceedings of the UNITECR 2017, Santiago, Chile, 26–29 November 2017. [Google Scholar]
- Volkova, O.; Janke, D. Modelling of Temperature Distribution in Refractory Ladle Lining for Steelmaking. ISIJ Int. 2003, 43, 1185–1190. [Google Scholar] [CrossRef]
- Glaser, B. A Study on the Thermal State of Steelmaking Ladles. Ph.D. Thesis, Royal Institute of Technology, Stockholm, Sweden, 2012. [Google Scholar]
- Andersen, P.V.; Wold, J.P.; Gjerlaug-Enger, E.; Veiseth-Kent, E. Predicting post-mortem meat quality in porcine longissimus lumborum using Raman, near in-frared and fluorescence spectroscopy. Meat Sci. 2018, 145, 94–100. [Google Scholar] [CrossRef] [PubMed]
- Yilmaz, S. Thermomechanical Modelling for Refractory Lining of a Steel Ladle Lifted by Crane. Steel Res. Int. 2003, 74, 485–490. [Google Scholar] [CrossRef]
- Doukovska, L.; Petkov, V.; Mihailov, E.; Vassileva, S. Image Processing for Technological Diagnostics of Metallurgical Facilities. Cybern. Inf. Technol. 2012, 12, 66–76. [Google Scholar] [CrossRef][Green Version]
- Mill Ladle Refractory Monitoring. Available online: https://www.flir.com/discover/instruments/early-fire-detection/mill-ladle-refractory-monitoring/ (accessed on 1 September 2021).
- Metal and Steel Industry Integrated Process Route. Available online: https://cdn.sick.com/media/docs/7/47/447/industry_guide_metal_and_steel_industry_integrated_process_route_en_im0062447.pdf (accessed on 1 November 2021).
- Thermal Imaging System for a Reliable Condition Monitoring of the Refractory Lining. Available online: http://www.pieper-video.com/upload/pdf/downloads/LadleCheck_EN.pdf (accessed on 10 October 2021).
- Mihailov, E.; Petkov, V.; Doichev, I.; Boshnakov, K. Model-Based Approach for Investigation of Ladle Lining Damages. Int. Rev. Mech. Eng. 2013, 7, 122–130. [Google Scholar]
- Lamm, R.; Kirchhoff, S. Optimization of Ladle Refractory Lining, Gap and Crack Detection, Lining Surface Temperature and Sand-Filling of the Ladle-Tap Hole by Means of a 3d-Laserprofile-Measurement System that is Immersed Into a Hot Ladle to Evaluate the Entire Condition. Available online: http://www.unitecr2017.mundodecongresos.com/abstracts/Paper_rbofbhfxcsxhpgipoispm.pdf (accessed on 9 October 2021).
- Tripath, A.; Saha, J.; Singh, J.; Ajmani, S. Numerical Simulation of Heat Transfer Phenomenon in Steel Making Ladle. ISIJ Int. 2012, 52, 1591–1600. [Google Scholar] [CrossRef]
- Petrova, I.; Mihailov, E. Determination of Defects Parameters in Infrared Diagnosis of Steel Ladle Wall. J. Chem. Technol. Metall. 2020, 55, 2158–2166. [Google Scholar]
- Sawai, S.; Shiokawa, M.; Hashimoto, K.; Yamada, Y. Methods of Evaluating the Damage of Steelmaking Refractories; Nippon Steel Technical Report No.125. December 2020. Available online: https://www.nipponsteel.com/en/tech/report/pdf/125-15.pdf (accessed on 15 December 2021).
- Li, G.F.; Xu, S.Q.; Jiang, G.Z.; Wu, Z.H.; Kong, J.Y.; Xie, L.X. Influence of Working Lining Parameters on Stress Field of Ladle Composite Construction Body. Appl. Mech. Mater. 2011, 121, 800–804. [Google Scholar] [CrossRef]
- Petrova, I.; Mihailov, E.; Boshnakov, K. Decision support system for condition based maintains of steel casting ladles. J. Chem. Technol. Metall. 2019, 54, 1103–1113. [Google Scholar]
- Chakraborty, B.; Sinha, B.K. Process-integrated steel ladle monitoring, based on infrared imaging—A robust approach to avoid ladle breakout. Quant. Infrared Thermogr. J. 2018, 17, 169–191. [Google Scholar] [CrossRef]
- Thermography and Sensor Technology Specialist InfraTec. Available online: https://www.infratec-infrared.com/ (accessed on 9 October 2021).
- Gordon, Y.; Kumar, S.; Freislich, M.; Yaroshenko, Y. The modern technology of iron and steel production and possible ways of their development. Steel Transl. 2015, 45, 627–634. [Google Scholar] [CrossRef]
- Chernyi, S. Use of Information Intelligent Components for the Analysis of Complex Processes of Marine Energy Systems. Transp. Telecommun. J. 2016, 17, 202–211. [Google Scholar] [CrossRef]
- Yemelyanov, V.A.; Yemelyanova, N.Y.; Nedelkin, A.A.; Zarudnaya, M.V. Neural network to diagnose lining condition. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: London, UK, 2018; Volume 327, p. 022107. [Google Scholar] [CrossRef]
- Yemelyanov, V.; Chernyi, S.; Yemelyanova, N.; Varadarajan, V. Application of neural networks to forecast changes in the technical condition of critical production facilities. Comput. Electr. Eng. 2021, 93, 107225. [Google Scholar] [CrossRef]
- Zhilenkov, A.; Chernyi, S.; Emelianov, V. Application of Artificial Intelligence Technologies to Assess the Quality of Structures. Energies 2021, 14, 8040. [Google Scholar] [CrossRef]
- Kramar, V.; Rodkina, A.; Ivanova, O.; Chernyi, S.; Zinchenko, A. Analysis Technology and Cathodic Protection for Hull Structures of Ships and Floating Facilities. Inventions 2021, 6, 74. [Google Scholar] [CrossRef]
- Mishra, S.; Singh, S.P. A clean global production network model considering hybrid facilities. J. Clean. Prod. 2021, 281, 124463. [Google Scholar] [CrossRef]
- Lai, F.; Laurent, F.; Beylot, A.; Villeneuve, J. Solving multifunctionality in the carbon footprint assessment of primary metals production: Comparison of different approaches. Miner. Eng. 2021, 170, 107053. [Google Scholar] [CrossRef]
- Berro, Y.; Balat-Pichelin, M. Metal fuels production for future long-distance transportation through the carbothermal reduction of MgO and Al2O3: A review of the solar processes. Energy Convers. Manag. 2021, 251, 114951. [Google Scholar] [CrossRef]




Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yemelyanov, V.A.; Zhilenkov, A.A.; Chernyi, S.G.; Zinchenko, A.; Zinchenko, E. The Mathematical Models of the Operation Process for Critical Production Facilities Using Advanced Technologies. Inventions 2022, 7, 8. https://doi.org/10.3390/inventions7010008
Yemelyanov VA, Zhilenkov AA, Chernyi SG, Zinchenko A, Zinchenko E. The Mathematical Models of the Operation Process for Critical Production Facilities Using Advanced Technologies. Inventions. 2022; 7(1):8. https://doi.org/10.3390/inventions7010008
Chicago/Turabian StyleYemelyanov, Vitaliy A., Anton A. Zhilenkov, Sergei G. Chernyi, Anton Zinchenko, and Elena Zinchenko. 2022. "The Mathematical Models of the Operation Process for Critical Production Facilities Using Advanced Technologies" Inventions 7, no. 1: 8. https://doi.org/10.3390/inventions7010008
APA StyleYemelyanov, V. A., Zhilenkov, A. A., Chernyi, S. G., Zinchenko, A., & Zinchenko, E. (2022). The Mathematical Models of the Operation Process for Critical Production Facilities Using Advanced Technologies. Inventions, 7(1), 8. https://doi.org/10.3390/inventions7010008